CopyrightⒸ2008 KSAE 1225-6382/2008/095- 08 Transactions of KSAE, Vol. 16, No. 5, pp.49-59 (2008)
펠릿 이송용 이젝터의 구동노즐 구성에 따른 유동 및 이송특성에 관한 실험적 연구
김 금 규1)․김 의 수1)․강 신 명1)․이 지 근*2)․노 병 준2)
전북대학교 대학원 정밀기계공학과1)․전북대학교 기계항공시스템공학부2)
Effect of Primary Nozzle Configuration on the Flow and Transfer Characteristics in an Ejector System for Pellet Transfer
Keumkyu Kim1)․Euisoo Kim1)․Shinmyoung Kang1)․Jeekeun Lee*2)․Byungjoon Rho2)
1)Department of Precision Mechanical Engineering, Chonbuk National University, Jeonbuk 561-756, Korea
2)Division of Mechanical & Aerospace System Engineering, Chonbuk National University, RCIT, Jeonbuk 561-756, Korea (Received 22 October 2007 / Accepted 31 March 2008)
Abstract : The effects of design parameters on the pellet transport rate in the ejector system which is widely used in the production processes of automotive parts were investigated experimentally. The primary nozzle geometry, the area ratio (R) of nozzle exit cross-sectional area to mixing chamber cross-sectional area and the distance (S) from primary nozzle exit to mixing chamber entrance were considered as the design parameters. The area ratios of the primary nozzle were varied from R=0.10 to R=0.25, 0.30, 0.40 and 0.55. The primary nozzle was positioned at the non-dimensional distance (S/D) of 1.30, 1.87, 2.44, 3.00 and 3.75, normalized using the mixing chamber diameter (D). The design parameters were determined to run with high efficiency by measuring the pellets transport rate. The geometry and the area ratio (R) of the primary nozzle had an effect on the pellet transport rate of the ejector system, and the area ratio of R=0.3 was carefully selected after taking the minimum fluidization velocity and transport rate of applied pellets into account. The higher pellet transport rate with the variation of the distance (S/D) was observed at S/D of 2.44.
Key words : Pellet transport system(펠릿이송장치), Ejector(이젝터), Primary nozzle(구동노즐), Area ratio(면적비)
1. 서 론1)
자동차 사출부품 제조공정에서 제품 원료인 펠릿 (pellet) 이송시스템은 생산공정 효율과 관련된 매우 중요한 부분이다. 특히 제품 생산공정 자동화가 급 속히 진행되고 있는 현실에서 펠릿 이송시스템의 효율은 원가절감 측면에서 중요한 문제가 되고 있 어 이에 대한 성능 향상이 요구되고 있다. 그러나 펠 릿 이송은 매우 복잡한 유동형태로서 해석 및 실험 적 접근 방법을 통해 해결하는 것이 바람직하지만,
*Corresponding author, E-mail: [email protected]
지금까지는 주로 현장 경험에 의존하고 있어 효율 향상에 한계가 있어왔다. 따라서 펠릿 이송시스템 의 이송기구(transport mechanism) 및 펠릿의 거동에 대한 상세한 연구가 요구되고 있으며, 이송시스템 전체에 대한 개선과 더불어 핵심부품인 이젝터의 체계적 연구 개발의 필요성이 대두되고 있다. 펠릿 이송시스템에 사용되는 이젝터는 동적 부분이 없고 구조가 간단하여 운전 안전성 및 내구성이 확보되 어 성능이 검증되어 있지만, 이송대상의 물리․화 학적 특성이 고려되어야하고 이에 따른 작동변수의 최적화가 뒤따라야 한다. 일반적으로 기체와 액체
김금규․김의수․강신명․이지근․노병준
를 작동유체로 하는 이젝터시스템은 많은 발전을 거듭해 왔으며 최근 들어 특수한 분야의 적용을 위 해 많은 연구가 수행되고 있다.1,2) 그러나 펠릿 이송 과 같이 기체와 고체의 이상유동 이송시스템의 경 우 해석적 어려움 등으로 인하여 이젝터시스템 설 계에 유용하게 활용 가능한 실험적으로 구명된 자 료가 충분히 보고되지 못하고 있다. 특히 입체 수송 용 이젝터시스템은 이송대상과 이송방법 그리고 운 전조건 등에 따라 설계변수가 다양한 값을 갖게 되 어 극히 제한적인 무차원 변수를 이용한 결과들이 보고되고 있다.3,4)
Sun과 Eames5)는 압축성 유체를 작동유체로 하는 이젝터시스템에 대한 최근 연구에 대한 방대한 조 사를 통해 이젝터 설계에 필요한 1차원 및 2차원 방 법을 소개하고 장단점을 분석하였다. 또한 이젝터 의 성능은 설계변수에 민감하게 반응하며 유체의 혼합과정을 포함한 작동변수에 관한 실험결과가 설 계에 반영될 때 시스템의 요구 성능을 만족하는 이 젝터를 설계할 수 있음을 보고하였다. Lee 등6)은 분 지관로가 부착된 이젝터 내의 흡입유동현상 구명을 위하여 PIV(particle image velocimetry) 시스템과 유 동해석을 통하여 레이놀즈수 변화에 따른 확대관로 의 유동현상, 평균속도벡터 및 정압분포 등을 조사 한 바가 있다. Cho 등7)은 분체이송 시스템에 압력제 어를 목적으로 오리피스가 설치되어 있을 때 입자 거동 및 유동특성에 대한 해석적 연구를 통하여 이 송관 입구의 난류강도에 따라 오리피스 전후단의 압력강하가 최대 20% 정도 차이를 보이며 정확한 유동특성 구명을 위해서 난류강도의 측정이 필요함 을 보인바 있다. Wang과 Wypych8)는 구동노즐에 앞 뒤로 이동이 가능한 스핀들을 설치하여 구동유량과 압력을 조절함으로서 운전조건을 가변 할 수 있는 비례제트펌프(proportioning jet pump)의 다양한 기 하학적 형상에 대한 연구를 수행하고 설계에 필요 한 기하학적 변수에 대한 결과를 제시한바가 있다.
