한국표면공학회지 J. Korean Inst. Surf. Eng.
Vol. 49, No. 4, 2016.
http://dx.doi.org/10.5695/JKISE.2016.49.4.368
<연구논문>
ISSN 1225-8024(Print) ISSN 2288-8403(Online)
단일 합금타겟을 이용한 마크네트론 스퍼터링 공정으로 증착된 MoN-Cu 박막
이한찬a,b, 문경일b, 신백균a,*
a인하대학교 전기공학과, b한국생산기술연구원 열처리그룹
MoN-Cu Thin Films Deposited by Magnetron Sputtering with Single Alloying Target
Han-Chan Leea,b, Kyoung-Il Moonb, Paik-Kyun Shina,*
a
Department of Electrical Engineering, Inha University, Incheon 22212, Korea
b
Korea Institute of Industrial Technology, Heat Treatment R&BD Group, Gyeonggi-do 15014, Korea
(Received July 5, 2016 ; revised July 18, 2016 ; accepted July 25, 2016)
Abstract
MoN-Cu thin films were prepared to achieve appropriate properties of high hardness and low friction coef- ficient, which could be applied to automobile engine parts for reducing energy consumption as well as solving wear problems. Composite thin films of MoN-Cu have been deposited by various processes using multiple targets such as Mo and Cu. However, those deposition with multiple targets revealed demerits such as dif- ficulties in exact control of composition and homogeneous deposition. This study is aiming for suggesting an appropriate process to solve those problems. A single alloying target of Mo-Cu (10 at%) was prepared by powder metallurgy methods of mechanical alloying (MA) and spar plasma sintering (SPS). Thin film of MoN-Cu was then deposited by magnetron sputtering using the single alloying target of Mo-Cu (10 at%).
Properties of the resulting MoN-Cu thin film were examined and compared to those of MoN-Cu thin films prepared with double targets of Mo and Cu.
Keywords : MoN-Cu thin films, Single alloying target, Magnetron sputtering, MA, SPS
1. 서 론
Mo-Cu 합금은 전자기판, 방열판, 진공 부품 등 다양한 분야에 적용되고 있으며 우수한 물리적 및 전기적 특성을 가지고 있다. 특히 높은 밀도를 가 지면서 조성에 따라 열전도성, 전기전도성 등의 특 성 조절이 가능한 장점을 가지고 있다[1-4]. 이러한 우수한 특성을 가지고 있는 Mo-Cu 합금이지만 상 태도를 보면 Mo와 Cu는 액상이나 고상에서 서로
고용도가 없어 일반적으로 Cu의 융점까지 온도를 올려 액상 소결을 통한 Mo-Cu 합금이 제조 된다.
하지만 이러한 액상 소결을 이용하여 Mo-Cu 합금 을 제조하였을 때는 고밀도의 Mo-Cu 합금을 얻기 가 어려우며, 합금의 균일도가 떨어져 재료의 특성 이 저하되는 원인이 된다[5-8]. 따라서, Mo-Cu 액 상 소결법의 낮은 소결밀도와 저조한 균일도의 문 제점을 해결하기 위해 침전법[9], 수열법[10], 분무 건조법[11], 무전해도금법[12] 등 Mo-Cu 합금을 제 조하기 위한 다양한 방법을 시도되고 있다. 하지만 이러한 제조 방법들에서도 문제점은 크게 해결되지 않으며, 오히려 공정이 복잡해지고 공정시간이 오 래 걸리며 합금을 제작하는데 있어 소재의 손실이 많다는 단점을 가지고 있다. 또한 최근에는 Mo-Cu
*
Corresponding Author : Paik-Kyun Shin
Department of Electrical Engineering, Inha University
Tel : +82-32-860-7402 ; Fax : +82-32-863-5822
E-mail : [email protected]
합금뿐만 아니라 Mo-Cu 박막에 대한 연구도 많이 진행되고 있지만 Mo-Cu 박막 증착에 사용되는 타 겟의 경우도 Mo-Cu 합금타겟 제작이 어려워 Mo와 Cu 각각의 원소재 타겟을 이용한 박막증착 연구가 진행되고 있다[13].
