碩士學位論文
SPV 490에 의해 제작된 강구조물에서 음향방출에 의한 현장적용 연구
(Application Study of Acoustic Emission Field Test to the SPV 490 Steel Structure)
國民大學校 産業技術 大學院
SPV 490에 의해 제작된 강구조물에서 음향방출에 의한 현장적용 연구
(Application Study of Acoustic Emission Field Test to the SPV 490 Steel Structure)
指導敎授 趙 南 敦
이 論文을 碩士學位 請求論文으로 提出함 2001년 12월
國民大學校 産業技術 大學院 金屬材料工學科
李 啓 三
李啓三의
碩士學位 請求論文을 認准함
2001年 12月
審査委員長 印
審 査 委 員 印
審 査 委 員 印
§ 목 차 §
List of Figures --- Ⅰ List of Table and Photo --- Ⅱ 요약 --- Ⅲ
제 1장 서론 --- 1
제 2장 AE원리 --- 3
2.1 AE 시험의 원리 --- 3
2.2 AE 신호의 근원 --- 5
2.3 AE 신호의 장·단점 --- 6
2.4 AE 시험의 적용분야 --- 7
제 3장 시험방법 --- 8
3.1 저장탱크 개요 --- 8
3.2 시험장비 및 센서배열 --- 10
3.3 하중절차 --- 15
제 4장 결과 및 고찰 --- 17
제 5장 결론 --- 32
제 6장 참고문헌 --- 33
ABSTRACT--- 35
감사의 글 --- 36
List of Figures
Fig.1 Block diagram of the measuring system.
Fig.2 Macro photograph of weld defect after non-destructive testing.
Fig.3 The Attenuation distance by pencile break. (0.3mm.2H).
Fig.4 The wave velocity measured by pencil break.
Fig.5 Sensor locations on the bottom of a storage tank.
Fig.6 Loading Sequences in a storage tank.
Fig.7 Comparisons of time vs. count.
Fig.8 AE correlation plots during the first loading.
Fig.9 AE correlation plots during the second loading.
Fig.10 AE correlation plots during the first load holding.
Fig.11 AE correlation plots during the second load holding.
Fig.12 Plots of signal strength vs. channel.
List of Table and Photo
Photo.1 Sphere storage tank.
Table.1 The sensitivity check on each channel.
요 약
구형저장탱크 하부를 용접 보수 한 후 용접결함 및 균열을 검출하기 위 하여 압력의 유지 및 증가과정을 통하여 음향방출 신호를 측정한 후 활성센 서 주위의 용접부에 대하여 자분탐상 검사를 실시하였다. 음향방출은 저 장탱크의 설계압력의 1.5 (33.1kg/cm2)배까지 압력을 단계적으로 2회에 걸 쳐 상승시키며 실시간으로 모니터링을 하였다. 측정된 잡음과 진짜 음향방 출특성은 환경잡음이 크지 않은 관계로 크게 구별이 되지 않았다. 현장시험 시 일반적으로 발생되는 잡음은(전자기 간섭 : Electronic Magnetic Interference, 라디오 주파수 간섭 : Radio Frequency Interference, 및 바 람, 유체이동등) 실험 중 진짜 음향 신호와 동시에 수집되는 경향이 있다.
이들은 높은 진폭(60∼80dB), 적은 진동수(count) 및 높은 주파수 대역(≥
650KHz)의 특징을 나타낸다. 순수 음향방출에 의해 발생하는 음향은 시험 후 자분탐상 검사 및 초음파 탐상검사를 통하여 확인하였다. 일반적인 용 접결함들에 의한 사건들의 진동횟수(<20) 및 오름시간(<100μs)은 사건의 진폭이 클수록 상대적으로 큰 값을 갖는 경향을 보인다. 신호의 대부분은 결함에 의한 것이 아니라 재료의 변형에 의한 것으로 판정되었고 결함의 성장을 암시하는 음향은 가압에 의한 단계적 실험에서 관찰되지 않았다.