이러한 연구 결과의 대부분은 화학공정에 사용되는 1 mm 이하의 분체 이송과 관련된 연구가 많은 부분 을 차지하고 있으며 펠릿과 같이 비교적 큰 입자의 이송시스템에 대한 연구결과는 이젝터시스템의 많 은 사용빈도에 비하여 부족한 실정이다.
따라서 본 연구는 자동차 사출부품 제조공정에 사용되는 직경 3 mm 정도의 비교적 큰 입자인 펠릿 의 효율적 이송을 위하여 저압 압송식 관로수송시 스템의 핵심부품인 이젝터의 성능을 향상시켜 이송 속도 및 거리를 증가시키고 공기 사용량을 줄여 공 기원의 에너지 소비량을 감소시킴으로서 이송효율 향상을 목적으로 수행되었다. 이젝터시스템에서 펠 릿 이송능력에 영향을 끼치는 구동노즐 면적비와 설치위치가 실험적으로 조사되었으며 이러한 변수 를 최적화함으로서 자동차 사출부품 제조공정의 효 율향상에 기여하고자 하였다.
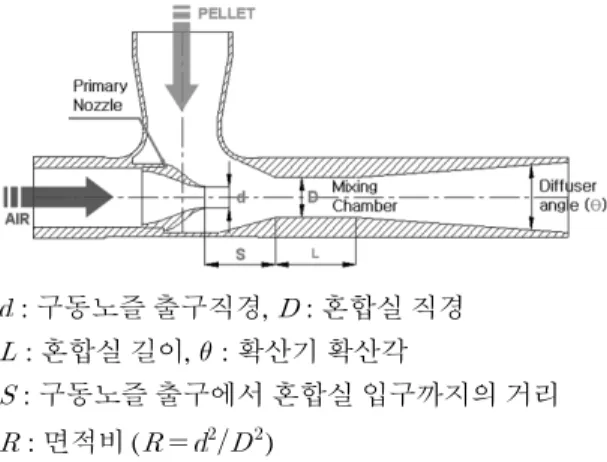
2. 실험장치 및 측정방법 2.1 이젝터 주요부 정의 및 작동변수 이젝터는 사용목적에 따라 다양한 기하학적 형상 을 갖으나 일반적으로 Fig. 1에 나타낸 바와 같이 높 은 압력에너지를 가진 유체가 구동노즐(primary nozzle)을 통해 혼합실(mixing chamber) 내로 분사되 면 고속의 구동유체 주위에 생성된 국부적인 저압 에 의해 낮은 에너지를 갖는 유체 또는 고체를 흡입 구(secondary inlet)를 통해 흡입하는 일종의 분류펌 프 시스템이다.
분사된 고속의 구동유체는 혼합실을 통과하는 동 안 흡입유체와 운동량을 교환하고, 고체를 흡입한 경우 유동화에 필요한 에너지를 전달하면서 서로 혼합되며 확산기(diffuser)를 거치면서 운동에너지 의 일부가 압력에너지로 전환되어 토출라인으로 송
: 구동노즐 출구직경, : 혼합실 직경
: 혼합실 길이, : 확산기 확산각
: 구동노즐 출구에서 혼합실 입구까지의 거리
: 면적비 ( )
Fig. 1 Schematics of ejector and definition of design parameter
펠릿 이송용 이젝터의 구동노즐 구성에 따른 유동 및 이송특성에 관한 실험적 연구
출된다. 이젝터의 성능과 관련된 주요 변수로는 구 동노즐 직경(d), 혼합실 직경(D), 혼합실 길이(L), 구 동노즐 출구 단면적과 혼합실 입구 단면적의 비로 정의되는 면적비(R), 구동노즐 출구와 혼합실 입구 사이의 거리(S) 및 확산기의 확산각() 등이 있다.
특히 펠릿과 같이 비교적 큰 입자 수송의 경우 혼합 실 입구에 위치하는 구동노즐이 입자의 유동을 방 해하는 저항물체로 작용하므로 최소유동면적 확보 측면에서 구동노즐 출구와 혼합실 입구 사이의 거 리는 중요한 설계변수가 된다.
2.2 구동노즐 직경 선정 및 이젝터 형상 공기를 구동유체로 하는 압송식 관로수송 시스템 은 이송대상을 분사시켜 비산하도록 하는 저농도 부유형 방식(저압 압송식)과 플러그 상(plug phase) 으로 유동하는 고농도 섭동방식(고압 압송식)으로 구분할 수 있다. 본 연구에서는 저압 압송식 관로수 송시스템에 사용되는 이젝터를 대상으로 하고 있 다. 저압 압송식 이송시스템의 핵심부품인 이젝터 를 시스템의 요구사항을 만족하도록 설계하기 위해 서는 이송대상인 펠릿이 충분히 비산되어 유동할 수 있도록 주어진 동력원에 대해 적정한 유량과 압 력을 갖도록 구동노즐의 출구직경이 선정되어야 한 다. 일반적으로 구동노즐의 직경은 사용되는 관로 시스템의 직경을 고려하여 구동노즐 출구 직경에 대한 혼합실 입구 면적과의 비로 정의되는 면적비 (R)를 이용하여 결정한다.
