Polyimide계 기체분리막의 개발 동향
오 대 윤·남 상 용
†경상대학교 나노ㆍ신소재공학부, 공학연구원, 아이큐브 사업단 (2011년 12월 20일 접수, 2011년 12월 26일 수정, 2011년 12월 26일 채택)
Developmental Trend of Polyimide Membranes for Gas Separation
Dae Youn Oh and Sang Yong Nam†
School of Materials Science and Engineering, Engineering Research Institute, i-Cube Center, Gyeongsang National University, Jinju 660-701, Korea
(Received December 20, 2011, Revised December 26, 2011, Accepted December 26, 2011)
요 약: 고분자 기체분리막은 막분리 공정에서도 가장 빠르게 발전하고 있는 분야이다. 고분자 기체 분리막 공정은 심냉
법, 가압 기체 흡착법과 견주어 볼 때 경쟁력을 지니고 있다. 기체분리용 고분자 소재로는 폴리술폰, 폴리페닐렌옥사이드, 폴리카보네이트, 폴리이미드 등의 방향족 고분자들이 주로 사용되었다. 현재 이 중에서도 유리상 고분자인 폴리이미드의 경 우 높은 투과도와 선택도를 달성하기 위해 많은 연구가 이루어지고 있다. 고분자 소재는 기체분리 성능에 많은 영향을 미치 는 요인이기 때문에 기체분리용 고분자 소재와 구조에 대한 올바른 이해가 중요시되고 있다. 본 논문에서는 폴리이미드 제 조 및 기체투과 특성에 대한 동향 및 개발 방향에 대해 확인하였다.
Abstract: Polymeric gas separation membrane is the fastest growing field in membrane separation process. Polymeric gas separation membrane process is competitive compare to cryogenic process and pressure swing adsorption process. Aromatic polymer materials such as polysulfones, polypheneylene oxides, polycarbonates and polyimides have been used for gas separation. Recently, glassy polymer likes polyimide in aromatic polymers has been developed for achievement of high se- lectivity and permeability coefficients. The accurate understanding on a type and structure of polymer material is very im- portant, because the factor that polymer material affect gas separation property. In the study, trend and the development di- rection on synthesis and permeation properties of polyimide is confirmed.
Keywords: gas separation membrane, glassy polymer, polyimide, polybezimidazole
1. 서 론
1)
고분자를 이용한 분리막은 전자, 연료전지, 정수, 기 체 및 증기 분리 등과 같은 여러 분야에서 그 응용 범 위가 증가하고 있는 추세로 많은 집중을 받고 있다. 고 분자 분리막은 전위차, 농도, 압력, 온도 등을 이용한 추진력을 통해 물질의 투과속도를 조절 할 수 있는 특 징을 가지고 있다[1-6]. 이러한 특징을 가지는 고분자 분리막은 기공 크기에 따라 각각의 응용 분야가 다르게 되며 이 중에서도 압력차를 추진력으로 하는 대표적인
†교신저자(e-mail: [email protected])
분리 공정에는 정밀여과(microfiltration, MF), 한외여과 (ultrafiltration, UF), 나노여과(nanofiltration, NF), 역삼 투(reverse osmosis, RO), 투과증발(pervaporation, PV), 기체분리(gas separation, GS), 압전투석(piezodialysis) 등이 있다[7,8].
최근 고분자 분리막 중에서도 기체분리는 가장 빠른
속도로 발전하고 있는 분리막 분야 중 하나로써 그 시
장 규모 및 응용 범위가 늘어나고 있다. 고분자막을 이
용한 기체분리는 기체의 막에 대한 투과도 차이를 이용
하여 분리하는 하나의 새로운 공정으로 기존의 기체분
리공인이 심냉법(cryogenic process), 가압 기체 흡착법
(pressure swing adsorption process, PSA) 등과 같이 가
Fig. 1. Separation mechanism of gas separation membrane.
(a)
(b)
Fig. 2. Robeson’s upper bound[11,12] (a : 1991, b : 2008).
Fig. 3. Solution-diffusion mechanism of membrane[13].
장 널리 쓰이고 있는 공정이다. 고분자 기체 분리막은 심냉법이나 가압 기체 흡착법과는 달리 상 변화를 요구 하지 않으며 운전이 쉽고, 설비 규모가 작으며, 에너지 소모량이 낮아 다른 공정에 비해 상당한 경쟁력을 가지 고 있는 공정이다[9].
