차세대 바이오디젤 기술개발 현황 및 전망
김 덕 한
SK 이노베이션 에너지연구소
The Trends and Outlook of Technology Development for the Next Generation Biodiesel
Duckhan Kim
Energy R&D Center, SK Innovation, Daejeon 305-712, Korea
Abstract: 미국의 RFS2와 유럽의 RED를 차질없이 실행시키기 위해서는 바이오연료의 보급 확대가 필수적인 요건이 다. 그 중에서도 바이오디젤 보급의 확대는 유럽뿐만 아니라, 아시아 등, 전세계적으로 추진되어야 할 과제로 인식되 고 있다. 그러나, 바이오디젤이 연료 특성상 여러 가지 문제점들을 가지고 있음에 따라, 이를 보완할 수 있는 수첨바이 오디젤의 필요성이 대두되고 있으며, 나아가 BTL 기술을 이용한 차세대 바이오디젤의 등장이 필연적으로 요구된다고 할 수 있겠다. 본 고에서는, 기존의 바이오디젤을 대체할 수 있는 이러한 수첨바이오디젤의 개발 및 상업화 현황을 비롯하여, 바이오디젤 제조관련 BTL 기술 개발의 최근 동향을 소개함으로써, 차세대 바이오디젤의 기술개발의 방향 을 이해하는데 도움이 되고자 한다.
Keywords: biodiesel, HBD (Hydrotreated Biodiesel), BTL, FAME, ULSD, cloud point, CFPP (Cold Filter Plugging Point)
1. 머릿말
1)
수송용 연료시장에 있어서 휘발유가 주종을 이 루고 있는 북미시장에서는 바이오에탄올이 가장 널리 쓰이고 있는 바이오연료인데 반해, 바이오디 젤은 유럽과 일부 아시아 국가들에서 보급이 급속 히 확산되고 있다. 이렇게 바이오디젤의 사용이 빠르게 확산되고 있는 반면에, 최근 들어와 바이 오디젤과 관련하여 다음과 같은 두 가지의 issue가 논란의 대상으로 등장하고 있다. 그 중 하나는 바 이오디젤이 가지고 있는 물성적인 단점 중 하나인 저온 유동성관련 상대적인 열위의 특성이다. 석유 로부터 제조되는 기존의 경유대비 상대적으로 저 온 유동특성이 열위임에 따라, 겨울철 wax의 생성 등으로 차량 연료필터 막힘 현상이 발생하는 근본 적인 문제를 안고 있다. 두 번째로는 유럽 각국들
저자 (E-mail: [email protected])
로부터 제기되고 있는 문제인 ILUC (Indirect Land Use Change)에 대한 issue이다. 이 부분은 단순히 식용작물을 연료로 전환해 쓴다는 인류애 차원의 윤리적 측면에서의 비판뿐만이 아니라, 바 이오연료가 지구온난화의 주범인 이산화탄소의 배출량을 줄여준다는 기존의 주장에 문제가 있음 을 제시하고, 그 계산법이 가지는 허구성을 비판 하고 있다는 점에서 이미 유럽연합에서는 단계적 인 규제법안을 준비하고 있는 상황이다.
결국, 첫 번째 issue를 해결하기 위한 대안으로 수소첨가바이오디젤(Hydrotreated Biodiesel) 관련 기술들이 개발되어 이미 상업생산이 이루어져 보 급되고 있으며, 두 번째 문제를 피할 수 있는 방법
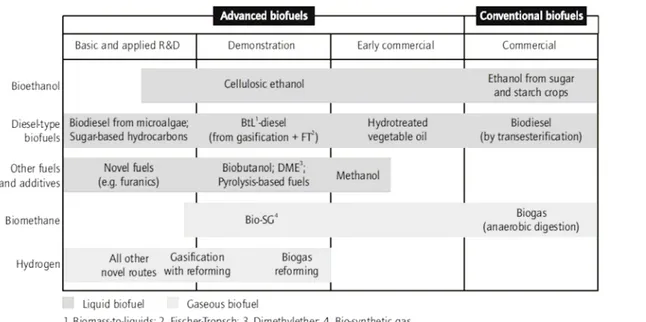
Source: Modified from Bauen et al., 2009.
Figure 1. Commercialization status of main biofuel technologies.
