다구찌 방법을 이용한 BGA 현상 공정용 수직 습식 장비의 공정 최적화
유선중*
삼성전기 기판사업부, 연기군 339-702
(2009년 7월 8일 받음, 2009년 7월 21일 수정, 2009년 7월 23일 확정)
BGA 제조용 습식 현상 공정에 있어 기존의 수평 장비를 대체하여 수직 장비를 새로이 개발하였다. 수직 장비의 장점은 기판 표면의 소프트한 드라이필름 회로 패턴의 요철과 장비 구동부와의 직접적인 접촉을 배제함으로써 현상 공정 진행 중 회로 패 턴의 손상을 최소화할 수 있다는 것이다. 본 연구에서는 개발된 수직 장비의 공정 특성을 최적화하기 위하여 다구찌 실험을 수행하였다. 수직 장비에 병렬로 동시 투입되는 2장의 기판에 대하여 공정 특성을 동일하게 하기 위해 적절한 잡음인자 및 제 어가능인자를 선정하여 망소특성치 실험을 수행하였다. 실험 결과 현상 약품액의 온도 및 현상 스프레이에 노출되는 시간이 주요 한 제어가능인자인 것으로 평가되었다. 최종적으로 회로 패턴의 손상 없이 현상 공정을 진행할 수 있는 최소 회로 선폭이 선형 패턴의 경우 수평 장비 13.8 μm 대비 수직 장비는 10.4 μm로, 닷 패턴의 경우 수평 장비 22.1 μm 대비 수직 장비는 16.3 μm
로 각각 향상된 결과를 얻을 수 있었다.
주제어 : BGA, 현상 공정, 습식 장비, 다구찌 방법, 신호대잡음비
I. 서 론
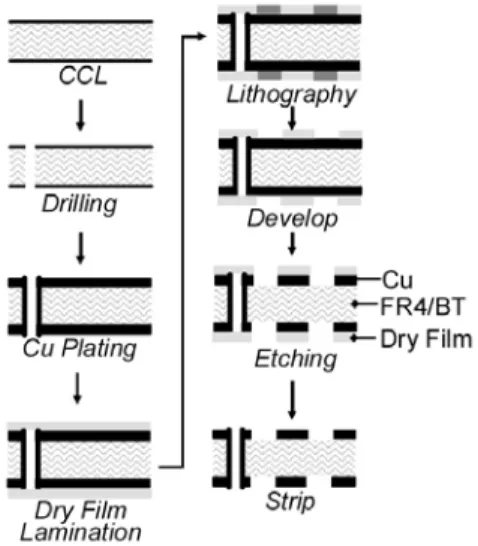
BGA(ball grid array)는 PCB(printed circuit board)의 일종으로서 반도체 등 능동 전자 소자를 전자 제품의 주기 판에 실장하기 위하여 사용되는 연결 부품이다. BGA의 제 조 공정은 Fig. 1과 같은 세부 단계로 구성되어 있다. 세부 단계 중에서 특히 현상(develop), 에칭(etching), 박리 (strip) 등은 습식 장비(wet equipment) 에 의해 공정이 진 행된다. BGA 제조에 사용되는 전형적인 습식 장비의 구성 은 기판의 상하면에 위치한 롤러를 구동시켜 기판을 수평 방향으로 이송 시키면서 스프레이 노즐을 이용하여 약품 및 세정액을 기판 표면에 분사하도록 되어 있다. 이와 같은 구성의 수평 습식 장비는 구조가 단순하면서도 생산성이 매우 높아 BGA 제조에 널리 사용되어 왔다 [1-4].
그러나 수평 습식 장비는 그 구조적인 특징으로 인하여 다음과 같은 공정의 한계를 가지고 있다. 기판 표면에는 여 러 가지 형태의 회로 패턴이 형성되어 있는데 이러한 회로 패턴의 요철이 장비 구동부의 롤러와 반복적으로 충돌함으 로써 회로 패턴의 손상이 야기된다. 이러한 현상은 회로 패
턴의 선폭이 미세해짐에 따라 더욱더 가속화되고 있는데 최 근 BGA 제품의 회로 선폭은 최소 30μm에 이르고 있다. 특 히, 본 연구에서 대상으로 하는 현상 공정은 기판 표면에 소 프트한 드라이필름의 회로 패턴이 형성되어 있어 수평 습식 장비로 진행하는 경우 회로 패턴 손상이 빈번하게 일어난다.
