232 Gongneung-ro, Nowon-gu, Seoul 01811, Republic of Korea
(Received December 3, 2017, Revised December 13, 2017, Accepted December 14, 2017)
Abstract: Molding conditions can be described as factors that determine the quality of a product obtained from injection molding. Many studies have been performed on the injection molding pressure, injection temperature, packing pressure and other molding conditions related to part quality. However, the most accessible factor among the adjustable molding con- ditions during actual injection is the injection speed. In this study, we simulated the variation of the physical quantity accord- ing to injection speed and performed experiments to understand the effect of injection speed on the actual product. A CAE analysis program (Moldflow) was used to simulate and analyze the results using PC and PBT for two models. In order to compare these results with the experimental results, an actual injection molding was performed for each injection speed, and the correlation between simulation and injection molding, especially for the shrinkage of the molded article, was dis- cussed.
Keywords: injection molding, injection speed, computer simulation, PC, PBT
Introduction
사출 성형은, 고분자 성형 공정 중 가장 정밀도가 높고 생 산성이 높아 그 활용도가 가장 높다. 사출 성형은 고온의 플 라스틱을 고압으로 금형의 캐비티에 주입한 후 냉각하여 제 품을 성형한다. 사출 성형의 사이클은 가소화, 충진, 보압, 냉 각의 모드로 이루어져 있다.
1이러한 성형 공정을 거치 면서 제품이 형성되는데, 각 공정마다 공정설정은 제품의 품질에 영향을 미친다.
2,3사출성형에 중요시 되는 공정 조건은 사출 속도, 사출압력, 보압 절환 위치, 보압 크기, 보압 시간, 수지 온도 그리고 금형 온도 등이다.
4사출속도에 대한 사출압력은 U커브를 보인다.
5사출속도가 느리면 열 발생보다 냉각이 더 커서 유동선단 온도가 강하 하 여 점도가 증가하고, 고화층의 두께가 증가하여 유동저항이 증가하며, 사출압력이 상승한다. 반대로 사출속도가 빠르면 유동선단 온도는 상승하여 점도는 낮아지고 고화층의 두께는 줄어들지만, 고화층과 유동층 사이의 마찰저항이 크게 증가 하여 오히려 사출압력이 증가한다.
6,7따라서 캐비티 내에서 유동선단이 적절한 일정속도로 흐를 때 사출압력은 가장 낮 아진다. 성형공정 입장에서 최적의 사출속도는 주어진 조건 에서 사출압력이 최소가 되게 하는 것이다. 캐비티의 두께에
따라서도 사출속도는 달라져야 한다.
8두께 가 얇은 경우가 두 꺼운 경우보다 금형에 의한 냉각으로 열 손실이 훨씬 크기 때 문에 사출속도를 증가하여 전단 변형률을 높여 마찰열을 증 가시켜야 유동선단의 온도는 일정하게 유지되고 사출압력도 낮아진다. 플라스틱 재료에 따라서 비열, 열전도율, 점도 등이 상당히 다르다. 온도변화에 따라서 점도 변화가 심한 재료 (PC, PMMA) 는 가파른 U 커브를 가지지만 그렇지 않은 재료 (PP, ABS) 는 완만한 U 커브를 가진다.
9-11사출속도는 이렇게 공정상에 큰 영향을 미치는데 이에 따른 체계적인 실험과 해 석은 아직도 미진한 실정이다.
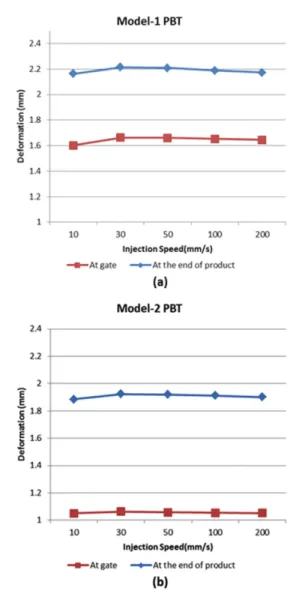
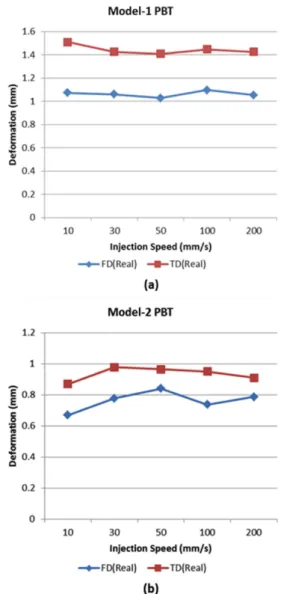
12-14본 연구에서는 컴퓨터 해석을 통해 두가지 모델 그리고 두 가지 재료에 대하여 사출 속도에 따른 캐비티 내의 물리량 변 화 및 제품의 성형 변형을 분석하였다. 그리고 컴퓨터 해석을 통해 분석한 시편의 변형과, 실제 실험을 통해 측정 된 변형 량의 차이를 비교하여 해석 과 실험 결과를 비교 확인하고자 하였다. 이를 통해 최적 사출속도를 산출하는 기본적인 데이 터를 확보하여 실제 상황에 응용하고자 한다.
Simulation and Experiment
1. Study model
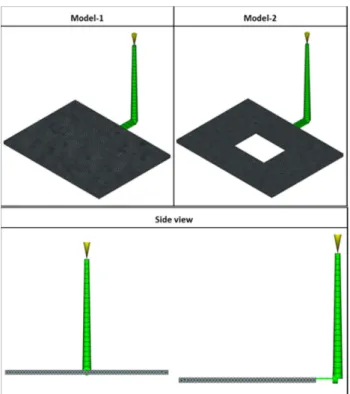
Figure 1 에 본 연구에서 사용한 모델의 형상과 치수를 나타
†