으로 셀룰로오스 등으로 이루어진 non-crop bio- mass 위주로 feedstock을 사용하여 pyrolysis 기술 등을 사용하는 BTL (Biomass-to-Liquid) 관련 기 술들이 개발되고 있는 것이다. 따라서, 본 고에서 는 현재의 바이오디젤이 안고 있는 주요 문제인 저온 유동성 열위 및 ILUC 이슈를 해결할 수 있 는 차세대 바이오디젤의 하나인 수소첨가바이오 디젤과 BTL을 중심으로 기술 개발 현황과 상업화 추진 현황 등에 대해 자세히 소개하고자 한다.
2. 저온 특성과 수첨바이오디젤 도입의 필요성
정부의 ‘바이오디젤 중장기 보급계획’에 따라, 2010년 이래 내수용 ULSD (Ultra Low Sulfur Diesel: 초저유황경유)에는 바이오디젤을 2% 배합 하여 판매해 오고 있다. 정부의 ‘바이오디젤 시범 보급사업 추진에 관한 고시(산업자원부 고시 제 2005-55호)’에 의하면, 현재 국내에서 사용할 수 있는 바이오디젤은 식물성 유지(쌀겨, 폐식용유, 대두유, 유채유 등)와 알코올을 반응시켜 만든 지 방산메틸에스테르(FAME: Fatty Acid Methyl Ester)
로서, 순도가 96.5% 이상인 것으로 정의되어 있어 수첨처리바이오디젤(HBD: Hydrotreated Biodie- sel)은 이에 포함되지 않음에 따라 사용할 수 없는 실정이다.
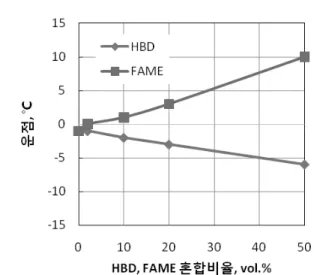
그러나 현재의 바이오디젤이 가지고 있는 여러 가지 단점들 중, 저온 유동성이 나쁘다는 것은 경 유 제품에 있어서 특히 동절기에 가장 큰 문제점 으로 작용한다는 점에서 개선이 필요한 요인으로 대두하고 있으며, 이에 대한 해결책으로 수첨바이 오디젤이 가장 효과적인 대안이 되고 있는 것이 다. 물론, 여기서 수소첨가처리만을 한 HBD보다 는 이성화(Isomerization)처리를 한 iso- HBD가 실 제적인 저온 유동성 개선을 가져온다고 할 수 있 겠다. 이것은 n-paraffin대비 isomer들이 많이 생성 됨에 따라 저온에서 wax 생성을 억제하기 때문이 며, 이에 따라 wax 생성온도(운점: Cloud Point), 연료필터막힘온도(CFPP: Cold Filter Plugging Point), 그리고 유동점(PP: Pour Point)에 있어서 이성화 처리를 한 수첨처리바이오디젤(iso- HBD) 이 기존의 바이오디젤에 비해 크게 개선되는 것을 알 수 있다. Figure 2는 기존의 바이오디젤인
Figure 2. Change of cloud point by blending ratios of HBD and FAME.
Figure 3. Distributions of carbon number of HBD and ULSD.
FAME의 배합량이 증가할수록 경유의 운점이 상 승하는 악영향을 주는 것에 반해, HBD의 배합량 이 증가할수록 경유의 운점이 낮아지는 것을 보여 주고 있어, HBD가 저온유동성을 개선시켜준다.
3. 바이오디젤 대체제로서의 수첨바이오디젤 의 장점
바이오연료 생산은 전세계적으로 빠르게 증가
되고 있으나 향후 계속적인 확산을 위해서는, 지 속적이고 풍부한 renewable feedstock의 확보와 타 연료 대비 가격 경쟁력 확보, feedstock 운송 및 바이오연료 수송관련 제반 여건 확보, highly oxy- genated feedstock들로부터 fuel을 제조하는 신기 술 개발, 그리고 현재의 연료수송 및 infrastruc- ture에 맞는 바이오연료 생산이라는 여러 가지 해결 해야 할 과제들을 안고 있다. 이외에도 바이오디젤 이 가지고 있는 물성상의 단점들이 있어 기존 경 유에 충분히 배합하지 못하는 실정에 있는데 비해, HBD는 여러 가지 측면에서 많은 장점들이 있다.
