바이오부탄올 생산기술 개발동향 및 전망
이 상 현․엄 문 호
†
GS칼텍스 기술연구소Biobutanol: Development Status and Prospects
Sang-Hyun Lee and Moon-Ho Eom† GS Caltex R&D Center, Daejeon 305-380, Korea
Abstract: 최근의 바이오부탄올 상업화 동향을 살펴보기로 한다. 최근 바이오연료의 연구는 온난화가스 저감 효과가 높고 식량문제를 유발하지 않는 원료를 사용하고, 기존 바이오연료 대비 연료로서 물성이 뛰어난 새로운 제품을 개발 하는데 초점을 맞추고 있다. 바이오부탄올은 차세대 바이오연료 중 현재 가장 상업화에 근접해 있는 제품이다. 최근 10년 동안 바이오부탄올 생산기술 연구에 있어 새로운 시도와 획기적인 기술적 진보가 있었으며, 이를 기반으로 하여 상업화 시도가 본격적으로 진행되고 있다. 본 논문에서는 바이오부탄올 상업화의 허들과 이를 극복하기 위한 기술개 발 현황을 살펴보고, 최근의 바이오부탄올 상업화 동향을 살펴보기로 한다.
Keywords: biobutanol, fermentation, lignocellulosic biomass, Clostridium
1. 서 론
1)
현재 석유계 수송용 연료를 대체하기 위한 바이 오연료는 바이오에탄올을 중심으로 보급되고 있 다. 하지만, 기존의 석유계 연료 기반의 인프라에 서는 바이오에탄올이 최적의 연료라 할 수 없다.
바이오에탄올은 에너지 밀도가 상대적으로 낮아 연비가 낮고, 친수성이 강하고 부식성이 높아 유 통을 위해서는 저유소에 별도의 저장, 혼합시설을 갖추고 주유소에 수분유입 방지시설을 설치하는 등 인프라를 새롭게 구축해야 하는 문제가 있다.
또한 고농도로 사용하기 위해서는 FFV (Flexible fuel vehicle)라는 특별히 제조된 차량을 사용하여 야 하는 문제점이 있다.
이러한 이유로, 최근 세계적으로 바이오에탄올 보다 연료로서 물성이 뛰어난, 석유계 연료에 가 까운 차세대 바이오연료의 개발을 추진하고 있다.
차세대 바이오연료의 특징은 기존 석유계 연료와
†주저자 (E-mail : [email protected])
특성이 유사하기 때문에 유통 인프라를 추가적으 로 설치하거나 변경 없이 사용할 수 있어 드롭인 연료(Drop-in Fuel)라고 불린다. 현재 개발 중인 대표적인 차세대 바이오연료는 바이오부탄올과 바이오하이드로카본(Bio-Hydrocarbons) 등이 있 다. 이 중 바이오부탄올은 현재 가장 상용화에 가 까운 차세대 바이오연료이다.
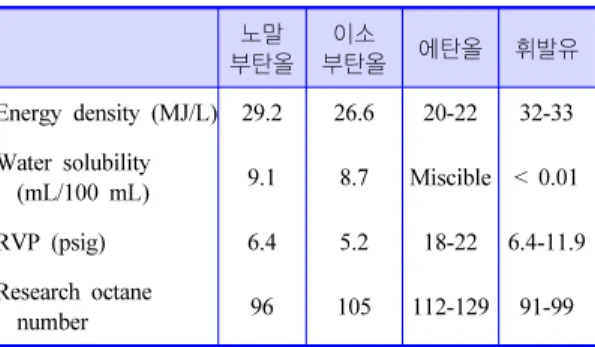
바이오부탄올은 바이오에탄올에 비해 에너지밀 도가 높아 휘발유와 혼합하여 사용 시 연비손실이 적으며, 물에 대한 용해도와 부식성이 낮아 휘발 유의 유통인프라를 변경없이 사용할 수 있으며 차 량의 개조 없이 고농도로 사용할 수 있다는 장점 을 가진다.
바이오부탄올은 환경 측면에서도 바이오에탄올 에 비해 우수한 것으로 알려져 있다. 전주기분석 (LCA, Life Cycle Assessment)을 통해 바이오부 탄올은 바이오에탄올보다 유사하거나 더 높은 온 난화가스 저감효과가 있는 것으로 분석되었다.
부탄올노말 이소
부탄올 에탄올 휘발유 Energy density (MJ/L) 29.2 26.6 20-22 32-33 Water solubility
(mL/100 mL) 9.1 8.7 Miscible < 0.01 RVP (psig) 6.4 5.2 18-22 6.4-11.9 Research octane
number 96 105 112-129 91-99
Table 1.
바이오부탄올 및 바이오에탄올의 연료 특성 비교[1,2]
생산년도 위치
원료 비고
도시 국가
1913∼1914 Rainham 영국 감자 전분 Fernbach’s process
Fermentation by a mixture of bacteria
1916∼1918 Toronto 캐나다 전분 Weizmann’s process 6,000톤 바이오
부탄올 및 3000톤 아세톤 생산 규모
1917∼1918 Terre Haute 미국 옥수수 전분, 당밀
1923∼1935 Peoria 미국 옥수수 전분, 당밀 Terre Haute 지역의 박테리아 파지에
의한 문제 발생으로 신규 건설됨 1930년대
Philadelphia & Puerto Rico USA 당밀
이집트, 인도,
호주
1940∼1960년대 일본 당밀 C. saccharoperbutylacetonicum 균주 사용
1929∼1935 Dokshukino,
Grosnyi and Talitsk USSR
Wheat and rye starch wheat flour, Molasses, pentosane, hydrolysates
from hemicellulose
Dokshukino 공정의 Total capacity:
6500 m3
1935∼1950년대 초 Bromborough 영국 당밀 C. saccharobutylicum 균주 사용
1936∼1982 Germiston 남아공 maize mash, 당밀 P260 균주 및 P270(1970년대) 균주 사용
1960년대 Shanghai, Beijing, Wuxi 중국 전분 각 플랜트의 생산 규모: 1000톤/년
1965∼1970 Zhejiang, Tianjin,
Yunnan, Shanxi 중국 전분(옥수수, 옥수수 전분,
카사바) Total 생산 규모: 3000∼10000톤/년 1980년대 Hebei, Shandong 중국 전분(옥수수, 옥수수 전분,
카사바, 고구마)
Total solvent의 연간 총 생산 규모가 170000톤에 달함
1947∼1957 Formosa 대만 당밀 C. toanum Baba 균주 사용
Table 2.