Figure 1. Processes for BGA manufacturing.
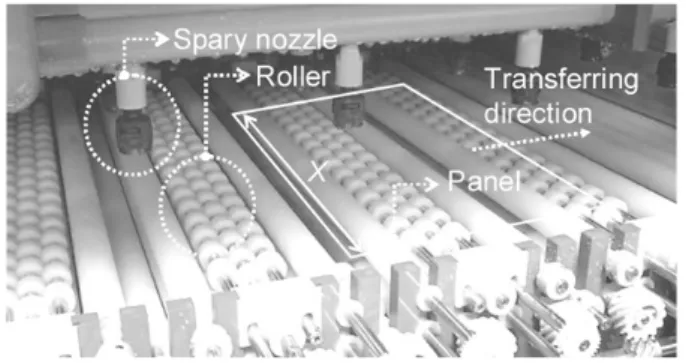
Figure 2. Horizontal wet equipment for BGA develop process.
Figure 3. Mechanism of pattern damage.
이상과 같은 수평 장비의 단점을 극복하고자 수직 장비 를 새로이 개발하였다. 수직 장비의 구성은 지그를 이용하 여 기판을 수직 방향으로 고정한 후 지그 자체를 롤러에 의 해 구동시키는 방식이다. 이와 같은 장비 구성을 채택함으 로써 롤러와 기판이 직접 접촉하지 않게 되고 따라서 회로 패턴의 손상이 최소화되는 이점이 있다.
개발된 습식 장비의 공정 능력을 최적화하기 위해서 장 비의 주요 공정 변수를 최적화할 필요가 있다. BGA 현상 공정용 수직 장비에 있어 주요 공정 변수로는 현상 약품의 온도, 현상 스프레이 노즐의 분사 압력, 현상 스프레이 노 즐에 노출되는 시간 및 지그 요동 거리 등이다. 또한, 개발 된 수직 장비는 생산성을 고려하며 2장의 기판을 동시에 병렬처리 하도록 구성되어 있는데, 이 경우 각 기판 좌우 면의 공정 특성이 최대한 동일할 것이 요구된다. 개발된 수 직 장비의 이와 같은 공정 요구 조건을 최적화하기 위하여 본 연구에서는 다구찌 방법을 적용하였다. 다구찌 방법 (Taguchi method)은 제어 불가능한 잡음인자(noise factors)의 영향을 최소화 하면서 동시에 목적특성치 (objectives)를 최적화하기 위해 제어가능인자(controllable factors)의 수준을 조절할 수 있도록 해주는 실험 기법이다 [5-8]. 수직 장비를 위한 다구찌 방법의 적용은 수직 장비 의 제어가능인자와 잡음인자를 선정한 후 L8(24) 직교배열 (orthogonal array) 실험을 수행하는 것으로 하였다. 실험 의 목표특성치는 현상 공정 진행 후 손상되지 않은 최소 회 로 패턴의 선폭으로 하였으며 망소특성치(smaller the better)를 적용하여 신호대잡음비를 정의하였다. 실험 분 석 결과 현상 약품의 온도 및 현상 스프레이 노즐에 노출되 는 시간이 주요한 공정 인자인 것으로 확인되었다. 최종적 으로 BGA 현상 공정에 있어 수평 장비를 대신하여 다구찌 최적화된 수직 장비를 적용함으로써 신호대잡음비는 2.59dB 개선되었고, 회로 패턴을 손상시키지 않고 진행할 수 있는 최소 회로 선폭은 3~6μm 정도 개선되는 결과를 얻을 수 있었다.