먼저, 환경적인 측면에서 살펴보면, HBD가 상 대적으로 적은 배출가스를 방출함에 따라 배출가 스 규제 강화 대응 및 온실가스 저감에 기여할 수 있으므로, 바이오디젤에 비해 기존 경유에의 배합 에 제한이 없다. 아울러, 보다 환경 친화적이어서 환경뿐만 아니라 인체에도 위험요인이 적음을 알 수 있다.
또한, 소비자의 입장에서 살펴보면, 기존의 모 든 디젤엔진 차량에 제한 없이 사용이 가능하므로 차량 개조가 필요없으며, 연료 특성 및 성능이 기 존 경유와 동등하여 바이오디젤대비 확대 사용이 가능할 뿐만 아니라, HBD 단독으로도 사용이 가 능하며 기존 경유에의 무제한 배합 사용도 모두
Palm oil FAME HBD Petro-diesel
Density, @15 ℃, g/cm2 0.916 0.880 0.776 0.825
Kinematic vis., mm2/s 8.6 @100 ℃ 5.5 @30 ℃ 4.1 @30 ℃ 3.7 @30 ℃
TAN, mg/g 0.12 0.26 0.00 0.00
Caloric value, kcal/L 8750 8350 8800 9100
Pour point, ℃ 25 0 22 < -15 (Winter)
Oxygen, wt.% 12 12 < 1 0
Table 1. Properties of HBD and Biodiesel
Figure 4. Change of density by blending ratios of HBD and FAME.
가능하다. 뿐만 아니라, 상대적으로 높은 세탄가, 그리고 연료분사 노즐의 청정성 유지에도 도움이 되며, 발열량이 기존 바이오디젤인 FAME 대비 5% 정도 높아 연비가 우수한 장점이 있다. 저온 시동성능도 우수하여, 냉시동시 전혀 문제점이 발 생하지 않으며 냉시동시의 매연 발생도 일어나지 않는다. 아울러, 수분 용해도도 낮아 물로 인해 연 료 필터가 막히는 문제도 일어나지 않는다는 장점 이 있다. 경유 차량의 후처리 장치에도 전혀 악영향 을 주지 않으며 엔진오일을 희석시키지도 않는다.
공급자의 입장에서 살펴보면, 정유사의 기존 공 급 수송체계 그대로 사용이 가능하므로, 신규 pipeline, station pumps, 또는 전용 저장시설이 필 요치 않다. 주유소 공급체계에서도 기존 물류시스 템 그대로 사용이 가능하며, 수송 infra의 장치 부 식 또는 박테리아 생성 위험성의 증가도 없다.
HBD를 생산함에 있어서도 다양한 저가의 feed- stock 사용이 가능하며, HBD의 직수입 또는 기존 공정 내 생산이 모두 가능하다. 특히, feedstock flexibility 측면에서 살펴보면, biomass의 생산품 질과 관계없이 지속 공급 가능한 feedstock을 확보 할 수 있다.
물성 측면에서 살펴보면, FAME은 배합할수록 밀도가 증가하는 것에 비해, HBD 배합의 경우는 밀도가 감소한다. 따라서, 최근 경유의 밀도 규제 의 상한치가 점차 낮아지고 있어, 경유 생산 시 heavy 유분 배합에 제약이 많으나, FAME 대비 HBD의 낮은 밀도로 인해, HBD 혼합경유에서는 하절기에 FAME 혼합경유대비 더 heavy한 유분
을 배합해서 생산할 수 있다는 장점이 있다.
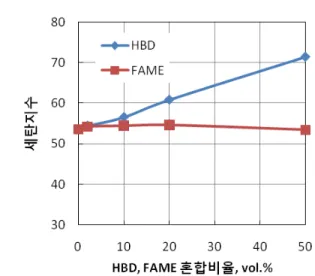
또한, HBD는 FAME에 비해 n-paraffin 비율이 높고 밀도가 낮아, 경유에 배합하였을 때 FAME 배합 경우보다 세탄가와 세탄지수가 높아지는 장 점이 있다. 그러나 FAME은 기존 경유보다도 낮 은 세탄가와 세탄지수를 가지고 있어, 경유에의 배합비율이 높을수록 세탄가와 세탄지수가 감소 한다. HBD는 FAME보다 상대적으로 발열량이 높기 때문에 경유에 배합 시 FAME 혼합경유대비 발열량이 높아지게 된다. 그러나 HBD의 낮은 밀 도로 인해 HBD 혼합경유의 부피당 발열량은 기 존 경유보다는 낮은 편이다.
