Cu 두께에 따른 Cu-Cu 열 압착 웨이퍼 접합부의 접합 특성 평가
김재원1·정명혁1·Erkan Carmak2·Bioh Kim2·Thorsten Matthias2·이학주3·현승민3·박영배1,†
1안동대학교 신소재공학부 청정에너지소재기술연구센터, 2EV Group, 3한국기계연구원 나노융합기계연구본부
Cu Thickness Effects on Bonding Characteristics in Cu-Cu Direct Bonds
Jae-Won Kim1, Myeong-Hyeok Jeong1, Erkan Carmak2, Bioh Kim2, Thorsten Matthias2, Hak-Joo Lee3, Seungmin Hyun3 and Young-Bae Park1,†
1School of Materials Science and Engineering, Andong National University, 388 Songcheon-dong, Andong-si, Gyeongbuk 760-749, Korea
2EV Group, Arizona, USA
3Nano-Mechanical System Rearch Division, Korea Institute of Machinery & Materials, 17 Jang-dong, Yuseong-gu, Daejeon 305-343, Korea
(2010년 12월 10일 접수: 2010년 12월 23일 게재확정)
초 록: 3차원 TSV 접합 시 접합 두께 및 전, 후 추가 공정 처리가 Cu-Cu 열 압착 접합에 미치는 영향을 알아보기 위 해 0.25, 0.5, 1.5, 3.0 um 두께로 Cu 박막을 제작한 후 접합 전 300oC에서 15분간 Ar+H2, 분위기에서 열처리 후 300oC 에서 30분 접합 후 후속 열처리 효과를 실시하여 계면접착에너지를 4점굽힘시험법을 통해 평가하였다. FIB 이미지 확인 결과 Cu 두께에 상관없이 열 압착 접합이 잘 이루어져 있었다. 계면접착에너지 역시 두께에 상관없이 4.34±0.17 J/m2 값 을 얻었으며, 파괴된 계면을 분석 한 결과 Ta/SiO2의 약한 계면에서 파괴가 일어났음을 확인 하였다.
Abstract: Cu-Cu thermo-compression bonding process was successfully developed as functions of the deposited Cu thickness and Ar+H2 forming gas annealing conditions before and after bonding step in order to find the low temperature bonding conditions of 3-D integrated technology where the interfacial toughness was measured by 4-point bending test.
Pre-annealing with Ar+H2 gas at 300oC is effective to achieve enough interfacial adhesion energy irrespective of Cu film thickness. Successful Cu-Cu bonding process achieved in this study results in delamination at Ta/SiO2 interface rather than Cu/Cu interface.
Keywords: Adhesion, 4-point bending test, 3-D pakage, Cu thickness effect, Pre-annealing
1.
서 론최근 휴대폰을 비롯한 각종 전자 제품들의 고성능화 및 슬림화 추세에 따라 소자의 집적도가 매우 빠른 속도로 증가하고 있다. 기존의 2차원 패키징의 경우 칩 간 접합 을 위해 많은 면적이 요구되고 칩 간 전기적 상호 연결에 긴 배선으로 이루어져 신호지연 및 간섭으로 인해 고성 능화 및 슬림화의 한계를 가졌다. 전자 패키징 산업의 기 술발전에 힘입어 보다 제한된 면적에 다양한 기능을 구 현하기 위해 서로 다른 기능을 가지는 칩들의 집적을 통 한 우수한 성능과 소형화 뿐만 아니라 경제성을 추구하 고 있다. 이러한 산업체의 요구를 만족시키기 위해서 칩 들을 수직 적층하는 3차원 소자 집적 기술이 최근 많은 주목을 받고 있다.