II. BGA 현상 공정용 습식 장비
1. 수평 장비
Fig. 2는 BGA 제조에 사용되는 전형적인 수평 습식 장
비의 사진이다. 로더에서 수평 방향으로 투입된 기판은 차 례대로 전세정, 약품 처리, 후세정, 건조의 단계를 거쳐 언 로더를 통해 배출 된다. 각 단계에서 기판의 상하면에는 롤 러가 배열되어 있어 기판을 지지함과 동시에 수평 방향으 로 구동시키는 역할을 한다. 그리고 롤러 사이 사이에는 세 정액 및 약품을 분사하기 위한 스프레이 노즐이 배열되어 있다. 공정 균일성을 향상시키기 위하여 약품에 따라 다양한 종류의 스프레이 노즐 배열이 사용되고 있으며, 경우에 따라 노즐의 요동 동작이 가능토록 장비를 구성하기도 한다.
이와 같은 수평 장비는 장비 구성의 단순함으로 인하여 BGA 제조에 있어 널리 사용되고 있으나 공정 특성 측면에 서 다음과 같은 문제점이 있다. 수평 장비의 경우 롤러의 배열은 기판의 두께가 얇을수록 조밀하게 구성되어야 한 다. 롤러의 배열이 충분히 조밀하지 않은 경우 기판 이송 중에 처짐 발생으로 인해 기판이 롤러 사이로 빠지는 문제 가 발생한다. 그러나 이와 같이 롤러를 조밀하게 배열함으 로써 롤러와 기판 표면의 회로 패턴 요철과의 충돌 횟수가 증가하게 된다. Fig. 3은 BGA 현상 공정에 있어 이와 같은 메커니즘으로 발생한 손상된 회로 패턴의 현미경 확대 사 진이다. 정상 패턴과는 다르게 기판의 일부 부분에서 패턴
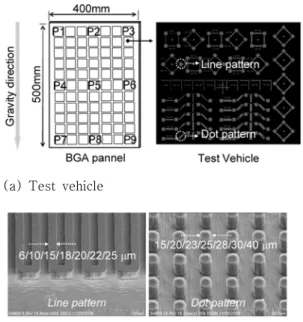
(a) Test vehicle
(b) Pattern width (SEM image)
Figure 5. Scheme for pattern damage measurement.
이 구부러져 있는 것을 확인할 수 있다. 특히, 미세 패턴은 회로 패턴과 기판의 밀착력이 상대적으로 작아 쉽게 패턴 손상이 발생할 수 있다.
2. 수직 장비
본 연구에서는 수평 장비의 이와 같은 문제점을 극복하 기 위해서 수직 방식의 습식 장비를 새롭게 개발하였다.
Fig. 4는 BGA 제조 공정 중 현상 공정에 적용하기 위하여 개발된 수직 장비의 구성도이다. 수평으로 투입된 기판은 로더의 자동 메커니즘에 의하여 지그에 수직 방향으로 고 정된다. 지그에는 상하 각 4개의 클램프가 부착되어 있어 기판을 고정하는 역할을 한다. 개발된 장비는 생산성을 고 려하여 2장의 기판이 동시에 지그에 장착될 수 있도록 구 현하였다. 지그의 좌우에는 약품을 분사하는 스프레이 노 즐이 배열되어 있다.
이와 같이 기판을 수직 방향으로 배열시킴으로써 기판과 롤러의 접촉을 원천적으로 배제할 수 있어 Fig. 3과 같은 회로 패턴의 손상 문제가 개선될 수 있다.
Figure 4. Vertical wet equipment for BGA develop process.
III. 실험 방법
Fig. 4의 수직 장비는 기판을 지그에 수직으로 고정시켜 이송시킴으로써 기판 표면의 회로 패턴과 롤러 간의 접촉 현상은 배제될 수 있다. 이에 비하여 Fig. 2와 같은 수평 장비에서는 공정 진행 중 기판 표면의 회로 패턴과 롤러가
반복적으로 충돌하게 된다. 이와 같은 장비의 구조적 차이 가 BGA 현상 공정에 미치는 영향을 측정하기 위하여 Fig.
5와 같은 실험을 고안하였다. 기판 전면의 P1~P9 9개 위 치에 Fig. 5(a)와 같은 테스트 시편(test vehicle)을 동일하 게 배열하였다. 각 테스트 시편에는 선형 패턴(line pattern)과 닷 패턴(dot pattern)이 형성되어 있다. Fig.
