http://dx.doi.org/10.3938/NPSM.67.929
Stoichiometric Composition Variation of the AlN Thin Films Grown by Using Reactive DC Magnetron Sputtering
Sungmin Cho
Department of Convergence Study on the Ocean Science and Technology, Korea Maritime and Ocean University, Busan 49112, Korea
Moonjin Lee
Department of Convergence Study on the Ocean Science and Technology, Korea Maritime and Ocean University, Busan 49112, Korea and
Maritime Safety Research Division, Korea Research Institute of Ships and Ocean Engineering, Korea Institute of Ocean Science and Technology (KIOST), Daejeon 34103, Korea
Sangtae Lee
Department of offshore plant Management, Korea Maritime and Ocean University, Busan 49112, Korea
Jiho Chang
∗Department of Convergence Study on the Ocean Science and Technology,
Major of Electronic Materials Engineering, Korea Maritime and Ocean University, Busan 49112, Korea (Received 11 May 2017 : revised 14 June 2017 : accepted 14 June 2017)
The growth mechanism with changing plasma power and reactive gas flow rate of AlN thin films grown by using reactive-gas DC magnetron sputtering on ITO/quartz substrates was investigated.
We discusse the growth mechanism in terms of the growth rate, surface morphology, and crys- tallinity. The plasma power induces an increase in the growth rate mainly due to an increase in the Al supply whereas the nitrogen gas flow affects the atomic nitrogen supply while the Al supply decreases due to reactions at the target’s surface. Therefore, the sputtering conditions, such as the plasma power and the nitrogen gas flow, have remarkable influences on the sputtering process; con- sequently, the stoichiometry of the AlN layer is changed, which is very important for high-quality thin-film growth.
PACS numbers: 81.05.Ea, 81.15.Cd, 81.10.Bk
Keywords: AlN, Reactive DC magnetron sputtering, Stoichiometry, Deposition mechanism, ITO/quartz
반응성가스 DC 마그네트론 스퍼터로 증착한 AlN 박막의 화학양론적인 조성 변화에 관한 연구
조성민
한국해양대학교 해양과학기술융합학과, 부산 49112, 대한민국
이문진
한국해양대학교 해양과학기술융합학과, 부산 49112, 대한민국
This is an Open Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
한국해양과학기술원 부설 선박해양플랜트연구소 해양안전연구부, 대전 34103, 대한민국
이상태
한국해양대학교 해양플랜트운영학과, 부산 49112, 대한민국
장지호
∗한국해양대학교 해양과학기술융합학과, 전자소재공학전공, 부산 49112, 대한민국
(2017년 5월 11일 받음, 2017년 6월 14일 수정본 받음, 2017년 6월 14일 게재 확정)
ITO/quartz 기판 상에 반응성가스 DC 마그네트론 스퍼터를 이용하여 성장된 AlN 박막의 플라스마 파워와 반응성 가스 유량의 변화에 따른 성장 메커니즘을 확인하였다. 성장 메커니즘에 대한 고찰은 AlN 시료의 성장속도, 표면형상의 변화, 그리고 결정성에 관한 분석 결과를 이용하였다. 플라스마 파워의 증가는 주로 Al공급량의 증가를 통한 성장속도의 증가를 유발한 반면, 질소유량의 증가는 N공급량의 증가와 함께 타겟 표면에서의 반응에 의하여 Al공급량이 감소하여 성장속도도 감소하는 결과를 확인하였다. 따라서 이러한 성장 과정의 변화를 고려한 스퍼터링 조건의 설정이 시료의 화학양론적 당량비를 변화하여 양질의 박막성장에 중요하다는 결론을 얻을 수 있었다.
