선박용 과급기 타이타늄합금 압축기휠의 열간단조 공정설계
염종택
# · 나영상1 · 임정숙1 · 김정한1 · 홍재근1 · 박노광1Hot Forging Design of Titanium Compressor Wheel for a Marine Turbocharger
J. T. Yeom, Y. S. Na, J. S. Lim, J. H. Kim, J. K. Hong, N. K. Park
(Received May 22, 2009)
Abstract
Hot-forging process and die design were made for a large-scale compressor wheel of Ti-6Al-4V alloy by using the results of 2-D FEM simulation. The design integrated the geometry-controlled approach and the processing contour map based on the dynamic materials model and the flow stability criteria. In order to obtain the processing contour map of Ti- 6Al-4V alloy, compression tests were carried out in the temperature range of 915
oC to 1015
oC and the strain rate range of 10
-3s
-1to 10s
-1. In the die design of the compressor wheel using the rigid-plastic FEM simulation, forging dimensional accuracy, the capacity of the forging machine and defect-free forging were considered as main design factors. The microstructure of hot forged wheel using the designed die showed a typical alpha-beta structure without forging-defects.
Key Words : A Large-Scale Compression Wheel, Ti-6Al-4V, Hot Forging, Dynamic Materials Model(DMM), Forging-
Defects, FEM Simulation
1. 서 론
타이타늄합금은 고온강도가 우수하고 비강도가 크기 떄문에 가스터빈 압축기, 팬디스크 또는 팬 블레이드 등 수명이 제한된 고에너지 부품에 많 이 사용되어 왔으며[1], 타이타늄합금 중 가장 널 리 알려지고 보편적으로 사용되고 있는 합금으로 대표적인 +형 타이타늄합금인 Ti-6Al-4V 합금을 들 수 있다. 본 연구에서 개발하고자 하는 선박용 과급기의 압축기 휠은 1 차 성능 해석 및 공력해 석결과, 압축기의 온도는 240
oC 전후로 해석되었 으며 이러한 해석결과를 바탕으로 기존에 사용되 어 오던 고강도 알루미늄합금 소재를 Ti-6Al-4V 합 금 소재로 변경하고자 하며, 이에 대한 연구를 수 행하였다.
타이타늄 합금의 기계적 특성에 주된 영향을 미치는 인자는 상과 상간의 상분포와 함께 미 세조직으로써 일반적으로 등축정 조직, 층상조직 및 이들이 공존하는 혼합조직 등 크게 세가지의 조직으로 구분된다. 등축정 조직은 강도, 연성, 피 로균열생성에 대한 저항성 등이 우수한 반면, 층 상조직은 크리프 저항성, 피로균열전파에 대한 저 항성 등이 우수한 것으로 알려져 있다. 한편 혼합 조직의 경우 이들 각 미세조직 형상들이 지닌 장 점을 골고루 지님으로써 전반적으로 우수한 기계 적 특성을 나타낸다[2].
이러한 타이타늄합금의 미세조직 형상의 제어 는 일반적으로 가공열처리를 통하여 이루어진다.
일례로, 층상(lamellar)조직은 단순한 열처리로 등 축정 조직을 얻을 수 없으며, + 영역의 온도에
1. 한국기계연구원 부설 재료연구소
# 교신저자 : 한국기계연구원 부설 재료연구소, E-mail: [email protected]
서 열간가공을 통해 층상(lamellar) 조직의 국부적 인 전단에 기인한 구상화거동에 의해 등축정이 생성되는 것으로 알려져 있다[3]. 따라서 가공열처 리에 의해 등축정 조직, 층상조직 및 혼합조직 등 으로 다양하게 미세조직의 제어가 가능한 것이 타이타늄합금의 특징이라 할 수 있으며, 결국, 미 세조직의 변화에 따라 기계적 특성의 현저한 변 화가 발생하므로 적절한 가공열처리 조건의 선정 이 최종적인 부품의 기계적 특성을 결정한다고 할 수 있다.