Figure 5. Change of cetane index by blending ratios of HBD and FAME.
4. 각국의 수첨바이오디젤 상업화 현황 및 전망
국내에서는 SK이노베이션이 유일하게 HBD (Hydrotreated Biodiesel) 생산기술을 개발하여, pilot plant 가동에 이어 demonstration plant까지 건설하여 시험생산을 성공함에 따라, 상업화가 가 능한 기술 수준까지 도달해 있으나, 아직 국내의 다른 연구기관 및 회사에서는 수첨처리바이오디 젤에 대한 기술개발이 이루어지지 않고 있는 실정 이다. 그러나 외국의 사례를 살펴보면, 이미 여러 나라에서 수첨바이오디젤을 상업생산․보급하고 있으며, 그 현황을 살펴보면 다음과 같다. 가장 앞 서서 활발하게 진행하고 있는 곳이 핀란드의 Neste Oil 社이며, 이 회사는 이미 수 년 전부터 NExBTL이란 brand를 사용하여 수첨바이오디젤 을 생산해서 보급해 오고 있는데, 핀란드의 Porvoo에 연산 19만 톤 규모의 생산공정 2기를 가 동 중에 있으며, 싱가포르와 네델란드에 각각 연 산 80만 톤 규모의 생산공장을 건설하여, 유럽 등 10여 개국에 2012년 한 해 약 100만 톤 이상을 판 매해 오고 있다.
미국의 UOP사와 ENI사는 Ecofining Process와 Honeywell Green Diesel이라는 명칭을 사용하여,
공동으로 중국과 인도, UAE 등과 이러한 수첨처 리바이오디젤 생산공정 사용에 합의한 상태에 있 다. 또한, ConocoPhilips사는 Co-processing 방식 을 개발하여 아일랜드의 Whitegate에 연산 30만 배럴의 생산공장을 가동하고 있으며, Texas에서는 Tyson Foods사와 JV를 설립하여 beef fat을 원료 로 ULS-RD라는 이름의 수첨바이오디젤을 생산 하고 있다. Dynamic Fuels사는 Syntroleum 및 Tyson사와 JV (joint venture)를 추진하고 있다.
브라질의 Petrobras사는 H-Bio라는 이름으로 수 첨바이오디젤 생산공정을 개발하였으며, 그 원료 물질로 식물유(vegetable oil)와 미네랄오일(mine- ral oil)을 사용하여 H-Bio를 생산하는 기술을 확 보하고 있다.
이 회사들 중, 가장 앞서 가고 있는 3개사인 Neste Oil사와 UOP, 그리고 Petrobras사의 기술 및 진행 현황에 대해 좀 더 자세히 소개하고자 한다.
먼저, 핀란드의 Neste Oil사는 식물유(vegetable oil)와 동물성 지방(waste animal fats)을 원료로 사 용하여 NExBTL (Next generation biomass to liquids)이라는 이름의 공정을 사용하여 수첨바이 오디젤을 상업생산하고 있는데, 이 회사의 온실가 스 영향에 대해 시험한 결과에 의하면, LCA평가 기준으로 Life Cycle Greenhouse Gas 배출이 기존 석유계 경유(Petro-diesel)에 비해 60% 이상 줄어드 는 것으로 분석하고 있다. NOx는 15% 이상 저감 되며, PM (Particulate Matter)은 25% 이상 저감되 고, THC (Total Hydrocarbon)은 20% 이상, 그리 고 CO는 5% 이상이 저감되는 것으로 발표하고 있다.
Neste Oil사가 HVO Process란 이름으로 생산하 고 있는 수첨바이오디젤의 공정 특징을 살펴보면, 식물유와 동물성지방을 feed로 사용하여, catalytic hydrotreating을 하는 공정이므로 다양한 feedstock 을 사용할 수 있다는 장점이 있으며, feedstock으 로부터 oxygen을 제거하며 hydrogen이 첨가되면 서 이중결합이 saturation된다는 특징이 있다. 여기 서 HVO는 feedstock인 triglyceride에서 fatty acid chain의 hydrocarbon portion으로 생성된다.