5(b)는 선형 패턴 및 닷 패턴에 대한 현상 공정 진행 후 SEM 사진이다. 각 테스트 시편에는 선형 패턴의 회로 폭이 6 / 10 / 15 / 18 / 20 / 22 / 25μm의 7단계로 구분되어 형성되어 있으며, 닷 패턴의 경우 15 / 20 / 23 / 25 / 28 / 30 / 40μm의 7단계로 구분되어 형성되어 있다.
드라이필름 회로 패턴과 구리층 간의 밀착력 수준은 회 로 패턴 폭과 비례한다. 따라서 현상 공정 진행 후 구리층 표면에 붙어 있는 회로 패턴의 최소 폭을 측정함으로써 각 장비에 대한 회로 패턴 손상 정도를 확인할 수 있다. Fig.
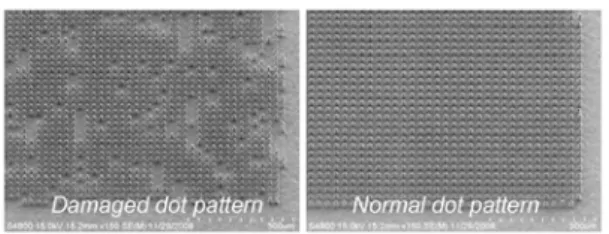
6은 닷 패턴에 대하여 현상 공정 진행 후 정상적으로 구리 층 표면에 드라이필름 회로 패턴이 부착되어 있는 경우와 회로 패턴이 손상 받아 구리층에서 떨어져 나간 경우의 사 진이다. 이와 같이 일정한 폭 이하의 회로 패턴은 현상 공 정 진행 중에 구리층 표면에서 떨어지게 되며 이러한 현상 은 회로 패턴의 폭이 미세할수록 심해지게 된다.
이상과 같은 방법을 이용하여 P1~P9 까지 각각 위치의 테스트 시편에서 현상 공정 진행 이후 손상을 받지 않은 최
Process factor Value
Temperature, Tp (℃) 28
Pressure, Pr (MPa) 0.15
Time, Ti (sec) 36
Table 1. Process factors of horizontal equipment.
소의 회로 폭을 현미경을 이용하여 관찰함으로써 수평 및 수직 장비의 회로 패턴 손상 정도를 정량적으로 측정할 수 있다.
Figure 6. Dot pattern after develop process (SEM Image).
IV. 다구찌 방법을 이용한 공정 최적화
본 연구에서는 개발된 수직 장비의 공정 특성을 최적화 하기 위하여 다구찌 방법을 이용하였다. 다구찌 방법은 제 어 불가능한 잡음인자의 영향을 최소화 하면서 동시에 목 적특성치(y)를 최적화하기 위해 제어가능인자의 수준을 조 절할 수 있도록 해주는 실험 기법이다. 최적화 하고자 하는 수직 장비의 목적특성치는 앞절에서 설명한 것과 같이 현 상 공정 진행 후 드라이필름 회로 패턴의 손상 정도이다.
이를 위하여 기판의 각 면당 측정되는 다음과 같은 목적특 성치를 정의하였다. 식(1)에서 Li는 Fig. 5(a)의 Pi 위치에 서 현상 공정 진행 후 측정한 손상되지 않은 선형 패턴의 최소 회로 선폭을 의미한다. 마찬가지로 Di는 닷 패턴에 대 한 최소 회로 선폭이다. 식(1)은 기판의 각 면에 대하여 P1~P9의 평균으로 측정된 값이며 또한 Fig. 5(b) 테스트 시편의 선형 패턴 및 닷 패턴의 폭 범위에 대해서 무차원화 된 값으로 표현된 것이다.
(1)
다음으로 식(1)로 표현된 목표특성치를 최적화 하기 위 하여 수직 장비의 제어가능인자 및 잡음인자를 구분하여 선택하여야 한다. Table 1은 BGA 현상 공정에 있어서 수평 장비의 주요 제어가능인자 및 그 값을 표시한 것이다. 수평 장비의 제어가능인자는 현상 약품의 온도 Tp, 현상 스프레 이 노즐의 분사 압력 Pr 및 현상 스프레이 에 노출되는 시
간 Ti이다. Table 1의 각 제어가능인자의 값은 제조 현장에 서 실제로 사용되는 값으로서 엔지니어의 경험에 의해 수 평 장비에 대해서 최적화된 값이다.