본 연구에서는 대형 압축기 휠의 제조에 앞서, 열간 단조시 Ti-6Al-4V 합금의 재료거동을 이해하 고, 동적재료모델과 성형안정성 평가기준에 따라 변형공정지도를 작성하였다. 또한 변형공정지도를 기초로 안정영역에서 소재의 변형을 제어함과 동 시에, 금형 충진 여부와 성형결함 최소화 등을 고 려하여 압축기 휠 단조 금형을 설계하였으며, 실 제 단조 작업을 통하여 이러한 설계의 신뢰성을 검증하고자 하였다.
2. Ti-6Al-4V 합금의 고온 성형성 평가
2.1 고온압축거동
Ti-6Al-4V 합금의 고온 성형성을 이해하고 이에 따른 미세조직의 변화를 조사하기 위하여 열간가 공성 시험장치(ThermacMaster-Z)를 이용하여 고온 압축시험을 수행하였다. 시험에 사용된 압축시험 편의 형상은 지름 8mm, 길이 12mm 인 원통형 시 편이고, 10
-2torr 이상의 진공분위기 하에서 Si
3N
4블 록사이에 시편을 위치시킨 후 일정 변형속도로 압축시험을 수행하였다. 이때 시험온도는 주요 성 형공정온도인 915~1015
oC 사이의 온도구간에서, 변형속도는 10
-3~10s
-1범위에서 진변형량 0.6 까지 압축하였다. 이때 Si
3N
4블록과 시편사이에는 열 전달 및 마모를 최소화하기 위해 운모판을 삽입 하였다. 시험온도에 도달하기 위한 가열속도는 5
oC/sec 이고, 시험온도에 도달한 후 시편 전체의 온도를 균일하게 하기 위해 5 분간 유지한 후 압 축하였고, 압축 직후의 미세조직을 관찰하기 위해 질소 급냉하였다.
Fig. 1 은 압축시험으로부터 얻어진 대표적인 유동응력곡선을 나타낸 것으로, 일정한 변형속 도조건에서 낮은 시험온도조건인 경우 가공 연 화현상이 뚜렷이 관찰되나 변태점(약 996
oC) 보다 높은 온도에서의 변형시 가공연화는 거의
(a) strain rate = 10s-1 (b) strain rate = 10-3s-1 Fig. 1 Flow stress vs. true strain curves of Ti-6Al-4V
관찰되지 않는 것을 알 수 있으며, 이는 온도가 낮은 경우 일부 판상의 상이 구상화되는 것을 의미한다. 한편, 변형속도가 낮은 경우 톱니 모 양의 유동곡선(serration)이 나타나고 이러한 경 향은 시험온도가 낮을수록 더욱 강하게 나타나 고 있다. 이러한 Serration 은 변형 중에 고용원 소와 전위 또는 쌍정의 상호작용에 의해 연화와 경화가 반복되면서 발생하는 동적변형시효에 기 인한 것으로 보고되었다[4]. 본 연구에서 얻어진 유동응력곡선을 살펴본 결과, 변형속도가 증가 할수록 serration 의 폭과 빈도가 줄어 들고 있음 을 알 수 있었으며, 이는 용질 원자와 전위 또 는 쌍정과의 상호작용이 줄기 때문인 것으로 판 단된다.
2.2 변형공정지도
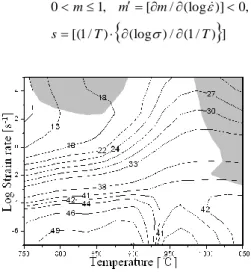
압축실험으로부터 얻어진 유동곡선과 조직분석결 과를 Prasad[5]의 동적재료모델과 Malas Seetharaman [6]에 의해 제시된 4 가지 성형안정기준들에 기초 하여 분석함으로써 Fig. 2 와 같은 변형공정지도 (deformation processing map)를 작성하였으며, 자세 한 동적재료모델의 내용은 이전에 보고한 문헌 [5]에서 얻을 수 있다.