1831 년 Mitchell이 기체의 종류에 따라 막을 투과하 는 속도가 차이가 난다는 사실을 발견하여 보고된 것에 의해 기체 분리 가능성이 대두되고 1866년 Graham이 고무막을 이용해 기체 분리 현상에 대한 이론을 제안하 여 막 기체 분리의 기본 이론을 성립시켰다. 오래된 분 리막 시스템 개발 역사 속에서도 고분자 기체분리막이 실제 산업에 적용된 것은 그리 오래되지 않았다. 1950 년대 본격적인 개발이 시도되어 실용상품이 시판되기 시작하였으며 1970년대 DuPont사에서 폴리에스터 중 공사막을 개발하여 혼합기체로부터 수소와 헬륨을 분 리하였다. 이와 같이 기체 분리에 대한 연구는 50년 이 상이 되겠지만, 실용화되기 시작한 것은 30여 년 정도 되었다고 보아야 할 것이다.
Fig. 1 에 기본적인 기체분리 원리에 대해 나타내었다.
고분자 기체분리막의 추진력은 압력이 적용되며 각각
의 기체분자의 투과 및 확산 계수 차이에 의한 분리가
일어나게 된다. 기체분리막 소재로는 크게 고무상 고분
자와 유리상 고분자로 나눌 수 있다. 일반적으로 고무
Fig. 4. Free volume as a function of temperature[8].
상 고분자의 경우 투과도는 높으나 선택도가 낮은 경향 을 나타내며 유리상 고분자는 이와 반대로 투과도는 낮 으나 선택도는 높은 경향을 나타내고 있다[8]. Fig. 2는 Robeson 에 의해 보고된 유리상 고분자와 고무상 고분 자들에 대한 O
2/N
2의 투과도 및 선택도이다[10,11]. 유 리상 고분자가 높은 선택도를 나타내고 있는 것을 확인 할 수 있고, upper-bound라 불리는 선에 가장 근접한 소재임을 알 수 있다. Fig. 2에서도 알 수 있듯이 고분 자 소재들 또한 투과도가 증가하면 선택도가 낮아지고 투과도가 감소하면 선택도가 증가하는 trade-off관계를 보여주고 있다. 일반적으로 기체분리는 Fig. 3과 같은 용해-확산 원리가 적용된다[12]. 용해-확산 원리는 고분 자 사슬의 운동에 의해 생성되는 자유 부피(free-vol- ume, V
f) 나 미세한 기공을 통하여 일어난다. 막을 구성 하는 고분자 사슬의 강직성, 가교성, 분자간의 인력 등 막의 물리적 성질은 기체분자의 확산에 큰 영향을 미치 며 이러한 확산과정이 기체분자의 투과속도를 지배하 게 된다. 용해-확산 원리는 Fick의 제1법칙과 Henry 법 칙을 적용하여 식 (1)과 같이 나타낼 수 있다.
P = D × S (1)
여기서 P (permeability)를 기체의 투과 계수라 부르 며 1 barrer은 1 × 10
-10[cm
3(STP) ⋅cm/cm
2⋅sec⋅cmHg]
로 정의된다. 기체 투과시 기체의 용해에 관계되는 평 형론적 인자인 용해도 계수(solubility, S)와 속도론적 인자인 확산 계수(diffusivity, D)로 특정 짓게 되는데 이 값들은 막을 구성하는 고분자 소재의 고유 값이다.
고분자 소재의 구조에 따른 투과도 값이 변하게 될 때,
용해도 계수의 값은 크게 변하지 않으며 확산 계수의 값이 크게 변하는 결과를 보인다. 따라서 고분자 소재 의 구조를 변화 시켜 확산 계수를 향상시키기 위한 연 구에 초점이 맞추어져 있다.
용해도 계수는 기체 분자들이 고분자 분리막에 얼마 나 용해될 수 있는가를 나타내는 지수이다. 이는 고분 자 단위 부피당 흡착되는 기체의 농도로서 결정되는 값 으로, 고분자 분리막과 기체의 물리적 상호작용뿐만 아 니라 기체의 응축도에도 영향을 받는다. 고분자와 기체 분자간의 상호작용 및 고분자-기체분자의 상호작용과 기체분자의 상대적인 응축도에 영향을 받기 때문에 응 축성 기체와 작은 기체분자의 분리에 있어서 큰 값을 나타낼 수 있다. 비응축성 기체들은 유리상 고분자에서 용해선택도는 크게 차이가 없으나, 증기-기체 혹은 이 산화탄소-비응축성 기체 등에 대해서는 용해선택도가 높아 투과선택도를 가져올 만큼 충분히 큰 값을 가진 다. 일반적으로 고무상 고분자의 투과선택도는 용해선 택도에 크게 영향을 받으며, 실리콘계 고분자 및 폴리 에틸렌옥사이드계 고분자는 증기-기체 분리 및 이산화 탄소 선택성 분리막의 가장 좋은 예이다. 확산선택도는 통과하는 분자의 모양과 크기에 대해 고분자가 얼마나 선택적일 수 있는지를 나타내는 척도이다. 확산선택도 는 통과하는 기체분자의 움직임뿐만 아니라 고분자 사 슬의 경직도와 사슬간 밀집도와 같은 구조적 요인에 영 향을 받는다.