본 연구에서는 Mo-10 at% Cu 합금타겟과 박막을 제작하기 위해 유성볼밀링법(Planetary Ball Milling;
PBM)을 이용한 기계적합금화 방법으로 Mo-10 at%
Cu 합금분말을 제조하였으며 고밀도의 소결체를 제 작하기 위해 방전플라즈마 소결법을 이용하여 합금 타겟을 제작하였다. 제조한 Mo-10 at% Cu 합금타 겟을 마그네트론 스퍼터링법에 사용하여 박막을 증 착하였다. 제조한 Mo-10 at% Cu 분말은 입도와 조 성균일도를 확인하기 위해 입도분석과 맵핑분석을 진행하였고 Mo-10 at% Cu 분말을 이용하여 제작 한 Mo-10 at% Cu 합금타겟의 밀도측정과 조직 및 조성분석을 진행하였다. 또한 제작한 Mo-10 at%
Cu 합금타겟을 이용하여 제작한 박막과 Mo 및 Cu 2개의 단일조성 타겟을 이용하여 제작한 MoN-Cu 박막의 조직, 조성, 조도, 경도를 비교분석하였다.
2. 실험 방법
2.1 Mo-10 at% Cu 합금분말 제조방법 및 분석 본 연구에서는 Mo, Cu 분말을 사용하여 Mo-10 at% Cu 합금분말을 제조하였다. 순도 99.9%, 입도 13.6µm의 Mo 분말과 순도 99.5%, 입도 24.2 µm 의 Cu 분말을 이용하여 기계적 특성이 우수하다고 알려진 Mo-10 at% Cu 조성으로 합금분말을 제조 하였다[14]. 분말 제조는 유성 볼 밀링(FRITSH, Pulverisette 5) 장비를 사용하였고 밀링 용기와 볼 은 지르코니아 재질로 사용하였다. 용기의 부피는 500ml 이며 볼의 직경은 5 mm로 정하여 공정을 진 행하였다. 용기와 볼을 지르코니아 재질로 사용한 이유는 내마모 특성이 좋아 고경도 소재에 대한 볼 밀링이 유리하기 때문이다. 볼과 분말의 장입비는 무게비로 10 : 1로 정하였고 밀링공정 중 높은 에너 지에 따른 분말의 웰딩과 산화 문제를 해결하기 위 해 용기 내부는 Ar 가스 분위기를 조성하여 공정 을 진행하였다. 유성 볼밀링 공정시간은 30시간, 공 정속도는 300RPM 으로 고정하였다. 분말 장입 및 추출 전 Glove box 내부를 로터리 펌프를 이용하여 진공분위기를 만든 후 Ar 가스를 주입하여 Ar 분위 기 조성상태에서 분말 장입 및 추출을 진행하였고, 추출 한 분말의 산화를 방지하기 위해 진공밀폐용기 안에 보관하였다. Mo-10 at% Cu 분말을 추출한 후 입도를 확인하기 위해 입도분석기(Microtrac, Microtrac
Zetatrac)를 이용하였고 분말의 형상과 조성을 확인 하기 위해 주사전자현미경과 원소분석기(HITACHI HIGH TECHNOLOGY, HITACHI SU5000)를 이용하여 분석을 수행하였다. 다음 표 1에 유성 볼밀링 공정 을 이용하여 제조한 분말의 공정조건을 제시한다.
2.2 Mo-10 at% Cu 합금타겟 제작방법 및 분석 제조한 Mo-10 at% Cu 합금분말을 방전 플라즈 마 소결장치(DR.SINTER, SPS-625)를 이용하여 소 결공정을 수행하였다. 소결을 위해 고강도 그라파이 트(ISO-63) 몰드를 제작하였고, 크기는 3인치 타겟을 제작 할 수 있도록 외경 Φ120 mm, 내경 Φ76.2 mm, 높이 100 mm로 가공하였다. 소결방법은 그라파이트 몰드에 Mo-10 at% Cu 분말을 충진 시킨 후 전류 를 통전시키기 위해 상하에 그라파이트 펀치를 배 치하였다. 몰드 내벽에 3파이의 구멍을 뚫어 R-type 의 열전대를 삽입하였고 몰드와 펀치를 위, 아래 동 심원을 맞춰 정중앙에 맞췄다. 진공분위기에서 소 결을 진행하기 위해서 로터리 펌프와 부스터 펌프 를 이용하여 2 mtorr 까지 진공도를 조성하여 공정 을 수행하였다. 소결온도는 1000oC로 정하였고 10 분 동안 1000oC로 올리고 1000oC에서 5분간 유지 하였다. 소결공정압력은 그라파이트 몰드가 견디는 하중을 고려하여 80 MPa로 고정하여 실험을 수행 하였다. 제작할 타겟의 크기는 직경 Φ76.2 mm에 높 이 7 mm이며 표 2에 방전 플라즈마 소결 공정조건 을 제시한다. 그리고 제작한 타겟은 아르키메데스 법을 이용하여 밀도를 측정하였고 타겟의 조직과 조성을 확인하기 위해 주사전자현미경과 원소분석 기를 이용하여 분석하였다.