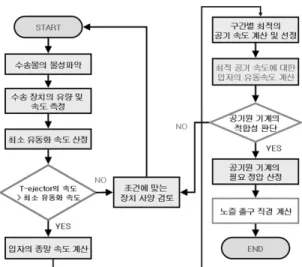
Fig. 2는 이젝터의 구동노즐 직경 선정을 위한 상 세 절차를 나타낸 것이다. 본 연구에는 내경 80 mm 의 수송관로를 사용하였으며, 참고문헌9)에 제시된 절차에 따라 이송대상 입자인 펠릿의 최소유동화속 도, 종말속도, 최적공기속도 등을 평가하여 구동노 즐 출구 유량을 결정하고 동력원으로 사용된 링블 로어의 성능을 고려하여 구동노즐의 출구 직경을 결정하였다. 계산된 면적비는 0.32로서 펠릿 유동화 를 위한 최소 설계값에 해당한다. 따라서 면적비 산 정에 포함되지 않은 부차적 손실 등에 의한 유동속 도 감소 등을 고려하여 0.25~0.35 범위에서 면적비 를 변화시켜가면서 최적화를 수행하였다. 계산된 면적비를 이용하여 선행연구10)에서 제시된 결과를
Fig. 2 Flowchart for determining primary nozzle diameter
Table 1 Specifications of ejector dimension
Items Specifications
Primary nozzle diameter (d) Variable Mixing chamber diameter(D) 46.0 mm
Area ratio (R) Variable
Mixing chamber length (L) 92.0 mm
Diffuser angle (deg.) 7
Length between primary nozzle exit and
mixing chamber inlet (S) Variable
이용하여 얻어진 이젝터 구성요소의 주요제원을 제 원을 Table 1에 나타내었다.
2.3 펠릿 이송장치
Fig. 3은 저압 압송방식에 의한 펠릿 이송시스템 의 개략도를 나타낸 것이다. 실험 장치는 크게 원료 를 저장하는 저장탱크, 공기를 공급하는 링블로어 와 이송시스템의 핵심부품인 이젝터, 원료를 이송 하는 수송관로로 구성되어 있다.
시험에 사용된 펠릿은 호퍼(hopper)에서 완충탱 크(cushion tank)를 거쳐하여 이젝터로 공급되며 호 퍼와 완충탱크 사이에 위치한 밸브를 이용하여 완 충탱크로의 공급량을 조절하였다. 특히 완충탱크는 투명한 재질로 제작하여 펠릿의 흐름을 관찰할 수 있도록 하였으며 이송량의 실시간 측정을 위하여 로드셀(Sentech Co., Model SUM-300K)을 이용하여 저장 탱크의 무게를 측정하였다. 공기공급 동력원 으로 12.6 kW AC 모터에 의해 구동되는 링블로어가
Keumkyu Kim․Euisoo Kim․Shinmyoung Kang․Jeekeun Lee․Byungjoon Rho
Fig. 3 Schematic diagram of experimental apparatus
사용되었으며 유량 10 m3/min, 압력 6,500 mmH2O의 정격 작동점에서 구동노즐로 공급 동력은 10.623 kW이다. 실험은 링블로어의 구동동력을 일정하게 유지한 상태에서 수행하였다. 따라서 이젝터의 구 동노즐 면적비가 변화하면 구동노즐로 공급되는 압 력과 유량은 변화하지만 공급동력은 일정하게 유지 된다. 링블로어로부터 공급되는 유량은 오리피스 유량계를 이용하여 측정하였으며 각 측정점에서 압 력은 피에조타입 절대압력센서(Kulite Co., Model ETM-375)를 이용하여 측정하였다.
링블로어로 부터 공급되는 고압의 구동유체가 이 젝터의 구동노즐을 통해 분사되며 고속의 분류 주 위에 형성된 국부적 부압에 의해 펠릿이 흡입노즐 로 유입되어 혼합실에서 공기와 혼합되고 유동화 된 후 관로를 따라 저장탱크로 이송되어진다. 이송 관로는 내경이 80 mm이고 이송거리는 수평거리 12 m 그리고 수직거리 3 m로서 4개의 90° 곡관부를 갖 고 있으며, 관로 중간에 이송원료의 부유화 상태를 확인하기 위하여 가시화 창을 설치하였다. 시험에 사용된 저압 압송식 관로수송장치의 주요 사양을 Table 2에 요약하여 나타내었다.
실험에 이용된 입체는 자동차 사출부품 제조에 이 용되는 직경과 높이가 각각 3 mm이고 비중이 1.3, 그 리고 공극률이 0.7199인 원기둥 형태의 펠릿을 사용 하였으며 형상과 입도분포를 Fig. 4에 나타내었다.
2.4 구동노즐 형상 및 위치
Table 2 Specification of transportation system
구 분 항 목 사 양
형 식 - 이송방식 - 압송식-부유형
계량장치
- 최대 계량 중량 - 계량 정밀도 - 계량 형식
- 0.5 ton/point - 1%
- Load Cell (3 Point) 공기
공급원
- Blower 동력 - Blower 유량 - Blower 정압
- 12.6 kW(60Hz, 220V) - 10 m3/min
- 6500 mmH2O Ejector - 혼합실 직경/길이 - 46 mm / 132 mm 수송배관 - Size(내경)
- 이송거리(수평/수직) - 80 mm - 12 m / 3 m
Fig. 4 Physical properties of pellet used
이젝터 성능은 면적비와 더불어 구동노즐의 형상 에 큰 영향을 받는다. 특히 구동노즐 형상은 압력에 너지를 운동에너지로 변환하는 효율에 크게 영향을 미치며 손실계수를 이용하여 정량적으로 평가된다.