이때, contour 지도상에 나타낸 값은 에너지분산 효율치()를 나타낸 것으로, 이 값이 클수록 고온 성형에 유리한 구간임을 의미한다.
) 1 /(
2
m m
(1)
여기서, m 은 변형속도 민감도지수를 의미한다.
또한, 음영(Shadow)으로 표시된 부분은 성형안 정기준을 벗어난 영역인 성형 불안정영역으로 이 구간을 피하여 성형을 하여야 건전한 성형품을 제조할 수 있음을 나타낸다.
0.0 0.1 0.2 0.3 0.4 0.5 0.6
0 10 20 30 40
TRUE STRESS (MPa)
TRUE STRAIN 915oC 935oC 955oC 975oC 995oC 1015oC 1
103
S
0.0 0.1 0.2 0.3 0.4 0.5 0.6
0 50 100 150 200
TRUE STRESS (MPa)
TRUE STRAIN 915oC 935oC 955oC 975oC 995oC 1015oC 1
101
s
(2)
Fig. 2 Deformation processing map of Ti-6Al-4V
본 선박용 과급기에 적용하고자 하는 타이타늄 압축기휠은 헤머단조에 의해 생산제조하는 것을 계획하였으며, 이에 따라 변형공정지도상에 변형 속도가 빠른 10s
-1이상영역에서 성형불안정영역에 속하지 않은 구간을 최적의 성형온도구간으로 선 정하게 되었다. 즉, 최적 성형온도는 970~980
oC 영 역임을 알 수 있다.
3. 정밀 단조 공정설계 및 검증
3.1 압축기 휠의 단조공정 설계
최종 압축기 휠 가공품의 예상 도면과 원심 압축 기에 대한 공력설계로부터 얻은 주요 치수를 바탕 으로 단조품의 기본단조형상을 도출하고, 열간 단조 공정에 관한 유한요소해석을 통해 정밀단조 공정설 계를 수행하였다. 또한 Thermo-mechanical processing 에 따른 Ti-6Al-4V 합금의 미세조직 변화 및 이에 따른 기계적 특성 변화에 관한 연구 경험을 바탕 으로 Ti-6Al-4V 합금 열간 단조 공정 조건을 설정 하고자 하였다. Table 1 은 공력설계로부터 얻어진 압축기 휠의 주요 치수를 나타낸 것이고, Fig. 3 은 예상되는 압축기휠의 최종 가공형상 및 일차적으 로 얻은 기본단조형상을 나타낸 것이다.
공력설계로부터 얻은 압축기휠의 주요 치수를 바탕으로 Fig. 3(b) 형상과 같은 단조품 형상을 일 차적으로 도출하였다. 단조품 형상 도출은 고온 가열 및 열간 단조 중 발생할 수 있는 합금 표면 의 산화, die chilling 에 의한 표면 dead zone 발생
Table 1 Dimension of forged part for compressor wheel
Max. wheel dia.
(mm)
Upper wing dia.
(mm)
Height (mm)
353 259 205.5
Fig. 3 Three dimension modeling of (a) Compressor wheel and (b) forged part of compressor wheel
등을 고려하여 수행하였으며 이를 바탕으로 열간 단조 공정에 관한 유한요소해석을 통해 단조품 형상의 정밀 공정 및 금형 설계를 수행하였다. 이 때 단조품의 초기 원통형 형상은 지름 232mm×
높이 325mm 로 결정되었다. 이러한 초기 빌렛 및 최종 단조품 형상을 바탕으로 정밀공정설계를 수 행하였다.