PACS numbers: 81.05.Ea, 81.15.Cd, 81.10.Bk
Keywords: AlN, 반응성 DC 마그네트론 스퍼터, 화학양론, 증착 원리, ITO/quartz
I. 서 론
AlN (Aluminum nitride) 은 넓은 직접천이형 밴드갭 반 도체로 (6.2 eV) [1], 285 Wm−1K−1와 같은 열적 특성 [2, 3], 격자 상수 비가 c/a = 1.6 (a = 0.3111 nm, c = 0.4978 nm) 라는 물성을 지니고 있다. 이런 재료적 특성들 때문 에 AlN은 Alx-Ga1−xN (Aluminum – Gallium nitride) 와 같이 자외광 광소자 재료로의 연구 [4,5], 다양한 센서 [6, 7], 미세전자기계시스템 (Microelectromechanical systems, MEMS) [8,9] 등 다양한 활용이 가능해 많은 연구가 진행 되고 있다.
현재 AlN 박막을 증착하는 박막 제작기술은 크게 화학 증기 증착 (chemical vapor deposition, CVD) 과 물리 증 착 (physical vapor deposition, PVD) 으로 구분할 수 있 다. CVD중 가장 고품질의 AlN박막 성장이 가능한 방법 인 금속·유기 화학 증착법 (metal-organic chemical vapor deposition, MOCVD) 의 경우 고가의 장비가 필요하고 성 장하기 위하여 1000 ◦C 이상의 고온이 필요하다. 이에 반 해, PVD 방법 중 대표적인 스퍼터는 비교적 간단한 장비로 [10]과 낮은 온도 [11]에서 성막 가능한 것이 장점이다. 특히 최근에는 AlN와 격자 상수와 유사한 SiC 기판 위에 상온에 서 성장한 단결정 AlN 에 관한 보고도 [12] 존재하며, 저온 AlN 성장이 가능해지면 많은 응용 연구가 가능할 것이라는 점에서 관심이 집중되고 있다.
∗E-mail: [email protected]
AlN를 스퍼터로 성장할 때, AlN 타겟을 사용한 경우나 Al 타겟을 사용한 경우 모두 박막 내 질소 공공형 결함의 억제를 위해서 반응성 가스를 도입하는 것이 필요하게 된다.
이러한 반응성 가스를 이용한 스퍼터링의 경우 동역학적 스퍼터링 과정의 변화가 성막된 박막의 당량비와 결정성을 결정하므로 이를 명확히 할 필요가 있다 [13].
또한 박막성장의 관점에서도 양질의 결정성을 갖는 박막 을 성장하려면, 성장조건의 설정범위를 넓힐 수 있는 것이 유리할 것이므로, 박막의 화학양론적 조성과 결정성의 변화 에 관한 연구의 중요성이 더 커진다고 할 수 있다. 그러나 선행연구를 살펴보면 반응성가스 스퍼터링에서 성장인자의 변화에 대한 박막의 조성과 결정성 변화에 대한 체계적인 연구는 매우 부족했다.
따라서 본 연구에서는 상온에서 양질의 AlN를 성막하기 위해, Al 타겟과 질소를 이용하는 반응성가스 DC 마그네 트론 스퍼터링에서 성장조건의 변화에 따른 박막의 당량비 와 결정성의 변화를 설명하기 위한 것을 목적으로 연구를 진행하였다.
II. 실험 방법
AlN 박막은 Al 타겟을 사용하고 N2 가스를 사용한 반응 성 DC 스퍼터를 이용하여 성장하였다. 성장은 상온에서 진행하였고, 기판으로는 ITO/SiO2기판 (200 nm/200 µm,
20 × 20 mm2) 을 이용하였다. 기판은 성장 전에 아세톤, 이소프로필알콜로 각 30분씩 세척하고, 마지막으로 증류수 (DI-water) 에서 각각 10분간 세척하고 건조시켰다. 스퍼 터 장비는 Load-lock 챔버를 가지고 있는 초고진공 스퍼터 장비를 사용하였다. 장비의 배경진공도는 <1.5×10−9 torr 정도였다. 실험 중 아르곤 (Ar) 가스는 10 sccm 정도를 주입하였으며, 질소 (N2) 가스는 N의 공급량을 조절하기 위해 3부터 7 sccm까지 변동하여 실험을 진행하였다. 또한 플라스마 파워는 75부터 300 W 로 조절하였다. 참고로 위의 실험 조건은 본 실험에 사용한 장비의 특성에 기인한 것으로, 고밀도 플라스마 발생여부, 실험 도중의 플라스마의 안정성 등에 관한 선행실험을 통하여 설정된 것이다.