한편, 개발된 수직 장비의 경우 식(1)로 표현되는 목표특 성치를 최적화하기 위한 제어가능 인자의 값은 Table 1과 다를 것으로 예상할 수 있다. 이를 다구찌 실험으로 결정하 기 위하여 Table 2와 같이 수직 장비의 제어가능인자 및 잡 음인자를 선정하였다. Table 2(a)의 제어가능인자는 Table 1의 수평 장비의 제어가능인자에 지그 요동 거리 Os를 추 가하는 것으로 선정하였다. 수직 장비의 경우 공정 균일도 를 향상시키기 위해서 스프레이 노즐 분사 시간 내에서 지 그를 일정한 거리만큼 반복적으로 요동할 수 있도록 설계 하였는데(Fig. 7), 이를 제어가능인자에 추가하였다. 그리 고 다구찌 실험을 위한 각 제어가능인자의 수준은 Table 1 수평 장비의 값을 중심으로 하여 각각 2수준으로 Table 2(a)와 같이 정하였다.
Factors Level 1 Level 2
Temperature, Tp (℃) 26 30
Pressure, Pr (MPa) 0.1 0.2
Time, Ti (sec) 27 45
Oscillation, Os (mm) 70 130 Table 2. Process level for Taguchi experiment.
(a) Controllable factors
Factors Level 1 Level 2 Level 3 Level 4 Row
Side
Row1 Left
Row1Rig ht
Row2 Left
Row2 Right (b) Noise factors
본 연구에서 개발한 수직 장비의 경우 장비의 생산성을 고려하여 2장의 기판이 동시에 병렬 처리될 수 있도록 Fig.
7과 같은 복렬 구조의 지그를 채택하였다. 각 열의 좌우에 는 Fig. 4와 같이 현상 약품을 분사하기 위한 스프레이 노 즐이 배열되어 있다. 이와 같은 장비 구성을 채택하는 경우 매 지그당 총 4개의 면(또는 기판 2장)이 동시에 스프레이 노즐에 의해 약품 처리된다. 이때 중요한 것은 현상 공정
Run Levels of controllable factors Minimum line width (y) for
different levels of noise factors S/N Ratio (dB)
Tp Pr Ti Os 1L 1R 2L 2R
R1 1 1 1 1 1.13 1.13 1.13 1.15 -1.10
R2 1 1 1 2 1.13 1.13 1.13 1.13 -1.06
R3 1 2 2 1 1.17 1.33 1.33 1.13 -1.89
R4 1 2 2 2 1.33 1.13 1.35 1.15 -1.90
R5 2 1 2 1 1.61 1.37 1.33 1.44 -3.18
R6 2 1 2 2 1.44 1.33 1.33 1.49 -2.92
R7 2 2 1 1 1.24 1.13 1.24 1.13 -1.48