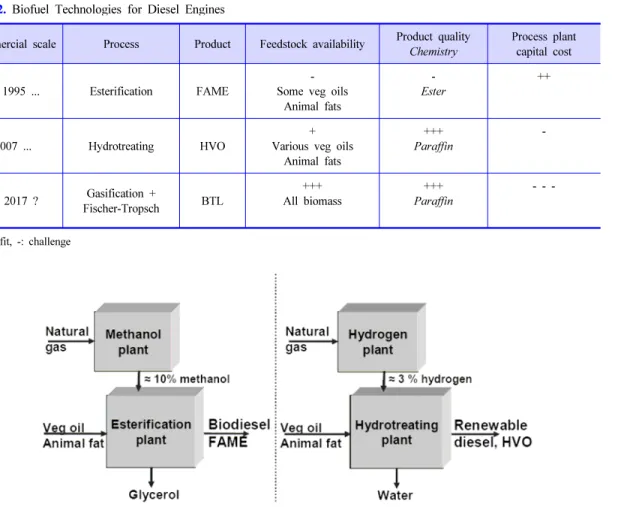
Commercial scale Process Product Feedstock availability Product quality Chemistry
Process plant capital cost
≈ 1995 ... Esterification FAME
- Some veg oils
Animal fats
- Ester
++
2007 ... Hydrotreating HVO
+ Various veg oils
Animal fats
+++
Paraffin
-
≈ 2017 ? Gasification +
Fischer-Tropsch BTL
+++
All biomass
+++
Paraffin
- - -
+: Benefit, -: challenge
Figure 6. Simplified scheme about inputs and outputs of esterification and hydrotreating processes for biofuel production.
Source: HVO, Hydrotreated Vegetable Oil – A premium renewable biofuel for diesel engines, Neste Oil, 2012.
Table 2. Biofuel Technologies for Diesel Engines
특히, 저온 유동성을 향상시키기 위해 isomeri- zation 공정도 포함되어 있어 CP (Cloud Point)가 -30 ℃ 이하며 세탄가도 100 정도로 매우 높다. 그 리고 waste나 부산물없이 clean renewable diesel 을 생산할 수 있다는 특징이 있다. 또한, aromatic 과 sulfur가 전혀 없으며, 우수한 저장안정성을 가 지고 있다. ULSD보다도 배출가스가 적으며, 현재 의 생산 infrastructure를 그대로 사용할 수 있다는 장점도 있다.
미국의 UOP사는 2005년부터 Eni사와 공동으로 Intensive Co-development 프로그램을 추진하여, 2007년에 basic engineering design을 완성하였는 데, Stand-alone unit과 Pretreat and Co-process의
두 가지 공정을 개발하였으며, Ecofining Process 라는 명칭으로 특허 등록이 되어 있다. Green Diesel이라는 이름으로 바이오디젤을 개발한 UOP 의 기술은 Decarboxylation과 Hydrodeoxygena- tion, 그리고 Hydroisomerization의 세 단계로 구 성되어 있다. 이 공정은 바이오디젤 대비 경제성 이 우수하며 sustainable하다는 장점이 있다. 장기 적으로는 waste biomass와 algae oil을 활용하는 기술개발을 추진하고 있다. 본 공정은 naphtha와 고품질의 jet fuel도 생산이 가능하다.
브라질의 Petrobras사는 H-Bio라는 이름의 바이 오디젤을 생산하기 위하여 HDT (hydrotreating unit)을 활용하고 있다. 이 HDT reactor에서는 경
Generation 3 biofuels: When photosynthetic algae or cyanobacteria (shown growing inside cylinders at right) are exposed to sunlight and carbon dioxide, they produce and stockpile fats inside their cells. Exposing the cells to a chemical solvent frees these fat molecules, which can be refined into biodiesel (above).
Generation 4 biofuels: Genetically engineered photosynthetic cells under development (shown at right), when exposed to sunlight and carbon dioxide, could produce and secrete energy-rich fats, which could then be refined directly into biodiesel fuel (above).
Source: The next generation of biofuels, Melinda Wenner, 2009, Scientific American, Inc.
유 유분과 식물유가 투입되어 고온 조건에서 압축 수소가 공급되면서 catalytic hydroconversion이 일 어나게 되며, 이를 통해 수첨바이오디젤을 생산하 는 기술을 확보하고 있다.