성장한 AlN 박막의 평가는 다음과 같이 진행하였다.
표면 관찰은 전계방출형 주사전자현미경 (field emission scanning electron microscopy, FE-SEM) 과 원자간력 현미 경 (atomic force microscopy, AFM) 을 이용하였다. AFM 측정은 10 × 10 µm2 범위에서 측정을 하였다. 결정성은 X 선 회절 분석기 (X-ray diffraction, XRD) 를 이용하여 평가하였다. XRD 측정 시 Cu-kα 의 X-ray 소스를 이용 하였으며, 측정 방식은 theta/2theta 측정을 이용하였다.
박막의 N와 Al의 성분 비율 분석은 에너지 분광 (energy dispersive spectroscopy, EDS) 를 실시하여 측정하였다.
III. 결과 및 고찰
일반적인 스퍼터링 성장의 주요 인자는 다른 박막성장 방법에 비하여 비교적 간단하여 플라스마 파워, 가스유량 등을 들 수 있다. 물론 기판온도도 변화시킬 수 있지만 일반 적인 스퍼터 성장은 주로 상온에서 진행된다. 또한 본 연구 에서와 같이 반응성 가스를 사용한 스퍼터링의 경우, 타겟 표면의 반응 등에 의해서 스퍼터링 과정의 변화가 일어날 수 있다.
반응성 가스 스퍼터 공정에서 스퍼터 되어 방출되는 금속 원자 전체 수 (R) 는 식 (1) 로 아래와 같다 [13].
R = J
q[Ym(1− θ) + Ycθ] A (1) 여기서 J 는 이온 전류 밀도, q 는 전하량, Ym는 타겟의 스퍼 터링 일드, θ 는 반응성 가스와 반응한 타겟의 표면적 비율, Yc는 반응성가스와 반응하여 형성된 화합물의 스퍼터링 일드이며 A 는 타겟의 전체 면적이다. 반응성 가스를 이용 하는 스퍼터에서는 청정한 타겟 표면과 반응성가스와 반응 한 타겟 표면의 스퍼터링 일드의 차이가 발생하기 때문에 반응성 가스와 반응한 타겟 표면의 비율을 고려해야 한다.
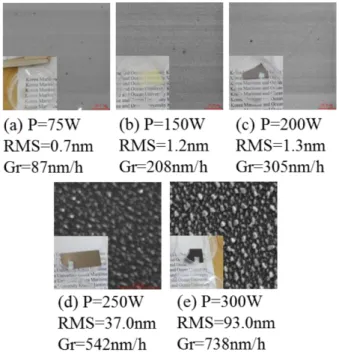
Fig. 1. (Color online) Pictures, FE-SEM images, AFM roughness RMS and growth rate of the grown AlN sam- ples as function of plasma power. N2/Ar flow ratio was 3/10, and plasma power was varied from 75 to 300 W range.
위 식에서 플라스마 파워는 Ar+의 밀도 (J) 와 운동 에너 지를 변화시키는 요소로 작용이 된다. 따라서 플라스마 파 워가 증가하면 Ar+타겟을 가격하는 횟수와 높은 에너지의 Ar+ 증가하게 되어 스퍼터링 일드가 증가하고 결과적으로 기판으로의 Al 공급량이 증가할 것이다. 반면 질소원자의 공급량은 질소의 유입량과 플라스마에 의해서 활성화되는 비율 등에 의해서 결정될 것이다. 또한 질소유량의 증가에 의해서 타겟 표면에서의 반응도 증가할 것이므로 Al의 스퍼 터링 일드를 감소시키는 변화를 일으킬 수도 있다. 따라서 이러한 역학 관계를 실험조건 범위에서 명확하게 확인할 필요가 있다.
본 실험에서는 우선 플라스마 파워 변화에 따른 박막의 조성과 구조적인 특성 변화를 확인하였다.