바이오부탄올 생산 역사(1920년∼1980년대)2. 바이오부탄올의 역사
미생물 발효를 이용한 부탄올 생산 기술은 1861 년 파스퇴르에 의해 처음으로 발표되었다. 20세기 초반의 연구는 주로 합성 고무를 만들기 위한 원
재료 생산의 측면에서 발효를 통한 아세톤과 아밀 알코올 또는 부탄올의 생산에 초점이 맞추어져 있 었다. Strange & Graham사는 이 연구를 위해 맨 체스터 대학의 Perkin 교수와 Weizmann, 파스퇴 르 연구소의 Fernbach 교수와 Schoen을 고용하였 다. 1911년에 Fernbach 교수는 감자 전분으로부터 부탄올을 생산할 수 있는 균주를 분리하는데 성공 하여 특허를 출원하였다. 개발 기술은 1913∼1914 년에 영국의 Rainham에서 상업화되었으며, 이 후 영국 킹스린에 있는 Strange & Graham사의 공장 으로 전파되었다. 1912년 Weizmann은 연구그룹 을 떠나 독자적인 연구개발을 시작하였다. 그는 기존의 균주보다 부탄올, 아세톤 생산수율이 높은 새로운 균주(이후 이 균주는 Clostridium aceto- butylicum이라 명명됨)를 분리하는데 성공하였으 며, 그의 기술은 기존의 Fernbach의 기술을 대체
하게 되었다.
제1차 세계대전 기간에 코르다이트 폭약을 생 산하기 위한 아세톤의 생산 수요가 증가함에 따라 부탄올 발효는 주로 아세톤을 생산하는데 초점이 맞춰졌으며 부탄올은 단지 부산물로 여겨졌다. 하 지만 이후 자동차 산업이 급격하게 성장하면서 자 동차의 마감을 위한 보다 빨리 건조되는 고성능의 용제가 필요하게 되었고, 그 후 부탄올과 부틸아 세테이트의 사용량이 급격하게 증가되어 1920년 이 후에는 부탄올이 발효의 주 생산제품이 되었 다. 1920년부터 1980년까지 많은 나라에서 바이 오부탄올을 상업 생산하였다(Table 2).
1960년대 들면서 원료가격의 상승과 낮은 수율 등의 기술적 한계와 더불어 석유화학기술의 성장 에 따른 석유기반의 부탄올 생산기술 대비 경쟁력 을 상실하여 많은 수의 바이오부탄올 상업공장은 문을 닫게 되었으며, 1990년대 초반에 모든 바이 오부탄올 상업 생산은 중단되었다. 하지만 그 기 간에도 ABE 프로세스에 대한 연구개발은 프랑스 와 스위스 등에서 이루어져 왔다. 프랑스에서는 주로 옥수숫대, 시리얼 스트로우, 사탕 무 등을 원 료로 휘발유를 대체하기 위한 목적으로 연구개발 이 진행되었으며, 스위스에서는 감자를 원료로 하 여 batch, fed-batch 및 continuous 발효공정 등 다 양한 공정에 대한 연구를 수행하였다.
중국에서는 주로 전분을 원료로 한 ABE 상업 공정의 개발이 진행되었다. 1960년대에 첫 번째 상업생산 시설이 건설된 이후에 연간 생산량이 170000톤까지 증가되었다. 하지만 다른 나라의 경 우와 마찬가지로 석유화학 기반의 생산기술 대비 경쟁력이 떨어져 20세기 말에 모든 생산시설이 문 을 닫게 되었다[3].
3. 바이오부탄올 상업화의 허들과 기술개발 동향
전통적인 바이오부탄올 생산기술은 낮은 발효 수율과 생산성, 발효액 중의 낮은 제품의 농도와 이에 따른 제품의 분리정제에 소모되는 높은 에너
지 비용 등의 기술적 한계를 가지고 있어 부탄올 의 상업화 성공을 위해서는 이러한 기술적 한계를 극복할 수 있는 새로운 기술의 개발이 필요하다.
또한 바이오부탄올 상업화의 가장 큰 걸림돌 중의 하나는 높은 원료비이다. 전통적인 바이오부탄올 생산에 있어 원료비가 생산원가에 차지하는 비중 이 70% 이상인 것으로 보고되고 있으며 약 15%
는 부탄올의 분리정제에 필요한 에너지 비용인 것 으로 보고되고 있다[4]. 따라서, 바이오부탄올 상 업화의 성공을 위해서는 리그노셀룰로오식 바이 오매스와 같은 저가의 원료를 활용한 기술개발이 필요하다. 본 단원에서는 바이오부탄올 상업화의 기술적 한계를 극복하기 위한 요소기술의 개발 동 향을 살펴보기로 한다.
