자동차 플라스틱 부품 락킹레버 검사를 위한 알고리즘 연구
장봉춘
1*1안동대학교 기계공학과
A Study on Algorithm for Inspection of Automobile's plastic part locking lever
Jang Bongchoon
1*1Dept. of Mechanical engineering, Andong National University
요 약 본 논문에서는 생산 현장에서 작업자가 육안으로 하고 있는 자동차 부품의 전수(全數) 검사 방법을 대체하 기 위한 머신 비전 시스템의 개발을 위한 검사알고리즘에 관한 연구이다. 생산 효율과 품질 향상을 위한 노력의 일 환으로 플라스틱 압출 성형에서 생기는 여러 가지 불량품 유형을 PC를 기반한 머신 비전 시스템(Machine Vision System)을 구축하기에 앞서 생산된 부품을 실시간 검사하고 제품의 불량 유무를 판별하는 알고리즘을 개발하는 것이 본 연구의 목적이다. 검사방법에 사용된 소프트웨어는 NI-LabVIEW를 사용하였으며, LabVIEW Vision 이미지 함수를 사용하여 검사 프로그램을 개발하였다. 개발된 검사 알고리즘은 생산 부품의 실시간 검사에 적용 될 수 있으며, 검 사 영역과 설정 값을 비전 시스템 운용자가 설정할 수 있도록 프로그램이 만들어져 검증되었다.
Abstract This paper describes a study on algorithm for the development of machine vision system as well as the inspection of automobile's plastic part locking lever to replace a human worker's eye inspection. Before developing the machine vision system based on the PC, the purpose of this research is to develop the algorithm to decide whether a product is a good/bad one in real time inspection. NI-LabVIEW software is used in the inspection method and an inspection program is developed using LabVIEW Vision image functions. The inspection program was built and validated to help the system operator set up the inspection area and change the criteria number in the program.
Key Words : Locking Lever, Machine Vision, Inspection, Labview
이 논문은 2007학년도 안동대학교 국제학술교류보조금에의하여 연구되었음.
*교신저자 : 장봉춘([email protected])
접수일 10년 02월 08일 수정일 (1차 10년 04월 01일, 2차 10년 05월 03일) 게재확정일 10년 05월 13일
1. 서론
현재 국내 부품 생산 기업의 생산 효율에서는 세계 시 장에서 어느 정도의 경쟁력을 갖추고 있지만, 대량 생산 을 통한 제품을 검사함에 있어서 부품의 불량유무 검사 를 작업자의 주관적인 인지 및 판단에 의지하고 있는 실 정이다. 이러한 방식은 단시간 적은 양의 부품 검사 시에 는 적합하나, 장시간 많은 양의 부품 검사에는 작업자의 착시 현상과 심리 상태와 작업환경 등에 따라 불량유무 를 판단하는데 있어서 객관적인 판단과 일관성 있는 검 사를 하는 것이 어려우므로 다량의 부품 전수(全數) 검사
방법으로는 부적합하다. 따라서 오늘날에는 반도체[1], LCD 패널[2-4], 용접 자동화[5], 파이프[6] 등 다양한 분 야에 자동검사 시스템을 적용해 나가고 있는 실정이다.
본 연구의 대상물인 자동차 부품중 하나인 도어 락킹 레버의 경우 HK사의 연간 자동차 생산 대수 700만대를 고려할 경우 이 부품은 4개의 도어에 들어가므로 2천8백 만 개의 부품에 대한 전수검사가 필요하다.
이러한 국내 실정에서 부품 검사용 자동 검사 장치인 머신 비전 시스템(Machine Vision System)의 개발이 필 요하며 생산 현장에 적용함으로써 부품 생산 효율과 자 동차 플라스틱 부품의 신뢰성을 향상시킬 수 있다. 머신
비전을 이용한 부품 검사의 장점은 불량유무의 기준을 정량화하여 착시현상이 없고 불량 판독의 오인을 획기적 으로 감소시킬 수 있다는 것이다. 따라서 자동차 플라스 틱 부품중 하나인 도어 락킹레버의 검사를 위한 머신 비 전 시스템에 적용될 검사알고리즘 개발이 본 연구의 목 적이다.