1. 서 론
최근, 석유·화학플랜트의 장치물(저장탱크 및 압력용기)에 대하여 가동 중(In-Service) 검사에 의해 개방 검사주기를 연장하고 적절한 개방검사 시간을 찾기 위한 검사기술에 대한 관심의 증대로 다양한 분야에 걸쳐 음향방출(acoustic emission: AE)에 대한 많은 연구들이 이루어져 왔다. 1) -6)
음향방출시험(acoustic emission test)은 비파괴시험과 재질평가에 있 어서 강력한 기술로 고체 내부의 응력파와 같은 물리적인 현상은 물 론 이를 이용한 시험방법까지도 포함하는 넓은 의미로 쓰이며, 음향 방출은 응력을 받는 재질 내부에서 국부적인 변형으로 발생된 에너 지가 순간적으로 방출될 때 발생하는 탄성파(압축파)로 설명된다.7). 이것은 결함의 동적 거동을 실시간으로 모니터링 하는 수단으로 사용 될 수 있기 때문에 재료의 미시적 변형 및 파괴 거동을 해석하는 재 료과학분야와 구조물 등에 존재하는 결함의 위치표정 및 건전성을 평 가하는 비파괴검사 분야에 넓리 응용되어 왔다.
현재, 음향방출시험이 가장 널리 응용되고 있는 분야들 중 하나는 산업플랜트 등의 압력용기 및 저장탱크이다. 일부는 항공기피로균 열, 다리 및 석조구조물, 용접, 인원승강장치(man lifter)등에 대해서 도 연구가 실시되고 있다. 또한 일부 음향방출에 의한 검사 시스템은 시험절차와 응용기술에 있어서 국제적으로 공유하여 검사가 시행할 수 있도록 보편화 될 만큼 많은 발전을 이룩하여 경제적·안전성 측 면에서 음향방출의 잠재력과 신뢰성을 향상시키는 계기가 되었다.
장치류중 압력용기 및 저장탱크 분야에서는 음향방출에 의한 구조물 의 잔여 수명평가 기술까지 활발하게 연구가 되고 있는 실정이다. 음 향방출시험의 큰 장점은 (1) 공정유체를 사용하여 가동 중 가압, (2) 플랜트 가동중지 전의 검사, (3) 사용중인 시설의 연속적인 모니터
7),8)
경오염, 안전성 문제 등 시험의 복잡성과 장시간 기간에 의해 많은 어려움이 대두되었다.
사용중인 압력용기는 사용환경에서 압력 혹은 하중절차가 용이하기 때문 에 개방을 하지 않고 음향방출을 이용하여 결함의 위치표정 및 위해 도 평가가 가능 한 장점을 가지고 있다.
본 연구에서는 현장응용을 위한 기초연구로서 사용중인 대형 산소 저장크의 용접부 결함 및 사용 중 발생한 결함 모두에 대하여 보수 한 후 이 탱크의 건전성을 확인하기 위하여 음향방출 시험에 의한 데이터 수집·분석과 더불어 최종적으로 육안 및 자분탐상검사(MT) 를 실시하였다. 시험은 결함이 발생하였던 하부에 대하여 실시하였 으며 가압 중 발생하는 잡음신호들과 진짜 음향방출의 특성을 관찰 하였다.
2. AE 원리
2.1 AE시험의 원리
음향방출시험은 응력을 받는 재질 내부에서 국부적인 변형으로 발 생된 에너지가 순간적으로 방출될 때 발생하는 탄성파(압축파)로 설명된다. 이러한 파(waves)는 센서에 감지되어 전기신호로 변환되 어 컴퓨터로 전송한다. 음향방출 장비는 이러한 신호를 측정하여 응력 하의 구조물 거동과 상태를 평가할 수 있도록 자료와 관련 도표들을 만들어낸다.
결함은 응력집중으로 인해 주로 음향방출 신호를 발생한다. 이러한 응력은 주로 구조적 파괴를 일으키는 작용재이므로 음향방출은 구조 물의파괴와 친숙한 연관을 가지고 있다. 구조물은 실제 파손되기 오 래 전부터 많은 음향방출을 발생시키므로 음향방출에 의한 시험은 이러한 음향을 검출하여 파손을 예측할 수가 있다. 금속재료 내에서 전위이동 또는 미세균열의 생성 및 성장 등은 대표적인 음향의 발생 원으로 알려져 있으며, 크게 연속형 신호와 돌발형 신호로 설명된다.
Fig. 1은 음향방출이 발생하였을 때 신호를 측정·수집하는 과정을 도식적으로 나타낸 것이다. 아래 나타낸 바와 같이 음향방출 신호 측정은 입력단계와 적용단계 그리고 분석 단계의 3부분으로 크게 분 류할 수 있다.