3.1. 균주개발 동향 및 전망
전통적으로 바이오부탄올을 생산하는데 이용되 는 Clostridium 균주는 절대혐기, 그람 양성, spore 형성 균주로 부탄올 생산시 아세톤과 에탄올을 동 시에 생산한다. 최근, GS칼텍스와 KAIST 이상엽 교수 연구팀이 공동으로 고성능의 바이오부탄올 생산용 균주를 개발하였다고 보고하였다. 이들은 부산물인 acetate와 butyrate 생산 유전자를 제거하 고 부탄올 생산에 직접 관여하는 adhE1 유전자를 대사공학기법으로 조작하여 고농도, 고생산성 및 높은 부탄올 선택도를 가지는 균주를 개발할 수 있었다[5]. 또, UCLA의 Liao 교수 등이 비 Clo- stridium 균주를 이용해 valine 아미노산 생산경로 를 응용하여 이소부탄올을 생산할 수 있는 재조합 균주를 개발하여 주목받았다[6].
지난 수 년 동안 바이오부탄올 생산균주의 개발 과 관련된 여러 가지 기술적 이슈와 개발 전략에 대해서는 여러 전문가들이 Review 논문 등을 통 해서 잘 정리를 해 놓았다. 따라서 본 논문에서는 바이오부탄올 상업화 경제성을 확보하기 위해서 필연적으로 고려되어야 하는 저가의 바이오매스 원료의 활용과 관련된 기술적 이슈와 기술개발 동 향을 알아보기로 한다.
Figure 1. Metabolic pathway in Clostridium spp.[8]
3.1.1. 리그노셀룰로오식 바이오매스기반 바이오부탄올 생산
Clostridium 균주는 다양한 sugar를 이용하여 발 효를 통해 바이오부탄올을 생산할 수 있는 장점이 있다(Figure 1).
리그노셀룰로오식 바이오매스를 전처리/당화 공정을 통하여 부탄올 미생물이 이용가능한 당의 형태로 전환시켜주어야 한다. 리그노셀룰로오식 바이오매스의 경우 기존의 원료인 사탕수수, 옥수 수 등과 달리 전처리/당화 후 생산된 당은 6탄당 (glucose, mannose, galactose 등)과 5탄당(xylose, arabinose 등) 및 셀로바이오스 등의 다양한 당이 동시에 생성되며 부가적으로 전처리 과정에서 균 주에 독성으로 작용하는 발효 저해물질도 발생하 는 것으로 보고되고 있다[7].
따라서, 리그노셀룰로오식 바이오매스를 이용 하기 위해서는 여러 가지 혼합당을 부탄올로 전환 시킬 수 있는 균주기술의 개발과 전처리/당화과정 에서 발생된 저해물질에 대한 문제를 선결해야 한다.
일반적으로 여러 가지 기질(당)이 동시에 존재 할 경우 균주는 한 가지 기질이 있을 때 보다 기질 의 이용 효율이 저하되어 수율과 생산성이 저하되 는 현상(Carbon Catabolite Repression)을 극복해 야 한다. 리그노셀룰로오스의 전처리/당화 후 얻
어진 당화액에는 주로 glucose와 xylose가 존재하 며 glucose에 의한 xylose repression이 일어나는 것으로 알려져 있다. 최근, 대사공학적 기법을 이 용하여 Clostridium acetobutylicum 균주에서 cata- bolite control protein A (ccpA) 유전자의 기능을 조사하였는데 이 유전자가 제거되었을 때 glucose 에 의한 xylose repression현상 없이 균주가 두 당 을 동시에 이용할 수 있다고 보고하였다[9]. 또, Xiao 등은 D-glucose의 transporter를 암호화하는 glcG 유전자가 제거되었을 때 glucose에 의한 xy- lose repression현상이 약화되는 것을 확인하였다 [10]. 하지만 xylose의 대사 속도가 glucose에 비해 낮아 대사공학적 기법으로 xylose metabolism개선 이 필요한 실정이다. Xiao 등은 C. beijerinckii 균 주에 xylR (xylose repreeor) 유전자를 제거했을 때 xylose의 대사속도가 현저히 개선되는 결과를 보고하였다[11]. 이들은 또 xylR 유전자가 제거된 균주에 추가적으로 xylT (xylose transporter)를 발 현함으로써 ABE 농도 및 수율을 각각 35%, 38%
개선하였다. Liu 등은 대사공학연구를 통해 pen- tose phosphate pathway (PPP)의 rate-limiting 단 계가 transaldolase 효소임을 밝혔으며[12], Gu 등 이 이 결과를 바탕으로 transaldolase 유전자를 C.
acetobutylicum 균주에 발현하여 xylose소모속도
Figure 2. Metabolic pathway for butanol production in Cyanobacteria, Synechococcus elongates (a) and in Clostridium spp. (b).
및 solvent 생산성을 개선하였다고 보고하였다[13].
이런 결과들은 리그노셀룰로오식 바이오매스로부 터 바이오부탄올을 생산하는 Clostridium 균주 개 발에 훌륭한 전략이 될 수 있다.
리그노셀룰로오식 바이오매스의 전처리/당화 과 정에서 다양한 발효 저해물질이 발생하는 것으로 알려져 있다[14]. 발효 저해물질에 대한 문제를 해 결하기 위해 저해물질을 제거하는 공정을 도입하 려는 시도와 독성물질에 내성을 가지는 균주를 개 발하려는 시도가 동시에 진행되고 있다. 저해물질 을 제거하는 방법으로는 Gypsum을 과량 추가하 여 고체상으로 제거하거나 이온교환수지나 활성 탄 등을 이용하여 흡착시켜 제거하는 방법과 효소 를 이용하여 제거하는 방법 등에 대한 연구개발이 진행되고 있다.