2.3 Mo-10 at% Cu 박막 제작방법 및 분석 제조한 Mo- 10 at% Cu 합금타겟을 이용하여 마 그네트론 스퍼터링 공정으로 합금박막을 증착했다.
Table 1. Process conditions of Planetary Ball Milling (PBM)
Equipment Pulverisette 5
Powder purity Mo: 99.9%
Cu: 99.5%
Powder particle size Mo: 13.6
µmCu: 24.2
µmBowl(500ml), Ball (5 mm) material Zirconia
BPR(Ball to Powder Ratio) 10:1
Atmosphere Ar
Milling Time 30hour
RPM 300
Compositions Mo- 10 at% Cu
기판으로 Si wafer (100)를 사용하였고, 기판은 각 각 아세톤과 알콜 중에서 초음파 세정으로 세척하 였다. 본 연구에서 사용한 스퍼터링 장비(A-tech system, Flexlab system 100)의 챔버 내부의 개략도 는 그림 1과 같다[15]. 그림 1(a)는 두 개의 스퍼터 건을 이용하여 기판에 증착할 수 있도록 기울기를 주어 동시에 파워를 인가하여 증착하는 코스퍼터링 방식이고, 그림 1(b) 는 스퍼터 건과 기판을 동일선 상에 배치하여 증착하는 방식이다. 본 연구에서는 Mo와 Cu 2개의 타겟을 이용한 코스퍼터링 박막과 Mo-10 at% Cu 단일 합금타겟을 이용하여 제작한 박막을 비교하는 실험을 수행하였다. 스퍼터링 공 전 전에 타겟 표면의 산화층을 없애기 위해 2-2 mtorr 진공도에서 Ar 가스를 주입하고 DC 200 W 인가하 여 20분 동안 타겟 표면세정을 진행하였고 기판 또 한 산화막을 제거하기 위해 타겟 표면세정과 동일 한 조건으로 기판에 600 V의 Bias를 10분간 인가하 였다. Mo-Cu 박막 증착은 고순도 Ar 가스와 N2 가 스를 사용하였고 가스의 전체 유량은 36 sccm 으 로 고정하였다. 스퍼터링 중 가스분압은 Ar 과 N2
가스비를 5 : 1 (Ar : 30 sccm, N2 : 6 sccm)로 하였 다. Mo, Cu 복수타겟을 이용한 스퍼터링 공정의 경 우는 Mo-10 at% Cu 단일 합금타겟의 조성과 동일
하게 맞추기 위해 타겟에 인가하는 파워를 계속적 으로 조절하여 실험을 수행하였다. 표 3에 세부적 인 스퍼터링 공정조건을 제시한다. 그리고 증착된 박막의 표면, 단면 조직과 조성을 조사하기 위해서 주사전자현미경과 원소분석기를 이용하여 분석하였 다. 또한 박막의 조도를 측정하기 위해서 표면조도 계(Tokyo Seimitsu, SURFCOM 1500SD3-12)를 이 용하여 분석하였고 나노인덴터(Fischer instrument, Table 2. Processes conditions of Spark Plasma
Sintering (SPS)
Equipment SPS-625
Process pressure 2mtorr
Sintering temperature 1000
oCSintering pressure 80MPa Powders compositions Mo- 10 at% Cu
Sintering time 15Min(5Min holding)
Fig. 1. Schematic diagram in chamber of magnetron sputter machine (a) Multi target method (Down- sputtering for co-deposition) (b) Single target method (Down-sputtering for deposition)[15]
Table 3. Processes conditions of magnetron sputtering
Equipment Flexlab system 100
Target pre-sputtering 2
-2mtorr, Ar, DC 200 W, 20 Min Substrate pre-sputtering 2
-2mtorr, Ar, Bias 600 V, 10 Min
Base pressure 2
-2mtorr
Gas (Ar, N
2) pressure 1 mtorr
Gas ratio (Total 36 sccm) Ar, Ar:N
2(5:1)
Temperature Room temperature
Single target (Mo-10 at%Cu) power Multi target (Mo, Cu) power
DC 300 W DC 50 W ~ 500 W
Distance between substrate and target 70 mm
Substrate Si wafer (100)
Process time 60Min
HM2000) 분석을 이용하여 박막의 표면 경도를 측 정하였다.