입력단계는 응력이 가해졌을 때 구조물에서 발생하는 음향을 수집하 는 것을 나타낸 것이고 두 번째 적용단계는 데이터의 수집 및 계기 에서 분석할 수 있게 끔 하는 증폭단계로 나타낸다. 또한 세 번째 단계는 데이터를 분석하기 위해 진폭, 지속시간, 상승시간, 주파수, 진동수등 다양한 형태의 데이터를 비교 그래프로 나타내어 개개의 데이터의 특성을 분석하는 단계이다.
Input Amplification Part A n a l y s i s
Defect
E l a s t i c Wave Sensor
Preamplifier Mainamplifier
FFT Analyzer
AE Enegy RMS Meter
Duration Amplitude
Hits
Avg.
Frequency
AE Signal
AE Equipment
Fig 1. Block diagram of the measuring system.
2.2 AE신호의 근원
음향방출 신호는 응력을 받은 물체의 변형 또는 파손에 의해 발생 하여 재료 내에 전달되는 파동현상의 일종이다. 이 신호는 크게 연 속형과 돌발형 신호로 구분되며 연속형 신호는 주로 금속재료의 소 성변형 또는 마찰, 누설 등에 의해 발생되며 진폭이 낮고 연속적으로 신호가 발생된다.
이와 반대로, 돌발형 신호는 재료의 파손 또는 상변태, 응력부식균 열, 피로균열, 크립 등 높은 잔류응력이 존재하는 곳에서 순간적으로 발생되며 신호의 진폭이 크고 급격히 전파된다. 다음은 음향을 발생 하는 여러 가지 현상을 정리한 것이다.
- 소성변형 : 전위(dislocation), 쌍정(twinning), 석출(precipitates) 등
- 파괴 : 연성 및 취성파괴, 피로(fatique), 크맆(creep) 등 - 상변태 : 마르텐사이트 변태(martensitic transformation), 용융
(melting), 결빙(freezing), 소결(sintering) 등
- 화학반응 : 응력부식균열 ( SCC : stress corrosion cracking), 수소지연균열(HIC : hydrogen induced cracking),
산화(oxidation)등
- MAE(mageto acoustic emission) : ferromagnetism ( magnetic domain wall motion) - 허위 근원(pseudo source) : 누설(leakage), 입자마찰(particle
impact), 공동(cavitation), 마찰(friction), 마모(wear) 등
2.3 AE시험의 장·단점
기존의 비파괴시험 방법은 시험체의 외부에서 물리적인 에너지(초음 파, 방사선 등)를 가하여 변화되는 에너지를 관찰함으로서 기하학적인 결함을 검출하였으나, AE시험은 기하학적인 결함을 검출하는 것이 아니라, 시험체에 일정 응력을 가하여 응력장과 결함의 상호작용에 의해 시험체 내부에서 발생되는 탄성 에너지를 수집하여 결함의 미세 거동을 검지하며, 시험체의 건전성(결함의 활동성 및 위치 등)을 정량 적인 방법으로 측정한다.
그러므로, AE시험은 재료 내에 존재하는 결함들 중에서 사용 응력에 가장 민감한 결함(균열의 진전 등)을 검출할 수 있으며, 그 활동성을 평가하므로 다른 비파괴시험 방법에서는 평가할 수 없는 장점을 가 지고 있다.
또한, 장치류의 운전 중에도 운전압력의 1.1배 이내의 압력상승으로 시험이 가능하여 대형사고를 미연에 방지할 수 이는 측면에서 매우 유용한 시험방법이다.
2.4 AE시험의 적용분야
AE시험은 크게 2가지로 나누어 적용된다. 재료과학 분야에서 소재 의 기계적 특성을 평가하기 위해 기존의 인장 또는 압축시험 등과 병 행하여 소재 특성 파악에 이용되고 있으며, 산업현장에서는 구조물, 대 형 장치류 등의 안전성 평가 및 연속감시와 항공·우주분야, 지질연 구분야, 용접중 연속감시 등 광범위한 분야에 이용되고 있다. 다음은 AE시험을 적용하고 있는 대표적인 예이다.