R8 2 2 1 2 1.28 1.31 1.36 1.33 -2.41
Hor. - - - - 1.56 1.70 1.64 1.58 -4.20
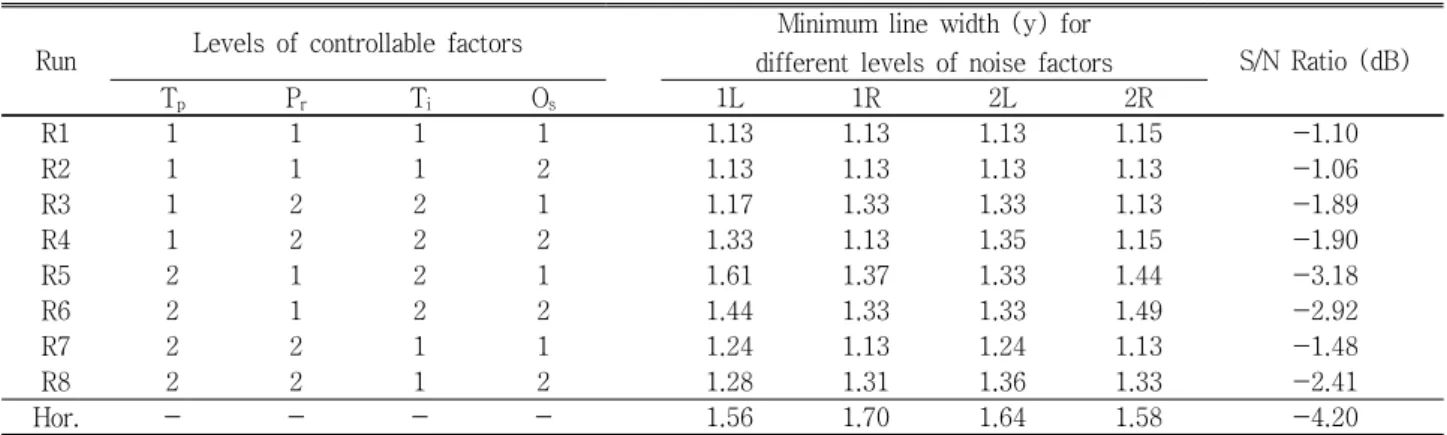
Table 3. Experimental results based on orthogonal array L8(24).
Figure 7. Panel jig of vertical equipment.
진행 후 식(1)로 표현되는 현상 공정의 목표특성치가 최대 한 동일하게 유지되어야 하는 것이다. 왜냐하면 실제 제조 공정에 있어서 특정 기판을 Fig. 7의 1열에 장착하는지 또 는 2열에 장착하는지는 제조 작업자 임의로 선택하는 것이 기 때문이다. 이상적인 장비의 경우 각 면에 대한 식(1) 목 표특성치가 동일해야 하나 현실에 있어서 각 면당 노즐의 위치, 분사 압력, 약품 온도 등 주요한 공정 변수에 차이가 있는 것이 불가피하다. 따라서 본 다구찌 실험에서는 Table 2(b)와 같이 Fig. 7의 지그의 각 열 및 각 면을 조합 하여 총 4개 수준으로 잡음인자를 선정하였다.
본 실험은 식(1)로 표현되는 목표특성치를 최소화하기 위 한 것이므로 다구찌 실험의 망소특성치를 적용하여 식(2)와 같은 신호대잡음비(signal to noise ratio, η)를 정의하였 다. 식(2)에서 인덱스 j는 다구찌 실험의 각 시행을 의미하며 인덱스 k는 Table 2(b) 잡음인자의 각 수준을 의미한다.
log
(2)본 연구에서는 Table 2의 4개의 제어가능인자 및 1개의 잡음인자에 대해서 식(1)의 목표특성치 및 식(2)의 신호대 잡음비를 최적화하고자 Table 3과 같이 4인자 2수준의 직 교배열 (L8(24)) 실험을 설계하였다. 이 경우 R1~R8 까지 총 8회의 실험을 실시하게 된다. Table 3은 8회 실험에 대 한 각 제어가능인자 수준 및 그에 대한 실험으로부터 측정 된 식(1)의 목표특성치 및 신호대잡음비 값을 나타낸 것이 다. 그리고 수직 장비에 대한 R1~R8의 실험과 함께 수평 장비에 대한 목표특성치 및 신호대잡음비를 동시에 측정하 여 기록하였다. 수평 장비의 목표특성치 및 신호대잡음비 는 Table 1의 공정 인자를 이용하여 2장의 기판을 수평 장 비에서 처리하여 얻은 값이다. Fig. 8은 선형 패턴 및 닷 패턴에 대하여 2장 4면의 기판에 대하여 현상 공정 진행 후 손상되지 않은 회로 패턴의 최소 폭을 측정하여 평균한 결 과이다. L1~L8의 모든 실험 경우에 대하여 수평 장비에 비 해 수직 장비의 결과가 우수한 것을 일단 확인할 수 있다.
Table 3으로부터 각 제어가능인자의 수준에 대한 신호 대잡음비의 평균 및 목표특성치의 평균을 구할 수 있다.