3차원 패키지 위한 기존 기술에는 와이어 본딩이나 플
립 칩을 이용한 2층 적층방법이 쓰였으나, 근래에 들어 TSV (Through Silicon Via)1)를 이용한 적층 기술에 대해 많은 관심과 연구가 이루어지고 있다. 이는 기존의 3차원 접합 방식에 비해 고집적도, 고성능화, 저전력 소모 등의 전기적 특성 향상의 이점을 갖기 때문이다.2-4)
TSV 접합기술 중 Cu-solder-Cu 접합(Eutectic Bonding, 공정 접합)은 낮은 접합온도 및 우수한 수율의 장점이 있 어, 대표적인 3D 패키징 접합기술로 이용되고 있다. 하지 만, Cu와 솔더의 확산 반응에 의해 계면에 경질의 금속 간화합물과 커켄달 보이드(kirkendall void)의 형성으로 기계적, 전기적 신뢰성 저하의 문제점을 가지고 있다.5) 반면, Cu-Cu 접합 방법은 기존의 솔더 접합 방법을 대체 할 기술로써 TSV의 접속부의 접합에 이용될 경우 낮은 전기저항과 높은 일렉트로마이그레이션(Electromigration, EM) 저항성을 가지는 접합 기술로 기존 솔더 접합의 문
†Corresponding author E-mail: [email protected]
62 김재원·정명혁·Erkan Carmak·Bioh Kim·Thorsten Matthias·이학주·현승민·박영배
제점을 해결 할 수 있는 좋은 대안으로 주목 받고 있다.
하지만 높은 접합온도로 인해 소자나 폴리머 물질의 손 상을 입는 등 단점이 있어 저온 접합 공정이 요구되어진 다.6)기 보고에 의하면 Cu-Cu 저온 접합시 Cu 계면의 산 화막으로 인해 충분한 상호확산이 이루어지지 못하여 접 합 특성에 문제가 발생한다고 보고되고 있다.7)이러한 문 제를 해결하기 위해서는 Cu-Cu 접합 전에 Cu 산화막을 제거하기 위한 전처리 공정의 도입이나 접합 후 후속 열 처리8)를 통해 접합 특성을 향상 시켜야 한다. 이외에도 실제 TSV 공정에 Cu-Cu 접합 기술의 적용함에 있어 Cu 두께가 접합특성에 미치는 영향은 거의 보고되어진바 없 어 그에 따른 연구도 이루어져야할 필요가 있다.
본 연구에서는 TSV 접합 공정 중 Cu-Cu 접합 방법을 이용하여 접합을 진행 하였다. 기존 Cu-Cu 접합 특성이 좋은 400oC 접합 온도에 비해 비교적 낮은 온도인 300oC 에서 Cu 두께 변수에 따라 Cu-Cu 접합을 하였고, 4점굽 힘시험법(4-point bending test)을 이용하여 접합 특성을 평가하였다.
2. 실험방법
Cu-Cu 열 압착 접합 시 Cu 두께 조건에 따른 접합특성
을 평가하기 위해 다음과 같이 시험편을 제작하였다. 시 험편은 웨이퍼 레벨 공정으로 제작하였고, 725 µm의 8인 치 실리콘 웨이퍼 위에 Ta를 25 nm, Cu를 0.25, 0.5, 1.5, 3µm 변수로 스퍼터 증착하였다. 스퍼터 된 Cu 두께에 따 른 표면 변화를 알아보기 위해 주사전자현미경(Field emission scanning electron microscope, FE-SEM)을 이용하 여 표면 미세구조를 관찰 하였고, 주사탐침현미경 (Atomic force microscopy, AFM)을 이용하여 표면조도를 측정하였다. 이때, 표면 측정범위는 10 um×10 um 단위면 적에서 측정되었다. EV Group의 aligner를 이용하여 두 장의 실리콘 웨이퍼를 차례로 정렬하였고, 접합 장비로 이동을 위해 두 장의 웨이퍼를 척(chuck)에 고정 시켰다.
