롤투롤 인쇄공정 적용을 위한 차세대 나노입자 소결 기술
이은경1·은경태1·안영석1·김용택1·천민우2·좌성훈1,†
1서울과학기술대학교 NID 융합기술대학원, 2국민대학교 기계설계대학원
Alternative Sintering Technology of Printed Nanoparticles for Roll-to-Roll Process
Eun Kyung Lee1, Kyoungtae Eun1, Young Seok Ahn1, Yong Taek Kim1, Min-Woo Chon2 and Sung-Hoon Choa1,†
1Graduate School of NID Fusion Technology, Seoul National University of Science and Technology, 232 Gongneung-ro, Nowon-gu, Seoul 139-743, Korea
2Graduate School of Mechanics and Design, Kookmin University, 77 Jeongneung-ro, Seongbuk-gu, Seoul 136-702, Korea (2014년 11월 10일 접수: 2014년 11월 21일 수정: 2014년 12월 12일 게재확정)
Abstract: Recently, a variety of printing technologies, including ink jet, gravure, and roll-to-roll (R2R) printing, has generated intensive interest in the application of flexible and wearable electronic devices. However, the actual use of printing technique is much limited because the sintering process of the printed nanoparticle inks remains as a huge practical drawback. In the fabrication of the conductive metal film, a post-sintering process is required to achieve high conductivity of the printed film. The conventional thermal sintering takes considerable sintering times, and requires high temperatures.
For application to flexible devices, the sintering temperature should be as low as possible to minimize the damage of polymer substrate. Several alternative sintering methods were suggested, such as laser, halogen lamp, infrared, plasma, ohmic, microwave, and etc. Eventually, the new sintering technique should be applicable to large area, R2R, and polymer substrate as well as low cost. This article reviews progress in recent technologies for several sintering methods. The advantages and disadvantages of each technology will be reviewed. Several issues for the application in R2R process are discussed.
Keywords: Flexible transparent electrodes, Nanoparticles sintering, Roll to Roll process, Printed electronics
1. 서 론
인쇄전자(printed electronics) 기술은 인쇄가 가능한 기 능성 전자 잉크 소재를 이용하여 프린팅 공정을 통해서 다양한 전자소자를 제작하는 기술로써, 차세대 전자 기 기, 특히 유연전자기기(flexible electronic devices)의 제작 에 적합한 공정기술로 잘 알려져 있다. 잉크젯 프린팅 기 술은 회로의 전기적 연결, RF ID 카드, OTFT (organic thin- film transistors), 및 센서 어레이 제작에 다양하게 적용될 수 있으며 궁극적으로 roll-to-roll (R2R) 공정에 적용될 것 으로 판단된다.1-4) 인쇄공정을 통해서 전자소자를 제작하 면 기존 공정에 비해서 여러 가지 장점을 가질 수 있다.5) 우선 값비싼 제작 과정 없이 다양한 공정이 가능하여 공 정 비용을 획기적으로 낮출 수 있으며, 연속 공정을 통해 서 공정 속도 또한 증대시킬 수 있다. 또한 공정을 유지
하는데 사용되는 전기 등 각종 에너지의 소비를 줄여서 환경 친화적인 공정이 가능하며, 원하는 부분에만 선택 적으로 전자소자의 제작이 가능하므로 불필요한 화학적 인 폐기물의 배출을 최소화 할 수 있다. 또한 인쇄전자 기 술은 많은 잉크 소재들이 저온에서의 공정이 가능하여 유 연한 플라스틱 기판 위에 전자소자를 구현하는 플렉시블 전자소자 기술과 매우 높은 공정 적합성을 지니고 있다.
인쇄 공정에 사용되는 전도성 잉크 재료는 각종 소자 의 전극, 배선 등에 주로 사용되며 이때 형성되는 전도성 라인에 필요한 가장 중요한 물성은 바로 전도도이다. 가 령 예를 들면, 전도성 잉크 재료의 인쇄 공정을 통해서 메 모리소자의 배선을 형성한다고 하였을 때, 형성된 배선 라 인의 전도도가 높을 시에는 저항에 의한 에너지 감소를 최소화 할 수 있어서 낮은 동작 전력 구현이 가능하다. 그 다음으로 중요한 요구 사항은 낮은 공정 온도, 낮은 제조
†Corresponding author E-mail: [email protected]
© 2014, The Korean Microelectronics and Packaging Society
This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License(http://creativecommons.org/
licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
특집 : 나노입자 소결 기술
지만, 건조 및 소성 후 인쇄 두께가 매우 얇게 된다는 단 점이 있다. 다른 하나의 전도성 잉크로서 분산제로 안정 화된 나노입자와 용매 및 첨가제로 구성된다.7)나노입자 들이 성장되어질 때 PVP (poly(vinyl pyrrolidone))와 같은 분 산제가 나노입자를 둘러싸면서 capping agent 역할을 하여 분산성을 향상 시켜 주게 된다. 이 방법은 나노입자의 대 량 생산에 용이한 방법이라고 할 수 있으나 입자 생성 시 입자들의 크기가 균일하지 못하다는 단점을 가지고 있다.