- 재질내 거동 : 균열의 진전, 피로, 부식, 응력부식균열(SCC), 크맆 (creep), 섬유(fiber) 깨짐, delamination 등의 검출에 이용.
- 공정중 비파괴시험 : 금속제조 공정 중에 금속과 합금의 상변태 (matensite 변태), 기공, 급냉(quenching)균열, 게재물등의 검출과 성형가공중(압연, 단조, 압출성형등) 또는 용접, 납땜중 결함(게 재물, 균열, 기공) 검출에 이용.
- 구조물 감시 : 금속구조물, 광산 등의 연속감시 및 압력용기, 배 관망, 다리, 케이블등의 주기적 시험 및 누설부위 등의 검출에 이용.
- 석유화학공업 : 저장탱크, 반응기, 배관망, 밸브, drill pipe, offshore platforms, 수소처리설비 등의 사용전 및 사용중 검사 와 연속감시에 이용.
- 전기설비 : 핵반응기, 배관, 증기발생장치, 세라믹 단열부, 변압기 등의 이상유무를 파악하기 위한 검사 또는 연속감시에 이용.
- 항공·우주산업 : 가동중(비행중) 연속감시 및 피로균열, 부식, 복 합재료 구조물 등의 특성 파악 및 연속감시에 이용.
- 전자산업 : 전자부품의 헐거운 부분, 접합부, 균열 등을 검출하기 위한 품질관리에 이용되고 있다.
3. 시험방법
3.1 저장탱크 개요
시험탱크는 Photo. 1과 같이 산소를 저장하기 위하여 1980년 KS 기준 9) 에 따라 SPV 490 등급의 고장력강으로 제작된 구형 저장탱 크이며 1977년 제작되어 1980년에 설치되어 약 20년 이상 사용되었 다. 이 탱크의 직경은 13.92m, 높이 25m이며, 탱크를 지지하기 위해 8개의 컬럼(column)으로 되어있다. 두께는 대략 31mm이며, 설계압 력은 26.5kg/㎠이나 실제 사용압력은 약25kg/㎠로 사용하고 있다.
이 탱크는 최근에 API 653의 보수절차서 10)에 따라 하부 1, 2단 (course)에 대해 일부 용접·보수되었다. 이들 용접 보수된 영역에서 결함은 초음파탐상검사(ultrasonic test) 및 자분탐상검사(magnetic particle test)에 의해 계측한 용접부에 평행한 미세균열로써 길이 1 0∼100mm, 깊이 4.5∼16mm까지 분포되어 있는 것을 Fig.2에 나타내 었다.
Photo. 1 Sphere-type storage tank .
10mm 15mm 35mm
3.2 시험장비 및 센서배열
음향방출 측정장비는 Physical Acoustic Corporation(PAC)의 Spartan 2000을 사용하였다. 음향방출센서는 40dB의 이득(gain)을 갖는 전치증폭기(pre-amplifier)가 내장된 PAC R15I를 사용하였다. 이 센서 는 70∼200kHz의 주파수 대역을 가지며, 공진주파수는 150kHz이다.
센서의 부착은 저장용기의 벽에 부착된 삼각 모드(triangular mode) 의 배열을 나타내며, 방사선 투과시험(radiograph testing), 자분탐상 시험(magnetic particle testing)로 표시된 영역은 음향방출 시험 전 결 함지역(보수지역) 위치를 나타내었다. 또한 자분탐상시험(1)은 음향방 출시험 후 발생한 결함을 나타내었다. Fig. 3과 4는 각각 시험유체 (물)가 채워진 상태로 저장탱크 벽에서 연필심 파괴(0.3mm 2H pencil break) 실험으로부터 측정된 거리별 센서의 감도를 감쇄거리 측정에 의한 것과 파 진행속도를 나타낸 것이다. 이들 시험 결과로 부터 음향방출 발생원으로부터 문턱값(45dB)을 상회하는 최대거리는 대략 3.15m 정도로 평가되었다. 또한, 도착시간차로부터 계산된 음향 방출파의 평균속력은 3.103m/s로 나타났다. 위 감쇄거리와 속도 측 정결과를 바탕으로 Fig.5와 같은 형태로 센서를 부착하였다.