많은 요인들에 의해 투과도 및 선택도에 영향을 받는
고분자 기체분리막이 상업화되기 위해서는 다양한 장
점을 지니고 있지만, 낮은 투과성능을 보이는 단점 또
한 가지고 있으므로 이를 극복하기 위해 고분자가 지니
고 있는 고유의 투과계수를 향상시켜야 한다. 따라서
고분자의 구조에 따른 자유용적이나 유리전이온도(glass
transition temperature, T
g) 등과 같은 고분자의 물성에
대해 살펴볼 필요가 있다. Fig. 4에 유리전이 온도에 따
른 자유용적을 나타내었다[8]. 고무상 고분자의 경우 흡
착 선택성 고분자로 CO
2/H
2, vapor/permanent gas 등과
같은 증기 분리 시스템에 적용되며, 대표적으로 poly(di-
methylsioxane) (PDMS) 가 높은 투과도를 가지면서도
응축성 기체들에 대해 높은 선택도를 나타내고 있어
poly(organosiloxane) 에 대한 자세한 연구가 이루어지고
있다[13]. 현재 고무상 고분자로는 또한 복합막의 형태
에서 선택층으로 유리상 고분자 보다는 고무상 고분자
를 주로 사용하게 되는데 이는 결정성이 높은 유리상
Fig. 5. Application of polyimide membrane[15].
Fig. 6. Synthetic scheme of polyimide.
고분자를 선택층으로 택할 경우 고분자의 낮은 용해도 로 인한 용매의 선택적인 제한성으로 인해 단점이 있기 때문이다. 유리상 고분자의 경우 확산 선택성 고분자로 O
2/N
2, H
2/N
2, H
2/CH
4등을 분리하기 위한 응용분야에 적용되며 확산 계수를 증가시키기 위한 개발이 이루어 지고 있고 대부분의 기체분리막으로는 유리상 고분자 를 사용한다. 유리상 고분자로 폴리술폰(polysulfone, PSf), 폴리이미드(polyimides, PI), 폴리카보네이트 (polycarbontes, PC), 폴리페닐렌옥사이드(poly(phenyl- ene oxide), PPO) 등과 같은 소재가 기체분리용으로 주 로 사용되고 있다[8]. 고분자 기체 분리막은 타 공정에 비행 작동 온도 범위가 좁다. 그러나 유리상 고분자 중 에서도 폴리이미드와 같은 소재는 열적 안정성이 뛰어 난 소재로 기체 분리막에 적용하기 위해 계속적으로 연 구개발이 이루어지고 있으며 고분자 기체 분리막의 작 동 온도를 확대 시킬 것으로 보인다. 따라서 본 논문에 서는 내열성 고분자인 폴리이미드의 특성 및 개발 동향 을 정리하여 소개하기로 하겠다.
2. Polyimide
2.1. Polyimide 특성
방향족 폴리이미드 고분자는 1908년에 Marston Bogert 에 의해 처음으로 제조되었고, 1955년에 dianhy- dride 와 diamine의 축합중합에 의한 높은 분자량을 가 지는 폴리이미드가 등장하였다[14]. 200°C의 온도범위 내에서 사용 가능하며 단기간 이용될 경우 480°C에서 도 사용되는 열적 안정성을 지닌 소재이다. 또한 높은 온도에서도 기계적 강도가 매우 좋으며 그 외에도 내화 학성, 높은 기체 선택도를 보이는 뛰어난 소재로 많은 응용 분야에서 매우 활발하게 연구되고 있는데 고분자 분리막의 응용 분야 중 기체 분리막에서 연구가 가장 많이 이루어지고 있는 것을 Fig. 5에서도 볼 수 있다
[15]. 폴리이미드의 경우 유리상 고분자로 높은 선택도 를 보이나 낮은 투과 계수로 인해 dense한 필름의 형태 로는 기체분리에 적용하기 어렵고, 따라서 투과도를 높 이기 위한 화학구조의 개선이 필요하며 용해성이 좋지 못하여 가공성이 어려운 단점을 가지고 있다. 이를 보 완하기 위해 투과 계수를 증가시키고 용해성을 향상시 키기 위한 방법으로 수많은 종류의 모노머를 통한 폴리 이미드의 화학구조를 개선하는 것과 다양한 합성 방법 및 개질를 통해 발전 할 수 있다.