NP 잉크가 기판에 프린팅된 직후는 전기적으로 절연 상태이거나 저항이 매우 높다. 프린팅된 NP 잉크 패턴이 전도성 패턴으로 변하기 위해서는 소결(sintering 또는 annealing) 과정이 필요한데 이 과정은 두 단계로 나눌 수 있다. 첫 번째 단계에서는 금속 NP 입자를 둘러싸고 있 는 유기 코팅이 소결 온도에서 제거된다. 이 단계에서 NP 들은 물리적으로 접촉하게 되면서 저항이 낮아진다. 두 번째 단계로서 작은 NP 입자들이 뭉치면서 큰 입자를 형 상하게 되며 입계 성장(grain growth)이 진행된다. NP 입 자들의 큰 surface-to-volume ratio로 인하여 표면 에너지 가 감소하고, 입자들이 서로 붙기 시작한다. 이렇게 입자 들 사이에서 발생된 necking 구조로 인하여 주변 입자들 은 percolation 채널을 형성하게 되면서 저항은 더 낮아지 게 된다.8) 통상적으로 프린팅된 나노 잉크를 전도성으로 만들어 주기 위해서는 높은 온도 (>250oC)와 긴 시간(>
30분)을 필요로 한다. 그러나 R2R 공정에서 이러한 조건 을 충족하기에는 문제가 많다. 가령 R2R 공정에서의 web 의 속도는 초당 수 미터로서 R2R 공정에 적용하기 위한 소결 속도는 수 초 이내가 되어야 실제 공정에 적용될 수 있다. 또한 소결 온도 200oC 이상에서는 유리 및 polyimide 기판을 제외하고, 기존의 PET, PC, PEN 기판과 같은 폴리 머 기판이 손상되기 때문에 소결 온도도 더 낮아져야 한 다. 따라서 R2R 공정에 적용하기 위한 저온 및 고속 소 결 공정에 대한 연구가 많이 진행되어 왔다.
기존의 열소결(thermal sintering) 공정은 주로 hot plate 나 오븐을 사용하여 잉크를 소결시킨다. 기존의 열소결 공정에서 소결 온도를 낮추기 위한 여러 방법들이 제안된 바 있다. 주로 저분자량의 유기 첨가물(organic additive)을 사용하거나9)적은 양의 유기 바인더 물질10)을 사용하는 것이다. 그러나 유기 바인더를 적게 사용할 경우 프린트
2.1. 레이저 소결 기술
레이저 소결의 원리는 금속 나노입자에 레이저 빛을 조 사하게 되면 금속 나노입자가 레이저 에너지를 흡수하면 서 생성된 열로 인해 소결이 일어나게 되는 방식이다. 레 이저 초점에 의해 원하는 부분만을 선택적으로 가열되기 때문에 기판의 손상을 최소화 하면서 빠른 시간 내에 소 결을 할 수 있다는 장점이 있다.11) 레이저 소결 공정에서 영향을 주는 요소는 레이저 파워, 스캔 속도, 빔의 크기 등이 있다. 레이저 소결 방법의 종류에는 selective laser sintering(SLS)12)과 excimer laser annealing(ELA)13) 등의 방법이 있다. SLS 공정 방법은 원하는 부분만 레이저 소 결시켜 적층식으로 쌓아가는 방식으로 Deckard와 Beaman 이 개발하였다.12) Fig. 1은 ELA 공정 방법의 도식도이다.
이 공정 방법은 a-Si 기판을 최단시간 동안 레이저 빔에 노출시켜 순간적으로 poly-Si으로 바꾸어주는 방식으로 1980년에 G. Yaron과 L. D. Hess에 의해 처음으로 개발 되 었다.13) 우수한 결정성과 빠른 결정화 속도, 고 이동도, 양 산성이 검증된 기술이지만 유지비용이 매우 높고, 레이 저 빔이 불균일하게 조사될 가능성이 있다.
레이저 소결기술을 이용하여 다양한 금속입자들의 소 결 방법이 소개되었다. Joo14)등은 플라스틱 기판 위에 증 착된 구리 박막의 전기적 특성과 미세 구조에 대한 연구 를 위해 레이저 소결을 이용하여 구리 박막을 소결하였 다. 먼저 copper oxide와 포름산을 합성하여 구리 페이스 트를 제작하였다. 레이저 소결은 적외선 레이저를 이용
Fig. 1. Schematics of excimer laser annealing.13)
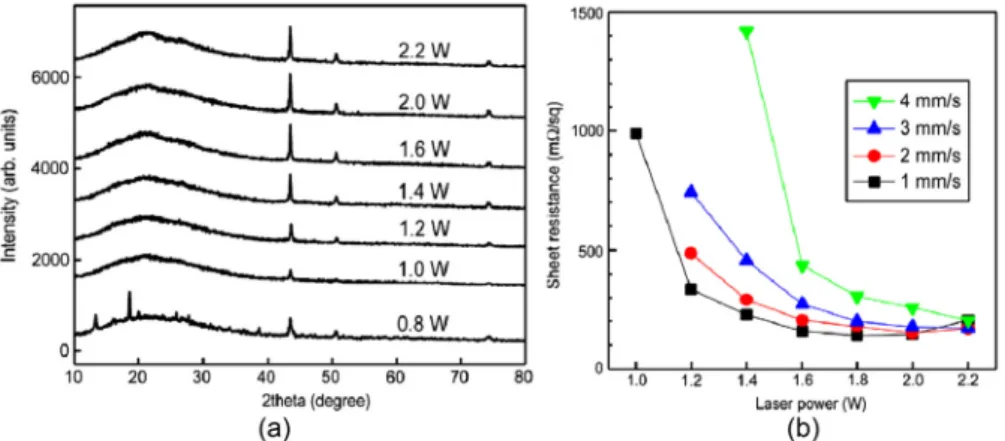
하여 레이저의 파워와 스캔속도에 의한 영향을 분석하기 위해 레이저의 최대 파워는 2.2 W, 스캔속도는 1.0 mm/s 에서 4.0 mm/s까지 조절하면서 진행하였다. Fig. 2는 레 이저 소결로 제작한 구리 박막의 XRD 분석과 면저항 측 정 결과이다. 레이저의 파워가 증가할수록 구리 박막이 흡수하는 에너지가 증가하기 때문에 결정화 상태가 좋아 지는 것을 확인하였다. 또한 레이저 스캔 속도가 감소할 수록 저항이 감소하였다. 이는 스캔 속도가 감소함에 따 라 구리 박막에 초당 레이저가 노출되는 시간이 증가하 면서 온도가 높아지기 때문이다. 그리고 XRD 분석 결과 와 면저항 측정 결과를 통해 Cu 박막이 전기적 특성을 얻 기 위해서는 레이저의 스캔속도 1 mm/s, 레이저 파워 1.0 W가 최소한의 요구 조건이라는 것을 알게 되었다. 한 편 레이저 파워가 증가할수록 나노입자 간에 소결이 잘 이 루어지고 표면이 더 부드러워 지는 것을 관찰할 수 있었다.
