Fabrication of Core-Shell Structured Ni-Based Alloy Nanopowder by Electrical Wire Explosion Method
A-Young Lee, Gwang-Yeob Lee
a, Hye-Ryeong Oh, Hyeon-Ah Kim, Song-Yi Kim, and Min-Ha Lee *
Advanced Functional Materials R&D Group, Korea Institute of Industrial Technology, Incheon 21999, Korea
a
Advanced Analysis Center, Korea Institute of Science and Technology, Seoul 02792, Korea (Received November 7, 2016; Revised November 20, 2016; Accepted November 23, 2016)
···
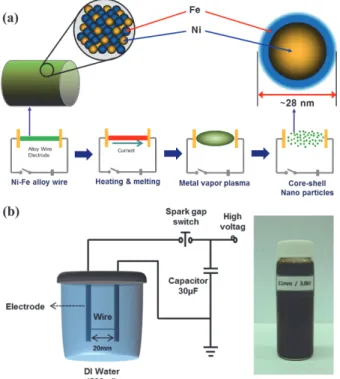
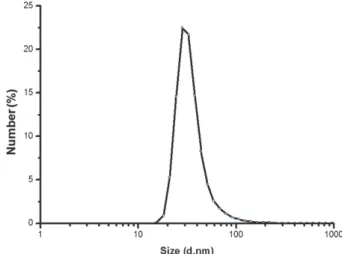
Abstract Electrical wire explosion in liquid media is a promising method for producing metallic nanopowders. It is possible to obtain high-purity metallic nanoparticles and uniform-sized nanopowder with excellent dispersion stability using this electrical wire explosion method. In this study, Ni-Fe alloy nanopowders with core-shell structures are fabri- cated via the electrical explosion of Ni-Fe alloy wires 0.1 mm in diameter and 20 mm in length in de-ionized water. The size and shape of the powders are investigated by field-emission scanning electron microscopy, transmission electron microscopy, and laser particle size analysis. Phase analysis and grain size determination are conducted by X-ray diffrac- tion. The result indicate that a core-shell structured Ni-Fe nanopowder is synthesized with an average particle size of approximately 28 nm, and nanosized Ni core particles are encapsulated by an Fe nanolayer.
Keywords: Electrical wire explosion, Core-shell structure, Nanopowders, Ni-Fe, Grain size
···
1. Introduction
The electrical wire explosion (EWE) method is a prom- ising method for producing metallic nanoparticles. High- purity metallic nanoparticles with a uniform size distribu- tion can be produced by EWE, where the metal or alloy wire is exploded using high pulsed current and voltage during the EWE process [1, 2]. It has been established that the average particle size of nanosized powders syn- thesized in this manner increases with increasing atmo- spheric gas pressure during synthesis, as the increased atmospheric pressure suppresses the expansion of the metallic vapor present during synthesis [3-5].
To produce smaller nanoparticles or those with more narrow size distributions using EWE, the medium around the wire should have high-density inert properties to sup- press the formation of plasma, be able to expand to sup- port the vapor volume present, and have a large heat capacity for rapid cooling of the vapor to prevent parti- cles from being grown through collisions. These condi- tions are critical parameters of the EWE process and
could be satisfied by using a liquid medium [6]. Liquid media have high density around the wire, adequate space is created in the liquid during the explosion by shock pressure, and the vapor and particles can be quickly cooled due to the large heat capacity of the medium [1].
There are several important advantages of liquid EWE processes compared to conventional wire explosions in air. A non-oxide metal powder can be produced without vacuum processing due to the shielding effect of the medium, and the non-oxide phase can be safely kept in the final stage for eventual applied use. Another impor- tant advantage is the homogeneous distribution of the nanoparticles in dispersive liquids such as binder mate- rial for the fabrication of laminate electrodes [5]. Several previous reports have detailed the synthesis of alloy nanoparticles by EWE processing, such Cu-Ni, Cu-Zn and Al-Cu systems [7-9]. However, the detailed forma- tion mechanism of the alloyed nanoparticles, and control over the composition and characteristics of the resulting nanoparticles, are still not well understood due to the complexity of the EWE process [7].