Fig. 9는 이와 같이 구해진 값을 각 제어가능인자의 수준별 로 도시한 결과이다. 먼저, Fig.7의 지그의 각 열 및 각 면 에 대해서 목표특성치의 변동을 최소로 하는 제어가능인자 를 선정하기 위해서는 신호대잡음비가 최대로 되는 제어가 능인자의 수준을 선택하여야 한다. Fig. 9(a)의 결과로부터 신호대잡음비의 영향은 Pr, Os에 비하여 상대적으로 Tp, Ti
가 지배적임을 알 수 있다. 또한 신호대잡음비를 최대로 하 는 제어가능인자의 수준은 Tp, Ti, Pr, Os에 대하여 각각 1
(a) S/N Ratio
(b) Minimum line width
Figure 10. Improvements from Taguchi experiment.
(a) S/N Ratio
(b) Minimum line with (y)
Figure 9. Main effect plots for S/N Ratio and minimum line width(y).
수준, 2수준, 1수준, 1수준임을 알 수 있다. 이와 같이 선정 된 제어가능인자의 조합에 대한 목표특성치 y의 경향은 Fig. 9(b)와 같다. 본 실험에서는 각 제어가능인자에 대하 여 신호대잡음비를 최대로 하는 조합에서 목표특성치도 최 소가 됨을 확인할 수 있다. 또한 신호대잡음비 결과와 동일 하게 목표특성치 결과에 대하여 Pr, Os에 비하여 상대적으 로 Tp, Ti의 영향이 지배적임을 확인할 수 있다.
Figure 8. Minimum line width measured by Taguchi experiment.
이상의 실험 결과로부터 수직 장비의 경우 지그의 각 열 및 각 면의 선택에 무관하게, 현상 공정 진행 후 회로 패턴 손상을 최소화로 하는 공정 변수의 조합은 현상 약품 온도 26℃, 현상 스프레이 노즐에 노출되는 시간 27초임을 알 수 있다(Table 4).
Process value Value
Temperature, Tp (℃) 26 Pressure, Pr (MPa) 0.2
Time, Ti (sec) 27
Oscillation, Os (mm) 70
Table 4. Optimal process values from Taguchi experiment.
V. 확인 실험
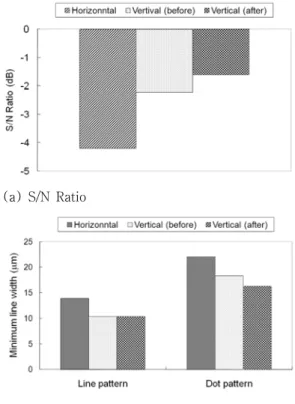
이상의 다구찌 실험 결과를 검증하기 위하여 (1) 수평 장 비 + Table 1, (2) 수직 장비 + Table 1, (3) 수직 장비 + Table 4 의 3가지 공정 변수 조합에 대하여 신호대잡음비 및 목표특성치를 측정하는 비교 실험을 실시하였다. Fig.
10은 확인 실험의 결과를 도시한 것이다. 신호대잡음비의 경우 수직 장비를 사용하여 현상 공정을 진행하는 경우 다 구찌 실험 결과의 적용 여부를 떠나서 수평 장비에 비하여 개선된 결과를 얻을 수 있었다. 특히 다구찌 실험 결과를 적용한 수직 장비의 신호대잡음비는 -1.61dB로서 수평 장 비의 -4.20dB에 비하여 2.59dB 만큼 개선된 것을 알 수 있다. 한편, 목표특성치를 구성하는 선형 패턴 및 닷 패턴 에 대한 확인 실험 결과는 Fig. 10(b)와 같다. 선형 패턴에 대해서는 다구찌 실험 결과를 적용한 수직 장비의 경우 10.4μm로서 수평 장비 13.8μm 대비 3.5μm 개선되었다.
닷 패턴에 대해서는 다구찌 실험 적용 수직 장비의 경우 16.3μm, 수평 장비의 경우 22.1μm로서 5.8μm 만큼 개선 된 결과를 확인할 수 있다. 이상의 결과는 개발된 수직 장 비 및 다구찌 실험 결과를 BGA 현상 공정에 적용함으로써 기존의 수평 장비를 사용하는 것에 비하여 3~6μm 정도 더 미세한 회로 패턴을 손상 없이 공정 진행할 수 있음을 의미 한다.