2.2. Polyimide 합성 방법
폴리이미드는 많은 종류의 dianhydride와 diamine 모 노머를 이용하여 다양한 합성방법에 의해 제조된다. 이 러한 다양한 방법에 의해 제조되는 폴리이미드는 그 합 성법에 따라 물리적, 화학적 물성 등이 변하게 되며 이 는 기체 투과 계수에도 영향을 미치게 된다.
최근에도 널리 사용되고 있는 two-step 방법은 1950
년도에 Dupont사의 연구자들에 의해 개발된 방법으로
Fig. 6 에서도 볼 수 있듯이 용해성이 좋은 폴리이미드
의 전구체인 폴리아믹엑시드(poly(amic acid), PAA)를
1 단계에서 제조하게 되고 고리 닫힘 반응을 일으켜 2단
Table 1. Gas Permeation Properties of Polyimide by Effect of Dianhydride Monomer
No. Polymer Permeability (barrer) diamine dianhydride Vf P(CO2) P(O2) 1
p-ODA
PMDA 0.129 3.55 0.825
2 BPDA 0.121 0.642 0.188
3 BTDA 0.124 0.625 0.191
4 6FDA 0.165 16.7 3.88
5
m-TMPD
BPDA 0.155 137 34.7
6 BTDA 0.131 30.9 8.16
7 6FDA 0.175 431 109
8
4APF
BPDA 0.157 27.7 7.1
9 BTDA 0.153 10.1 2.5
10 6FDA 0.182 51.2 14.2
11
4APPF
PMDA 0.165 17.6 4.98
12 BPDA 0.158 4.96 1.54
13 BTDA 0.163 4.37 1.14
14 6FDA 0.176 19.1 5.13
15
ATPPF
PMDA 0.182 24.6 7.06
16 BPDA 0.177 9.15 3.11
17 BTDA 0.170 6.94 2.17
18 6FDA 0.190 22.8 6.50
CF
3CF
3O O
O
O
O O
(6FDA)
O O O
O
O
O (PMDA)
O O O
O O
O
(BPDA)O C O
O
O
O
O O
(BTDA)
Fig. 7. Various structure of diahydrides used in polyimide synthesis.
계에서 최종적으로 폴리이미드를 합성하게 된다. two-step 에 비 프로톤성인 N,N-dimethylacetamide (DMAc)와 N-meth- yl-2-pyrrolidone (NMP) 가 용매로 주로 사용된다[16].
높은 온도에서 제조된 폴리아믹엑시드를 한번에 폴 리이미드로 합성하는 공정을 one-step 방법이라 하며 반응성이 낮은 모노머를 합성할 경우 사용된다. 여기에 사용되는 용매는 공통적으로 180∼220°C의 높은 끊는 점을 가지는 m-cresol, nitrobenzen, dipolar aprotic amide solvent 가 사용된다. one-step을 이용한 합성방법은 two-step 공정에 비해 높은 결정화도를 가지는 폴리이미 드를 얻기 쉬우며 용매에 대한 용해성이 증가하는 것으 로 알려져 있지만 반응시 폴리아믹엑시드가 폴리이미 드로 전환되지 못하고 다시 모노머로 나뉘어져 반응을 조절하기 힘든 단점이 있다[17-19].
이 외에도 과량의 빈용매에 폴리아믹엑시드를 넣어 고체상의 폴리이미드를 얻는 방법으로 재침법이 있다.
여기서 사용되는 용매로는 주로 물을 사용하지만, 톨루 엔(toluene) 또는 ether 등을 공용매로 사용한다. Diamine 모노머 대신에 diisocyanate를 단량체로 사용하며, 단량
체 혼합물을 120°C 이상의 온도로 가열하면 CO
2가스 가 발생하면서 폴리이미드가 제조되는 isocyanate 방법 이 있다.