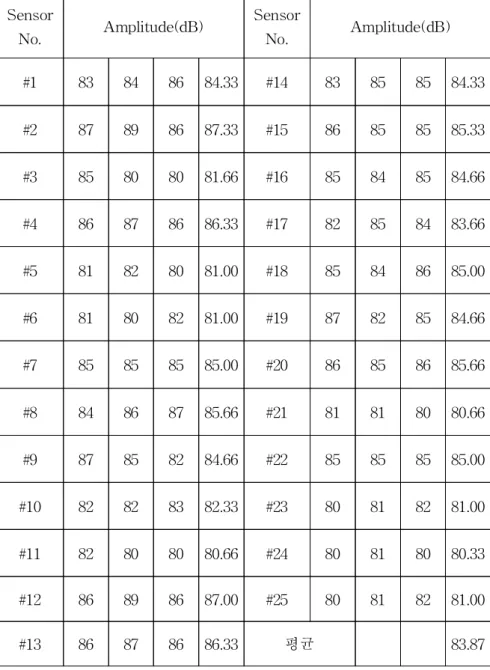
센서의 부착상태와 수신상태를 점검하기 위해 센서의 감도교정을 저장탱크의 벽(shell)에 부착된 개별 센서 근처에서 3회에 걸친 연필 심 파괴실험을 통하여 측정하여 얻은 평균 진폭값은 Table 1에서 나 타낸 같이 83.7dB를 나타내었다. 이 값을 기준으로 ±4dB를 벗어나 는 각각의 센서에 대해서는 위해 요인을 찾아 기준값내에 들어가게 교정하였다. 이 기준은 ASME Sec. Ⅴ의 절차에 따라 실시한 것이
Fig.3 The Attenuation distance measured by pencile break(0.3mm,2H).
Figure. 4 The wave velocity measured by pental pencile Break(2H).
Fig.5 Sensor locations on the bottom of a storage tank.
Table 1. The Sensitivity check on each channel .
Sensor
No. Amplitude(dB) Sensor
No. Amplitude(dB)
#1 83 84 86 84.33 #14 83 85 85 84.33
#2 87 89 86 87.33 #15 86 85 85 85.33
#3 85 80 80 81.66 #16 85 84 85 84.66
#4 86 87 86 86.33 #17 82 85 84 83.66
#5 81 82 80 81.00 #18 85 84 86 85.00
#6 81 80 82 81.00 #19 87 82 85 84.66
#7 85 85 85 85.00 #20 86 85 86 85.66
#8 84 86 87 85.66 #21 81 81 80 80.66
#9 87 85 82 84.66 #22 85 85 85 85.00
#10 82 82 83 82.33 #23 80 81 82 81.00
#11 82 80 80 80.66 #24 80 81 80 80.33
3.3 하중절차
저장탱크의 압력시험은 설계압력의 1.5배까지 가압하는 수압시험과 더불어 실시하였다. 시험을 실시하기 전 배경잡음을 10∼15분간 점 검하고, 그 다음으로 압력은 ASME SEC.V의 절차에 따라 단계적을 상승시켰다. 가압은 저장탱크 상부에 부착된 입력노즐을 통하여 대 략 0.2kg/㎠/h의 압력으로 가압과 압력유지를 반복하여 실시하며 상 승시켰다. 이러한 음향방출 데이터 취득과 모니터링은 Fig. 6의 가압 절차에 따라 거의 1차와 2차에 걸쳐 실시간으로 측정을 하였다.
Fig.6 Loading sequences in a storage tank.
4. 결과 및 고찰
Figure. 7의 (a)와 (b)는 1·2차에 걸쳐 저장탱크의 하중유지, 하중 증가 절차에 따라 25개의 모든 시험채널(혹은 센서)에서 검출된 음 향방출 사건들의 진동횟수(counts) 및 진폭의 분포를 도시한 것으로 서 사건변수들의 분포특성은 두 유형으로 구분됨을 보여준다. 이들 중 하나는 가압과 더불어 사건들이 과도하게 방출될 뿐만 아니라 많 은 진동 횟수(high counts) 발생과 큰 진폭(high amplitude)을 가진 다. 다른 하나는 하중유지기간 중 발생하는 사건으로 상대적으로 낮 은 사건과 간헐적으로 발생하며, 상대적으로 상대적으로 적은 진동 횟수 및 낮은 진폭을 갖는다. 또한 1·2차 AE 신호의 차이는 재료 의 변형과, 응력의 이완 및 Kaiser 효과에 의해 2차 AE 신호가 소량 으로 나타났다. 이러한 특성의 AE 신호는 1·2차에 걸쳐 747개와 104개의 hit 발생으로 확인이 된다.