이동 중 Cu 표면에 발생한 산화막을 제거하기 위해 Cu- Cu 접합 전 300oC에서 15분간 Ar+H2(4%)가스로 열처리 하였다. 이후 EV Group의 접합 장비에 웨이퍼가 고정된 척을 장착시키고, 10-6Torr의 고 진공에서 접합 온도는 300oC, 접합 시 압력은 60 kN으로 30분간 접합 공정을 진 행하였다. 접합 공정 후 접합특성의 향상8)을 위해 350oC, 60분간 후속열처리를 실시하였다. Cu-Cu 열 압착 접합부 의 계면접합에너지를 평가하기 위해 접합 된 시험편을 4 점굽힘시험을 위한 30 mm×3 mm의 크기로 절단하였고, 두 장의 실리콘웨이퍼 중 한 장의 웨이퍼에 초기 균열을 유도하기 위해 깊이 600 µm의 노치를 형성하였다. Cu-Cu 열 압착 접합부의 단면 미세구조 관찰을 위하여 집속이 온빔(Focus Ion Beam, FIB)을 이용하였다. 시험편의 접합 부를 중심에 두고 너비 20 µm, 깊이 15 µm로 이온 빔 조 사로 식각한 후에 10초간 Cu 층의 에칭 후 미세구조를 관
찰 하였다. Cu-Cu 열 압착 접합 방법으로 제작된 시험편 은 R&D 사의 인장 시험기에 4점굽힘시험용 지그를 설치 하여 정량적인 계면접착에너지를 측정하였다. 실험에 사 용된 로드셀은 20 N, 로딩 속도는 0.08 µm/s, 핀 간 거리 는 5 mm로 하였다. 4점굽힘시험은 하나의 재료로 가정하 고 재료 내부에 생긴 균열이 진전 할 때 필요한 에너지 해방률(G)을 선형파괴역학적 방법으로 측정하여 박막 간 계면접착에너지를 측정하는 파괴역학시험법이다.9)이 시 험법은 두 개의 탄성 기판사이에 박막을 쌓아올린 샌드 위치 구조에 초기 균열을 유도하기 위한 노치가 생성된
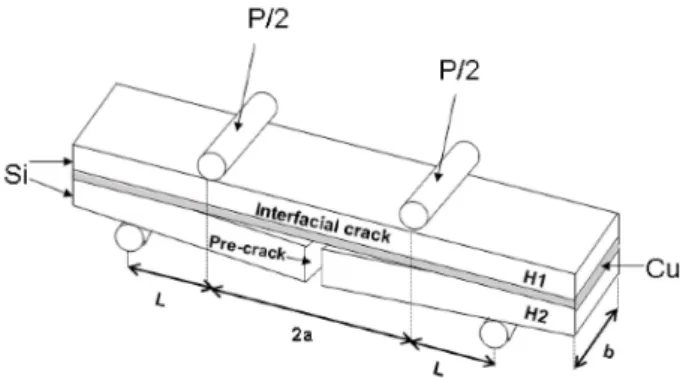
Fig. 110)과 같은 시험편을 통해 이루어진다. 위와 아래에
4개에 핀의 중심에 고정된 시험편은 모멘트가 일정한 위 쪽 두 개의 핀 사이에서 발생한 내부 균열을 통해 정량적 인 계면접착에너지를 측정 할 수 있다. 실험은 압축모드, 변위제어로 실시하였으며, 결과는 하중과 변위곡선으로 나타난다. 여기서 일정한 하중 영역을 보이는 구간의 하 중 값을 아래의 유도된 식에 대입하여 정량적인 계면접 합에너지를 얻을 수 있다.11,12)
(1)
여기서 υ는 기판으로 쓰이는 탄성재료의 프와송비(실리 콘 웨이퍼 : 0.28), E는 탄성계수(실리콘 웨이퍼 : 130 GPa), b는 시험편의 너비(3 mm), h는 시험편 두께의 절반 (725µm)을 의미하며, 모멘트 M은 PL/2이다. P는 하중과 변위곡선에서 일정한 구간의 하중값, L은 핀 사이의 거 리(5 mm)를 나타내며, 여기서 측정된 계면접착에너지의 단위는 J/m2이다.
4점굽힘시험이 완료된 시험편은 FE-SEM 및 에너지 분 산형 분광기(Energy dispersive spectroscopy, EDS)로 미세 구조를 관찰 및 분석하여 내부의 파괴경로를 확인하였다.
3.