Fig. 1은 N2/Ar 유입비는 3/10으로 고정하고, 75∼ 300 W 의 플라스마 파워 범위에서 성막된 박막의 사진과 AFM 이미지이다. AlN은 넓은 밴드 갭을 가지고 있어 가시광을 투과한다. 따라서 일반적으로 투명한 박막이 얻어진다.
본 연구에서도 플라스마 파워 (P < 200 W) 에서 성장한 시료 (Figs. 1(a), (b)) 에서는 투명한 박막이 관찰되었으 나, 높은 플라스마 파워 (P > 200 W) 에서 성장한 시료 (Fig. 1(c)∼(e)) 에서는 불투명한 금속성 표면이 관찰되 었다.
동일한 시료의 AFM 이미지에서도 200 W 이하의 플라 스마 파워에서는 부드러운 표면이 관찰되었으나, 플라스마
Fig. 2. (Color online) XRD theta-2theta patterns of sputtered AlN layers on ITO/SiO2 at different plasma power. The plasma power was (a) 75 W, (b) 150 W, (c) 200 W, (d) 250 W and (e) 300 W at the mixture gas condition (N2/Ar ratio: 3/10). The strong diffrac- tion intensity of AlN (002) was observed from the sample sputtered (c) sample of 200 W.
파워 200 W 이상에서는 매우 거칠고 높은 밀도의 섬형 (island) 구조가 존재하는 표면이 관찰되었다.
넓은 밴드갭 화합물의 경우 육안으로 관찰한 시료의 투 명도에 변화가 생기는 가장 큰 원인은 당량비적 조성의 변화를 예상 할 수 있다. 즉, AlN의 경우 조성이 변화하면 박막 내 금속성 Al의 형성되어 투명도가 저감되는 것이다.
또한 이러한 현상이 Al 공급량의 증가에 의해서 발생한다면 성장속도의 증가도 더불어 관찰될 것을 예상할 수 있다.
실제 실험 결과, 성막속도는 플라스마 파워의 증가에 따라 선형적으로 증가했다 (Fig. 4). 본 실험에서는 75 W 조건에서 100 nm/h, 300 W에서는 750 nm/h 정도의 성장 속도를 보였다. 따라서 플라스마 파워의 증가에 따라서 Al 공급량이 증가하였음을 예상할 수 있으며, 당량비의 변화가 투명도와 표면 거칠기 변화의 원인인 것으로 판단된다.
Fig. 2 는 위에서 설명한 시료들의 XRD theta/2theta 회절 측정 결과이다. Fig. 2에서 보인 것처럼 ITO 와 SiO2
관련 피크는 모든 시료에서 위치나 강도의 변화가 관찰되지 않았다. 반면 AlN 피크는 낮은 플라스마 파워 조건에서는 (< 150 W) 거의 관찰되지 않았으나, 200 W에서 가장 높은 강도가 관찰되었고, 파워가 더 높아지면 오히려 감소하는 경향을 보였다. 또한 금속성 Al 관련 피크도 관찰되었는데, 250 W 이상의 높은 플라스마 파워에서 성장한 시료에서 뚜렷하게 구분할 수 있었으며, 300 W에서는 더욱 강도가 증가하였다.
250 W 이상의 높은 플라스마 파워에서 금속성 Al과 관 련된 피크가 관찰되고 플라스마 파워의 증가에 따라 피크의
Fig. 3. The stoichiometric composition variation of AlN thin film as function of plasma power. We have observed liner decreased N/Al ratio value with increasing plasma power.
강도가 증가된 점으로부터도 플라스마 파워의 증가에 따라 Al의 공급량이 증가한 것으로 판단할 수 있다. 또한 이 실 험에서 질소가스 공급량을 고정하였던 점을 감안하면 200 W의 파워에서 성장한 AlN 의 회절강도가 가장 큰 강도를 보인 이유는, 이 조건이 당량비의 관점에서 AlN 성장에 가장 적합한 조건인 것으로 해석할 수 있다. 물론 플라스 마 파워의 증가에 따라 질소가스의 활성화도가 증가하여 질소원자의 공급량도 증가하였을 가능성도 있으나, 이러한 변화는 XRD결과로는 확인할 수 없었다.