3. 결과 및 고찰
3.1 Mo-10 at% Cu 합금분말의 입도 및 균일도 본 연구에서는 유성 볼밀링 공정을 이용하여 분 말을 미세화시키고 균일한 조성분포를 가지는 분말 을 제조하였다. 그림 2는 유성 볼밀링 공정 후 분 말의 입도변화를 보여주는 결과이다. 그림 2의 (a), (b)는 밀링 전 13.6 µm의 입도를 가지는 Mo 분말 과 24.2 µm 입도를 가지는 Cu 분말을 보여주며, 그 림 2의 (c)는 밀링 공정 후 약 6.1 µm의 입도를 가 지는 Mo-10 at% Cu 합금분말의 결과를 보여준다.
밀링공정에 의해 분말이 미세화 되는 것을 확인할 수 있다. 그림 3은 Mo-10 at% Cu 분말의 맵핑 분
석과 원소분석기에 따른 조성분석 결과를 보여준다.
Mo, Cu 분말이 전체적으로 균일하게 분포되어 있 는 것을 확인 할 수 있고, 분말은 다양한 형태로 존 재하는 것을 알 수 있다. 조성분석 결과 밀링 전 Mo-10 at% Cu의 조성과 오차 범위가 ±1% 이내로 매우 높은 조성 균일도를 보이는 것을 확인 할 수 있다. 이러한 결과로 볼 때, Mo-Cu 분말 제조법에 대한 기존 연구들의 문제점인 균일도 문제를 해결 했다고 사료된다.
3.2 Mo-10 at% Cu 합금타겟의 밀도 및 균일도 그림 4는 Mo-10 at% Cu 분말을 이용한 방전플 라즈마 공정의 소결곡선을 보여준다. 공정초기 1분 동안 약 0.1 mm 수축이 진행되었고 공정 2분부터 7분까지 온도가 약 700oC까지 상승하면서 1 mm가 넘게 팽창하는 것을 확인 할 수 있었다. 7분부터 8
Fig. 2. Particle analysis result of Mo- 10 at% Cu powders by PBM ; (a) Mo powders, (b) Cu powders, (c) Mo-10 at%
Cu powders.
Fig. 3. Mapping and Energy Dispersive Spectroscopy (EDS) analysis result of Mo- 10 at% Cu powders.
분까지는 다시 약 1 mm의 큰 수축현상이 일어났으 면 14분부터 공정종료시간까지는 거의 수축이 일어 나지 않았다. 초기 1분까지에는 하중에 따른 수축 이 일어난 것으로 판단되며 1분부터 7분까지는 전 류의 통전에 의한 소결 중에 분말의 팽창하는 것을 확인할 수 있다. 7분부터는 계속적으로 수축이 일 어나다가 14분부터는 수축이 거의 일어나지 않았다.