부탄올의 독성에 내성을 가지는 균주에 대한 연 구도 많이 이루어지고 있다. 부탄올의 독성 문제 는 바이오부탄올 발효의 성능을 저하시키는 가장 큰 요인으로 인식되고 있다. 부탄올의 독성은 분 자의 hydrophobicity로 인한 균주의 세포막에 대 한 유동성을 증가시키고 결과적으로 세포막의 기 능을 파괴시키는 것에서 기인한다[15]. Borden과
Papoutsakis 등은 유전자 조작을 통해 부탄올 저항 성을 증가시키기 위한 target 유전자 후보군을 보 고하였다[16]. 무작위 혹은 특정 유전자의 directed evolution 및 adaptation 기법 등이 독성물질에 내 성을 가지는 균주의 개발에 유용한 tool이 될 것으 로 예상된다[17].
3.1.2. CO2 또는 CO를 이용한 바이오부탄올 생산 리그노셀룰로오식 바이오매스 외에 활용될 수 있는 또 다른 저가의 원료로 CO2또는 CO를 활용 하는 것이 고려되고 있다. 일부 연구자에 의해서 CO2로부터 광합성을 통해 직접 부탄올을 생산할 수 있는 시아노박테리아가 개발되었다(Figure 2a) [18]. 먼저 빛 에너지와 대기중의 CO2에 의해 합 성된 acetyl-CoA가 acetoacetyl-CoA로 중합되고, 중합된 acetoacetyl-CoA는 Clostridium 균주에 존 재하는 부탄올 생산과 관련된 유전자들을 시아노 박테리아에 도입하여 부탄올 생산이 가능하다고 보고하였다. 비록 생산되는 부탄올 농도는 1 g/L 미만이지만 바이오매스 전처리 같은 복잡한 공정 을 필요로 하지 않으므로 향후 이상적인 대안이 될 수 있을 것으로 생각된다. 하지만 시아노박테
리아를 효과적으로 배양할 수 있는 발효공정 개발 등 여러 가지 기술적 문제의 해결이 선행되어야 할 것으로 판단된다.
Grethlein 등이 Butyribacterium methyltrophi- cum 균주를 이용하여 CO로부터 부탄올을 생산할 수 있음을 보고한 이후[19] 최근, Syngas를 이용하 여 에탄올을 생산할 수 있는 Clostridium ljundahl 균주가 Peter Dürre 교수에 의해 보고되었다[20].
이 균주는 CO나 CO2를 직접 acetyl-CoA로 전환 할 수 있는 Wood-Ljundahl[LJ] pathway (Figure 2b)를 가지고 있는 것으로 보고되었다. 또한 여러 Clostridium 균주에서 LJ 경로를 가지고 있는 것 으로 알려지고 있는데, 최근 이들 균주를 이용하 여 syngas로부터 부탄올을 생산하려는 연구가 진 행되고 있다. 예로, Bruant 등은 LJ 경로를 가지고 있는 Clostridium carboxidivorans P7T 균주를 이 용하여 부탄올을 생산할 수 있음을 확인하였다 [21]. 앞으로 LJ 경로를 도입한 재조합 Clostri- dium 연구를 통해 고농도의 부탄올을 생산할 수 있는 균주 개발이 기대된다.
4. 발효 공정기술 개발 동향 및 전망
기존 바이오부탄올 발효공정은 대부분 Batch 반 응기를 이용하여 생산을 하였는데 이 경우 생산성 이 0.5 g/L․hr 이하로 바이오에탄올 상업공정의 2.0 g/L․hr 이상과 비교할 때 상당히 낮은 수준이 다. 낮은 생산성은 상업공정의 투자비에 직접적인 영향을 주는데 생산성이 2배로 향상될 경우 투자 비가 약 20% 감소하는 것으로 알려져 있다[4]. 따 라서 바이오부탄올 상업화를 위해서는 발효 공정 에서의 생산성 향상은 반드시 해결되어야 할 과제 이다.
발효 생산성을 향상시키기 위한 새로운 발효공 정 개발 및 상업화 시도가 진행되고 있다. 발효 생 산성을 향상시킬 수 있는 가장 간단한 방식은 연 속식 발효 공정을 사용하는 것이다. 연속식 발효 공정의 경우 Batch 반응기에서 요구되는 발효 준 비단계 및 초기 생장단계에서의 지연(lag phase)에
따른 시간 손실을 줄일 수 있는 장점이 있다. 실제 로 최근 상업화를 재개한 중국의 바이오부탄올 생 산시설에는 준연속식(Semi-continuous) 발효 공정 을 사용하고 있으며, 이를 통해 생산성이 약 2배 향상시킨 것으로 알려져 있다.
고정화 연속 반응기(Immobilized Bioreactor)와 균주 재순환 발효공정(Cell Recycle Bioreactor)은 반응기내 균주의 농도를 획기적으로 높일 수 있어 연속식 발효 공정보다 생산성을 더욱 높일 수 있 는 방법이다. 고정화 반응기는 균주를 고정화시키 는 담체를 포함한 반응기를 사용하는데 담체로는 활성탄, 골탄, 벽돌, 스폰지 등 다공성 물질이 사용 되어 균주의 바이오필름 형성을 용이하도록 한다.