2. 검사부품의 불량유형
아래 그림 1은 검사하고자 하는 대상물인 자동차 도어 락킹 레버이며 그 크기와 형상을 보여주며 가로 49.76 mm, 세로 39.45 mm, 높이 12.1 mm, 6.29 mm로 측정되 었다.
[그림 1] 검사 부품 외형
그림1에서 ①, ②, ③ 부위는 불량이 쉽게 발생하는 곳 이다. ①번 부위는 사출 성형에서 부품이 금형 틀에서 빠 져 나올 때 기계적으로 부품을 밀어내는데 이때 금형 틀 과 부품 사이에 마찰로 부품이 한 번에 떨어지지 않는 경 우에 기둥 부위가 휘어지게 된다. ②번 부위에서는 재료 부족으로 인한 미성형 불량품이 대부분이며, 부스럼 (Burr)은 발생되지 않았다. ③번 부위는 재료의 투입 과다 시 생기는 부스럼과 부족 시 생기는 미성형 두 가지 형태 의 불량이 동시에 발현된다. 미성형의 경우 발생 부위의 크기가 매우 작으므로 비전 검사에서 정밀도를 요하는 부분이다. 재료 투입의 과다로 ③번 부위에 불량이 생기 면 검사 부품의 다른 부위에서도 부스럼의 발생이 관찰 된다. 그림 2는 검사 대상 부품의 불량 유형을 보여준다.
양품 기둥 휨
부스럼 미성형
[그림 2] 검사 부품의 불량 유형
3. 시스템 구성
머신 비전의 이미지 획득을 위한 구성품은 카메라 (Sony HR-50), 렌즈(C-mount), 프레임 그래버(NI-1409)를 사용하였다. 렌즈는 C-Mount용 접사링(Close Ring)을 사 용하여 작업거리(렌즈에서 대상부품까지의 길이)를 줄여 전체적인 시스템 크기를 줄였다. 외부 빛의 외란을 줄이 기 위하여 검사 공간을 암실(暗室)로 구성하였다.
3.1 암실설계
[그림 3] 암실 구성도
비전 시스템은 외부로 들어오는 빛의 영향을 감소시키 기 위해서 그림 3과 같은 암실을 Pro-Engineer[7]를 이용 하여 3차원 설계(695 mm x 765mm)하였다. 암실 기본 구
조물은 알루미늄 프로파일을 사용하였고, 외부는 기계적 강도가 뛰어나고, 불투명성을 가진 베크라이트(Bakelite) 를 사용하여 암실을 구성하였다. 암실의 크기는 검사 물 품의 검사 해상도에 따른 작동거리(WD)에 따라서 결정 된다.
암실의 크기를 줄이기 위해서 카메라와 C-mount 렌즈 사 이에 접사링(Close Ring)을 삽입하여 작동거리(WD)를 줄였 다. 작동거리가 짧아짐에 따라 암실의 크기가 작아졌다.
검사 대상 부품의 특성상 평면에서 검사가 이루어질 수 없기 때문에 슬라이더를 레일과 같이 설치함으로써 검사 부품이 양쪽 슬라이더 면을 통하여 내려갈 수 있도 록 설계하였다. 카메라는 슬라이더 설치 각도와 수직되게 설치하였고, 센서에서 신호가 발생하면 카메라가 즉시 이 미지를 받아들이게 하였다. 조명 방식은 전방 조명(Front Lighting)방식과 후방 조명(Back Lighting)방식을 혼합하 여 검사 물체의 외형과 검사물의 기둥부위를 검사할 수 있도록 설계하였다.
3.2 이미지 획득
검사 부품은 검사면(앞면)과 반대편(뒷면) 양면에 돌 출 부위가 있다. 만약 검사 물체를 평면에 놓고 이미지를 찍는다면 돌출 부위 때문에 검사 대상물이 기울여져 획 득된 이미지에 검사 부품의 그림자가 생기게 된다. 부품 의 그림자 때문에 부품과 배경의 구분이 불분명해짐으로 이미지 프로세싱이 어려워진다. 따라서 검사 부품의 형상 에 맞게 그림 4와 같이 암실을 제작하였다.