정밀단조 공정해석은 상용 단조해석 프로그램 인 DEFORM 코드를 활용하였으며 단조품이 축대 칭 형상이기 때문에 대칭면에 대한 2 차원 해석만 수행하였다. FE 단조해석은 비등온, 강소성 조건으 로 해석을 수행하였고, 금형(H11)의 초기 온도는 300℃으로 가정하였다. 해석에 필요한 주요 물리 적 특성 등은 문헌에 수록된 내용[7]을 활용하였 으며, 실험적인 측정이 힘든 계면마찰계수와 계면 열전달계수는 열간단조해석에서 통상적으로 사용 되는 0.3 및 20 N/sec/mm/℃를 각각 사용하였다.
성형할 단조장비는 해머 단조기로서, 해석과정에 서의 ram speed 는 해머단조기의 통상적인 ram speed 인 1,200mm/sec 로 가정하여 해석하였다.
한편 Ti-6Al-4V 합금의 미세조직은 등축정조직, 층상조직, 혼합조직 등 크게 세 가지로 구분되며, 본 연구에서는 thermo-mechanical process 를 통해 강도측면에서 유리한 등축정 또는 혼합조직의 Ti- 6Al-4V 압축기휠 제조를 목표로 하였다. 등축정 또는 혼합조직의 합금 부품을 제조하기 위해서는 Ti-6Al-4V 합금의 βtransus 온도(통상적으로 약 990℃) 이하에서 단조를 수행해야 하기 때문에 변 형공정지도상에서 최적의 성형온도구간 970~980
oC 중 변형열에 의한 상 변태온도이상으로 상승되
(log ) / ( 1 / ) ]
) / 1 [(
, 0 )]
(log / [ , 1 0
T T
s
m m m
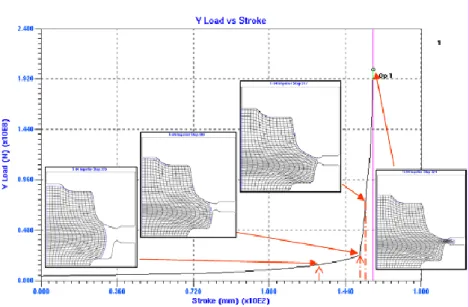
(a) Deformed shape and load
(b) strain (c) temperature Fig. 4 FE simulation results of hot forging process for initial design of compressor wheel
는 것을 최소화하기 위하여 가장 낮은 온도인 970
oC 를 빌렛(Ti-6Al-4V)의 초기 가열온도로 결정 하였다. 또한, 단조 중 발생할 수 있는 빌렛의 온 도 상승 효과를 함께 해석하였다. Fig. 4 는 Fig. 3 에 서 보여준 초기 빌렛 및 단조형상에 대한 단조공 정 설계 결과 를 나타 낸 것이 다 . 단 조하 중은 약 2,700 톤 정도로 비교적 낮게 예측되었으나, 최종 단조품에서 미충진부위가 발생함을 알 수 있다 (Fig. 4(a)의 “A”부위). 따라서, 단조품의 미충진 발 생을 없애고 단조품이 금형에 적절히 채워지는 조 건에서 단조하중을 감소시키기 위해 금형의 draft
angle, 플래쉬 치수, 금형 곡면의 곡률 반경 등을
Fig. 5 Die drawing modified from initial die designFig. 6 Deformed shape and load obtained from FE simulation results of hot-forging process using the modified die design
여러 차례에 걸쳐 변화시키면서 정밀 금형설계를 수행하였다. Fig. 5 는 개선된 금형설계를 나타낸 것이고, 개선된 금형에 따라 수행한 유한요소해석 결과 중 하중과 변형양상 등을 Fig. 6 에 나타내었 다. 이때 설계변경은 하부금형 및 상부금형의 draft angle 을 10
o정도 적용하고, 플래쉬 랜드 폭 (width of flash land)을 2step 으로 설계하여 초기 58.2mm 에서 1 단계 6.2mm, 2 단계 18.2 가 되도록 변경 설계하였다. 그러나, Fig. 6 에서 볼 수 있는 바와 같이 비록 단조하중이 많이 감소하였으나, 플래쉬가 과도하게 형성되는 것을 관찰 할 수 있 으며, 이는 금형 수명 감소의 원인이 될 수 있다.