고정화 반응기를 이용한 바이오부탄올 생산 연구 는 다양한 연구자들을 통해 진행되어 왔다. Qu- reshi 등은 Clostridium beijerinckii BA101균주를 벽돌가루에 고정화하여 생산성을 12.4 g/L․hr까 지 증가시킬 수 있었으며[22], Huang 등은 Clostri- dium acetobutylicum ATCC 55025 균주를 섬유에 고정화하는 방법을 이용하여 4.6 g/L․hr까지 생 산성을 향상시켰다[23]. 상업적으로는 미국의 Cobalt 사가 고정화 반응기를 기반으로 발효공정 기술을 개발하여 상업화를 진행하고 있다(www.cobalt- tech. com). 그러나 고정화 반응기는 반응기를 제 어하는데 어려움이 있고 균주 고정화가 과도하게 진행될 경우 반응기의 막힘이 발생하며 고체 함량 이 높은 원료를 공급할 수 없는 등 여러 가지 문제 점을 가지고 있다.
균주 재순환 발효공정의 경우 Tashiro 등은 멤 브레인을 이용하여 부탄올 생산균주인 C. saccha- roperbutylacetonicum N1-4를 고농도로 농축하여 생산성을 11 g/L․hr까지 향상시킬 수 있었다[24].
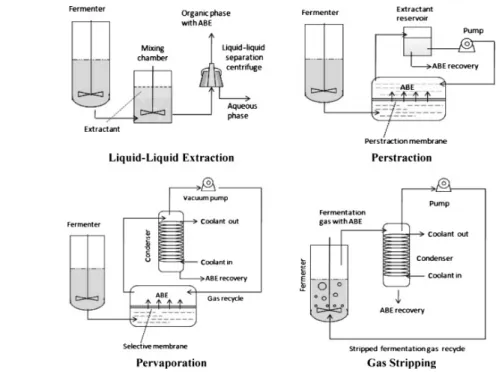
상기에 기술된 연속 발효공정, 고정화 공정 및 균주 재순환 공정의 경우 기존 Batch 공정에 비해 생산성은 상당히 높일 수 있으나 발효액 중의 부 탄올의 농도는 Batch 공정에 비해 오히려 낮아져 부탄올의 회수, 분리정제에 필요한 에너지 비용이 더욱 높아지는 문제가 발생한다. 이러한 단점을 극복하기 위해 보다 진보된 발효 공정으로 부탄올
(a) (b)
Figure 3. A schematic diagram of Extractive Bioreactor: (a) In-Situ recovery, (b) Ex-Situ recovery, white dots are butanol
separation system.Figure 4. Various techniques used in ABE fermentation for product recovery.
을 제거할 수 있는 분리공정을 발효공정에 결합한 연속 추출 발효공정(Extractive Bioreactor)이 있 다. 부탄올 발효에 있어 가장 큰 문제는 생성된 부 탄올이 균주에 독성으로 작용하여 균주의 생장이 저해되는 것이다. 연속 추출 발효공정은 발효액에 서 부탄올을 선택적으로 분리할 수 있는 공정을 발효장치에 결합하여 발효기 내의 부탄올의 농도 를 일정 수준 이하로 유지시킴으로써 균주가 연속 적인 생장이 가능하도록 도와준다. 이와 동시에 분리 공정을 통해서 부탄올이 고농도로 농축되어
분리됨으로써 분리정제 에너지를 절감할 수 있는 이득을 동시에 가진다.
연속 추출 발효공정은 분리 공정이 결합되는 위 치에 따라 In-Situ와 Ex-Situ로 나뉘며(Figure 3) 분리기술의 종류에 따라 Gas Stripping, Liquid- Liquid Extraction, Adsorption, Pervaporation, Vacuum Distillation 기술 등으로 나뉜다(Figure 4)[25].
다양한 분리기술이 결합된 추출 발효공정을 이 용한 바이오부탄올 연구개발이 많이 수행되었으
Recovery
method Raw material Microbes Type of reactor
Max.titer of ABE, g/L Without
recovery
With recovery
Gas stripping
Whey permeate C. acetobutylicum P262
Batch 8.7 70Sugar solution C. beijerinckii BA101 Batch – 69.7
Sugar solution C. beijerinckii BA101 Fed-batch – 120
Glucose C. beijerinckii BA101 Fed-batch 17.7 232.8
Liquefied corn starch C. beijerinckii BA101 Batch 18.4 23.9
Saccharified liquefied corn starch C. beijerinckii BA101 Batch 18.2 26.5 Saccharified liquefied corn starch C. beijerinckii BA101 Fed-batch – 81.3
Glucose C. beijerinckii BA101 Batch 17.7 75.9
Pervaporation
Glucose C. beijerinckii BA101
Fed-batch 25.3 165.1Glucose C. acetobutylicum ATCC824 Fed-batch – 154.97
Perstraction
Whey permeate (lactose) C. acetobutylicum P262
Batch 7.72 136.58Whey permeate (lactose) C. acetobutylicum P262 Fed-batch 7.72 57.8
Potato wastes C. acetobutylicum DSM1731 Fed-batch 19 33
Adsorption
C. acetobutylicum
Batch 13.5 23.2C. acetobutylicum Fed-batch 13.5 59.8
C. acetobutylicum Fed-batch
(repeated cycles) 13.5 387.3 Table 3. Advances in Product Recovery to Enhance the Production of ABE[26]
며 기존 공정대비 생산성 뿐 아니라 농도와 수율 측면에서도 개선된 결과를 얻을 수 있었다. Manish 등은 Review 논문에서 연속 추출 발효공정기술과 그 성능에 대해서 잘 정리하였다(Table 3)[26].