그림 4에는 링 타입의 백색 LED가 양쪽으로 설치되어 있다. 카메라와 같은 각도로 검사 대상물을 비추게 되면 슬라이더를 통하여 전반사 현상이 일어나 좋은 이미지를 얻을 수 없다. 그러므로 백색 LED는 슬라이더와는 평행 하게 설치되지만 전반사를 피하기 위해서 검사 물체와는 임의각도를 설정한다.
적색 백라이팅(Back Lighting)은 검사 부품의 외형을 검사하기에 유용하며, 전면 조명으로 생기는 전반사 현상 을 줄일 수 있다. 불량품의 대표적 사례인 부품의 부스럼 (Burr)은 작고 원래 부품보다는 매우 얇아서 전면 조명 방식이나 후면 조명 방식의 조도가 너무 강하면 빛을 통 과하여 양품과 같은 외형을 가지게 된다. 그러므로 적절 한 조명 방식과 위치, 세기를 찾아내어 머신 비전 시스템 의 신뢰성과 안정성을 향상 시킬 수 있는 시스템을 구성 하였다.
[그림 4] 이미지 획득 방법
4. 검사 알고리즘
4.1 좌표시스템 설정
그림 5는 LabVIEW[8] 프로그램 내에서 필요한 좌표 시스템 아이콘을 이용한 연결 데이터를 나타내고 있다.
좌표시스템이란 입력되는 영상에서 로딩되는 템플릿 (Template) 영상을 검색하여 위치와 방위에 대한 정보를 구축하는 알고리즘이다. 좌표시스템은 패턴 매칭의 기초 정보를 이용한다. 패턴 매칭은 템플릿 이미지와 소스 이 미지의 특징을 비교하여 소스 이미지에서 템플릿 이미지 와 위치가 같은 부분을 찾고 각도가 같도록 템플릿 이미 지를 회전시켜서 소스 이미지에 템플릿 이미지를 일치 시키는 것이다. 이미지 소스와 템플릿 이미지가 일치하는 부분을 기준 좌표로 설정한다. 즉, 검사하고자 하는 이미 지에서 검사 부품의 위치가 변하더라도 템플릿 이미지를 패턴 매칭을 이용하여 동일 영역과 회전 방향을 찾아내 서 기준 좌표를 설정하는 명령이다.
[그림 5] 좌표 시스템 설정
검사 알고리즘에는 두 개의 좌표시스템이 사용되었는 데 처음에 사용한 좌표시스템은 기준 영상과 템플릿 영 상을 이용하여 기준 좌표를 설정하게 된다. 이 때 검사 영역(ROI)을 설정하게 되어 기본 설정 좌표에서의 검사 영역의 위치 정보를 가지게 된다. 두 번째 좌표시스템은 실시간으로 들어오는 영상을 템플릿 영상과 일치하는 곳
을 찾는다. 좌표시스템 찾기(Find Coordinate System)를 이용하여 좌표 정보를 얻고 좌표시스템 업데이트 (Update)를 사용하여 새로운 좌표 정보로 바꿔 검사 이미 지에서 물체 위치가 바뀌더라도 검사 영역을 이동, 회전 시켜서 검사 영역을 실시간 이미지에 똑같이 적용할 수 있게 된다.
4.2 Find Circular Edge
그림 6은 Find Circular Edge 아이콘이 LabVIEW 프로 그램 내에서 필요한 연결 데이터를 나타내고 있다.
[그림 6] Find Circular Edge
Find Circular Edge는 검사 물체의 경계의 구분 값에 대하여 다수의 탐색점을 검색하여 원의 중심점을 찾아내 는 알고리즘이다. 영상에서 검사영역(ROI) 내에 밝기 레 벨 분포도를 확인하여 분명한 밝기 차이에 의한 경계점 을 찾는다. 픽셀이 가지고 있는 밝기 레벨은 검사 물체의 Edge를 검출하는데 필요한 정보가 되며 픽셀들의 밝기 분포도의 경계점을 찾아내고, 검사 물체의 Edge를 검출 하여 이미지의 흰색 부분은 ‘255’에 가깝고 검은 부분은
‘0’에 가깝다.