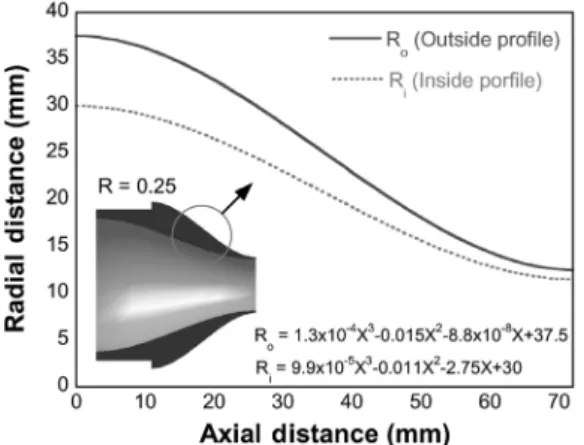
본 연구에 이용된 구동노즐은 Fig. 5에 나타낸 바와 같이 손실계수를 최소화하기 위해 3차 곡선식 형태 의 유선형으로 설계 되었다. 특히 구동노즐의 외부 형상은 펠릿이 흡입구로 유입되어 혼합실로 압송되
Effect of Primary Nozzle Configuration on the Flow and Transfer Characteristics in an Ejector System for Pellet Transfer
Fig. 5 Schematic diagram of primary nozzle and contraction profiles
는 과정에서 유동통로의 역할을 수행하므로 내부형 상과 동등한 수준에서 설계되었다.
이송효율 향상을 위한 최적의 면적비를 결정하기 위해 혼합실 입구면적을 고정한 상태에서 구동노즐 의 출구면적을 면적비가 0.10, 0.25, 0.30, 0.40, 0.55 가 되도록 변화시켰다. 이때 구동노즐의 직경은 각 각 14.5, 23.0, 25.2, 29.1, 34.1 mm에 해당된다. 또한 구동노즐의 위치변화에 따른 특성을 조사하기 위하 여 혼합실 입구단면으로부터의 구동노즐의 위치를 혼합실 직경 D의 무차원변수 값으로 나타내었다.
구동노즐의 위치(S/D)는 1.30, 1.87, 2.44, 3.00, 3.57 로 변화되었으며 이것은 혼합실 입구로부터 거리 60, 86, 112, 138, 164 mm 떨어진 지점에 해당된다.
2.5 측정방법
실험은 펠릿 이송 시와 공기를 흡입할 경우의 특 성을 비교하기 위하여 공기 흡입 유동특성과 이젝 터 내부 유동특성이 선행 조사되었다. 흡입압력은 마이크로마노메터(Furness Co., Model FCO12)를 이 용하여 측정하였으며 공기 흡입량은 이젝터 흡입구 에 비교적 압력손실이 적은 층류유량계(Sokken Co., Model LFE 50B)를 설치하여 측정하였다. 또한 구동 노즐의 유동특성을 알아보기 위해 피토관을 이용하 여 분류의 평균 속도분포를 측정하였다. 실험은 센 서로부터 출력되는 신호를 A/D 변환기를 이용하여 디지털 신호로 변환한 LabView(V7.1)를 이용하여 구성된 데이터 획득 프로그램에 의해 수집 통계처 리 되었다.
3. 실험결과 및 고찰 3.1 구동노즐 위치변화
Fig. 6은 이젝터의 흡입능력 평가를 위해 흡입노 즐 입구를 막고 압력센서를 설치 한 후, 흡입구에 작 용하는 압력을 구동노즐로 공급되는 유량변화에 따 라 구동노즐 출구와 혼합실 입구사이의 거리변화에 대하여 나타낸 것이다. 이때 사용된 노즐의 면적비 는 0.25이다. 먼저 공급유량에 따른 이젝터의 흡입 압력 변화를 살펴보면, 거리 S/D에 관계없이 공급유 량이 증가할수록 흡입압력이 거의 선형적으로 감소 함을 알 수 있다. 이것은 구동노즐로 공급유량이 증 가함에 따라 고속의 분류가 형성되어 분류경계의 점성마찰에 기인하는 국부적 부압형성이 증가하기 때문이다. 구동노즐의 위치에 따른 특성을 살펴보 면, 구동노즐의 위치가 1.3과 1.87의 경우 유사한 값 을 나타내지만 전반적으로 혼합실 입구로부터 멀어 짐에 따라 공기 흡입압력이 감소하며 감소 폭 또한 점점 증가하고 있다.
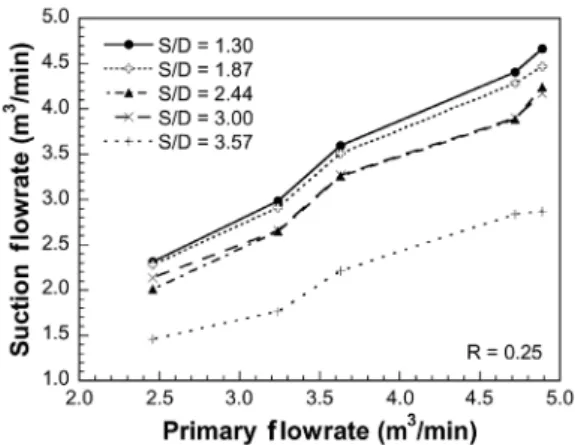
Fig. 7은 Fig. 6과 동일한 조건에서 이젝터 흡입구 에 유량계를 설치하고 흡입유량을 측정한 결과를 나타낸 것이다. 이젝터 흡입노즐의 압력측정 결과 가 잠재적 흡입능력을 평가한 것이라면, 흡입유량 측정은 이젝터 성능의 직접적 평가 척도로 활용될 수 있다. 즉, 흡입압력 평가의 경우 이젝터 출구유량 이 공급유량과 같지만, 흡입유량 측정의 경우는 이 젝터 출구유량이 공급유량과 흡입유량의 합이 되어 실제 작동조건을 모사할 수 있기 때문이다. 공급유
Fig. 6 Suction pressure distribution with distance (S/D)
김금규․김의수․강신명․이지근․노병준
Fig. 7 Suction flowrate distribution with distance (S/D)
량 변화에 따른 이젝터의 흡입량 변화를 살펴보면, 구동노즐의 위치에 관계없이 공급유량이 증가 할수 록 흡입유량이 선형적으로 증가하며, 이러한 결과 는 흡입압력 측정결과와 유사한 경향을 나타냄을 알 수 있다. 흡입유량과 공급유량의 비를 비교해 보 면 평균적으로 S/D=1.30에서 0.96 그리고 S/D=1.87 에서 0.92 정도의 수준을 나타내고 있다. 구동노즐 위치변화에 따른 영향을 살펴보면 구동노즐이 혼합 실 입구로부터 멀어질수록 흡입량이 감소하며, 특 히 S/D=3.57의 경우 흡입량이 급격히 감소하여 S/D=1.30일 때 보다 거의 60% 수준의 흡입량을 나 타냄을 알 수 있다. 이러한 결과는 구동노즐에 의해 형성된 유동장과 이젝터의 내부의 기하학적 형상이 밀접한 관계를 갖고 있음을 의미하는 것이다. 즉, 구 동노즐로부터 분사된 분류가 혼합실 입구로 유입되 면서 충분한 부압을 흡입노즐 주변에 형성해야 하 지만 구동노즐과 혼합실 입구사이의 거리가 멀어질 수록 분류가 혼합실 내로 완전히 유입되지 못해 흡 입노즐 주변에 부압이 충분히 형성되지 못하기 때 문으로 판단된다.