연속 추출 발효공정은 바이오부탄올 상업화를 재개하고 있는 기업에 의해서 상업화 단계의 기술 로 개발되고 있다. 바이오이소부탄올 상업화를 추 진하고 있는 Butamax사의 경우 In-Situ Liquid- Liquid Extraction과 Gas Stripping을 결합한 추출 발효공정을 개발하였으며, Gevo사의 경우 Vacuum Flash Distillation 공정을 결합한 GIFT라는 이름 의 추출 발효공정을 개발하여 상업화를 진행하고 있다. 바이오노말부탄올을 개발하고 있는 기업인 Eastman의 경우 바이오부탄올 벤처기업인 Tetra- vitae을 인수하면서 그들이 개발한 In-Situ Gas Stripping 기반의 발효공정을 사용하고 있다.
연속 추출 발효공정은 기존의 발효공정이 가지 는 한계를 극복할 수 있는 유망한 기술이며 바이 오부탄올의 상업화를 가능하게 할 기술로 판단된 다. 하지만 Batch 공정과 달리 발효공정과 분리공 정이 결합된 복잡한 형태를 가지고 있고, 부탄올 의 생성과 제거가 연속적으로 발생하기 때문에 Batch 형태의 공정에 비해 훨씬 더 복잡하고 정교 한 공정 설계와 운전이 요구된다. 따라서 연속 추 출 발효공정의 상업화를 위해서는 고급 공정 설계 기술과 제어기술 등 엔지니어링 분야에 있어서 기 술 개발이 필요할 것으로 판단된다.
5. 바이오부탄올 상업화 최근 동향
1990년 바이오부탄올 상업 생산이 중단된 이후 원유가의 상승에 따라 바이오부탄올 상업화 재개
를 가장 적극적으로 추진하고 있는 나라는 중국이 다. 최근 중국에서는 약 2억 달러 이상을 투자하여 연산 약 22만 톤 규모의 바이오부탄올 공장을 건 설하였으며 장기적으로 100만 톤까지 증설하려는 계획을 수립하였다. 대부분의 상업공장은 옥수수 를 원료로 사용하고 있으며 5천∼6만톤의 생산 규 모를 가지고 있다.
발효공정은 대부분 준연속식(Semi-continuous) 공정을 사용하고 있는데, 약 300∼400 m3규모의 발효기를 최대 8기까지 직렬로 연결한 트레인을 캐스케이드 방식으로 운전하고 있다. 이러한 방식 은 일반적인 Batch 형태의 발효공정에 비해 적게 는 1.4배에서 최대 2.3배의 높은 생산성을 가지는 것으로 알려져 있다. 일반적으로 한 상업공정에서 는 다수의 트레인을 설치하여 병렬로 운영하고 있 다[27].
최근 중국에서의 상업화 재개에도 불구하고 바 이오부탄올은 여러 가지 기술적 한계로 인해 상업 화에 어려움을 겪고 있다. 실제로 최근 옥수수 등 의 원료 가격의 상승으로 인해 중국에서 재개한 상업공정의 상당수가 가동에 어려움을 겪고 있으 며, 2010년 기준으로 실질적인 생산량은 약 50000 톤에 불과한 것으로 보고되고 있다.
2000년대 중반부터 전통적인 방식과 달리 새로 운 기술개발을 통해 상업화를 추진하는 기업들이 나타났다. 이들 기업은 대상으로 하는 제품에 따 라 바이오노말부탄올과 바이오이소부탄올 개발기 업으로 나눌 수 있다.
대표적인 바이오노말부탄올 상업화 추진 기업 으로는 Cobalt사, Green Biologics사 및 Eastman 사 등이 있다. 이들은 전통적인 부탄올 균주인 Clostridium 균주를 기반으로 하지만 기존의 균주 보다는 성능이 좀더 향상된 균주를 사용한다. 또 한 모두 전통적인 발효공정과 차별화된 공정을 사 용하여 생산성을 향상시키는 기술개발을 추진하 고 있다.
바이오이소부탄올의 기술개발을 추진하고 있는 기업으로는 Butamax사와 Gevo사가 대표적이다.
Butamax사는 영국의 석유기업인 BP사와 미국의
화학기업인 DuPont사의 Joint Venture 회사로 2006 년 양사의 바이오부탄올 공동개발 발표 이후 본격 적인 상업화를 위해 설립한 회사이다. 연구 초기 에는 이소부탄올 외에 노말부탄올, 2-부탄올 등 모 든 부탄올 종류에 대한 연구를 추진하였으나 최근 바이오이소부탄올에 초점을 맞춰 상업화를 추진 하고 있는 것으로 파악된다. 미국의 Gevo사는 UCLA대학의 Liao 교수가 개발한 새로운 이소부 탄올 생산 균주 기술을 바탕으로 독자적인 발효공 정을 결합하여 상업화를 추진하고 있다. 현재 양 사는 기존의 바이오에탄올 공장을 바이오부탄올 공장으로 개조하는 방식으로 상업화를 추진하고 있다.
국내에서도 1980년대부터 바이오부탄올에 대한 연구를 시작하였으나 2000년대 중반까지는 실험 실 수준으로만 진행되었다, 본격적인 연구는 2000 년대 이 후에 진행되었다. GS칼텍스, SK에너지 등 에너지기업과 한국과학기술연구원, 한국화학 연구원, 한국과학기술원 등 연구소 및 학계에서 바이오부탄올 연구를 진행하고 있다. GS칼텍스는 한국과학기술원과의 공동연구를 통해 부탄올의 생산 효율을 획기적으로 높인 새로운 균주 개발에 성공하였다. 또한 발효 생산성과 수율을 높일 수 있는 독자적인 발효공정과 부탄올을 회수, 분리정 제 에너지를 절감한 새로운 분리정제 공정을 자체 개발하여 Pilot 규모에서 기술 검증을 완료하고 상 업화를 추진하고 있다. 나아가 리그노셀룰로오식 바이오매스의 전처리/당화 기술을 포함한 리그노 셀룰로오식 바이오부탄올 생산기술 개발을 진행 하여 Pilot 규모에서 기술을 검증하고 있다.