VI. 결 론
본 연구에서는 BGA용 습식 현상 공정 있어 기존의 수평 장비를 대체하여 수직 장비를 새로이 개발하였다. 수직 장 비는 수평 장비에 비하여 기판 표면의 소프트한 드라이필 름 패턴의 회로 요철과 장비 구동부와의 충돌을 배제할 수 있는 구조적 이점을 가지고 있어 미세 회로 패턴을 손상없 이 공정 진행 할 수 있는 장점이 있다.
개발된 수직 장비의 공정 능력을 최적화하기 위하여 본 연구에서는 다구찌 방법을 적용하였다. 수직 장비는 생산 성을 고려하여 2장의 기판을 병렬로 공정 처리하도록 설계 되었는데, 이를 잡음인자로 선정하여 2장 기판의 좌우면 공정 능력이 최대한 동일하도록 제어가능인자를 조절하였
다. 다구찌 실험은 4가지 제어가능인자에 대하여 각각 2수 준을 설정하여 L8(24) 직교배열 실험을 진행하는 것으로 하 였다.
실험 결과 현상 약품의 온도 및 현상 스프레이 노즐에 노 출되는 시간이 주요한 공정 인자인 것으로 확인되었다. 결 론적으로 BGA 현상 공정에 있어 다구찌 최적화된 수직 장 비를 적용함으로써 수평 장비에 비하여 신호대잡음비는 2.59dB 개선되었고, 회로 패턴을 손상 시키지 않고 진행할 수 있는 최소 선폭은 3~6μm 정도 개선되는 결과를 얻을 수 있었다.
참고문헌
[1] S. B. Koo and H. K. Lee, Journal of The Korean Institute of Surface Engineering 39, 166 (2006).
[2] Y. Shin, S. Son, and S. Jeong, Journal of the Korean Society for Precision Engineering 21, 32 (2004).
[3] H.-C. Jeong, D.-W. Kim, G.-M. Choi, and D.-J.
Kim, Journal of the Korean Society for Precision Engineering 23, 47 (2006).
[4] H. Jeong, G. Choi, and D. Kim, Transactions of the KSME B 30, 381 (2006)
[5] J.-S. Kwak and M.-K. Ha, Journal of the Korean Society of Precision Engineering 21, 37 (2004).
[6] N.-K. Baek and D.-E, Kim, Journal of the Korean Society of Precision Engineering 19, 59 (2002).
[7] P. Lim and G.-E. Yang, Journal of the Korean Society of Precision Engineering 5, 59 (2006).
[8] K. Lee and J. Kim, Control Engineering Practice 8, 949 (2000).
BGA Deveop Process Optimization for the Vertical Wet Equipment Using Taguchi Experiment
Sun Joong Ryu*
ACI Division Samsung Electro-Mechanics Co. LTD., Yeongi-Gun 339-702 (Received July 8, 2009, Revised July 21, 2009, Accepted July 23, 2009)
Vertical wet equipment for the BGA develop process was newly developed substituted for conventional horizontal wet equipment. The benefits of vertical equipment are that the pattern damages generated by the collision between the patterns and transferring rollers can be eliminated because the direct contact between the equipment’s transferring units and the soft dry film patterns does not occurs. Taguchi experiment was conducted to optimize the process characteristics for the vertical equipment. The experiment was organized as the smaller the better problem which includes adequate uncontrollable factor and controllable factors. The uncontrollable factors are the 4 sides of two panels which are loaded to the equipment at the same time. By the analysis of the experiment, temperature of the develop chemicals and develop spraying time are analyzed as the main controllable factors. Finally, line pattern’s minimum width which is not damaged for the develop process was improved from 13.8 μm for the horizontal equipment to 10.4 μm for the vertical equipment. And dot pattern’s minimum width is improved from 22.1 μm to 16.3 μm.
Keywords : BGA, Develop process, Wet equipment, Taguchi experiment, Signal to noise ratio
* [E-mail] [email protected]