펠릿 이송실험 전에 공기 흡입압력과 유량평가를 통한 구동노즐의 설계 적정성 조사로부터 구동노즐 은 혼합실 입구에 가깝게 설치하는 것이 유리한 조 건임을 알 수 있다. 그러나 이젝터는 펠릿이송을 목 적으로 하기 때문에 공기유동과 입체이송의 차이점 을 파악하여 최적의 이송조건을 형성해 주어야 한 다. 입체이송은 공기이송과 달리 흡입노즐로 공기 와 입체가 함께 흡입되는 매우 복잡한 유동 형태를
갖고 있으며, 입체가 구동노즐과 혼합실 입구 사이 에 형성되는 유동면적을 통과하여 이송되기 때문에 비록 공기흡입량이 많다 할지라도 펠릿이 공기와 함께 유동할 최소한의 면적 (즉, 적절한 거리 S/D)이 확보되어져야 함을 의미한다. 이와 더불어 이젝터 로 흡입된 입체가 유동화 될 수 있는 이송 속도를 갖 도록 흡입 유량을 결정하는 것이 중요하다고 할 수 있다. 그러나 지나치게 공기 공급량이 많아지면, 관 마찰이 심해짐과 동시에 극단적인 경우에는 이송대 상인 펠릿의 파손을 가져올 수 있기 때문에 최적의 이송속도가 형성될 수 있도록 공기 공급 및 흡입량 을 결정해 주어야 한다.
3.2 구동노즐 유동특성
구동노즐로부터 분사된 분류가 혼합실 입구로 유 입되어 흡입노즐 주변에 원활한 유동장을 형성하는 가에 대한 조사가 이루어졌다. Fig. 8은 R=0.25인 노 즐에 의해 형성된 분류의 유동특성을 평가하기 위 해 대기 중으로 분사되는 자유분류의 축방향 속도 분포를 단공 피토관을 이용하여 측정한 등속도분포 (iso-velocity contour) 선도를 나타낸 것이다.
그림에서 알 수 있듯이 분류 중심부에서 높은 속 도분포가 나타나고 있으며, 노즐 출구에 가까운 영 역에서는 퍼텐셜 코어(potential core)라고 불리는 주 위공기와의 저항이 거의 0에 가까운 영역이 존재함 을 확인 할 수 있다. 이젝터에서 흡입유량을 높이기 위해서는 분류 중심부가 높은 속도를 유지함으로서 분류 내로의 공기 유입을 촉진시켜야 한다. 분류는 대칭구조를 형성하며 발달되고 있고 노즐 출구로부 터 100 mm 지점 이후부터는 원형 분류의 전형적인 속도분포를 형성함을 알 수 있다.
Fig. 8 Iso-velocity contour map of nozzle jet (R=0.25)
펠릿 이송용 이젝터의 구동노즐 구성에 따른 유동 및 이송특성에 관한 실험적 연구
Fig. 9 Relation between jet boundary and mixing chamber
Fig. 9는 Fig. 8의 등속도 분포선도로부터 얻은 분 류의 경계를 혼합실 입구형상과 함께 나타낸 것이 다. 여기서 분류의 경계는 0.5 m/s를 나타내는 반경 방향 지점으로 정의하였다. 구동노즐에 의해 형성 된 분류 경계는 분류 중심축방향 거리에 따라 6.89°
의 기울기를 갖고 선형적으로 증가하며 구동노즐 출구로부터 80 mm 지점에서 혼합실 직경과 일치하 는 46 mm를 보이고 있다. 이와 같이 분류 경계가 혼 합실의 직경보다 더 크게 되는 지점에 구동노즐이 위치하면 분류가 완전히 혼합실로 유입되지 못하고 일부가 혼합실 입구에 부딪히게 되어 운동량 손실 을 초래하며, 그 결과 흡입노즐 근처에 형성되는 부 압특성에 큰 영향을 끼치게 된다.
이러한 현상은 이젝터 설계이론과 정면으로 배치 되는 것으로서 이젝터의 흡입능력의 저하를 초래하 게 된다. 따라서 공기를 흡입할 경우 구동노즐의 위 치는 분류의 경계의 조사를 통해서 결정되어야 하 며 R=0.25 노즐의 경우 80 mm 이내에 설치되는 것 이 바람직함을 알 수 있다. 그러나 본 연구에서는 기 체인 공기와 달리 일정한 부피를 갖고 있는 펠릿이 공기와 함께 흡입되므로 더 넓은 유동면적을 필요 로 할 것으로 생각되며, 특히 단일 입자 형태로 공급 되는 것이 아니라 벌크 형태의 연속적으로 공급되 므로 이러한 사항이 고려되어야 할 것이다.