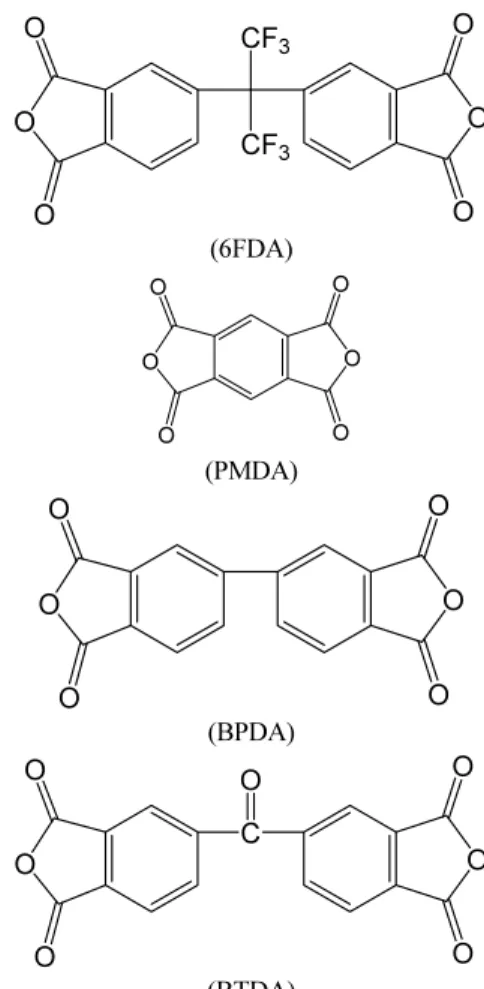
2.3. 모노머에 따른 폴리이미드의 기체 투과 성능 Table 1 과 Fig. 7를 보면 같은 종류의 diamine 모노 머와 합성된 폴리이미드의 기체투과 성능을 알 수 있 다. Dianhydride 구조를 비교해 보았을 때, 합성된 폴리 이미드의 자유 부피는 6FDA > PMDA > BPDA >
BTDA 의 순으로 감소했으며 6FDA가 모노머 사용된
폴리이미드가 가장 높은 투과도를 보였다[15]. 이는
6FDA-based 폴리이미드의 경우 다른 소재에 비해 폴리
이미드로 제조되는 경우 고분자 사슬의 응집 밀도가 낮
아 높은 기체투과도를 보인다. 강직한 구조를 가지는
dianhydride 의 경우 반대로 높은 응집 밀도로 인한 낮
은 투과도를 보이는 것을 알 수 있다. 이는 주 사슬의
Table 2. Gas Permeation Properties of 6FDA-based Polyimide
No. Polymer Permeability (barrer) dianhydride diamine Vf P(CO2) P(O2) 1
6FDA
ODA 0.163 23.0 4.34
2 MDA 0.160 19.3 4.60
3 IPDA 0.168 30.0 7.53
4 4APF 0.190 63.9 16.30
Table 3. Gas Permeation Properties of BPDA-based Polyimide
No. Polymer Permeability (barrer) dianhydride diamine Vf P(CO2) P(CH4) 1
BPDA
ODA 0.121 0.87 0.030
2 MDA 0.121 2.17 0.086
3 DDS 0.118 2.57 0.085
4 DDBT 0.125 8.20 0.240
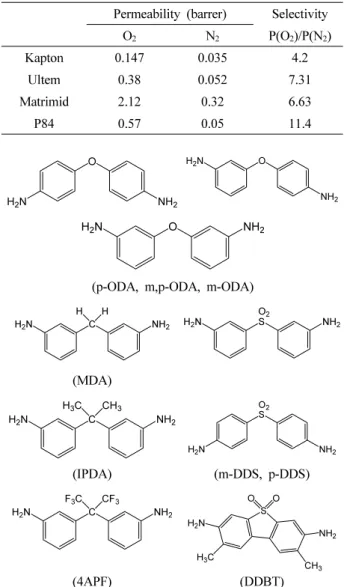
Table 4. Permeability and Selectivity of Commercial Polyimides
Permeability (barrer) Selectivity O2 N2 P(O2)/P(N2)
Kapton 0.147 0.035 4.2
Ultem 0.38 0.052 7.31
Matrimid 2.12 0.32 6.63
P84 0.57 0.05 11.4
O
H2N NH2
O
NH2 H2N
O NH2
H2N
(p-ODA, m,p-ODA, m-ODA)
C NH2
H2N H H O2
S NH2
H2N
(MDA)
C NH2
H2N H3C CH3 O2
S
H2N NH2
(IPDA) (m-DDS, p-DDS)
C NH2
H2N
F3C CF3
S
CH3 H3C
H2N
NH2 O
O
(4APF) (DDBT)
Fig. 8. Various structure of diamines used in polyimide synthesis.
-C(CF
3)- 와 같은 벌키한 구조가 고분자 사슬의 응집밀 도를 증가시킴으로써 이에 대한 결과로 보인다. dia- mine 의 경우에서도 동일하게 관찰되어지는데, Table 2
∼3와 Fig. 8를 통해서도 확인된다. 페닐렌 그룹의 연결 주쇄가 -C(CF
3)-, C(CH
3)
2-, -O-, -CH
2-, -SO
2- 의 순으로 자유부피가 감소하며 -C(CF
3)- 가 사슬간의 거리와 자유 부피의 증가에 가장 큰 영향을 미치는 것으로 알 수 있 다[15].