Ko15) 등은 금 나노입자의 소결을 시도하였다. OFET 제 작하는 과정에서 SLS 방법으로 낮은 온도에서 Ar ion laser (514.5 nm 파장)을 이용한 레이저 소결 공정을 사용 하여 OFET를 제작하였다. 레이저 파워가 증가할수록 저 항이 낮아지는 것을 관찰할 수 있었다. Fig. 3은 OFET 공 정 과정의 도식도이다. 먼저 잉크젯 공정을 통해 금 나노 입자을 프린팅한 후 레이저 소결을 이용하여 source와 drain 부분을 제작하였다. OFET의 성능을 시험한 결과, lithography 공정을 이용하여 제작한 OFET만큼의 성능을 보였다. Schade16) 등은 photothermal 레이저를 이용하여
레이저 조사 시간과 파워를 변화하면서 TiO2 박막을 소 결하였다. Fig. 4는 photothermal 레이저 소결을 진행한 TiO2 박막 표면의 SEM 분석 결과이다. Fig. 4(a)는 레이 저 파워를 0.5 MW/cm2으로 고정하고 레이저 조사 시간 을 변화하면서 소결한 결과이다. (b)는 레이저 조사시간 을 0.5 μs로 고정하고 레이저 파워를 변화하면서 소결한 결과이다. 레이저의 조사 시간과 파워가 증가할수록 TiO2
박막 표면이 더 소결되는 것을 관찰할 수 있었다.
현재 레이저 소결 기술에서 해결해야 될 문제는 대면 적 기판에 대한 소결 기술이다. 레이저 빔의 크기 및 스 캔 속도를 고려하면 30×30 cm2면적의 기판을 소결하는 데 수 십 분이 소요된다. 이러한 문제를 해결하는 방안으 로 여러 방법이 활용될 수 있다. 우선 레이저의 파워를 증 가시킴으로써 스캔 속도를 더 증가시킬 수 있다. 또한 line-beam laser를 사용하여 속도를 증가시킬 수가 있다.
물론 line-beam 레이저의 사용도 레이저 파워가 높아야 한다. 한편 고속의 polygon mirror 등의 사용도 고려할 만 하다. 궁극적으로 상용화를 위해서는 소결 장비의 가격 과 효율화 측면에 대한 고려가 중요할 것으로 판단된다.
2.2. IPL 소결 기술
최근 flash light sintering process 혹은 intensive pulsed light (IPL)과 같은 빛 (light)을 이용한 소결 공정에 대한 관심도 증가하고 있다. 빛을 이용한 소결은 flash light annealing (FLA) technique로 불리며, 수 millisecond 동안 Fig. 2. (a) XRD patterns of films scanned at 1 mm/s at different laser powers, (b) sheet resistances plotted as a function of the scan rate
and laser power.14)
Fig. 3. Process steps of for OFET fabrication by selective laser sintering of metal nanoparticle ink.15)
빛이 조사되어 강한 에너지로 온도를 높여 NPs을 소결 시킨다. 이 때 사용되는 lamp는 xenon lamp가 사용되며, 에너지 밀도, 주사 시간, 펄스 횟수 등을 조절하여 최적 조건을 설정한다. 또한 펄스 에너지 밀도 및 파장 밴드폭 에 의해 intense pulsed light (IPL), intense white pulsed light (IWPL)로 구분할 수 있다. 또한 펄스의 duration과 횟수를 통해 기판에 조사될 에너지 밀도를 조절할 수 있 다. 이러한 FLA 기술의 장점은 대기 조건에서 상온 공정 이 가능하고, 공정 시간이 빠르며, 폴리머 기판 등의 사 용이 가능하고, 대면적 적용이 가능하다.
Fig. 5(a)는 IPL 소결 시스템을 보여주고 있다. Xenon lamp는 arc plasma를 이용하여 수 ms 내로 빛을 기판에 노출 시켜 전극을 소결 시킨다. 이 때 UV 파장대의 세기 가 약 130 μW/cm2으로 가시광선 영역만큼의 세기가 나 타나고 있다. 이는 폴리머 기판의 손상을 입히게 된다. 따 라서 UV 필터를 사용하여 UV 파장을 제거함으로 폴리
머 기판의 손상을 최소화 할 수 있다.17) IPL 소결은 노출 시간과 파워를 조절하여 공정 조건을 설정한다. Kang 등 은 Ag NPs를 IPL 소결 공정을 이용하여 전극을 제작하 였다.18) IPL의 세기보다는 펄스의 횟수가 전기적 특성에 영향을 미치는 것으로 나타났다. Fig. 6에서와 같이 IPL 의 펄스 횟수가 증가함에 따라 grain size가 점점 커지는 것을 알 수 있다. 즉, 펄스 횟수가 증가할수록 전기적 특 성이 향상되었고, 열소결에 비해 크게 뒤쳐지지 않음을 알 수 있다.