이외에도, 일본의 신일본석유에서 BHD (Bio- hydrotreated Diesel)이란 이름으로 수첨바이오디 젤 제조기술을 개발하였는데, NOC 고유의 촉매 를 개발하여 현재 pilot plant 수준에서 연구가 진 행되고 있으나, 실증공장 또는 상업공장 건설 계획 은 아직 구체화하지 않은 것으로 알려지고 있다.
5. 차세대 바이오디젤로서의 BTL 기술 현황 및 전망
앞에서 바이오디젤과 수첨바이오디젤에 대해서 자세히 다루었지만, 기술개발 순서로 볼 때, FAME 으로 대변되는 곡물류(crop)를 이용하여 제조한 바이오디젤을 1세대 바이오디젤이라고 분류하며, 수소첨가처리(Hydro-treatment)를 한 HBD를 1.5 세대 바이오디젤로 분류를 한다. 그리고, 비식용작 물(non-crop)을 바이오매스로 활용하여 Fischer- Tropsch 반응, pyrolysis 등의 BTL (Biomass-to-
Liquids) 기술을 이용하여 만드는 바이오디젤을 2 세대 바이오디젤이라고 분류하고 있다. 물론, 이러 한 세대 분류 term에는 다소 논란의 여지가 있긴 하지만, BTL이 가장 최신 단계에 위치하는 차세대 바이오디젤 생산기술임에는 논란의 여지가 없다.
BTL 기술에는 크게 4가지의 value chain으로 분류할 수 있는데, 첫 번째로는 gasification을 통 한 oxygenate 또는 hydrocarbon류의 Synthetic Fuels (H2 + CO의 합성을 통해 생산되는 모든 연 료를 포함)이며, 두 번째로는 gasification을 통한 Bio-methane, 세 번째로는 gasification을 통한 고 효율 heat & power generation, 그리고 네 번째로 는 pyrolysis와 torrefaction 등과 같은 기술을 통한 intermediate bio-energy carrier가 있다. 그리고 기 술의 종류로는 크게 gasification, pyrolysis, fischer- tropsch process, hybrid hydrogen-carbon process 등으로 분류할 수 있겠다.
먼저, synthetic fuel 관련 기술을 살펴보면, bio- mass를 pyrolysis나 coarse preparation, drying, torrefaction, grinding 등의 전처리를 한 다음, 초 기 conversion 단계인 gasification 등을 거쳐, 두 번째 conversion 단계인 synthesis, reforming, crac- king, hydrotreating, distillation을 거치거나, 또는 이러한 초기 및 두 번째 단계를 거치지 않고 곧바 로 hydrotreatment나 co-treatment 단계를 거쳐서 바이오디젤을 생산하는 방법이 있다.
이 기술을 적용한 세계 최초의 상업적인 BTL공 장이 Choren사의 Carbo-V Process를 사용하여 독 일의 Frieberg Saxony에 건설되었다. 2012년에 Choren사의 biomass gasification 기술이 Linde Engineering Dresden에 팔렸으며, Choren Carbo-V 기술을 더 발전시켜 syngas를 생산하고 있다. 이 Choren Carbo-V Process는 low temperature gasification과 high temperature gasification, 그리 고 endothermic entrained bed gasification의 3 stage gasification process를 통하여 syngas를 생산 하게 된다. 이렇게 생산된 syngas를 SunDiesel이 라는 이름의 자동차용 경유로 전환시키는 데에 Fischer-Tropsch (FT) 공정이 사용된다. Choren공
장은 SMDS (Shell Middle Distillate Synthesis) 기 술을 사용하고 있는데, 이는 Fischer-Tropsch 공정 을 일부 변경하여 합성가스를 생산하는 기술이다.
SMDS 공정은 Qatar Petroleum사와 Shell사에 의해 26만 barrels oil equivalent/day의 생산 용량 의 상업화 규모의 GTL (Fossil gas-to-Liquids)공 장으로 진행되고 있다. Choren이 내세우는 BTL 제품인 SunDiesel의 장점을 살펴보면, 높은 세탄 가로 경유대비 점화성능이 월등히 우수하며, 방향 족과 황이 없어 유해 배출가스를 획기적으로 줄일 수 있을 뿐만 아니라, 유통과정 및 엔진에 특별한 개조 없이도 사용이 가능하며, 온실가스 발생에 중립적이라는 점 등이다. Choren의 프로젝트를 살 펴보면, 바로 이 Carbo-V Process와 Fischer-Tropsch 방식을 사용하여, 2003년도부터 시작한 pilot plant 규모인 Alpha Plant를 건설하여 소규모 생산에 성 공한 다음, 2009년도에 Frieberg에 연간 65000톤 의 dry wood를 feedstock으로 사용하여 연간 15000톤의 diesel과 naphtha가 혼합된 BTL제품을 생산하고 45 MW의 heat을 생산할 수 있는 규모 의 Beta Plant의 건설을 들 수 있다.