2.4. Polyimide 소재 개발 동향
Fig. 9 에 상용화된 폴리이미드의 구조를 보게 되면 대부분 방향족 구조를 가지는 것을 확인 할 수 있으며 Table 4 에 이들의 기체 투과 성능에 대해 나타내었다 [20-24]. 대부분 낮은 투과도와 높은 선택도를 보이는 것을 알 수 있다. 앞서 보았듯이, dense한 형태의 필름 은 기체분리막 공정에 적용되기 어려운 단점이 있으므 로 이를 개선시키기 위한 연구도 계속적으로 진행 중에 있다.
폴리이미드의 기체 투과 계수는 사슬내의 회전 운동 에 의한 사슬의 강도에 의해 달라지며, 일반적으로 기 체 투과 계수는 고분자의 자유 부피, 용해도 계수, 유리 전이 온도, 밀도 등에 의해 결정되어진다. 벌키한 구조 인 플루오르기 또는 메틸기를 가지는 모노머가 주로 사 용되는 것을 볼 수 있다. Fig. 10에 다양한 플루오르기 를 포함하는 dianhydride와 diamine을 나타내었다. 벌키
한 구조인 -C(CF
3)- 를 포함하는 모노머는 사슬의 강도
를 증가시키고 CO
2/CH
4에 대한 선택도는 증가하게 되
지만 불소계 폴리이미드의 경우 가소화현상 및 노화 현
상이 빠른 것으로 보고되고 있으며 Fig. 11을 통해서도
확인된다[25]. 가소화 현상 및 물리적 노화를 극복하고
높은 투과도 및 선택도를 얻기 위해 최근 Koros 등은
6FDA-based 폴리이미드를 이용하여 열적 가교 및 코팅
을 통한 연구를 진행하였다[26,27]. Fig. 12에 가교를
통해 제조된 폴리이미드 CO
2투과도 및 CO
2/CH
4선택
도를 나타내었다. 압력이 증가함에 따라 투과도의 변화
를 확인 할 수 있으며 완전히 가소화 현상을 극복하지
N N
* O *
O
O O
O
n
(Kapton)
CH3 CH3
O O
N N
* *
O
O
O
O n
(Ultem)
H2 C
N N
*
CH3 O
O
O
O n
C H H
*
(P84)
n O
N N
* *
H3C CH3
CH3 O
O O
O
(Matrimid)
Fig. 9. Structure of commercial polyimides[20-24].
H2N NH2
CF3
H2N NH2
CF3
F3C
C CF3
H2N NH2
C CF3 CF3
HO OH
NH2
H2N
C CF3 CF3 H2N
NH2
C CF3 CF3
O O
H2N NH2
H2N NH2
F F
F F
H2N
F F
F F
F
F F
F NH2
O O
H2N NH2
F F
F F
O H2N
F F
F F F F
F F
O NH2
C CF3 CF3
O O
H2N NH2
F3C CF3
C CF3 CF3
O O
H2N NH2
C CF3
CF3 C CF3
CF3
O O
H2N NH2
C CF3 CF3
O O
O
O
O
O
CF3 F3C O
O O
O
O
O
Fig. 10. Various structure of diamine and dianhydride monomer containing fluoro functional group in polyimide synthesis.
Fig. 11. Plasticization of gas separation membranes[25].
는 못한 것을 알 수 있다. Fig. 13은 PDMS 코팅을 통
한 가소화 현상에 대한 연구로 6FDA-m-PDA 폴리이미
드의 O
2투과도 및 O
2/N
2선택도이다. 시간이 지남에
따라 O
2투과도가 감소하는 것을 확인 할 수 있으며,
선택도는 증가하는 것을 볼 수 있다. PDMS 코팅을 통
해서는 노화 현상을 극복하기에는 어려운 것으로 확인
되었다. 최근 진행된 연구 결과에서도 알 수 있듯이, 불
소계 폴리이미드는 높은 투과도를 가졌지만 가소화
Fig. 13. Influence of PDMS coating on phsical aging of 6FDA-m-PDA poyimide of ∼200 nm (a) oxygen permeability, (b) O
2/N
2selectivity; and ∼500 nm (c) oxygen permeability, (d) O
2/N
2selectivity[26].
Fig. 12. Effect of feed pressure on (a) CO
2and CH
4permeance (b) CO
2/CH
4selectivity of fibers crosslinked at 350°C for 2h[27].
현상에 대한 문제는 여전히 남아있고 이에 대한 연구는 앞으로도 해결되어야 할 문제이다.