Fig. 3은 위에서 설명한 AlN 시료의 당량비 변화를 보다 직접적으로 확인해보기 위하여 진행한 EDS 측정 결과이다.
플라스마 파워의 변화에 따른 N와 Al 피크의 강도변화를 N/Al의 비로 정리한 결과, 예상대로 낮은 파워에서는 N/Al
> 1이었으나 200 W 이상의 플라스마 파워에서는 N/Al <
1로 변화하여 Al 공급량의 증가율이 N 공급량의 증가율을 압도하고 있는 것으로 판단된다. 또한 이 결과로부터 본 실험에서는 약 180 W 정도의 플라스마 파워에서 화학양론 적 당량비 (stoichiometric condition) 가 얻어지는 것으로 예상된다.
지금까지의 결과를 종합하면 Fig. 1(a) 와 (b) 는 Al 공 급량보다 N의 공급량이 우세한 조건에서 성장된 것으로 구분할 수 있다. 이러한 조건은 소위 N-과다공급 (N-rich) 조건이라고 하며, 이때 성장속도의 변화는 Al공급량에 의 해서 주도된다. 플라스마 파워가 증가하면 스퍼터링 일드의 증가로 Al의 공급량이 증가하여 Fig. 1(c)∼(e) 조건 까지는 Al 공급량이 많은 성장 조건이었던 것을 알 수 있다. 이러한 조건은 Al-과다공급 (Al-rich) 조건으로 표현하며 원자상 질소의 공급량 변화에 의해서 성장속도가 결정되는 영역 이다.
Fig. 4. (Color online) The Growth rate of grown AlN on ITO/SiO2 via reactive DC magnetron sputtering as different plasma power from 75 W to 300 W and N2flow from 3 to 7 sccm. The growth rate is decreased with increasing N2flow.
이러한 결과들로부터 반응성가스 DC 마그네트론 스퍼터 를 이용하여 AlN를 성장할 경우 고정된 반응성 가스 유량 에서 플라스마 파워의 변동은 Al공급량에 주로 영향을 미쳐 박막의 성장속도, 투과도, 결정성 등에 그 영향이 반영되는 것을 알 수 있었다.
다음으로 반응성 가스의 공급량 변화에 대해서 알아 보았 다. 스퍼터 공정에서 반응성 가스는 크게 타겟과 반응하여 화합물을 형성, 플라스마 속에서 활성화 되어 기판에 공급, 진공 펌프로 이동하여 배기되는 3가지 형태로 소모되는 것으로 알려져 있다 [13]. 반응성 가스 공급량이 증가하여 성장챔버 내 질소 분압이 높아지면 타겟 표면과 반응할 확 률도 높아진다. 이러한 현상이 지속되면 극단적인 경우에는 안정적 플라스마 발생을 방해하기도 한다. 따라서 반응성 가스 공급량을 조절하는 경우에도 플라스마 안정성이 확 보되는 범위를 미리 확인하여 그 조건 안에서 가스유량을 제어하는 것이 중요하다.
본 실험에서 Ar 유량을 10 sccm으로 고정한 상태에서 N2 가스를 7 sccm 이상 주입 시 고밀도 플라스마 형성에 방해가 됨을 확인하였으며 따라서 질소의 유량은 7 sccm 이하로 제한 하였다.
이러한 조건에서 질소 공급량의 증가에 따른 스퍼터링 과정의 변화를 관찰하고자 질소유량을 증가시키며 다양한 플라스마 파워에서 시료를 제작하는 방식으로 실험을 진행 하였다.
Fig. 4 는 다양한 플라스마 파워에서 질소유량 변화에 따른 성장속도의 변화를 정리한 결과이다. 우선 정해진 질소유량에서는 플라스마 파워의 증가에 따라 성장속도의 증가가 관찰되었다. 하지만 플라스마 파워를 고정한 경우
Fig. 5. (Color online) Pictures, FE-SEM images, rough- ness RMS and growth rate of the grown AlN samples as function of N2 gas flow.