소결된 합금타겟은 아르키메스법으로 밀도를 측 정하였고, 그 결과 약 99% 이상의 높은 소결밀도 를 가지는 것을 확인하였다. 제작된 Mo-10 at% Cu 합금타겟의 조직 및 조성을 조사하였고, 그 결과는
그림 5와 같다. Mo-10 at% Cu 소결 후 조직과 맵 핑 분석 결과, 전체적으로 균일한 크기의 조직을 가 지는 것을 확인할 수 있고, 방전플라즈마 소결 후 압력과 온도에 따른 결정립이 분말과 비교하였을 때 크게 변화가 없는 것을 확인 할 수 있다. 이러 한 결과는 방전 플라즈마 소결의 장점인 준안정상 태에서 분말 소결에 의한 결정립 성장의 최소화와 도 부합되는 결과이다[15]. 맵핑 분석 결과, 전체적 으로 Mo 와 Cu 가 균일하게 분포한 것을 확인 할 수 있고 특히 Mo 의 결정립 사이에 Cu가 존재하 는 것을 확인 할 수 있다. 전체 조성분석 결과, 분 말과 동일하게 높은 조성 균일도를 보이는 것을 확 인할 수 있고 그 오차 범위가 ±0.5% 이내였다. 그 림 6은 Mo, Cu 원소재 타겟과 본 연구에서 제작한 Mo-10 at% Cu 타겟의 사진을 보여준다.
3.3 Mo-10 at% Cu 박막의 밀도 및 균일도 합금박막은 그림 1과 같이 2개의 타겟을 이용한 코스퍼터링 공정과 본 연구에서 제작한 Mo- 10at%
Cu 단일 합금타겟을 이용한 스퍼터링 공정으로 제 작하였다. 공정 중 사진은 그림 7과 같다. 코스퍼 터링의 경우 단일 합금타겟의 조성과 동일한 조성 을 맞추기 위해 타겟별 파워량을 조절하여 박막을 제작하였다. 각각의 타겟에 파워를 인가하면서 그
Fig. 4. Sintering curve of Mo-10 at% Cu powders by
SPS.
Fig. 5. Microstructure and composition of Mo-10 at %Cu sintering body.
Fig. 6. Image of Mo, Cu, Mo-10 at %Cu targets.
결과 Mo 타겟에는 300 W, Cu 타겟에는 200 W의 파워를 인가하였을 때 Mo-10 at% Cu 박막조성과 가장 유사한 조성을 가지는 박막을 제작할 수 있었다.
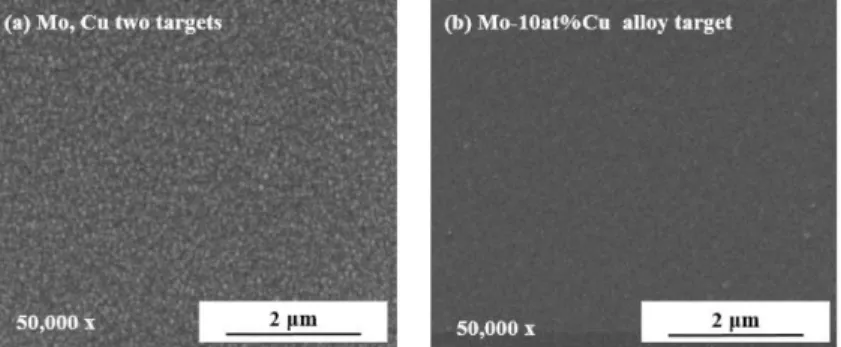
스퍼터링 공정 중 Ar 분위기에서 제작한 박막들 의 표면조직 확인을 위해 SEM 분석을 수행한 결과 는 그림 8과 같다. 그림에서 보면 볼 수 있듯이 2개 의 타겟을 이용하여 제작한 박막의 경우 약 50 nm 의 결정립을 가지는 것을 확인할 수 있었고, Mo- 10 at% Cu 단일 합금타겟을 이용한 박막의 경우 2 개의 타겟을 이용하여 제작한 박막과는 달리 결정 립이 아주 미세하여 SEM 이미지상으로는 구분되 지 않는 것을 볼 수 있다. 박막의 조성은 2개의 타 겟을 이용한 박막의 경우 Mo: 93.58%, Cu: 7.42%
의 조성을 갖는 것을 확인하였고, 단일 합금타겟을 이용하여 제작한 박막은 Mo: 90.77%, Cu: 9.23%
의 조성을 가지는 것을 확인할 수 있었다. 2개의 타겟을 이용하여 박막을 제작할 시 파워조절에 따 라 박막의 조성을 구현하기가 매우 어려우며 박막 을 제작하는데 있어 밀착력이 떨어져 막에 박리현 상이 나타나는 것을 확인 할 수 있었다. 하지만 단 일 합금타겟을 이용하여 박막을 제작할 시 타겟의 조성과 동일하게 박막에 조성이 전사되는 것을 확 인 할 수 있었고 미세한 조직을 갖는 박막 제작이 가능한 장점을 가지는 것을 확인하였다.