최근에는 가교 결합을 통한 공중합체 폴리이미드에 graft 를 시켜 기체 투과 성능에 대한 연구가 이루어지고
있는데, 2011년에 M. Askari 등에 의해 보고된 논문의
결과를 보게 되면 graft에 사용된 재료는 α-cyclodextrin,
β-cyclodextrin, γ-cyclodextrin을 사용하였는데 각각이
가지고 있는 자유부피의 크기는 조금씩 다르며 γ-cyc-
Table 5. Gas Permeation and Selectivity of co-polyimide
Polymer(6FDA)
Permeability (barrer) Selectivity CO2 O2 N2 P(O2)/
P(N2)
P(CO2)/
(N2)
Durene -DABA
(9 : 1)
200°C 235.28 53.86 13.4 4.02 17.55 300°C 326.82 88.24 23.16 3.81 14.11 350°C 392.86 112.63 31.24 3.61 12.57 400°C 519.68 144.63 38.01 3.81 13.67 425°C 1302.21 212.59 53.51 3.98 24.33
PI-g-α- CD
200°C 241.23 57.73 14.52 3.98 16.61 300°C 373.61 112.25 31.58 3.55 11.83 350°C 416.64 141.19 40.03 3.53 10.4 400°C 568.65 184.91 48.51 3.81 11.72 425°C 2423.03 572.77 127.67 4.49 18.97
PI-g-β- CD
200°C 238.75 57.56 14.35 4.01 16.63 300°C 403.46 120.11 34.23 3.51 11.78 350°C 593.25 165.7 47.65 3.48 12.27 400°C 772.33 243.22 62.91 3.87 12.45 425°C 3112.26 754.35 166.1 4.54 18.73
PI-g-γ- CD
200°C 251.38 61.04 15.46 3.95 16.26 300°C 416.38 125.22 34.89 3.59 11.93 350°C 663.35 184.44 51.22 3.6 12.95 400°C 929.97 307.75 77.79 3.96 11.95 425°C 4211.12 1024.35 231.23 4.43 18.21
Fig. 14. Trade off lines of CO
2/CH
4separation (empty symbols are pure gas results, solid symbols are mixed gas results)[28].
Fig. 15. Schematic illustration of mixed matrix membranes hollow fiber, with the zeolite particulate within the poly- meric phase.
lodextrin 의 경우 가장 큰 자유 부피를 가진다[28]. 같은 조건에서 제조된 copolyimide와 copolyimide-g-(α, β, γ)cyclodextrin을 비교해보면 Table 5에서도 볼 수 있 듯이 그라프트된 경우 투과도가 다소 증가되었고 선택 도는 반대로 조금 감소한 것을 확인 할 수 있으며 가교 시킨 온도에 따른 영향을 확인 할 수 있다. 가교 온도 가 증가함에 따라 크게는 약 5배 정도의 투과도가 향상 된 것을 볼 수 있으며, 선택도 또한 copolyimide에 비해 서 copolyimide-g-(α, β, γ) cyclodextrin이 더 높은 선택도를 나타내었다. Fig. 14는 이러한 결과를 보여주 며 Robeson이 제시한 upper-bound 선을 넘는 성능을 나 타내는 것을 확인 할 수 있다.
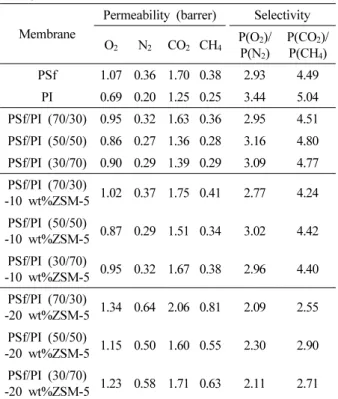
고분자 중합체의 막의 물성을 강화시키면서도 기체 분리막으로 적용시키기 위한 폴리이미드의 mixed ma- trix membranes (MMMs) 에 대한 연구가 진행되고 있 다. 가장 일반적으로 많이 사용되는 제올라이트와 폴리 이미드-폴리술폰 블렌드된 고분자가 사용되어 연구된
기체 성능 결과를 Table 6에 나타내었다[29]. 모든 기체 에 대한 투과도는 증가하지만 선택도는 감소하는 것을 알 수 있다. 아직까지 MMMs로의 적용을 위한 폴리이 미드의 연구는 다소 부족한 편이다. MMMs의 응용을 증가하기 위해서는 두상의 결합을 최대한으로 향상시 키고 적절한 농도 및 형태에 대한 연구가 계속적으로 이루어져야 할 것으로 보인다. Fig 15는 제올라이트와 폴리이미드 MMMs의 중공사 막에서의 가능한 형태를 보여주고 있다[30]. 이러한 형태로 적용되면 분자체와 고분자의 결함을 보완할 수 있게 되며 이산화탄소 분리 에 효과적으로 적용될 것으로 보인다. Koros 등은 높은 성능을 가지는 기체분리막을 제조하기 위해서는 MMMs 의 제조 과정 및 고분자의 선택이 중요하다고 언급하였다.