독일 Karlsruhe에 있는 Forschungszentrum GmbH 와 Lurge GmbH가 합작하여 추진 중인 Bioliq Project는 fast pyrolysis, entrained-flow (분류층) gasification, 그리고 synfuel production 등을 적용 한 BTL 기술을 이용하여 2 MW 규모의 열을 생산 할 수 있는 pilot plant를 건설하여 운영 중에 있다.
2012년 12월, 프랑스 Stracel에 있는 UPM사의 BTL 프로젝트는, 저탄소발생 기술 혁신을 위하여 신재생에너지와 이산화탄소 포집 및 저장(CCS)을 지원하는데 3억 톤의 이산화탄소 배출권을 지원하 는 유럽의 NER300 Fund 프로그램의 여러 제안 중 첫 번째 결정으로, 1억 7천만 유로의 counter- part funding (對充資金)을 받았으며, Strasbourg에 위치한 제 2세대 BTL 공장의 건설과 운영을 진행 하고 있다. 이 프로젝트는 새로운 고압산소분사 가스화기술을 사용한 공정으로서, 원료물질 전처 리, 가스화, raw gas cleaning, GTL전환, 액상제품 처리 및 저장, 그리고 전기생산 등의 과정을 거치
며, 주로 연간 1백만 톤의 목재 바이오매스를 이용 하여 105000톤의 biofuel을 생산할 예정인데, 80%
는 바이오디젤을 생산하고 20%는 바이오납사를 생산하게 된다.
NER300 프로그램으로부터 지원을 받는 또 하 나의 프로젝트는 핀란드의 Ajos에서 진행 중인 Ajos BTL프로젝트인데, NER300프로그램으로부 터 counterpart funding으로 8천 8백 5십만 유로의 지원을 받는다. 이 프로젝트는 핀란드 북부지역에 320 MW 용량의 BTL공장을 건설하고 운영하는 것으로서, 연간 95만 톤의 목재 바이오매스와 3만 천 톤의 tall oil을 사용하여 11만 5천 톤의 바이오 연료를 생산하는 것이다. 이 프로젝트는 바이오디 젤과 바이오납사를 생산하여 발트해 지역과 핀란 드, 스웨덴에 공급할 예정이다.
이외에도 유럽의 BTL 시범 프로젝트로써, 프랑 스의 5개 회사와 Uhde가 합작한 BioTfuel 프로젝 트가 Fischer-Tropsch 합성기술을 사용하여 1억 1 천 2백만 유로의 예산을 투입하여 biodiesel과 biokerosene을 생산하는 계획이 있다. 또한, 프랑 스의 Bure Saudron에 BTL pilot plant를 건설하여 연간 7만 5천 톤의 숲과 농작물 잔류물을 이용하 여 2만 3천 톤의 biodiesel과 biokerosene, biona- phtha를 생산하는 계획이 있다. NSE Biofuels BTL 프로젝트는 Neste Oil과 Stora Enso사가 합작한 시범 공장으로서, 연간 656 톤의 바이오연료와 12 MW의 heat을 생산할 수 있는 gasifier이다. 이 프 로젝트는 2016년까지 연간 10만 톤의 바이오연료 를 상업 생산한다는 계획을 세워두고 있다. DBI (Dutch Biorefinery Initiative) 프로젝트는 2009년 에 네덜란드 정부의 지원 아래 WUR과 ECN에 의 해 시범 생산 공장이 세워졌으며, 10 MW의 heat 을 생산할 수 있는 entrained-flow (분류층) gasifica- tion 기술을 적용하여 바이오연료를 생산하는 계 획이다.