결과 및 고찰Cu-Cu 열 압착 접합 전 Cu의 두께를 각각 0.25, 0.5 1.5,
3 um 증착하여 두께에 따른 표면의 미세구조 변화를 알
G 21 1( –υ2)M2 4Eb2h3
--- 21 1( –υ2)P2L2 16Eb2h3 ---
= =
Fig. 1. Schematic illustration of the 4-point bending geometry.10)
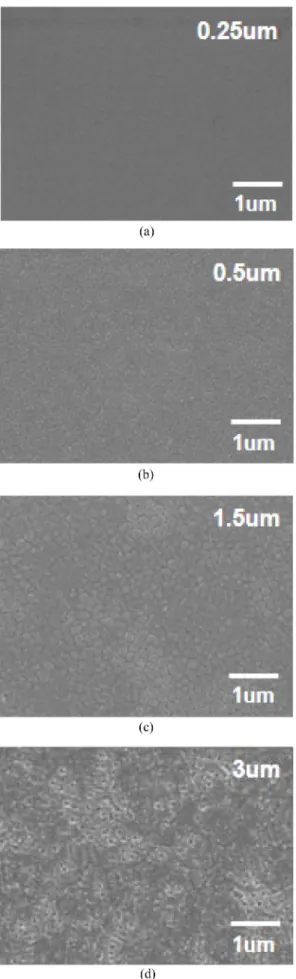
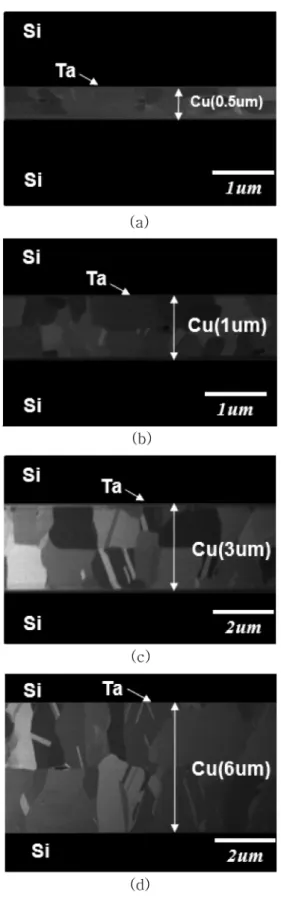
아보기 위해 FE-SEM을 통해 관찰하여 Fig. 2에 나타내었 다. Cu 두께가 두꺼워 질수록 결정립이 커지는 것을 관 찰 할 수 있었다. Cu 두께가 3 um 일 때 표면에 형상이 일정하지 않게 나온 것이 관찰 되었는데 스퍼터로 Cu를 두껍게 올리면서 생긴 데미지로 판단된다. Cu 결접립 평 균크기는 각각 4.8, 9.0, 21.3, 61.7 nm 이다. 접합 전 Cu 두 께에 따른 표면조도를 관찰하기 위해 AFM으로 측정한 결 과를 Fig. 3에 나타내었다. AFM 측정 결과 Ra (Roughness averge)값은 각각 1.2, 2.1, 4.6, 12.0 nm이고, RMS (Roughness Means Square) 값은 각각 1.6, 4.1, 6.0, 15.1 nm 로 측정 되었다. 표면조도 측정 결과 Cu 두께가 두꺼워 질수록 표면의 평균 거칠기와 표준편차가 커지는 것을 확 인 하였다. Fig. 4에 Cu-Cu 열 압착 접합 후 Cu 두께에 따 른 접합부 미세구조를 FIB을 이용하여 나타내었다. FIB 이미지 관찰결과, Cu 두께에 상관없이 접합부에 쌍정
(twin)이 관찰되었고 일부 공공(void)이 존재 하지만 Cu
원자의 상호확산에 의해 결정립이 성장하여 Cu의 본래 의 계면이 사라진 것을 관찰 할 수 있었다. Ar+H2혼합가 스 분위기에서 접합 전 어닐링 시에 식 2, 3과 같은 열역 학적 반응식에 따라 Cu 산화막의 효과적인 제거가 가능 하다고 보고되어 진다.13)
(2)
(3)
이전 결과에서는 분위기 열처리 시 열처리 온도가 낮 아 Cu 표면 산화막을 충분히 제거 하지 못하였는데, 이 는 표면에 존재하는 산화막이 Cu-Cu 열 압착 접합 시 Cu 원자가 다른 원자 층으로 확산이동시 확산 장벽(diffusion
barrier)역할을 하여 접합특성이 좋지 않았다고 보고 하였
다.7)반면, 이번 결과는 300oC의 비교적 낮은 온도에서 CuO+H2→Cu+H2O
Cu2O+H2→2Cu+H2O
Fig. 2. SEM image of Cu film surface: (a) 0.25 um, (b) 0.5 um, (c) 1.5 um, (d) 3.0 um.