그림 9는 Ar(5) : N(1)의 분위기에서 제작한 박막 의 단면 SEM 이미지이다. 그림 9(a)는 2개의 타겟을 이용하여 제작한 박막의 단면을 보여주고, 그림 9(b) 는 단일 합금타겟을 이용하여 제작한 박막의 단면 을 보여준다. 두 박막의 단면을 확인한 결과 2개의 타겟을 이용하여 제작한 박막의 경우 단면이 주상 구조를 가지는 것을 확인할 수 있고, 단일 합금타 겟을 이용한 박막의 경우 피쳐러스한 구조를 가지 는 것을 확인 할 수 있다. 또한 같은 공정시간동안 박막을 증착하였을 때 단일 합금타겟을 이용하여 박막을 제작할 시 더 높은 증착률을 보이는 것을 확인할 수 있었다. 2개의 타겟을 이용하여 제작한 박막의 경우 공정시간 1시간동안 약 2.38 µm, 단일 합금타겟을 이용하여 제작한 박막의 경우는 약 3.27µm의 막이 증착된 것을 확인 할 수 있었다. 이 러한 결과는 2개의 타겟을 이용한 코스퍼터링 공정
Fig. 7. A study of sputtering process; (a) co-sputter-
ing (Mo, Cu targets), (b) sputtering (Mo-10 at% Cu single alloy target).
Fig. 8. Surface SEM micrographs of Mo-Cu coating according to targets type; (a) Mo, Cu two targets, (b) Mo-10 at%
Cu single alloy target.
Fig. 9. Cross-sectional SEM micrographs of Mo-Cu coating according to targets type; (a) Mo, Cu two targets, (b)
Mo-10 at% Cu single alloy target.
보다 단일 합금타겟을 이용한 스퍼터링 공정이 더 높은 증착률을 가진다는 것을 제시한다.
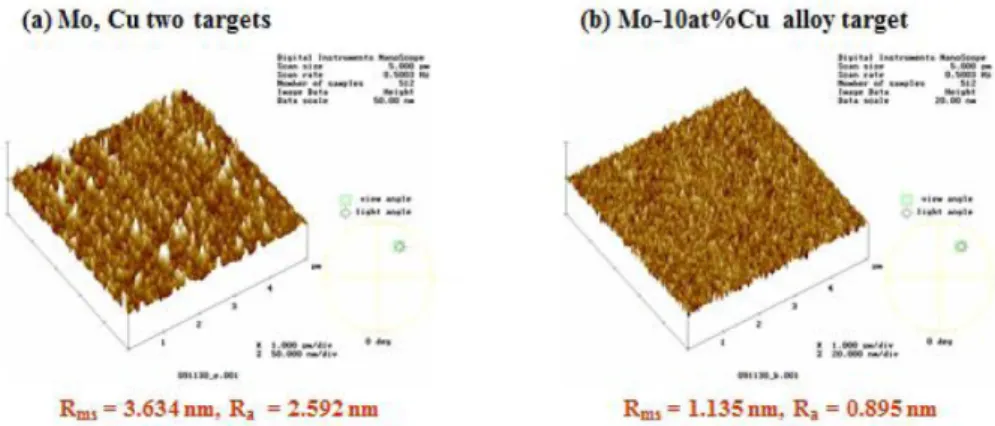
그림 10은 Ar(5):N(1) 분위기에서 제작한 박막의 표면조도 결과이다. 그림 10(a)는 2개의 타겟을 이 용하여 제작한 박막의 조도를 보여주고 그림 10(b) 는 단일 합금타겟을 이용하여 제작한 박막의 표면 조도 결과를 보여준다. 2개의 타겟을 이용한 박막 의 표면조도의 평균값은 약 3.634 nm이고, 단일 합 금타겟을 이용한 박막의 경우 약 1.135 nm의 평균 조도값을 갖는 것을 확인하였다. 따라서, 단일 합금 타겟을 이용한 박막의 경우 더 낮은 조도값을 갖는 것을 확인 할 수 있었다.