DIBANET (Development of Integrated Biomass Approaches NETwork) 프로젝트는 ‘The Produc- tion of Sustainable Diesel Miscible Biofuels from the Residues & Wastes of Europe & Latin Ameri-
ca’란 제목의 프로젝트로서, Carbolea사와 Limerick 대학이 3백 7십 3만 유로의 예산으로 공동 설립한 프로젝트이다. 이 프로젝트에는 13개의 기관이 참 여하고 있는데, 6개는 EU에, 그리고 7개는 남미에 소속된 기관들이다. GREASOLINE 프로젝트는 독일의 Fraunhofer 연구소에 의해 개발된 기술로 서, 지방질과 폐기물 등을 원료로 바이오디젤 등 의 탄화수소 혼합물을 생산하고 있다.
유럽 이외에도 미국에서는 Primus Green Energy 가 7백만 달러의 시범공장을 건설하여, Mobil 공 정을 이용하여 바이오디젤을 생산하는 프로젝트 를 추진 중에 있다. Purdue 대학은 고압의 수소 존 재 하에 바이오매스를 급속 가열하는 방식으로 바 이오연료를 생산하는 H2Bioil 기술을 개발하는 등, 다양한 노력을 기울이고 있다.
6. 맺음말
바이오연료는 친환경적인 측면뿐만 아니라 sustai- nable하다는 장점이 있어, 앞으로도 관련기술이 꾸준히 발전해 나갈 것이다. 특히, 현재의 바이오 디젤이 가지고 있는 여러 가지 단점들을 보완할 수 있으면서도 기술적인 어려움 없이 conversion 시킬 수 있는 수첨처리바이오디젤은, BTL기술이 충분한 경제적 경쟁력을 확보할 수 있을 때까지 일정기간 동안 일익을 담당하기에 충분한 장점들 을 지니고 있다.
아울러, BTL 기술 또한 다양한 종류의 feedstock 과 다양한 형태의 기술개발이 급속하게 이루어지 고 있어, 머지않은 시기에 cost 경쟁력을 확보하고 상업화가 실현될 수 있을 것으로 예상되고 있다.
기본적으로, BTL 기술은 거의 모든 종류의 수분 이 적은 바이오매스와 잔류물 또는 유기폐기물, 예를 들면, 일년생 식물들과 잡초들, 볏짚, 숲 간벌 나뭇가지, 제지 및 펄프생산 부산물, bagasse, 폐지 또는 반품 나무 및 섬유 직조물 등을 활용할 수 있 다. 또한, BTL기술은 수송용 액체연료를 만드는 데 간단한 전처리 만으로 거의 모든 종류의 바이 오매스를 사용할 수 있다는 장점이 있다.
통상적으로, 토지 헥타르당 연간 4 m3의 바이오 연료를 생산할 수 있다. 그리고 머지않은 미래에 에너지식물 재배에 약 4∼6백만 헥타르가 사용될 것으로 전망되고 있으며, 이는 현재 기준으로 20
∼25%의 수송용 액체연료를 대체할 수 있는 양이 된다. 이러한 전망을 놓고 볼 때, 바이오연료 시장 은 꾸준히 성장해 나갈 것으로 예상되며, 이에 따 라 HBD 및 BTL 등의 차세대 바이오디젤 관련기 술 또한 지속적으로 발전되어 나갈 것이다. 그리 고, 조만간 cost 경쟁력 있는 BTL 기술이 등장할 것으로 예상된다.
참 고 문 헌
1. Ingvar Landalv, Status report on demon- stration plants for advanced biofuels pro- duction - thermochemical pathway, European Biofuels, Chemrec AB (2011).
2. Melinda Wenner, The Next Generation of Biofuels, Scientific American (2009).
3. IEA, Energy Technology Essentials - Biofuel Production (2007).
4. IEA, Technology Roadmap - Biofuels for Transport (2011).
5. Liquid Biofuels: The Next Generation, Nexant (2009).
6. The Energy Technology Roadmap Biofuels:
The Next Generation, Science Business Publishing Ltd. (2011).
7. Next generation biofuels and synthetic biol- ogy, Foundation for International Environ- mental Law and Development (FIELD) (2011).
8. Thomas Vogelpohl, First and next generation biofuels, Institute for Ecological Economy Research (2011).
9. Nirmala Kaushik, Soumitra Biswas & PR Basak, New Generation Biofuels –Technolo- gy & Economic Perspectives, Technology Information, Forecasting & Assessment Coun- cil (TIFAC) (2011).
김 덕 한
2007 New York Institute of Technology Energy Management 석사
현재 SK이노베이션 에너지연구소
석유Lab장/수석연구원