Fig. 3. Effect of Cu thickness on surface roughness of Cu film surface: (a) 0.25 um, (b) 0.5 um, (c) 1.5 um, (d) 3.0 um.
64 김재원·정명혁·Erkan Carmak·Bioh Kim·Thorsten Matthias·이학주·현승민·박영배
Ar+H2분위기 열처리에 의해 Cu 표면의 산화막을 충분히 제거를 하여 열 압착 접합 및 후속 열처리 시 Cu 원자의 상호확산이 수월히 이루어졌기 때문이라고 생각된다.14)
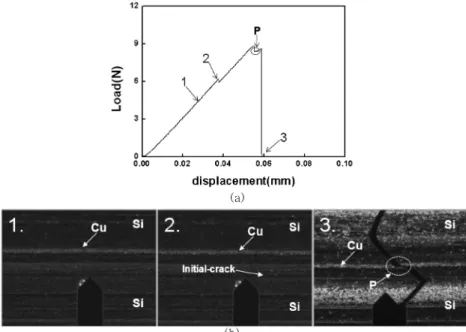
이러한 효과적인 표면 전처리 및 후속 열처리는 Cu-Cu 접합 기술의 단점인 높은 접합 온도를 300oC로 낮추면서 도 우수한 접합 특성을 확보 할 수 있어서 접합 시 웨이 퍼 내 소자 특성 저하에 따른 패키지 신뢰성 저하를 최소 화 할 수 있을 것으로 생각된다. 열 압착 접합 된 1.5 um 두께의 Cu 접합부의 계면 접착에너지를 4점굽힘시험법 과 CCD 카메라를 이용하여 측정 하여 Fig. 5에 하중-변 위 곡선을 나타내었다. 시편에 가해지는 응력이 선형탄 성적으로 증가하다가 약 0.02 mm 변위 부근에서 하중이 아주 약간 감소 후 다시 증가하는데, 이때 예비 균열을 위 한 노치에 집중된 응력에 의해 아랫 웨이퍼에 실낱같은 크랙이 발생 하였다. 그 이후 하중이 다시 증가하다가 급 격히 감소하는 구간이 나타나며 하중이 일정 한 구간(P) 을 보이는데 이때 약한 계면을 따라 크랙이 진전 되면서 박리가 시작 된 것으로 생각 된다. 하지만 본 실험에서 크 랙이 급격히 진행 되어 촬영 하지 못하였다. 파괴 후 시 편을 확인 한 결과 계면을 따라 파괴가 된 것을 확인 하 였다. 따라서 크랙이 계면을 따라 진전 할 때 일정하게 유 지된 하중을 계산한 결과 4.34±0.17 J/m2로 측정 되었다.