금속 나노입자를 감싸고 있는 유기 물질로 인하여 전 기적 특성, 접착력에 문제가 발생하기도 한다. 이를 위해 Lee는 선폭, IPL의 세기를 조절하여 전기적 특성의 향상 및 접착력을 향상시켰다.19) 즉, 유기 물질로 코팅된 금 NP 가 IPL 소결 될 때 조사되는 에너지를 변화시킨 것이다.
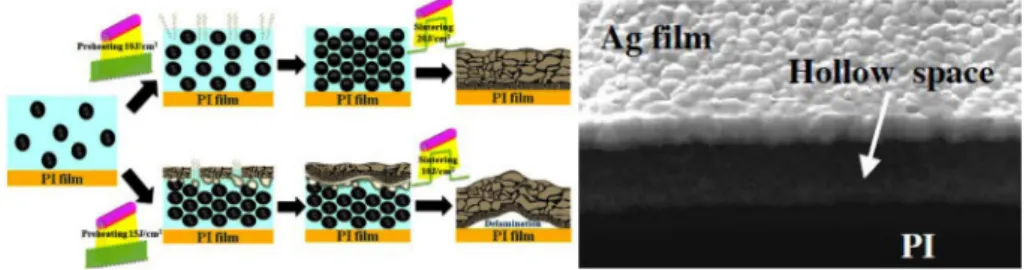
또한 Park은 2-step 소결 공정을 제안하였다.20) 이는 pre- heating으로 유기 물질을 제거한 후 소결공정을 통해 전 Fig. 4. SEM data of TiO2 NP films after (a) laser power fixed laser sintering and (b) laser time fixed laser sintering.16)
Fig. 5. (a) Schematic of IPL sintering system, (b) wavelength of a xenon lamp.18)
기적 특성 및 접착특성을 향상시켰다. Fig. 7(a)를 살펴보 면 Ag NPs가 IPL에 노출되어 소결 되는 과정을 나타내 고 있다. 이 때 Ag NPs 보다 유기 물질이 먼저 소결 되는 것을 알 수 있다. 이는 전기적 특성 및 접착특성의 저하 를 유발시킨다. 즉, 제일 위 층만 소결 되어 전체를 덮는 구조가 형성된다. 이로 인해 내부에 있는 유기 물질이 IPL 에너지에 의해 분해 되어도, 밖으로 분출되지 못하고, Fig.
7(b)와 같이 기판으로부터 delamination 현상이 발생한다.
발생한 delamination에 의해 전기적 특성 및 기계적 특성 이 저하 되는 것을 알 수 있다.20, 21)
한편 Cu의 산화를 감소시키면서 Cu NP를 소결하는 방 법이 최근에 많이 제안되고 있다. Kim과 Ryu는 Cu NPs 와 IPL 소결을 활용하여 Cu 전극을 제작하였다.22, 23) 즉, Kim은 IPL의 세기를 높게 하였고, Ryu는 Cu NPs에 PVP 코팅을 하여 IPL을 조사하였다. Kim의 결과에 의하면 2 ms, 50 J/cm2로 매우 짧고 강하게 IPL을 조사하였음에 도 불구하고, 산화가 되지 않은 것으로 나타났다. IPL의 조사 횟수가 증가할수록 저항이 5 μΩ·cm로 감소하였으 나, 벌크 형태의 Cu의 저항인 1.68 μΩ·cm 보다는 큰 것으 로 나타났으며, 이는 pore로 인하여 저항이 높은 것으로 판단된다. Ryu는 oxidized Cu NPs를 코팅 한 후 IPL 조사 하였다. 산화 되었기 때문에 입자의 크기가 커진 것으로 판단되었다. 또한 PVP와 oxide를 본딩시켜, IPL에 노출 시 키면서 한번에 제거하였다. 즉, Cu NPs의 온도 증가 시, Cu 표면이 여기 상태가 되어 다른 화학 물질이 쉽게 반응 하는 구조가 되는 것을 이용한 것이다. Fig. 8은 PVP로 코 팅된 Cu NPs이 IPL 소결을 통해 Cu2O가 제거되는 과정을 보여주고 있다. Cu2O를 PVP로 코팅 한 후 IPL에 조사 하 면, PVP와 oxide가 제거 되어 순수 Cu만 남게 되며, 또한
Cu2O가 제거된 후 저항은 약 5 μΩ·cm으로 측정되었다.
2.3. IR 소결 기술
적외선(Infrared rays)이란 가시광선의 장파장 끝(약 700 nm)에서 전파의 단파장 끝(약 1 mm)에 이르는 전자 기파를 말한다. 적색 부분보다 장파장에 근접할 수록 열 효과가 크며 IR 소결은 이러한 특성을 이용하여 전도성 잉크에 적외선을 방사하여 잉크 내에 존재하는 금속 나 노입자의 열운동을 활발하게 하여 열처리를 하는 방식이 다. IR 소결은 빛의 복사 에너지를 이용하여 열손실을 최 소화하기 때문에 기존의 열소결 방식보다 예열에 필요한 에너지 소비를 줄일 수 있고 열처리 속도를 빠르게 할 수 있는 장점이 있다. 또한, 낮은 온도에서 열처리가 가능하 고 장비의 크기와 소음을 줄일 수 있다. 그러나 유연소자 의 기판으로 사용되는 폴리머는 IR 영역에 노출될 경우 쉽게 손상을 받는 단점이 있다. 이러한 단점을 극복하기 Fig. 6. (a) two consecutive pulses, (b) three consecutive pulses at 50 J/cm2, (c) thermal sintered at 200oC.18)
Fig. 7. (a) Schematic of the two-step flash light sintering process with two different energy combinations, (b) microstructures of IPL sintered film.20, 21)
Fig. 8. Schematic of reactive sintering using IPL.23)
위하여 NIR 소결 방식을 이용하기도 한다.