4.3 검사 알고리즘
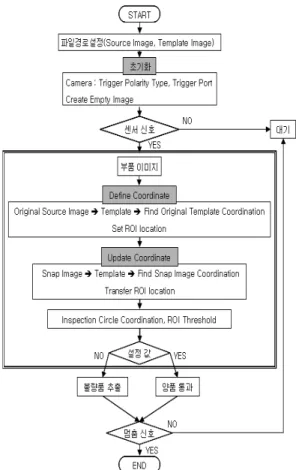
그림 7의 검사 알고리즘을 이용하여 검사 프로그램은 NI Vision Assistants에서 제공하는 이미지 함수를 활용하 여 이미지를 보정, 물체의 정위치 확인, 물체의 실제 크기 를 측정, 패턴 매칭 등의 검사 프로그램을 만들었다.
검사 프로그램을 실행하게 되면 소스이미지와 템플레 이트 이미지를 지정된 위치에서 불러오게 되며 카메라가 초기 설정 값으로 초기화 된다. 물체 검출 신호가 발생하 게 되면 카메라는 실시간 이미지를 받아들이게 되며, 이 미지 소스와 템플레이트를 패턴 매칭하여 이미지 소스의 좌표를 설정한다. 좌표를 설정 후 검사 영역은 기준 좌표 에 종속한 위치 정보만 가지게 된다. 실시간 이미지는 좌 표계 새로설정 옵션을 사용하여 이미지 소스의 검사 영 역을 실시간 이미지 좌표로 변환되게 된다. 새로 설정된 검사 영역에 대하여 이진화 검사를 하게 된다. 검사 영역 의 크기와 측정 영역의 크기 비율(%)은 각각의 영역에
설정 된 설정 치와 비교하여 양․불을 판정하게 된다. 원의 중심 값은 기둥 부위의 휨이 나타날 경우 원의 중심 값은 설정 한계 값보다 크게 되어 불량으로 판정한다.
[그림 7] 검사 알고리즘 흐름도
4.4 검사 프로그램
프런트 패널에는 검사영역과 설정 값을 조절할 수 있 도록 하였다. 부스럼(Burr) 발생과 미성형 검사를 위한 검 사영역(ROI) 8곳을 지정하여 이미지를 이진화한 후 설정 값 기준에 따라 양불 판정을 얻는다. 검사영역의 검사 값 이 설정 값 기준 내에 들지 않으면 검사영역을 표시하는 녹색 사각형은 적색 사각형으로 색깔이 바뀌게 되어 비전 시스템 사용자에게 불량영역을 표시하도록 프로그램을 만들었다. 프로그램 내부에 경과 시간 타이머를 삽입하여 부품 검사에 걸리는 시간을 계산하도록 하였다. 프로그램 초기 실행 시 기준 이미지와 템플레이트(Template) 이미 지를 저장 위치에서 불러온 후 검사가 시작되기 때문에 초기 실행 시에는 약 160㎳ 정도의 시간이 걸리지만 비 교적 짧은 시간에 검사가 이루어짐으로 머신 비전 시스
템의 성능 저하를 일으키지는 않는다. 초기 실행 후에는 평균적으로 50㎳ 내로 부품 검사가 완료된다.
5. 실험 결과
그림 8은 검사 프로그램을 실행 후 정상부품 제품을 투입한 후 검사 결과이다. 검사 영역의 모든 부분의 측정 값이 설정 값 범위 내에 있어서 검사 영역을 나타내는 사 각형이 초록색으로 나타나 있고 기준 좌표와 원의 중심 과의 거리는 370(Pixel)이하라면 불리언 단추가 초록색을 띄고 ‘PASS’ 문구가 나타난다. 1 pixel당 0.12mm에 해당 하여 검사를 수행한다. 측정값이 설정 값 범위 내에 있지 않으면 불량으로 판별하며 검사영역과 측정값이 적색으 로 바뀌게 된다. 그림 9는 기둥 휨 불량을 결과를 나타내 며 그림 10은 미성형 불량 결과를 나타내며 그림 11은 부 스럼 불량을 나타내는 검사 결과이다. 생산현장에서 제공 한 락킹레버 100개를 양품 70개, 불량품 각 10개씩을 혼 합하여 연속적으로 파트 피더를 통하여 공급하면서 테스 트 하였을 때 불량품을 다 찾아내어 검증을 완료하였다.