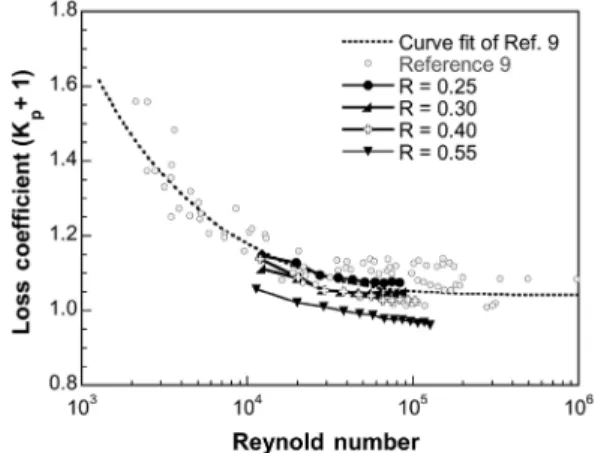
Fig. 10은 본 실험에 이용된 구동노즐의 손실계수 를 레이놀즈수 변화에 따라 측정하고 선행연구10) 에서 제시한 결과와 비교하여 나타낸 것이다. 이때 구동노즐의 손실계수는 이젝터로부터 분리하여 대 기 중으로 자유 분사하여 측정하였으며, 다음 식을 이용하여 계산 하였다.
(1)
Fig. 10 Loss coefficient distributions of primary nozzle with Reynolds number
여기서 P1은 구동노즐 입구 압력, Pn은 구동노즐 출구 압력, 는 구동유체의 밀도, 그리고 은 노 즐 출구에서 구동유체의 속도이다.
선행연구 결과를 살펴보면 손실계수는 구동노즐 출구의 레이놀즈수가 증가할수록 감소하여 레이놀 즈수 105 근처에서부터 일정한 값을 나타내는 경향 을 보이고 있다. 본 연구에 사용된 구동노즐의 경우 면적비 0.25 노즐이 선행연구 결과보다 유사하거나 약간 높은 값은 나타내고 있으며 면적비가 증가할 수록 손실계수가 감소함을 알 수 있다. 따라서 본 연 구에 이용된 노즐의 수축부 형상은 비교적 잘 설계 되었음을 알 수 있다.
Fig. 11은 면적비 0.25, 공급유량 0.0274 m3/s에서 이젝터 상부의 압력분포를 구동노즐 위치변화에 대 하여 나타낸 것이다. 여기서 흡입구 측을 하부 그리 고 흡입구 반대방향을 상부로 정의하였다. 압력측 정은 혼합실 입구를 원점을 설정하고 양 및 음의 방 향으로 3 mm 간격으로 총 18점을 측정하였다. 전반 적인 압력분포 경향을 살펴보면 구동노즐 위치에 관계없이 구동노즐 출구와 혼합실 입구에서 압력이 급격히 떨어지기 시작하여 혼합실 중간부분에서 가 장 낮은 압력을 나타내고 있다. 혼합실로 들어간 구 동유체는 높은 에너지와 운동량을 흡입유체에 전달 하는 난류 혼합과정에서 운동에너지가 압력에너지 로 변환되며 압력이 상승하게 된다. 그러나 압력상 승이 혼합실 끝부분까지 지속되고 있으며 확산기 입구와 뚜렷한 구분이 어렵다. 이것은 혼합실 길이
Keumkyu Kim․Euisoo Kim․Shinmyoung Kang․Jeekeun Lee․Byungjoon Rho
Fig. 11 Static pressure distributions inside ejector
가 충분하지 못해 구동유체와 흡입유체의 혼합작용 이 확산기 입구까지 지속되는 현상으로, 확산기의 길이가 너무 짧게 설계되었음을 알 수 있다. 따라서 압력분포 선도와 선행연구결과10)를 고려해 볼 때 약 20 mm 정도 더 길게 혼합실이 설계되어야 함을 알 수 있다. 확산기 부분에서는 비교적 완만하게 압력 이 회복되어 감을 알 수 있다. 구동노즐 위치변화에 따른 압력분포 특성을 살펴보면 구동노즐 출구와 혼합실 입구 사이에서는 S/D=1.3이 가장 낮은 분포 를 나타내는 반면 혼합실에서는 S/D=1.87에서 가장 낮은 압력분포를 나타내고 있으며 S/D=3.0에서 가 장 높은 분포를 나타내고 있다. 이것은 S/D=1.3일 때 구동노즐이 혼합실 입구가까이 위치하여 흡입구의 유동면적이 줄어들면서 생기는 현상으로 흡입구의 위치가 혼합실 입구를 기준으로 다소 뒤쪽에 위치 해 있기 때문이다. 따라서 설계 변경시 흡입구가 혼 합실 입구쪽으로 이동되어져야 할 것이다.
3.3 펠릿 이송 특성
펠릿 이송에 필요한 유동속도를 형성함과 동시 에 단위시간당 이송량 증대를 위해 구동노즐 출구 와 혼합실 입구사이의 거리 S/D와 면적비를 변화 시켜가면서 실험을 수행하였다. 특히 거리 S/D 변 화에 따른 실험은 공기유동에 대한 실험과 달리 일
Table 3 Flowrate supplied to primary nozzle
Area ratio(R) 0.25 0.30 0.40 0.55 Flowrate(m3/h) 268.7 294.2 343.1 391.9
Fig. 12 Pellet transport characteristics with area ratio of primary nozzle
정체적을 갖는 펠릿 유동을 위한 구동노즐과 혼합 실 입구 사이의 최소유동면적을 조사하기 위한 것 이고, 면적비 변화는 이송관로의 최적 이송속도를 찾기 위한 것이다. 이송능력 평가는 호퍼 내 펠릿의 무게 변화를 로드셀을 이용하여 직접 측정하였고, 1회 시험에 사용된 펠릿양은 약 50 kg 정도이다. 각 조건에서 구동노즐로 공급되는 유량을 Table 3에 나타내었다.