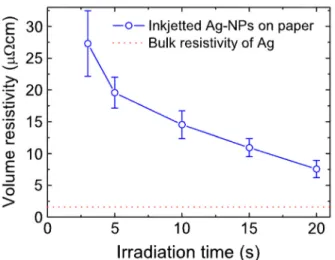
D. Tobjörk24)는 백열 램프를 이용하여 종이 위에 인쇄 된전도성 잉크를 열처리하는데 성공했다. 적외선의 강도 는 램프의 거리를 변화시켜 조절하였다. Fig. 9는 적외선 방사 시간에 따른 은 NPs의 저항 변화를 보여주고 있다.
2-4 W/cm2의 강도로 적외선을 방사한 결과, 20초에 7.5μΩ의 저항 값을 얻었다. 그리고 IR 소결은 종이 기판 에 인쇄된 전도성 잉크를 건조시키는 과정에서 발생하는 커피 얼룩과 크랙의 발생을 감소시킬 수 있다. Fig. 10은 유리 기판과 종이에 인쇄된 금 NPs를 IR 소결을 진행한 후에 현미경으로 관찰한 모습이다. 유리 기판에 형성된 금 나노입자는 열처리 후에 크랙들이 형성되었으나 종이 위에 인쇄된 금 나노입자는 열처리 후에 크랙이 형성되 지 않았다. 따라서 IR 소결은 종이 위의 전도성 잉크를 열 처리할 때 매우 유용할 것으로 판단된다. M. Cherrington 등25)은 폴리머 기판이 IR 영역에 노출될 경우 쉽게 손상 을 받는 점을 극복하기 위한 방법으로 NIR 소결 방식을 적용하여 은 나노 잉크를 열처리하였다. NIR을 이용하여 은 나노 잉크를 열처리할 경우, IR을 이용할 때 보다 빠
른 시간 내에 낮은 면저항 값을 얻을 수 있다는 것을 확 인할 수 있었다. 이것은 은 나노 잉크가 NIR 영역의 빛을 빠르게 흡수하기 때문에 빠른 시간에 낮은 면저항을 가 질 수 있었던 반면, 폴리머 기판은 NIR 영역대의 빛을 적 게 흡수하여 기판의 손상도 감소시킬 수 있었다.
2.4. Plasma 소결 기술
플라즈마 소결이란 플라즈마 이온의 충돌에너지로 나 노 잉크를 가열하는 방법이다. 열처리가 챔버 내에서 진 행되기 때문에 불순물의 영향을 받지 않는 장점이 있지 만 이온을 가속화하여 열처리를 하기 때문에 샘플과 기 판에 손상이 발생할 수 있다. 그리고 챔버 내에서 진행해 야 하며 패턴의 소결에 적합하지 않다는 단점이 있다.
Reinhold 등26)은 폴리머 기판 위에 잉크젯으로 프린팅된 은 나노 잉크를 낮은 압력의 분위기에서 아르곤 플라즈 마를 이용하여 소결하였다. 80 W의 파워를 가하여 60분 간 열처리를 진행하였으며 Fig. 11은 소결 후에 표면을 SEM으로 관찰한 것이다. (V)사진은 소결되지 않은 영역 으로 전기가 통하지 않는 반면 (III)와 (IV)사진에 나타난 소결된 표면은 전도성 잉크 속의 나노입자들이 소결되어 grain을 형성한 것을 확인할 수 있었다. 소결 시간을 달리 하여 관찰한 결과, 소결된 부분과 소결되지 않은 부분이 구분되는 것이 확인되며, 전체적으로 grain이 형성된 것 을 확인할 수 있다.
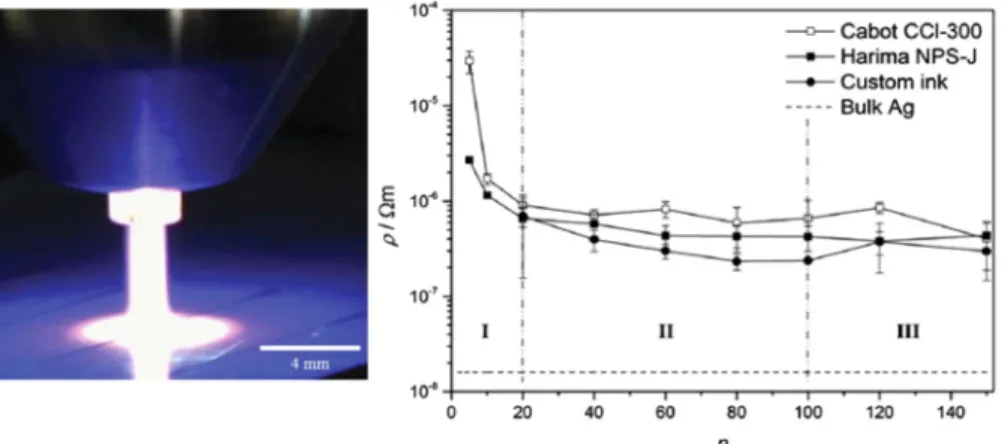
S. Wunscher 등27)은 대기 중에서 플라즈마를 이용하여 잉크젯으로 프린트된 나노 잉크를 소결하였다. Fig. 12는 플라즈마 열처리된 나노잉크의 비저항 값을 소결 횟수에 따라 분석한 결과이다. 플라즈마 소결은 top to bottom 방 식으로 표면부터 소결이 진행되기 때문에 20회 이전의 소결 동안에는 저항 값이 작아지지 않았지만 20회 이상 의 열처리부터는 저항이 감소하는 것을 확인할 수 있다.