그림 11은 Ar(5) : N(1) 분위기에서 제작한 박막의 경도 측정 결과값이다. 그림 11(a)는 2개의 타겟을 이용하여 제작한 박막의 경도값을 보여주고 그림 11(b)는 단일 합금타겟을 이용하여 제작한 박막의 경도 결과값을 보여준다. 2개의 타겟을 이용한 박 막의 경도값은 약 24 ~ 25 GPa이고 단일 합금타겟 을 이용한 박막의 경도값은 약 28 ~ 29 GPa이다. 단 일 합금타겟을 이용하여 박막을 제작했을 시 약 4 ~ 5 GPa 이상 박막의 경도가 증가한 것을 확인할 수 있었다.
4. 결 론
본 논문에서는 유성볼밀링 공정을 통해 Mo-10 at% Cu 합금분말을 제조하였고 방전 플라즈마 소 결공정을 통해서 Mo-10 at% Cu 합금타겟을 성공 적으로 제작하였다. 제작한 합금타겟은 스퍼터링 공 정을 이용하여 박막을 제작하였고 2개의 원소재 타 겟을 이용한 코스퍼터링 공정으로 제작한 박막과 비교하였다. 분말 분석 결과 Mo-10 at% Cu 합금분 말의 입도는 약 6.1 µm 수준으로 미세한 것을 확인 하였고, 맵핑 분석결과 전체적으로 균일한 조성분 포도를 가지는 것을 확인하였다. 제조한 합금분말 을 이용하여 제작한 Mo-10 at% Cu 합금타겟의 밀 도는 약 99% 이상이였으며, 조성 분석 결과 분말 의 조성과 ±1% 이내로 근접하는 매우 높은 조성 균일도를 보였다. 합금타겟을 이용하여 제작한 박 막과 2개의 타겟을 이용하여 제작한 박막을 비교한 결과 합금타겟을 이용하여 제작한 박막이 더 미세 한 표면조직과 1.135 nm의 낮은 표면조도값을 가졌 다. 또한 박막의 경도 측정 결과 28 GPa 이상의 높 은 경도값을 가지는 것을 확인할 수 있었다. 기존에 연구된 다수의 타겟을 이용한 스퍼터링 공정으로 제
Fig. 10. AFM result of Mo-Cu coating according to targets type; (a) Mo, Cu two targets, (b) Mo-10 at% Cu single alloy target.
Fig. 11. Hardness of Mo-Cu coating according to targets type; (a) Mo, Cu two targets, (b) Mo-10 at% Cu single alloy
target.
작한 박막의 문제점인 공정의 복잡화 문제점을 단 일 합금 타겟을 제작함으로써 해결할 수 있었고, 멀 티 스퍼터링 박막 제작 시 일어났던 박리현상 및 박 막의 특성 저하 문제를 해결 수 있었다[16]. 또한 단 일 합금 타겟을 이용함으로써 스퍼터 일드값이 증 가하여 기존 멀티 타겟을 이용한 박막의 비해 증착 률이 크게 향상된 것을 확인할 수 있었다[17]. 박막 의 증착그림 1과 같이 플라즈마에 의한 타겟의 이 온들이 최종적으로 이러한 결과로 볼 때, 전기적, 열 적, 기계적 물성이 뛰어난 Mo-Cu 재료를 더 다양 하고 높은 품질이 요구되는 응용분야에 적용할 수 있을 것으로 기대되며, Mo-Cu 재료의 추가적인 원 소를 첨가한 합금을 제작할 시 더 다양한 응용분야 에 적용시킬 수 있을 것으로 기대된다.
Acknowledgment
본 연구는 산업통상자원부 및 한국산업기술평가 관리원 산업기술혁신사업의 일환으로 수행하였음 [10048043, 연비 규제 대응을 위한 연소엔진용 저 마찰 코팅 공정 개발].

![Fig. 1. Schematic diagram in chamber of magnetron sputter machine (a) Multi target method (Down-sputtering for co-deposition) (b) Single target method (Down-sputtering for deposition)[15]](https://thumb-ap.123doks.com/thumbv2/123dokinfo/5301779.379368/3.892.520.748.136.558/schematic-diagram-chamber-magnetron-sputtering-deposition-sputtering-deposition.webp)