Fig. 12에 나타낸 결과를 살펴보면 면적비 0.25 노 즐이 가장 높은 이송량을 보이고 있으며 면적비 0.30 노즐이 S/D 변화에 관계없이 그 다음으로 유사 한 이송능력을 나타내고 있다. 그 뒤를 이어 0.40, 0.55 및 0.10 순서로 이송능력을 나타내고 있다. Fig.
2에서 설계된 면적비는 계산에 고려되지 않은 손실 값을 포함하여 R=0.25~0.35를 갖는 노즐이었다. 그 러나 R=0.30과 R=0.40에 대한 펠릿 이송능력에 대 한 실험결과를 살펴보면 R=0.30 이상이 되면 펠릿 이송능력이 현저히 저하됨을 알 수 있다. 따라서 구 동노즐의 직경비의 범위는 계산결과보다 조금 축소 된 R=0.25~0.30 사이에서 결정되어져야 함을 알 수 있다. 이와 같이 결정된 면적비 범위는 이송관로 내 의 유동화 상태를 평가하여 최종적으로 결정되어져 야 할 것이다. 이것은 본 연구에서 개발하고자 하는 이젝터가 비교적 장거리 수송을 목적으로 하고 있
Effect of Primary Nozzle Configuration on the Flow and Transfer Characteristics in an Ejector System for Pellet Transfer
기 때문에 펠릿의 유동화 정도가 낮을 경우 결국 수 송관로에 싸이게 되어 슬러그(slug) 유동을 초래하 여 궁극적으로 이송효율을 떨어드리기 때문이다.
구동노즐의 위치에 따른 펠릿 수송능력을 살펴보 면, 공기 흡입량 실험결과와 상당히 다른 결과를 나 타내고 있다. 공기 흡입량 실험의 경우 구동노즐의 혼합실 입구에 설치되었을 때 가장 높은 공기 흡입 량을 나타내고 S/D가 증가할수록 거의 선형적으로 감소하는 경향을 보인 반면, 펠릿 이송의 경우 구동 노즐과 혼합실 입구사이의 거리가 증가 할수록 오 히려 이송량이 증가함을 알 수 있다. 이러한 현상은 구동노즐과 혼합실 입구사이에 고체 형태의 펠릿이 이송될 수 있도록 최소한의 유동면적이 확보되어져 야 함을 의미한다. 즉, 이송되어야 할 펠릿의 전체 부피와 이에 따른 흡입능력 사이의 반비례 관계의 최적화를 요구는 것으로서 S/D가 지나치게 크면 많 은 부피의 펠릿 이송이 수월하지만 반대로 흡입압 력이 저하되며, S/D가 작으면 높은 흡입압력이 형성 되지만 많은 체적의 펠릿을 이송할 수 없게 된다. 면 적비 0.25, 0.30, 0.40 노즐의 경우 S/D가 증가함에 따 라 단위시간당 이송량이 점점 증가하며, 이러한 경 향은 S/D=3.0 까지 유지되고 있다. 그러나 S/D=3.0 의 경우 이송능력이 다른 위치보다 약간 큰 반면 펠 릿 이송과정에서 맥동이 발생하므로 이젝터의 운전 안정성 등을 고려하여 S/D=2.44 지점이 최적의 구동 노즐 위치로 판단된다. 이 거리를 혼합실 입구로부 터의 거리로 나타내면 112 mm 되는 지점이다.
3.4 펠릿 이송 가시화
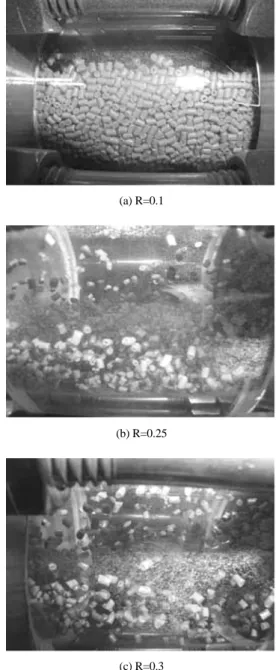
최적의 이송능력을 갖는 면적비를 결정하기 위해 이송능력 평가 결과를 바탕으로 수송관로 내의 유 동화 정도에 대한 가시화 실험을 수행하였다. Fig. 13 은 구동노즐의 면적비가 0.10, 0.25, 0.30일 때 수송 관로 내의 펠릿 유동화 정도를 보여주고 있다. 실험 은 펠릿 이송능력 실험과 동일한 조건에서 수행되 었으며 가시화 지점은 이젝터 선단 5 m 지점으로 수 송관로가 상방향 90°로 변경되기 직전의 지점 이다.
먼저 면적비 0.10의 경우에 대한 가시화 결과를 살펴보면 높은 분류 속도에도 불구하고 가장 낮은 이송능력을 나타낸 것은 가시화 결과에서도 알 수
(a) R=0.1
(b) R=0.25
(c) R=0.3
Fig. 13 Pellet transporting behavior in pipeline
있듯이 수송관로 내 유동화 정도가 매우 낮기 때문 으로 관로 바닥에 쌓여 매우 낮은 속도로 이송되는 슬러그 유동 형상을 나타내고 있다.