여러 번 열처리를 진행해야 하는 단점을 보완하기 위해서 플라즈마 소결과 동시에 hot plate를 사용하기도 한다.28) Hot plate를 동시에 사용한 결과, 플라즈마 소결 1회와 20 회 사이의 저항 값 차이는 크지 않으며 낮은 저항을 얻을 수 있다는 것을 확인했다. 플라즈마 소결 방법을 이용하 면 국부적으로 열처리가 가능할 뿐만 아니라 대기 중에 서 열처리를 진행할 수 있어 R2R 공정에 적합할 것으로 Fig. 9. The measured volume resistivity of inkjetted Ag-NP-
structures on paper is shown after different exposure times to the IR-lamp A at an intensity of 2-4 W/cm2.24)
Fig. 10. Optical microscope images are shown of IR-sintered ink- jet printed Au-NPs on glass (top) and on paper (bottom), where the brighter (yellow colored) areas are the sintered Au-NPs.
예상된다.
2.5. Ohmic 소결 기술
Ohmic 소결은 rapid electrical sintering (RES)이라고도 불리며 나노입자들의 패턴에 전류를 흘려 주어 패턴상의 저항에 의해 발생하는 국부 가열을 이용하여 소결을 진 행시키는 방법이다. 나노입자 층에 전류를 가하기 때문 에 소결을 진행하기 위해서는 전극이 도전 상태이어야 한 다. 이러한 이유로 대부분의 시험에서는 pre-curing을 거 치게 된다.29) Ohmic 소결의 가장 큰 장점으로는 나노입 자의 패턴에만 부분적으로 열이 작용하기 때문에 Tg 값 이 낮은 기판에도 쉽게 적용이 가능하여 기판 선택이 자 유롭다. 또한, 기존의 소결 방법보다 매우 짧은 시간이 걸 리기 때문에 대량생산에 용이한 장점을 가지고 있다.30) 단점으로는 나노입자의 패턴에 전기를 가할 수 있는 물 리적 contact 구조가 기판에 제작 되어야 한다. 이는 높은 접촉 저항, 접촉 패드의 공간 등의 이유로 대량생산에 비 효율적인 요소가 된다. 이를 극복하기 위하여 contactless RES 등이 연구 중에 있다
Roberson 등29)은 Ag, Ag/Cu NP 잉크를 ohmic 소결의 조건을 변화 시켜 비교 분석하였다. Ag/Cu NP를 사용한 비교 실험에서 ohmic 소결은 250oC, 1시간의 열소결을 대 체할 수 있음을 보여 주었다. Fig. 13은 Ag/Cu NP의 열소 결 및 ohmic 소결 전 후의 나노입자의 미세구조의 차이 를 보여 주고 있다. Ohimc 소결 이후 grain의 크기가 증 가 함을 알 수 있다. 이 시험에서 pre-curing을 마친 Ag/
Cu 초기 나노입자들은 약 2612 nΩm을 가졌으며 250oC, 1시간의 열소결을 거치며 746 nΩm의 소결 결과를 가졌 다. 같은 샘플의 비교로 0.40 mA/μm2, 3초의 조건의 ohmic 소결은 358 nΩm의 소결 결과를 보였다. 이는 기존 의 열소결 보다 저온에서 빠른 시간에 소결을 진행 할 수 있음을 보여 주었다. Allen 등30)은 은 NP 잉크를 패턴에 DC 전압을 사용하여 ohmic 소결을 진행하여 저항을 4.3Ω까지 줄이는데 성공하였다. 또한, AC 전압을 사용 하여 contactless AC 소결의 가능성을 보여 주었다. Fig 14 와 같이 contactless AC 소결은 전도체 패턴 밑의 나노입 Fig. 12. Photograph of the non-thermal atmospheric pressure plasma beam focused onto the printed track on PEN foil and Effect of the
number of sintering cycles (n) (sintering time) on final resistivity.27)
Fig. 13. The change in microstructure which occurs as a result of an additional thermal cycle of 250oC for 1 h compared with a 3 s ohmic curing cycle with current density of 0.40 mA/lm2.29)
Fig. 14. (a) Schematic representation of contactless AC sintering between a probe above the nanoparticle layer beneath the printing substrate. Infrared (λ-10 μm) images of (b) pulse and (c) square shaped (closed-loop) conductor patterns.30)
자 층에 AC 전류를 걸어 주고 기판 아래쪽에 ground를 걸어 전도체 패턴에 소결을 진행한다.이 같은 방법은 보 다 쉽게 R2R 공정에 적용할 수 있을 것으로 생각된다. 이 후, 기존의 DC 전압을 사용한 ohmic 소결의 패턴의 직접 연결 해야 하는 비효율성과 큰 영역을 한번에 소결 하는 데에 무리가 있는 단점을 보완할 수 있는 방법을 제시하 였다.31) 이러한 contactless RES 방법은 Fig. 15와 같이 R2R 공정에 쉽게 적용할 수 있는 장점이 있다.