부탄올 생산균주에 의한 직접적 바이오부탄올 생산경로 외에 다른 경로를 통해 바이오부탄올을 생산하려는 시도도 진행되고 있다. 대표적인 예로 바이오에탄올을 촉매반응을 통해서 부탄올로 전 환하는 Guerbet 반응기반의 생산 방법이다. 이 반 응경로는 예전부터 알려져 있었으나 상업적으로 개발된 사례가 없었다. 하지만 최근 바이오에탄올 생산기업인 Abengoa사가 새로운 상업 촉매개발에 성공하여 상업화 가능한 수준의 기술을 확보하였
제품 기관(국가) 사용기술
상업화 현황
균주 기술 공정 기술
이소부탄올바이오
Gevo (미국)
Yeast (GMO) (UCLA Liao 교수가
발명한 Valine metabolism)
Vacuum flash distillation 공정이 결합된 연속 발효공정(GIFT Process)
100만 갤런/년 규모 Demonstration 완료 (2010)
기존 바이오에탄올 공장을 바이오부탄올 공장으로 개조를 통해 첫 번째 상업공정 건설 추진(Luverne, MN. US, 1800만 갤런 규모) 최근 기술적 문제로 상업화 지연
Butamax (BP & DuPont)
Yeast (GMO) Valine metabolism
In-situ liquid-liquid extraction과 gas stripping이
결합된 연속 발효공정
Demonstration 진행(영국 Salt End Hull Site) 기존 바이오에탄올 생산 공장을
바이오부탄올 공장으로 변경하여 상업화 추진(Salt End Hull Site)
노말부탄올바이오
Cobalt Biofuels
(미국) Clostridium spp. 고정화 연속 발효공정
2011: Demo. 2-5m gpy 2012: Commercial 추진
현재 미국 NREL과 Cellulosic Biobutanol 기술개발 공동 추진
Eastman Renewable
Material (미국)
Clostridium beijerinckii BA101 (미국 일리노이대학 Random Mutagenesis)
In-situ gas stripping이 결합된 연속 발효공정
바이오부탄올 벤처기업인 Tetravitae사를 인수
- 2009: 300 L bench - 2010: 10,000 L pilot Green Biologics
(영국)
Clostridium. Mixed
populations Continuous fermentation Building demo. in India. Consulting w/Chinese firms
Butyl Fuel (미국)
Clostridium acetobutylicum &
tyrobutyricum
2단계(Acid step, solvent
step) 고정화 연속 발효공정 최근 Green Biologics사로 인수됨
GS칼텍스
(대한민국) Clostridium mutant Adsorption공정이 결합된 연속 발효공정
2012: 100L/d Pilot 완료
2013: Demonstration 진행 예정(Cellulosic Biobutanol)
Table 4.
바이오부탄올 상업화 추진 기업다고 발표하였다(http://greenchemicalsblog.blogspo t. kr). 또 다른 시도로는 미생물 발효를 통해 부틸 릭산을 생산하고 이를 촉매반응을 통해 부탄올로 전환하는 방법이 검토되었는데, 부틸릭산의 경우 부탄올에 비해 미생물에 미치는 독성이 낮아 고농 도로 생산할 수 있다는 장점을 활용한 것이다. 하 지만 발효액으로부터 부틸릭산을 분리, 정제하는 단계와 부틸릭산을 부탄올로 전환하는 상업 촉매 개발 등에 있어 여러 가지 기술적, 경제적 한계로 인해 실질적인 상업화는 진행되지 못하고 있다.
6. 결 론
2012년 미국 에너지성의 장관인 Steven Chu 박 사는 Hart Energy와의 미국의 바이오연료에 대한 정부의 역할에 대한 인터뷰에서 다음과 같이 말하 였다. “바이오에탄올은 바이오연료의 첫 번째 단 계이지 제품의 최종 단계는 아니다. 바이오부탄올 은 휘발유와 쉽게 혼합하여 파이프로 운송이 가능 하다. 궁극적으로 우리는 휘발유, 항공유 및 경유 를 직접 대체할 수 있는 드롭인 연료가 필요하며 이것이 우리의 목표이다.” Chu의 인터뷰에서 나 타났듯이 현재 전 세계는 보다 더 효율적이고 쉽
게 사용할 수 있는 바이오연료를 개발하기 위해 노력하고 있다. 앞에서 살펴보았듯이 기존의 바이 오부탄올의 상업화의 걸림돌이 되던 기술적 한계 들이 최근 새로운 기술의 개발을 통해 많은 부분 극복이 되었으며 여러 기업들이 상업화를 추진하 고 있어 조만간 바이오부탄올의 상업화가 본격적 으로 진행될 것으로 기대한다.
몇 년 전부터 우리나라에서도 미국, 유럽과 같 이 신재생연료 혼합의무화제도(RFS제도)의 도입 을 검토하여 곧 시행을 앞두고 있다. 앞서 설명한 바와 같이 바이오에탄올을 사용하기 위해서는 저 유소, 주유소 등에 인프라를 새로 구축해야 한다.