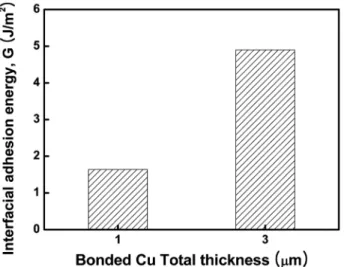
Cu 두께 변수에 관계없이 4점굽힘시험한 결과 Fig. 5 그 래프와 유사한 거동을 나타내어 계면접착에너지 값이 비 슷한 것으로 판단된다. Fig. 6은 4점굽힘시험 이후 파면 을 SEM, EDS 분석 한 결과를 보여준다. Fig. 6(a)과 (b)는 각각 위. 아래에 놓인 웨이퍼 파면에 대한 분석 결과 이 다. EDS 성분 분석 결과 윗 웨이퍼의 파면에는 Si, Cu, Ta 성분이 각각 32.97, 56.11, 10.92%가 검출 된 반면 아래 웨 이퍼의 파면에서는 Si 이 100% 검출 되었다. 이는 4점굽 힘시험시 약한 계면으로 파괴가 진전 되는데, Cu 와 Cu 가 열 압착 접합 및 후속 열처리 시 Cu가 충분히 확산이 일어나 마치 하나의 Cu 박막과 같이 강한 결합을 하고 있 어 상대적으로 약한 Ta-SiO2계면에서 파괴가 진전 된 것 으로 사료된다. 이전 실험15,16)결과에 의하면, 습식 전처 리를 통하여 Cu 표면의 산화막을 충분히 제거한 후에 Cu 두께에 따른 4점굽힘시험을 한 결과 Fig. 7에서 보여지듯 Cu 두께가 두꺼울수록 계면접착에너지가 증가하는 결과 를 보여준다. 일반적으로 계면접합에너지는 크게 두 가 지 에너지의 합이라고 말 할 수 있는데, 이종재료 사이의 기본적인 원자간 결합에너지와 재료의 소성변형 및 표면 거칠기에 의해 손실되는 에너지를 포함하고 있다.17)
이에 따라, 본 연구에서도 두께에 따라 계면접합에너지 가 변할 것으로 예상 하였으나, Cu-Cu 열 압착 전 전처리 및 접합 후 충분한 후속열처리에 의해 Cu의 강한결합을 이루어 Cu-Cu 접합후의 정량적인 계면접착에너지를 구 할 수 없었다. 위 결과를 바탕으로 Cu 두께에 따른 계면 접착에너지 차이를 정량적으로 확인 할 수는 없었지만, 400oC 보다 낮은 300oC의 공정조건과 접합 전 환원 분위 기 열처리 및 접합 후 충분한 열처리에 의해서 Cu-Cu 접 합이 성공적으로 이루어 졌으며, Ta-SiO2계면보다 강한 접합 강도를 가지는 것으로 판단된다.
Fig. 4. Cross-sectional FIB images of Cu-Cu bonded interface: (a) 0.25 um, (b) 0.5 um, (c) 1.5 um, (d) 3.0 um.
4.
결 론3차원 소자 집적을 위한 저온 Cu-Cu 열 압착 접합 공 정의 확립을 위해 Cu 두께에 따른 접합부의 접합 특성 관 찰 및 4점굽힘시험을 통해 계면접착에너지를 평가하였다.
Cu 두께에 따라 표면 거칠기가 증가 하였고, Cu-Cu 열 압 착 접합 전 Ar+H2혼합가스로 300oC에서 15분간 열처리
후 에 동일 온도조건에서 30분간 열 압착 접합 및 후속 열처리한 결과 Cu 두께에 상관없이 접합부의 미세구조에 서 Cu 본래의 계면이 사라지고 접합이 잘 이루어졌다. 4 점굽힘시험을 통해 접합부의 계면에너지를 측정한 결과 두께 조건과 상관없이 Ta-SiO2계면에서 박리가 일어났 다. 이때 계면접착에너지 값은 4.34±0.17 J/m2 로 측정 되 었으며, Cu 두께에 따른 계면접착에너지 값의 유의차는 Fig. 5. (a) Load-displacement curve of 4-point bending test and (b) captured microscopic images for the caption of marks on the curve (a).
Fig. 6. SEM images and EDS analyses of delaminated interface after 4-point bending test: (a) fractured surface on the top wafer and (b) fractured surface on the bottom wafer.
66 김재원·정명혁·Erkan Carmak·Bioh Kim·Thorsten Matthias·이학주·현승민·박영배
찾을 수 없었다. Cu-Cu 접합 공정온도로 비교적 낮은 300oC로 공정을 진행하였지만, 접합 전 분위기 열처리를 통해 산화막 제거 및 후속 열처리를 통해 Cu-Cu 접합계면 에 충분한 확산이 이루어져 강한 결합을 이루었다. 또, Cu- Cu 계면보다 상대적으로 취약한 Ta-SiO2계면에서 파괴 가 난 것으로 판단된다.
감사의 글
본 논문은 서울테크노파크의 차세대 패키징 공정·장 비 실용화 사업의 일환으로 지식경제부 지원을 받아 수 행되었으며, 이에 관계자 여러분께 감사드립니다.
참고문헌
1. M. S. Yoon, “Introduction of TSV (Through Silicon Via) Technology”, J. Microelectron. Packag. Soc. 16(1), 1 (2009). 2. Jiang, T. and Luo, S., “3D Integration-Present and Future,”
Proceedings of 10th Electronics Packaging Technology Con- ferences, 373 (2008).