2.6. 마이크로웨이브 소결 기술
마이크로웨이브(microwave)는 주파수가 높을수록 효 과적으로 가열되는 반면, penetration depth(침투 깊이)는 감소하여 표면부만 가열되므로 적절한 주파수의 선택이 중요하다. 마이크로웨이브 소결은 일반적으로 나노입자 의 대부분을 소결하기 충분한 2450 MHz가 사용된다. 마 이크로웨이브 소결은 마이크로웨이브의 전자기 에너지 가 나노입자의 내부 가열을 일으켜 소결시키는 방법으로 일반적인 소결이 외부의 열원에서 전도, 복사, 대류의 형 태로 열이 전달되는 것과는 근본적으로 다른 차이점을 가 지고 있다. 마이크로웨이브소결은 마이크로웨이브를 열 원으로 하기 때문에 초급속 가열이 가능하여 소결 시간 의 단축으로 에너지 소비를 줄일 수 있어 기존의 소결 방 식보다 훨씬 효율적이며 낮은 공정 비용이 든다. 하지만 금속과 같은 고전도 물질에서 주파수가 2.45 GHz일 때
로 소결을 통해 240초의 소결 시간의 가능성을 보였다. 제 작된 구조물의 비저항은 3.0×10-7 Ωm 이고 이는 벌크 은 의 5%에 해당하는 값이다. Perelaer 등33)은 전도성 안테 나 구조물을 이용한 마이크로웨이브 flash sintering 방법 을 통해 기존의 마이크로웨이브 소결을 개선하였으며, 마 이크로웨이브 flash sintering은 안테나의 전체 영역, 예비 소결 시간, 배선의 구조에 따라 달라진다는 것을 알 수 있 었다. 최근에는 Micro flash sintering과 visible light photonic microwave sintering을 조합한 연구가 보고된 바 있다.34) Micro flash sintering과 visible light photonic microwave sintering을 조합한 연구를 통하여 은 NPs가 15초 이내의 소결을 통하여 최종적으로 벌크 은의 40%의 전도도를 갖 게 됨을 보여주었다.
3. 결 론
본 논문에서는 잉크젯 혹은 R2R 공정을 이용하여 프린 Fig. 15. Schematic view of a RES unit in an R2R printing system.
Fig. 16. (a) Printed onto a polyimide substrate (b) conductance as function of time for the microwave sintering of silver tracks.32) Fig. 17. (a) Unsintered silver tracks (b) sintered silver tracks.32)
팅된 나노입자를 소결하는 최신 기술에 대해서 소개하였 다. 기존의 열소결 공정은 소결 시간 및 소결 온도의 한 계로 인하여 R2R 공정의 적용이 거의 불가능하다. 따라 서 현재 레이저, IPL, 플라즈마, 마이크로웨이브, IR 등의 소결 기술이 소개되어 사용되고 있으며, 다른 소결 기술 도 계속 개발되고 있다. 이러한 기술들은 각기 장단점을 갖고 있다. 현재 소결 기술을 개발함에 있어 가장 중요한 요소는 빠른 소결 시간과 대면적 기판의 적용 가능성 여 부이다. 또한 최근에 프린트된 패턴의 폭이 수 마이크로 의 정밀도를 요하는 응용 분야가 많이 생기면서 잉크와 기판의 접음성, 접착력, 표면 장력 등의 향상을 요구하고 있는 실정이다. 그러나 현재까지 상용화를 위한 최적의 소결 기술이 개발된 상태는 아니다. 가령 차세대 소결 기 술로 가장 가능성이 있는 레이저 소결의 경우, 소결 속도 에 대한 문제로서 고출력의 레이저 혹은 line-beam 레이 저의 개발이 추가적으로 필요하다. 또한 IPL 소결의 경우 높은 에너지로 인한 폴리머 기판의 손상을 최소화하기 위 한 최적 조건의 개발이 필요하다. 또한 이러한 소결 공정 을 개발함에 있어서 가격 및 공간의 제약 등을 고려하여 야 한다. 그러나 R2R 공정의 최근 개발 속도를 고려하여 볼 때, 머지않아 최적의 소결 기술이 개발되어 상용화에 도달할 것으로 예측된다.
감사의 글
이 연구는 서울과학기술대학교 교내 학술연구비 지원 으로 수행되었습니다.
References
1. V. Subramanian, J. M. J. Frechet, P. C. Chang, D. C. Huang, J. B. Lee, S. E. Molesa, A. R. Murphy, D. R. Redinger and S. K. Volkman, “Progress toward development of all-printed RFID tags: Materials, processes and devices”, Proc. IEEE, 93(7), 1330 (2005).
2. S. -J. Hong, J. -W. Kim, C. J. Han, Y. -S. Kim and T. -W.
Hong, “Trends on Technology of Eco-friendly Metal and Ceramic Nanoparticle Inks for Direct Printing”, J. Miroelec- tron. Packag. Soc., 17(2), 1 (2010).
3. K. Woo, C. Bae, Y. Jeong, D. Kim and J. Moon, “Inkjet- printed Cu source/drain electrodes for solution-deposited thin film transistors”, J. Mater. Chem., 20, 3877 (2010).
4. Y. M. Shin, S. -S. Chee and J. -H. Lee, “Trends on Synthesis of Cu Nanoparticles by a Wet Reduction Method”, J. Micro- electron. Packag. Soc., 20(3), 11 (2013).
5. M. A. M. Leenen, V. Arning, H. Thiem, J. Steiger and R.
Anselmann, “Printable Electronics: Flexibility for the Future”, Phys. Status Solidi A, 206(4), 588 (2009).
6. A. L. Dearden, P. J. Smith, D. Y. Shin, N. Reis, B. Derby and P. O’Brien, “A low curing temperature silver ink for use in ink-jet printing and subsequent production of conductive tracks”, Macromol. Rapid Commun., 26(4), 315 (2005).
7. J. Perelaer, P. J. Smith, D. Mager, D. Soltman, S. K. Volkman,
V. Subramanian, J. G. Korvink and U. S. Schubert, “Printed electronics: The challenges involved in printing devices, inter- connects and contacts based on inorganic materials”, J. Mater.
Chem. 20, 8446 (2010).
8. M. Jose-Yacaman, C. Gutierrez-Wing, M. Miki, D. -Q. Yang, K. N. Piyakis and E. Sacher, “Surface diffusion and coales- cence of mobile metal nanoparticles”, J. Phys. Chem. B, 109(19), 9703 (2005).