질소유량의 증가에 따라서는 성장속도의 감소가 관찰되 었다.
플라스마 파워를 고정하고 진행한 실험에서 질소유량의 증가에 따라 성장속도가 감소하는 경향은, 앞에서 설명한 대로 Al-과다공급 또는 N-과다공급 등의 성장원소 공급조 건의 변화에 따라 변화하는 것으로 설명되지 않는다. 예를 들어, 성장원소의 공급량에 의해서 성장속도가 결정되는 경우라면, 플라스마 파워가 일정 (Al 공급량은 일정) 한 상 태에서 질소의 공급량이 증가하면, Al-과다공급 조건이라면 박막의 성장속도는 증가 할 것이고 N-과다공급 조건에서는 변화가 없을 것이기 때문이다. 따라서 Fig. 4에서 관찰한 바와 같이 성장속도가 감소하는 것은 단순히 성장원소의 공급량비에 따라서 성장속도가 결정되지 않는다는 것을 시사하고 있다.
그 원인을 분석하기 위하여 Fig. 5에 플라스마 파워 300 W에서 질소유량을 증가시키며 성장한 시료의 사진과 AFM 이미지를 제시했다.
Fig. 5의 결과는 Fig. 1에서 보인 결과와 유사한 형태의 시료의 투명도의 변화 및 표면 거칠기의 변화가 관찰되었 다. 먼저, 질소 유량 3 sccm에서 성장한 시료 (Fig. 5(a)) 는 금속성 표면이 보였으나, 5 sccm (Fig. 5(b)) 과 7 sccm (Fig. 5(c)) 조건에서 성장한 시료는 투명도가 증가하였다.
또한 3 sccm에서 성장한 샘플은 AFM 이미지에서 금속상 Al으로부터 기인하는 섬형구조가 관찰되었고, 5∼ 7 sccm
Fig. 6. (Color online) (a) The XRD theta-2theta pat- terns of AlN intensity and Al intensity and (b) The sto- ichiometric variation of AlN thin film as function of N2
gas flow.
에서 성장한 샘플의 경우에는 섬형 구조가 없는 평탄한 표 면이 확인되었다. 이 결과로부터 질소유량 증가에 의해서 실제 N 공급량이 증가한 것으로 판단할 수 있었다. 따라서 이렇게 N 공급이 증가한 것으로 판단할 수 있는 결과를 보임에도 실제 성장속도가 감소했다는 것은, 반응성 가스가 타겟표면에 반응하여 스퍼터링 일드가 감소하고 따라서 Al 공급량이 감소하였기 때문이라고 판단된다.
Fig. 6은 앞에서 설명한 변화에 따라 성장된 시료의 조 성과 구조적 변화를 조사한 결과이다. Fig. 6(a) 는 AlN (002) 와 Al(111) 의 XRD 강도 변화를 Fig. 6(b) 는 EDS 로 측정한 N와 Al피크의 강도비를 정리하였다.
질소유량의 증가에 따라 XRD로 분석한 Al피크 강도는 감소하였고 AlN 피크의 강도는 증가하였다. Al 피크강도의 감소와 AlN 피크강도의 증가는 질소유량의 증가에 따라 N 공급량이 증가하여 시료가 당량비적 조성에 가까운 조성을 갖게 되는 것으로 판단된다. 종래 연구에서 반응성 가스의 혼합 비율에 따라서 AlN의 고차 회절면에 의한 회절피크 가 관찰된다는 보고가 [14] 있었지만, 본 실험에서는 N2의 공급량 증가에도 모두 c 축의 배향성을 지니고 있는 것으로 파악되었다.
Fig. 6(b) 에서 보인 EDS 로 측정한 N와 Al피크의 강도 비에서도 질소유량에 따라서 박막의 N/Al비도 증가하는 것을 확인할 수 있었다. 그래서 7 sccm의 질소공급량에서 성장한 시료는 당량비적 공급량에 가까운 N/Al 비를 보 였다.