브라질, 미국, 태국, 중국 등 이미 바이오에탄올의 보급을 시행 중인 국가에서는 이미 보급 인프라가 구축된 상태이지만 우리나라의 경우 아직 바이오 에탄올 보급을 위한 인프라가 구축되지 않아 상당 한 투자가 추가로 필요하다. 따라서 우리나라에서 는 바이오부탄올과 같은 차세대 바이오연료를 조 기에 개발하여 바이오에탄올 대신 보급하는 방안 을 제안해 본다. 별도의 인프라 구축이 필요 없어 인프라 투자와 관련된 비용도 절감이 가능하고 바 이오에탄올보다 보급도 쉽게 할 수 있으니 우리나 라의 현실에서 고려해볼 만한 방안이 아닐까 생각 한다.
참 고 문 헌
1. P. Beckwith, Folichts next generation biofuel conference, (2011).
2. S. Y. Lee, J. H. Park, S. H. Jang, Lars K.
Nielsen, J. H. Kim, and K. S. Jung, Biotech- nol. Bioeng., 101, 209 (2008).
3. V. Garcia, J. Pakkila, H. Ojamo, E. Muurinen, and R. L. Keiski, Renew Sust Energy Rev., 15, 964 (2011).
4. E. M. Green, Curr. Opin. Biotechnol., 22, 337 (2011).
5. Y. S. Jang, J. Y. Lee, J. M. LEE, J. H. Park, J. A. Im, M. H. Eom, J. Lee, S. H. Lee, H.
H. Song, J. H. Cho, D. Y. Seung, and S. H.
LEE, mBio., 3, e00314-12 (2012).
6. S. Atsumi, T. Hanai, and J. C. Liao, Nature, 451, 86 (2008).
7. L. Olsson and B. Hahn-Hagerdal, Enzyme Microbial Technol., 18, 312 (1996).
8. M. D. Servinsky, J. T. Kiel, N. F. Dupuy, and C. J. Sund, Microbiol., 156, 3475 (2010).
9. C. Ren, Y. Gu, S. Hu, Y. Wu, P. Wang, Y.
Yang, C. Yang, S. Yang, and W. Jiang, Metabol. Eng., 12, 446 (2010).
10. H. Xiao, Y. Gu, Y. Ning, Y. Yang, W. J.
Mitchell, W. Jiang, and S. Yang, Appl. Environ.
Microbiol., 77, 7886 (2011).
11. H. Xiao, Z. Li, Y. Jiang, Y. Yang, W. Jiang, Y. Gu, and S. Yang, Metabol. Eng., 14, 569 (2012).
12. J. L. Liu and J. C. Liao, Metabol. Eng., 53, 132.
13. Y. Gu, J. Li, L. Zhang, J. Chen, L. Niu, Y.
Yang, S. Yang, and W. Jiang, J. Biotechnol., 143, 284 (2009).
14. T. Y. Mills, N. R. Sandoval, and R. T. Gill, Biotech. Biofuel., 2, 26 (2009).
15. T. Ezeji, C. Miline, N. D. Price, and H. P.
Blaschek, Appl. Microbiol. Biotechnol., 85, 1697 (2010).
16. J. R. Borden and T. E. Papoutsakis, Appl.
Environ. Microbiol., 73, 3061 (2006).
17. V. Garcia, J. Pakkila, H. Ojamo, E. Muurinen, and R. Leiski, Renew. Sust. Energy. Rev., 15, 964 (2010).
18. E. I. Lan and J. C. Liao, Proc. Nat. Acad.
Sci., 109, 6018 (2012).
19. R. Grethlein, M. Worden, M. K. Jain, and R.
Datta, J. Ferment. Bioeng., 72, 58 (1991).
20. M. Köpke and P. Dürre, Proc. Nat. Acad.
Sci., 107, 13087 (2010).
21. G. Bruant, M. J. Levesque, C. Peter, S. R.
이 상 현
1998 고려대학교 농화학과 학사 2000 고려대학교 생명공학과 석사 2001∼2009 LG화학 기술연구원 2010∼현재 GS칼텍스 기술연구소
책임연구원
엄 문 호
1997 연세대학교 화학공학과 학사 1999 연세대학교 화학공학과 석사 1999∼현재 GS칼텍스 기술연구소
수석연구원
Guiot, and L. Masson, PLoS One, 5, e313033 (2010)
22. N. Qureshi, L. L. Lai, and H. P. Blaschek, Food Bioprod Process, 82, 164 (2004).
23. W. C. Huang, D. E. Ramey, and S. T. Yang, Appl. Biochem. Biotechnol., 115, 887 (2004).
24. Y. Tashiro, K. Takeda, and G. S. Kobayashi, J. Biotechnol., 120, 197 (2005).
25. K. Rajeev, Sukumaran, D. G. Lalitha, R.
Kuniparambil, A. Deepthy, and A. Pandey,
Biofuels: Alternative Feedstocks and Convert- sion Processes, Chapter 25, Butanol Fuel from Biomass: Revisiting ABE Fermentation 571 (2011).
26. K. Manish and G. Kalyan, Appl. Energy, 88, 1999 (2011).
27. J. S. Chiao and Z. H. Sun, J. Mol. Microbiol.
Biotechnol., 13, 12 (2007).
![Figure 1. Metabolic pathway in Clostridium spp.[8] 3.1.1. 리그노셀룰로오식 바이오매스기반 바이오부탄올 생산 Clostridium 균주는 다양한 sugar를 이용하여 발 효를 통해 바이오부탄올을 생산할 수 있는 장점이 있다(Figure 1)](https://thumb-ap.123doks.com/thumbv2/123dokinfo/4968624.301027/4.825.207.611.120.402/metabolic-clostridium-리그노셀룰로오식-바이오매스기반-바이오부탄올-clostridium-이용하여-바이오부탄올을.webp)