9. D. Huang, F. Liao, S. Molesa, D. Redinger and V. Subrama- nian, “Plastic- compatible low resistance printable gold nano- particle conductors for flexible electronics”, J. Electrochem.
Soc., 150(7), G412 (2003).
10. J. Perelaer, A. W. M. de Laat, C. E. Hendriks and U. S. Schu- bert, “Inkjet-printed silver tracks: low temperature curing and thermal stability investigation”, J. Mater. Chem. 18, 3209 (2008).
11. S. H Ko, H. Pan, Daeho Lee, Costas P. Grigoropoulos and H.
K. Park, “Nanoparticle selective laser sintering processing for a flexible display fabrication”, J. Appl. Phys., 49(5S1), 05EC03 (2010).
12. N. Guo and M. C. Leu, “Effect of different graphite materials on the electrical conductivity and flexural strength of bipolar plates fabricated using selective laser sintering”, International Journal of Hydrogen Energy, 37(4), 3558 (2012).
13. G. Yaron and L. D. Hess, “Application of laser annealing tech- niques to increase channel mobility in silicon on sapphire transistors”, Appl. Phys. Lett., 36(3), 220 (1980).
14. M. Joo, B. Lee, S. Jeong and M. Lee, “Comparative studies on thermal and laser sintering for highly conductive Cu films printable on plastic substrate”, Thin Solid Films, 520(7), 2878 (2012).
15. S. H. Ko, H. Pan and C. P. Grigoropoulos, “Air stable high resolution organic transistors by selective laser sintering of ink-jet printed metal nanoparticles”, Appl. Phys. Lett., 90, 141103 (2007).
16. L. Schade, S. Franzka, S. Hardt, H. Wiggers and N. Hart- mann, “Sintering of thin titanium dioxide nanoparticle films via photothermal processing with ultraviolet continuous-wave lasers”, Appl. Surf. Sci., 278, 336 (2013).
17. A. V. Shyichuk, J. R. White, I. H. Craig and I. D. Syrotynska,
“Comparison of UV-degradation depth-profiles in polyethyl- ene, polypropylene and an ethylene-propylene copolymer”, Polymer Degradation and Stability, 88(3), 415 (2005).
18. J. S. Kang, J. Ryu, H. S. Kim and H. T. Hahn, “Sintering of inkjet-printed silver nanoparticles at room temperature using intense pulsed light”, J. Electron. Mater. 40(11), 2268 (2011).
19. D. J. Lee, S. H. Park, S. Jang, H. S. Kim, J. H. Oh and Y.
W. Song, “Pulsed light sintering characteristics of inkjet- printed nanosilver films on a polmer substrate”, J. Micro- mech. Microeng., 21(12), 125023 (2011).
20. S. -H. Park, S. Jang, D. -J. Lee, J. Oh and H. -S, Kim, “Two- step flash light sintering process for crack-free inkjet-printed Ag films”, J. Micromech. Microeng., 23(1), 015013 (2013).
21. D. J. Lee and J. H. Oh, “Inkjet printing of conductive Ag lines and their electrical and mechanical characterization”, Thin Solid Films, 518(22), 6352 (2010).
22. H. -S. Kim, S. R. Dhage, D. -E. Shim and H. T. Hahn,
“Intense pulsed light sintering of copper nanoink for printed electronics”, Appl. Phys. A, 97(4), 791 (2009).
23. J. Ryu, H. -S. Kim and H. T. Hahn, “Reactive sintering of
plasma sintering of inkjet printed silver tracks on polymer substrates”, J. Mater. Chem., 19, 3384 (2009).
27. S. W€unscher, S. Stumpf, A. Teichler, O. Pabst, J. Perelaer, E. Beckertd and U. S. Schubert, “Localized atmospheric plasma sintering of inkjet printed silver nanoparticles”, J.
Mater. Chem., 22, 24569 (2012).
28. S. Wunscher, S. Stumpf, J. Perelaer and U. S. Schubert
“Towards single-pass plasma sintering: temperature influence of atmospheric pressure plasma sintering of silver nanoparti- cle ink”, J. Mater. Chem. C, 2, 1642 (2014).
29. D. A. Roberson, R. B. Wicker and E. MacDonald, “Ohmic Curing of Printed Silver Conductive Traces” J. Electron.
Mater., 41(9), 2553 (2012).
30. M. L. Allen, M. Aronniemi, T. Mattila, A. Alastalo, K. Ojan- perä, M. Suhonen and H. Seppä, “Electrical sintering of nano- particle structures”, Nanotechnology, 19(17), 175201 (2008).
31. M. L. Allen, A. Alastalo, M. Suhonen, T. Mattila, J. Leppäni- emi and H. Seppä, “Contactless Electrical Sintering of Silver Nanoparticles on Flexible Substrates”, IEEE Trans. Micro- wave Theory and Techniques, 59(5), 1419 (2011).
• 분야 : 유연전자소자, MEMS, 반도체, 반도체 패키징
• e-mail : [email protected]
• 이름 : 안영석
• 소속 : 서울과학기술대학교
• 학과 : NID융합기술 대학원
• 분야 : 유연전자소자, 반도체 패키징,
• e-mail : [email protected]나노공정
• 이름 : 김용택
• 소속 : 서울과학기술대학교
• 학과 : NID융합기술 대학원
• 분야 : 유연전자소자, 반도체 패키징,
• e-mail : [email protected]나노공정
• 이름 : 천민우
• 소속 : 국민대학교
• 학과 : 기계설계 대학원
• 분야 : 생산공학, 유연전자소자
• e-mail : [email protected]
• 이름 : 좌성훈
• 소속 : 서울과학기술대학교
• 학과 : NID융합기술 대학원
• 분야 : 유연전자소자, MEMS, 반도체 패키징, 나노 공정
• e-mail : [email protected]