폴리이미드는 carbon-based membrane에 적용하기 위
한 가장 좋은 소재로 각광 받고 있지만 제조 단가가 비
Table 7. O
2Permeability vs O
2/N
2Selectivity of Polyimides on Twisted Biphenyl Dianhydride and Spirofluorene Diamine
Polymer Permeability (barrer) Selectivity O2 N2 P(O2)/P(N2)
Polyimide 1 18 2 9
Polyimide 2 28 12 2.3
Polyimide 3 52.2 12 4.4
Polyimide 4 121 54 2.2
Table 6. Pure Gas Permeation and Ideal Selectivity through Pure, Blend and Mixed Matrix Membrane
Membrane
Permeability (barrer) Selectivity O2 N2 CO2 CH4 P(O2)/
P(N2)
P(CO2)/
P(CH4) PSf 1.07 0.36 1.70 0.38 2.93 4.49
PI 0.69 0.20 1.25 0.25 3.44 5.04 PSf/PI (70/30) 0.95 0.32 1.63 0.36 2.95 4.51 PSf/PI (50/50) 0.86 0.27 1.36 0.28 3.16 4.80 PSf/PI (30/70) 0.90 0.29 1.39 0.29 3.09 4.77 PSf/PI (70/30)
-10 wt%ZSM-5 1.02 0.37 1.75 0.41 2.77 4.24 PSf/PI (50/50)
-10 wt%ZSM-5 0.87 0.29 1.51 0.34 3.02 4.42 PSf/PI (30/70)
-10 wt%ZSM-5 0.95 0.32 1.67 0.38 2.96 4.40 PSf/PI (70/30)
-20 wt%ZSM-5 1.34 0.64 2.06 0.81 2.09 2.55 PSf/PI (50/50)
-20 wt%ZSM-5 1.15 0.50 1.60 0.55 2.30 2.90 PSf/PI (30/70)
-20 wt%ZSM-5 1.23 0.58 1.71 0.63 2.11 2.71
![Fig. 3. Solution-diffusion mechanism of membrane[13].](https://thumb-ap.123doks.com/thumbv2/123dokinfo/5471636.440322/2.892.100.405.392.902/fig-solution-diffusion-mechanism-of-membrane.webp)
![Fig. 4. Free volume as a function of temperature[8]. 상 고분자의 경우 투과도는 높으나 선택도가 낮은 경향 을 나타내며 유리상 고분자는 이와 반대로 투과도는 낮 으나 선택도는 높은 경향을 나타내고 있다[8]](https://thumb-ap.123doks.com/thumbv2/123dokinfo/5471636.440322/3.892.93.417.141.371/고분자의-투과도는-선택도가-나타내며-고분자는-투과도는-선택도는-나타내고.webp)
![Fig. 5. Application of polyimide membrane[15].](https://thumb-ap.123doks.com/thumbv2/123dokinfo/5471636.440322/4.892.476.800.145.544/fig-application-of-polyimide-membrane.webp)
![Fig. 9. Structure of commercial polyimides[20-24].](https://thumb-ap.123doks.com/thumbv2/123dokinfo/5471636.440322/7.892.467.801.148.1020/fig-structure-of-commercial-polyimides.webp)
![Fig. 13. Influence of PDMS coating on phsical aging of 6FDA-m-PDA poyimide of ∼200 nm (a) oxygen permeability, (b) O 2 /N 2 selectivity; and ∼500 nm (c) oxygen permeability, (d) O 2 /N 2 selectivity[26].](https://thumb-ap.123doks.com/thumbv2/123dokinfo/5471636.440322/8.892.115.765.139.382/influence-coating-phsical-poyimide-permeability-selectivity-permeability-selectivity.webp)
![Fig. 14. Trade off lines of CO 2 /CH 4 separation (empty symbols are pure gas results, solid symbols are mixed gas results)[28].](https://thumb-ap.123doks.com/thumbv2/123dokinfo/5471636.440322/9.892.85.427.163.664/trade-lines-separation-symbols-results-solid-symbols-results.webp)
![Fig. 17. O 2 permeability vs O 2 /N 2 selectivity of polyimides based on twisted biphenyl dianhydride and spirofluorene diamne[31].](https://thumb-ap.123doks.com/thumbv2/123dokinfo/5471636.440322/11.892.95.776.732.933/permeability-selectivity-polyimides-twisted-biphenyl-dianhydride-spirofluorene-diamne.webp)