3. Curran, B., Ndip, I., Guttovski, S. and Reichl, H., “Managing Losses in Through Silicon vias with Different Return Current Path Configurations,” Proc. of 10th Electronics Packaging Technology Conferences, 206 (2008).
4. S. Yoo, Y. K. Ko, Y. S. Shin, and C. W. Lee, “Technologies of TSV Filling and Solder Bumping for 3D Packaging”, J. the Korean Society for Precision Engineering, 26(12), 18 (2009).
5. M. H. Jeong, G. T. Lim, B. J. Kim, K. W. Lee, J. D. Kim, Y. C. Joo and Y. B. Park, “Interfacial Reaction Effect on Elec- trical Reliability of Cu Pillar/Sn Bumps”, J. Electron. Mat., 39(11), 2368 (2010).
6. C. S. Tan and R. Reif, “Observation of interfacial void for- mation in bonded copper layers”, Appl. Plysics letter, 87 (2005).
7. E. J. Jang, J. W. Kim, B. Kim, T. Matthias, H. J Lee, S. Hyun, and Y. B. Park, “Effect of N2+H2 Forming Gas Annealing on the Interfacial Bonding Strength of Cu-Cu thermo-compres- sion Bonded Interfaces”, J. Microelectron. Packag. Soc.
16(3), 1 (2009)
8. E. J. Jang, S. Pfeiffer, B. Kim, T. Matthias, S. Hyun, H. J.
Lee and Y. B. Park, “Effect of post-annealing conditions on interfacial adhesion energy of Cu-Cu bonding for 3-D IC inte- gration”, Kor. J. Mater. Res., 18(4), 204 (2008).
9. H. Zhenyu, Z. Suo, X. Guanghai, H. Jun, J. H. Prevost and N. Sukumar, “Initiation and arrest of an interfacial crack in a four-point bednd test”, Eng. Fracture Mech., 72, 2584 (2005).
10. J. W. Kim, M. H. Jeong, E. J. Jang, S. C. Park, E. Cakmak, B. Kim, T. Matthias, S. Kim, and Y. B. Park, “Effect of Bond- ing Process Conditions on the Interfacial Adhesion Energy of Al-Al Direct Bonds”, Kor. J. Mater. Res., 20(6), 319 (2010).
11. R. H. Dauskardt, M. Lane, Q. Ma and N. Krishna, “Adhesion and debonding of multi-layer thin film structures”, Eng Fract Mech., 61, 141 (1998).
12. P. G. Charalambides, J. Lund, A. G. Evans and R. M.
McMeeking, “A test specimen for determining the fracture resistance of bimaterial interfaces”, J. Appl. Mech., 111, 77 (1989).
13. K. N. Chen, A. Fan, C. S. Tan and R. Reif, “Temperature and duration effects on microstructure evolution during copper wafer bonding”, J. Electron. Mat., 32, 1371(2003).
14. K. N. Chen, S. M. Chang, L. C. Shen and R. Reif, “Investi- gations of strngth of copper-bonded wafers with several quan- titative and qualitative tests”, J. Electron. Mat., 35, 1082 (2006).
15. E. J. Jang, S. Hyun, H. J. Lee and Y. B. Park, “Effect of Wet Pretreatment on Interfacial Adhesion Energy of Cu-Cu Ther- mocompression Bond for 3D IC Packages”, J. Electron.
Mater., 38(12), 2449 (2009).
16. J. W. Kim, K. S. Kim, S. D. Kim, S. Hyun, H. J. Lee, and Y. B. Park, “A study of Cu Direct Bonding using Wet Chem- ical Methods” Proc. of 2010 Fall meeting The Korean Micro- electronics and Packaging Society Conferences, Seoul, 63 (2010).
17. Dauskardt RH, Lane MW, Ma Q, Krishna N. “Adhesion and de-bonding of multilayer thin film structures”, Eng. Fract.
Mech. 61, 141 (1998).
Fig. 7. Effects of Bonded Cu total thickness on interfacial adhesion energy Cu-Cu direct bonds.15,16)