*Corresponding Author: Min-Ha Lee, TEL: +82-32-850-0424,FAX: +82-32-850-0304, E-mail: [email protected]
<PM리뷰>
Ni-Fe bimetallic powders are widely used for various applications such as in catalysts and soft magnetic materi- als [10, 11]. In addition to the synthesis of nearly spheri- cal FeNi
3intermetallic compound particles by EWE, Ni-Fe bimetallic alloy nanoparticles have been produced from Ni-plated Fe wires by a pulsed wire discharging method [12, 13]. In this study, we investigate the formation of Ni- Fe bimetallic nanoparticles with core-shell structures cre- ated by EWE of Ni-Fe alloy wires in de-ionized water.
The effects of processing parameters on the particle size, dispersibility and structure are also presented.
2. Experimental
The nickel-iron alloyed nanopowders were fabricated by EWE in liquid media using Ni-42 wt% Fe alloy wires 0.1 mm in diameter. A solid Ni-Fe alloy wire was placed between EWE electrodes with 20 mm interval lengths and a high current density was passed through (~10
10A/
m
2) in a very short time period (~10
6s). Schematic dia- grams of the overall experimental process and the equip- ment setup for EWE are shown in Fig. 1. The Ni-Fe alloy wire, as the electrode material, was placed in a cyl-
inder filled with 500 mL de-ionized water. Typical exper- imental parameters are summarized in Table 1. The size and morphology of the resulting powders were character- ized by field emission scanning electron microscopy (FE- SEM), transmission electron microscopy (TEM) and laser particle size analysis (LPSA). Phase analysis was con- ducted by X-ray diffraction (XRD) with Co-K α radia- tion. The elemental concentration was determined by energy dispersive spectroscopy (EDS).
3. Results and Discussion
XRD analysis of the dried Ni-Fe powders was per- formed in order to investigate the major phase of the syn- thesized nanopowders. XRD patterns obtained from the synthesized Ni-Fe powders are shown in Fig. 2. The sharp peaks diffracted from the crystalline phases of powders correspond to the diffraction data in the JCPDS cards of Fe-Ni (JCPDS 47-1405) and FeO (JCPDS 01- 1223). The extra peak observed in Fig. 2 originates from the oxide layer (FeO) on the particle surface, which forms during drying. The Ni-Fe nanopowder morphol- ogy observed by FE-SEM (Fig. 3) is a typical homoge-
Fig. 1. Schematic diagram of (a) the experimental procedure and (b) EWE equipment, and synthesized Ni-Fe nanopowder dispersed in solution.
Table 1. Experimental parameters of the EWE process.
Wire diameter 0.1 mm
Length of exploded wire 20 mm
Applied voltage 3.0 kV
Capacitance 30 µF
Solution De-ionized water
Fig. 2. XRD pattern obtained from Ni-Fe nanopowder.
neous distribution of spherical small particles. Moreover, a majority of the particles strongly agglomerated during drying.
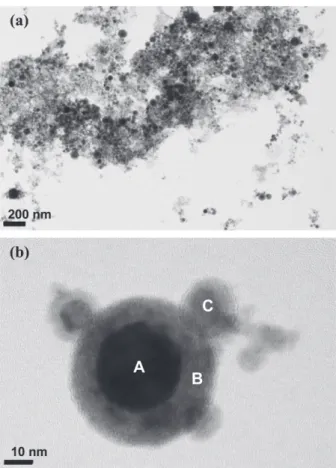
TEM investigations were performed to evaluate the detailed microstructures of the nanopowder, as shown in Fig. 4. Bright field TEM images shown in Fig. 4(a) indi- cate that the particles are nearly spherical in shape, and most particles are less than 30 nm in size. These parti- cles also have a size range over 20 nm and have clear core-shell structures, as shown in Fig. 4(b).
The elemental concentration of the core-shell struc- tured nanopowder was determined by EDS in conjunc- tion with TEM, with the results summarized in Table 2.
The EDS results show that the powder consists of a Ni
r-ich