이상의 결과로부터 Fig. 4의 성장속도의 변화는 앞에서 예상한 대로 실질적인 원자상 N의 공급량이 증가했으나 반응성가스가 타겟 표면에서 반응하여 타겟의 스퍼터링 일 드가 감소하여 Al공급량의 줄어들었음을 나타내는 결과로 해석할 수 있다.
IV. 결 론
ITO/SiO2 기판상에서 반응성 가스 DC 마그네트론 스 퍼터를 이용하여 성막한 AlN 박막의 스퍼터 파워와 반응 성 가스 주입량의 변화에 대한 박막의 화학양론적조성비 변화에 대하여 조사하였다. 스퍼터링 파워와 반응성 가스 주입량은 Al과 N의 공급량을 조절하는 것을 확인하였고, 성장된 박막의 V/III 비율이 1인 AlN 박막을 제작하는 것이 양질의 박막성장에 매우 중요함을 알 수 있었다. 구체적으로 Al-과다공급 조건에서는 Al 금속상 섬형구조가 형성되어 박막의 거칠기가 급격하게 증가하고, 박막의 색이 어둡게 변색되는 것을 관찰하였고, N-과다공급 조건에서는 평탄한 표면의 투명한 박막이 얻어졌다. 다만 원자상 N의 공급량을 증가시키기 위해 질소유량을 증가시키면 타겟 표면에서의 반응도 증가해 Al공급량의 감소가 발생하고 따라서 성장 속도도 감소하는 결과를 확인할 수 있었다. 따라서 이러한 변화를 고려하여 최적 성장조건을 설정하는 것이 반응성 가스 스퍼터를 이용하여 양질의 AlN 박막을 성장하는데 매우 중요함을 알 수 있었다.
감사의 글
이 논문은 2015년도 정부 (교육부) 의 재원으로 한국연구 재단의 지원을 받아 수행된 기초 연구사업입니다 (2015R1 D1A1A01060555).
REFERENCES
[1] H. Yamaashita, K. Fukui, S. Misawa and S. Yoshida, J. Appl. Phys. 50, 896 (1979).
[2] L. F. Jiang, W. Z. Shen, H. Ogawa and Q. X. Guo, J. Appl. Phys. 94, 5704 (2003).
[3] Q. Guo, J. Ding, T. Tananka, M. Nishio and H.
Ogawa, Appl. Phys. Lett. 86, 111911 (2005).
[4] K. H. Kim, Z. Y. Fan, M. Khizar, M. L. Nakarmi and J. Y. Lin et al., AppL. Phys. Lett. 85, 4777 (2004).
[5] K. X. Dong, D. J. Chen, J. P. Shi, B. Liu and H. Lu et al., Physica E 75, 52 (2016).
[6] C. Li, X. Liu, L. Shu and Y. Li, Mater. Express 5, 367 (2015).
[7] R. Duhamel, L. Robert, H. Jia, F. Li and F. Lardet- Vieudrin et al., Ultrasonics 44, e893 (2006).
[8] T. Aubert, M. B. Assouar, O. Legrani, O. Elmazria and C. Tiusan et al., J. Vac. Sci. Technol. A 29, 021010-1 (2011).
[9] H. Kim, H. An, Y. Seo and T. Kim, IEEE Electron Device Letters 32, 1125 (2011).
[10] K. Ueno, E. Kishikawa, S. Inoue, J. Ohta and H. Fu- jioka et al., Phys. Status Solidi RRL 8, 256 (2014).
[11] H. Okano, Y. Takhashi, T. Tanaka, K. Shibata and S. Nakano, Jpn. J. Appl. Phys. 31, 3446 (1992).
[12] K. Sato, J. Ohta, S. Inouye, A. Kobayashi and H.
Fujioka, Appl. Phys. Express 2, 011003 (2009).
[13] D. Depla and S. Mahieu, eds., Reactive Sputter De- position (Springer, Berlin, 2008), p. 131.
[14] A. Iqbal, G. Walker, A. Iacopi and F. Mohd-Yasin, J. Cryst. Growth 440, 76 (2016).