25개 채널에 대해 가압 중에 발생한 신호의 상관관계를 Fig.8, 9에 나타내어 신호의 특성을 나타내었다. 이들 진폭은 대부분 50∼80dB 영역 내에 있으며, 진동횟수(1∼100), 오름 시간(1∼400㎲) 및 에너지 (수십∼200)의 영역에 걸쳐 분포하고 있다. 이러한 신호는 대부분 압 력의 상승에 따라 발생하였으며, 2차의 경우에는 신호의 발생특성은 유사하지만 단지 소량의 신호만이 발생하였다. 이러한 데이터는 Kaiser 효과에서 설명하는 결함과 데이터의 상관관계에 잘 부합되며 잡음에 의한 신호 특성은 적게 나타난다. 따라서 이들 신호는 진짜 AE 신호의 특성을 나타내며 이들의 발생원인은 대부분 재료의 변 형, 응력완화 등에 의해 나타나는 AE 신호로 판단된다. 선행연구결 과에 따르면 EMI는 높은 진폭과 낮은 진동횟수의 특성을 나타내고 RFI는 높은 주파수 대역의 신호가 검출되고 그리고 기계적 마찰에 기인한 음향잡음신호는 진폭이 넓은 영역에 분포하며, 높은 진동횟
7)
(a) The first loading (b) The second laoding Figure 7. The comparisons of time vs. count.
Fig.8 AE correlation plots during the first loading.
따라서 이들 신호의 대부분은 Fig. 7에서 보이는 바와같이 재료의 국소변형 및 미세결함등에 기인한 순수 음향방출 특성을 암시한다.
이들은 일반적인 기계적 잡음에 비해 비교적 적은 진동횟수(<550) 와 오름시간(<100㎲)을 가지며, 하중유지 및 하중증가 과정에서 사 건들은 지속적으로 방출된다. 큰 결함이 존재할 경우 Felicity의 효과
13)에 의해 2차시험에서도 음향이 지속적으로 발생하여야 하며. 또한, 하중절차에 따른 사건들의 발생률과 진폭분포는 하중유지 및 하중증 가 과정에서 뚜렷한 차이를 나타내야 하나 1차는 이러한 현상이 관 찰되지만 2차 시험의 경우 구분이 명백하지 않다. 이것은 시험하중 영역에서 저정탱크에 존재하는 음향방출 발생원은 결함의 성장이 아 니라 응력의 이완 및 재료의 국부적인 변형등에 따라 AE 신호가 발 생한 것으로 판단된다 왜냐하면 결함성장이 수반될 경우 하중이 증 가함에 따라 사건의 진폭, 발생율, 진동수, 지속시간 등의 변수들은 전체적으로 증가하는 경향을 나타내기 때문이다.
Fig.10과 11은 Fig.7에서 가압중에 발생된 신호를 제외하고 압력유 지 중 취득된 각각의 시험채널(혹은 센서)에 검출된 누적 사건수를 나타낸 것으로서 AE 신호 특성을 나타낸 것이다. 압력유지중의 신 호는 상승과 마차가지로 대부분 적은 진폭과 소량의 진동횟수 등을 나타내는 것을 확인할 수 있다.
Fig.11 AE correlation plots during the second load holding.
Fig.12는 활성센서(active sensor)들에 검출된 사건변수들의 상관관계 를 도시한 것으로서, 건들의 진동횟수 및 오름시간은 진폭이 클수록 상대적으로 증가하는 경향을 보인다. 이러한 경향은 음향방출의 주 요 발생원(main source)이 유일하거나 유사한 결함들의 존재와 관련 이 있는 것으로 생각된다.