30개의 불량품들에 각각 맞추어서 70개의 양품들이 통과 할 수 있게 프로그램을 구성하여 비전 시스템을 검증하 였고, 향후 생산현장에서 작업자가 표준화 작업을 수행할 수 있게 프로그램을 작성하였다.
[그림 8] 양품 검사 결과
[그림 9] 기둥 휨 불량 결과
[그림 10] 미성형 불량 결과
[그림 11] 부스럼 불량 결과
6. 결론
본 논문에서는 자동차 부품인 도어 락킹 레버의 작업 자 육안검사를 대체할 머신비전 시스템 도입에 앞서 자 동화검사를 위한 알고리즘 개발을 목표로 하였다. 이러한 전수 검사 방식은 작업자가 하는 전수 검사 방식과 비교 해 볼 때 외부 환경적 영향을 덜 받고, 검사 기준을 정량 적인 검사 수치로 정할 수 있어 전수검사에 대한 신뢰성 을 증가시킬 수 있다. 본 연구에서는 불량 제품 샘플과 양품 샘플을 표본으로 머신비전 시스템에 적용시킨 결과 모든 불량품들을 선별할 수 있는 알고리즘을 개발하였다.
향후 생산용 머신비전 시스템에 적용될 알고리즘으로 적 합하다고 판단되면 아주 미세한 미성형이나 아주 정밀도 를 요하는 것은 샘플에 대한 데이터베이스화를 통하여 양호 또는 불량의 판별기준이 된다. 이는 현장 작업자의 표준화 작업에 의한 프런트 패널에서의 설정 값 조절로 검사기준을 정량화 할 수 있다.
참고문헌
[1] S. W. Kim and Y. S. Ghim, “Measurement and Test System for Large-scale Object,” Journal of the
Korean Society of Precision Engineering, Vol. 22, No. 5, pp. 21-27, May 2005.
[2] J. Y. Song, H. Y. Park, H. J. Kim and Y. W. Jung,
“Development of Defect Inspection System for PDP ITO Patterned Glass,” International Journal of Precision Engineering and Manufacturing, Vol. 7, No.
3, pp. 18-23, July 2006.
[3] C. Oh, Y. Ryu, S. J. Shin, H. J. Yoo and B. U.
Jun, “An Algorithm Development for Detecting Blister Defects of Display Glasses,” Journal of the Korean Society of Precision Engineering, Vol. 24, No. 4, pp. 7-14, April 2007.
[4] 박형근, 이승대, 김선엽, ”TFT-LCD 채널검사 자동화 를 위한 원격 모니터링 시스템 개발”, 산학기술학회 논문지, 제8권, 제3호, pp. 483-487, 6월, 2007.
[5] 이정익, ”실시간 검사 및 제어를 목적으로 한 용접성 평가”, 산학기술학회 논문지, 제9권, 제9호, pp.
605-610, 9월, 2008.
[6] H. S. Kim and B. R. Lee, “Real-Time Pipe Fault Detection System Using Computer Vision,”
International Journal of Precision Engineering and Manufacturing, Vol. 7, No. 1, pp. 30-34, January 2006.
[7] 장봉춘, “공학도를 위한 Pro-Engineer," Young, 2월, 2010.
[8] 곽두영, “컴퓨터 기반의 제어와 계측 LabVIEW”
Ohm사, 2004.
장 봉 춘
(Bong-Choon Jang) [정회원]• 1996년 3월 : 오하이오주립대 기 계공학과 공학석사
• 2000년 6월 : 캘리포니아주립대 기계공학과 공학박사
• 2000년 9월 ~ 2003년 2월 : 미 국 General Motors Tech. Center, Team Leader
• 2003년 3월 ~ 현재 : 안동대학 교 기계공학과 부교수
<관심분야>
머신비전, 메카트로닉스, 하이브리드차량, 차량동역학 및 제어