따라서, 이를 해결하기 위하여 플래쉬가 형성되는 부위의 치수변경이 이루어 졌으며, 2 단계 플래쉬 금형설계를 1 단계로 변경하여 플래쉬 랜드 폭을 18.2mm 로 하였다. Fig. 7 은 최종적으로 얻어진 압 축기 휠의 단조품형상 및 금형설계를 나타낸 것 으로, 플래쉬가 과도하게 형성되는 것을 방지 하 였다.
3.2 성형결함예측
본 연구에서 제시된 압축기 휠의 단조품 형상 및 금형설계가 실제 압축기휠의 열간단조에 앞서 성형결함 발생 여부 및 조직학적 안정성 등을 예 측하기 위하여 Fig. 2 에 제시된 변형공정지도
(a)
(b)
Fig. 7 (a) Forged part and (b) die drawing for final hot forging process design of the compressor wheel
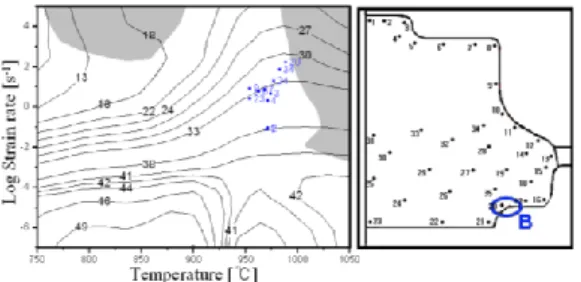
Fig. 8 Simulation to estimate instability of hot-forged Ti-6Al-4V compressor wheel
를 활용하여 조사하였다. 전에 설명한 바와 같이 음영(shadow)으로 표시 된 부분은 소성불안정영역 을 나타내며, 이 영역에 속하는 부위가 발생할 경 우 소성가공시 불안정영역이 형성될 수 있음을 나타낸다. 본 연구에서 제시된 최적 금형설계 조 건에 따라 유한요소해석을 수행한 결과에서 각 부위별 유효변형률, 평균 변형속도, 온도 등을 변 형공정지도상에 mapping 하였으며, 이때 평균변형 속도의 경우 전체 축적변형량(total accumulated strain)을 현시간(current time)으로 나눈값을 활용하 였다.
Fig. 8 은 압축기 휠 단조품의 주요 위치에서 얻 어진 공정변수값들(온도, 평균변형속도, 변형량)을 변형공정지도상에 mapping 한 결과를 나타낸 것이 다. 대부분이 소성안정영역에 속하는 것을 알 수 있으나, 일부 하부 금형(Fig. 8 에서 “B”로 표시된 영역)과 접한 표면부 코너부위에서 소성불안정영 역에 근접한 부분이 관찰되며, 이러한 부위는 결 국 타이타늄합금의 상 변태온도이상으로 상승하 여 조직 불균일을 초래할 수 있는 가능성이 높은 부위로 판단된다. 그러나, 이러한 단조품의 불안 정 가능영역은 단조후 기계가공을 위한 여유 표 면부에 속하며, 실제 압축기 휠의 제조상에 큰 문 제는 없는 것으로 판단된다. 따라서, 본 연구에서 제시된 단조품 및 금형설계는 대부분의 영역이 소성불안정 구간에 포함되지 않았으며, 금형의 충 진률이 우수한 단조 형상과 금형 설계인 것으로 평가되었다.
3.3 열간단조 및 설계검증
본 연구에서 제시된 최종 단조형상 및 금형설계 를 바탕으로 실제 단조작업이 수행되었고, 970
oC 의 소재 가열온도와 해머단조기를 이용한 압축기 휠 의 열간단조가 수행되었다. Fig. 9 은 성형된 제품의
Fig. 9 Macro- and micro-structures of the forged Ti- 6Al-4V part
Fig.10 Cut-up diagram of the forged part
Table 2 Tensile properties of the forged part