순수 음향방출로 판단되는 사건들의 음향방출 발생원을 검증하기 위 하여 위치표정(source location)과 탱크내부에서 자분탐상검사 및 육 안검사를 수행하였다. 도착시간차 분석은 저장탱크의 기하학적 형태 와 적은 신호의 발생등에 의해 검출이 용이하지 못하여 실시하지 못 하였고 다만 1차시험의 경우 신호의 발생강도가 비교적 큰 1,7,10,18 번과 2차의 경우 3번 채널에 대하여 신호의 강도를 분석하여 지역 위해도 요인에 대해 분석을 실시하여 Fig. 13에 나타내었다. 이들 데 이터 분석 결과 1차의 경우 채널 10번에서 신호의 연속성을 나타낼 뿐 그 외 채널에서는 적은 신호와 불연속적 증가를 나타내고 있다.
2차의 경우 1번 채널도 불연속적인 신호의 증가를 나타내며 적은 신 호를 나타내고 있다. 이들 모두의 실험결과 결함에 의한 신호의 특 징을 나타내고 있는 것을 없으며 결과적으로 재료의 변형에 의한 신 호의 발생이 되었을 것으로 추정된다.
Fig. 12 Plots of signal strength vs. channel.
(b)
Fig.13 Signal strength distribution of channel for the first loading.
(a)
(b)
Fig.14 Signal strength distribution of channel for the second loading.
Fig.15 The comparison of NDT and AE sensor contact locations.
이것들은 AE 분석프로 그램(MONPAC)을 바탕으로 실시하였다. 이 들 실험 결과 모두 위험성을 포함한 결함은 없는 것으로 분석되었으 며 Fig.15에 나타낸 바와 같이 자분탐상검사 및 육안검사에 의한 결 과도 잘 부합되었다. 따라서, 본 시험하중영역에서는 결함의 크기와 관련된 사건변수들의 특성은 관찰되지 않았다. AE 신호의 검출은 결함과 센서간의 거리, 결함의 형상 및 깊이 등의 차이에 가장 영향 을 받으며, 소재의 열화등에 따라서도 영향을 받는다. 이러한 이유 로, 음향방출은 시험환경에서 결함의 위치표정, 소재의 열화등에 따 라 위해도 평가에는 매우 효과적일 것으로 판단되나, 결함의 크기를 평가 및 소재의 열화등을 판단하기 위해서는 다른 비파괴시험법 (UT,MT,표면복제등)들을 활용하여야 할 것으로 생각된다.
본 연구를 통하여 음향방출의 현장응용 가능성을 확인할 수 있었 다. 결함의 위치표정뿐만 아니라 결함의 성장거동을 감시할 수 있는 음향방출은 저장 용기류의 건정성 평가에 유효한 기술로 판단된다.
보다 효과적인 현장응용을 위해서는 시험대상에 따른 시험절차 및 하중 증가율(loading rate), 센서배열, 결함의 위해도 평가기준, 그리 고 검증을 위한 후속 비파괴시험 등에 대한 연구가 지속적으로 이루 어져야 할 것으로 생각된다.
5. 결 론
본 연구에서는 보수용접한 대형 산소저장 탱크의 용접결함을 검출 하기 위하여 음향방출 모니터링 한 후 활성센서들에 인접한 용접부 에 대하여 초음파·자분탐상시험 후 결함부위를 보수한 후 음향탐 상시험를 실시하고 후에 자분탐상검사를 재 실시하였다. 음향방출 음답 특성 및 자분탐상검사 시험결과로부터 얻은 결론은 다음과 같 다.
(1) 고장력 탄소강(KS 의 SPV 490)으로 제작된 구형 저장탱크에서 측정된 음향방출파의 전파속도는 3,101m/sec로 나타났다.
(2) 물이 채워진 상태로 감쇄거리 측정결과 2.15m 이었다.
(3) 재료의 변형에 의해 나타나는 음향방출의 특성은 다음과 같다.
일반적으로 AE 시험 중 잡음은 EMI, RFI, 유체 이동에 의한 마찰등 이 주로 발생하는데 이것은 가압속도 조절 및 장비의 적정한 차폐에 의해 방지할수 있으며, 재료의 변형에 의해 발생하는 음향방출은 높 은 진폭(60∼80㎲)에 비해 적은 진동횟수(100미만) 및 오름시간(400㎲) 은 상당히 좁은 영역에 걸쳐 분포하였다.
(4) 결함 및 재료의 변형등과 잡음에 의해 발생하는 가압절차에 따 라 적절히 실험을 함으로써 구별이 가능하다.