이 결과는 이젝터 설계의 핵심 변수인 면적비를 결정하기 위해서는 이송관로 내의 최적 펠릿 유동 화 속도를 먼저 결정하고 면적비의 범위를 축소해 나가는 것이 바람직함을 의미하는 것이다. 이러한
김금규․김의수․강신명․이지근․노병준
슬러그 현상이 발생하면 원활한 수송이 이루어지지 못하고 매우 심한 맥동 현상이 발생하는 유동 형태 를 나타나게 되어 본 연구에서 개발하고자 하는 연 속적으로 이송 가능한 이젝터 개발목표와 일치하지 않는다. 면적비 0.25의 경우를 살펴보면 펠릿의 유 동화 정도가 비교적 양호하지만 관로 아랫부분에 상당량의 펠릿이 쌓여 있음을 알 수 있다. 이와 같은 펠릿 집중화 현상은 비교적 이송관로가 짧을 경우 에는 문제가 되지 않지만 장거리 수송을 하고자 할 경우 관로 중간에 더 많은 펠릿이 쌓이게 되어 이송 능력을 떨어뜨리게 될 것이다. 면적비 0.30의 경우 를 살펴보면, 이송 관로 내 유동화 정도가 다른 경우 보다 양호함을 확인 할 수 있다. 특히 펠릿이 한곳에 집중되지 않고 관로 전체에 매우 균일하게 분포하 고 있어 매우 양호한 유동화 정도를 나타내고 있다.
이상의 결과를 종합해 보면 전체적인 펠릿 이송 능력은 R=0.25일 때가 R=0.30일 때보다 우수하게 나타난 반면, 이송관로 내 펠릿 유동화정도에서는 R=0.30일 때가 양호한 결과를 나타냈다. 따라서 R=0.25일 때의 이송능력보다 중장거리 수송을 위한 이젝터 개발을 위해서는 R=0.30을 선택해야 함을 알 수 있다.
4. 결 론
자동차 사출부품 제조에 이용되는 펠릿 이송용 이젝터의 주요 설계변수가 이송능력에 끼치는 영향 이 실험적으로 조사되었다. 주요 변수로 구동노즐 의 형상, 면적비, 구동노즐의 출구와 혼합실 입구사 이의 거리 변화의 영향이 혼합실 직경을 무차원변 수로 사용하여 조사되었으며, 결과를 요약하면 다 음과 같다. 펠릿 이송의 경우 공기흡입의 경우와 달 리 체적을 갖는 펠릿이 통과할 수 있는 더 넓은 면적 의 흡입구 형상을 필요로 하며, 이송되어야 할 펠릿 의 전체 부피와 이에 따른 흡입능력 사이의 반비례 관계의 최적화를 요구함을 알 수 있었다. 또한 구동 노즐 출구와 혼합실 입구사이의 거리는 공기를 흡 입하는 경우와 다른 경향을 나타냈으며, 혼합실 직 경의 2.44배 되는 지점에서 최고의 펠릿 이송능력을 나타냈다. 구동노즐의 면적비는 이젝터 성능을 결 정짓는 가장 중요한 변수로서, 관로 내 최적 유동화
속도를 근거로 범위를 선정한 후 관로 내 유동화 정 도를 고려하여 주의 깊게 선정되어야 하며, 본 연구 의 경우 펠릿 이송능력과 유동화 정도를 동시에 고 려하여 선정한 설계값 보다 다소 작은 면적비 0.3인 구동노즐이 우수한 결과를 나타냈다.
후 기
본 연구는 한국산업단지공단 군산클러스터추진 단의 연구비 지원으로 수행되었습니다. 관계자 여 러분께 감사드립니다.
References
1) R. J. Kopko, P. Barton and R. H. McCormick,
“Hydrodynamics of Vertical Liquid-Solids Transport,” Ind. Eng. Chem., Process Des. Dev., Vol.14, No.3, pp.264-269, 1975.
2) C. Y. Wu, A. C. F. Cocks, O. T. Gillia and D.
A. Thompson, “Experimental and Numerical Investigations of Power Transfer,” Powder Technology, Vol.138, 216-228, 2003.
3) P. Desevaux, J. P. Prenel and G. Hostache, “An Optical Analysis of an Induced Flow Ejector using Light Polarisation Properties,” Experi- ments in Fluids, Vol.16(3/4), pp.165-170, 1994.
4) M. K. Kim, O. B. Kwon, H. G. Kim and C. G.
Lee, “A Study on the Characteristics of Jet Pump Having Exteriorly Connected Multi- Nozzle,” Journal of the Korea Society for Power System Engineering, Vol.4, No.1, pp.33-38, 2000.
5) D. W. Sun and I. W. Eames, “Recent Develop- ments in the Design Theories and Applications of Ejectors-A Review,” Journal of the Institute of Energy, Vol.68, pp.65-79, 1995.
6) H. N. Lee, K. M. Park, D. G. Lee and J. L. Sul,
“A Study on the Velocity Profiles and Pressure Distributions in Ejector Linking Inhale Duct,”
Journal of the Korea Society of Marine Engineering, Vol.29, No.5, pp.488-494, 2005.
7) H. H. Cho, J. K. Lee, H. D. Park and T. W. Seo,
“Particle Laden Flows Around Orifice Plates for Pressure Control in Pulverized Coal Pipe
펠릿 이송용 이젝터의 구동노즐 구성에 따른 유동 및 이송특성에 관한 실험적 연구
Lines,” Transactions of KSME, Part B, Vol.22, No.11, pp.1499-1508, 1998.
8) D. Wang and P. W. Wypych, “Water-Only Performance of Proportioning Jet Pumps for Hydraulic Transportation of Solids” Powder Technology, Vol.84, pp.57-64, 1995.
9) 狩野武, 分體輸送技術, 日刊工業新聞社, pp.263-292, 1994.
10) ESDU 85032, Ejectors and Jet Pumps-Design and Performance for Incompressible Liquid Flow.