6. 참고문헌
1) Core P.T., "MONOPAC - Condition Monitoring for Static Plant -Case Histories" , J.Acoustic Emission, Vol.8, No.3, 1989, pp.31-33
2) Physical Acoustics Corp., "MONPAC Technology Package", Vol. Ⅰ, Ⅱ, 1987
3) Barthelemy H., "Periodic Inspection of Compressed Gas Cylinders and Tubes - Flaw Detection using Acoustic Emission Testing", ASME J.Pressure Vessel Technology, Vol.
110, 1986, pp.161-167
4) Peacock M.J., "Acoustic emission Monitoring of a Large Pressure Vessel During a Pneumatic requalification Test", J.
A coustic Emission Vol. 8, No.3, 1989
5) Blackburn P.R., Rana M.D., " Acoustic Emission Testing and Structural Evaluation of Seamless, Steel Tubes in Compressed Gas Services", ASME J. Pressure Vessel, Vol.108, 1986, pp.234-240
6) Shum P.W., Ducke J.C., "Critical Analysis of Acoustic Emission Monitoring of Pressure Vessels" , PVP-Vol. 257, Scientific and Engineering Aspects of Nondestructive Evaluation ASME 1993, pp.1-5
7) Tidswell R.D., Shipley M.P., "An Evaluation of Acoustic Emission for In-service Crack Detection in Pressure Vessels and Pipework", PVP-Vol.336, Structural Integrity, NDE, Risk and meterial performance for Petroleum, Process and Power ASME 1996, pp.175-181
8) Fower T.J., "Recent Developments in Acoustic Emission Testing of Chemical Process Equipment", Progress in Acoustic Emission Ⅳ, Proceedings 9th International Acoustic Emission Syposium , Kobe, japan, 14-17 Nov., 1988, pp.391-404
9) API Standard 650, "Welded Steel Tanks for Oil Storage", 1995
10) API Standard 653, "Tank Inspection, Repair, Alteration, and Reconstruction",1995
11) API 1104, "Welding of and Related Facilities", Section 6, 1996
ABSTRACT
In order to the check the structural defect of the repaired sphere type storage tank, acoustic emission signals were monitored while pressure was applied up to the 1.5 times of the designed pressure.
Magnetic particle test was subsequently performed on the welded part surrounded by active sensors. In field test, false emissions interfere from electromagnetic emission, radio frequency, wind or mechanical noise. The false emission are characterized by high amplitude, low counts of oscillations and high frequency band (≥
650 KHz). Real emission were distinguished from the false ones by acoustic emission and magnetic particle test in this study. The degree of structural deformity and false emission was correlated.
The observed singnal were confirmed to be caused by the structural deformity rather than the shortage of acoustic emission.
감 사 의 글
먼저 본 논문의 완성이 있을 때까지 끊임없는 지도와 편달은 물론 항상 염려해 주시고 가르침을 이끌어 주신 지도교수님이신 조남돈 교수님께 깊은 감사를 드립니다.
항상 관심과 염려 속에 지켜보아 주시고 논문심사를 해주신 박화수 교수님, 지충수 교수님께도 감사 드립니다.
또한 대학원 과정에서 많은 지도를 베풀어주신 이진형 교수님, 권훈 교수님, 남원종 교수님께도 지면으로나마 감사를 드립니다.
그리고 대학원 생활과 본 논문실험에 큰 도움을 주신 이태희 선배 와 김승대 선생, 최영수군 과 정원구 후배에게도 진심으로 감사의 마음을 전합니다.
이렇게 좋은 결과를 맺을 수 있도록 많은 배려와 격려를 보내주신 서울특별시립 상계직업전문학교 김윤세 이사장님과 김한서 교장선생 님, 박상윤 주임과 김형진 주임, 김명선 주임 그리고 늘 어려울 때나 즐거울 때에 동고 동락 함께 하는 각 공과 선생님들과 우리 능력개 발과 행정직원에 감사 드립니다.
끝으로 오늘이 있기까지 지극한 사랑을 베풀어주신 장모님의 은혜 를 새삼 느끼고 있으며 항상 옆에서 나보다 더 힘들면서 웃음을 잃 지 않고 내조해준 아내, 그리고 예의바르고 공부 열심히 해주는 사 랑하는 딸 주미와 저를 아는 모든 분들과 오늘의 이 작은 결실에 대 한 기쁨을 함께 나누고자 합니다.