조선 형강 디지털 가상공장 구축 및 활용
한상동*, 신종계**, 김유석***, 윤태혁***, 김건연****, 노상도*****
Constructions and Applications of Digital Virtual Factory for Section-steel Shop in Shipbuilding Company
Sang Dong Han*, Jong Gye Shin**, Yu Suk Kim***, Tae Hyuk Yoon***, Gun Yeon Kim**** and Sang Do Noh*****
ABSTRACT
Digital Virtual Manufacturing is a technology facilitating effective product developments and agile productions via digital models representing the physical and logical schema and the behavior of real manufacturing systems. A digital virtual factory as a well-designed and integrated environment is essen- tial for successful applications of this technology. In this research, we construct a sophisticated digital virtual factory for the section steel shop in a Korean shipbuilding company by 3-D CAD and virtual manufacturing simulation. The NIST-AMRF CIM hierarchical model and workflow analysis using IDEF methodology are also applied. This digital virtual factory can be applied for diverse engineering activities in design, manufacturing and control of the real factory, and improvements in quality of engi- neering and savings in time from design to production in shipbuilding are possible.
Key words : Shipbuilding, Section-steel Shop, Digital Virtual Factory
1. 서 론
한정된시장에많은기업들이새롭게진입하고
,
글로벌경쟁이치열해짐에따라
,
제품개발및제조비 용과기간단축,
품질 향상,
신속한시장요구대응,
다품종소량생산과대량맞춤등이제조업의해결과 제로대두되고있으며
,
시장환경에서경쟁우위를지 키고,
다양한제품을신속하게생산할수있는새로운 생산패러다임이요구되고있다. CASA/SME
의“Next Generation Manufacturing
”에 의하면,
향후10
년 간의생산기술발전은생산시스템으로하여금적응력 과민감성을갖춘정보시스템을보유하여지식기반 관리를수행하고
,
시뮬레이션,
디지털가상생산등체계적인방법들을활용하여신속하게제품
,
공정들을현실화하며
,
효율과유연성이탁월한신개념의각종장비
,
공정들을개발,
활용하고,
부품공급자까지확대된글로벌한협동을실현하게할것으로전망된다[1]
.
특히
,
기업의다양한업무와정보통합을위한패러다 임으로PLM(Product Life-cycle Management)
개념 이대두되기시작하였는데, PLM
은제품의개발,
기획 부터시제품,
생산,
판매,
폐기까지의모든제품라이 프싸이클에걸친기업내/
외부업무들의정보통합과 협업(engineering collaboration),
그리고지식기반구축과활용을목표로한다[2]
.
PLM
의구축과적용을위한핵심적인과제로대두된것이디지털가상생산
(digital virtual manufacturing)
이다
.
디지털가상생산은생산시스템의물리적,
논리적구성요소들과거동을엄밀하게모델링하여통합
된컴퓨터모델을구성하고
, 3
차원CAD,
시뮬레이션등다양한정보기술
(IT)
들을활용하여제품,
공정,
제조자원
,
공장에대한각종오류의사전검증과효율적인의사결정을수행함으로써신속하고효율적인제 품개발및생산을실현하고자하는기술이다
.
이를통하여기존또는신규의생산
,
관리계획이나정책,
기술등을디지털환경에서가상적으로도입하여사
*****정회원, 삼성중공업(주) 및 창원대학교
****종신회원, 서울대학교 조선해양공학과
* ***성균관대학교 대학원 산업공학과
*****학생회원, 성균관대학교 대학원 산업공학과
*****교신저자, 종신회원, 성균관대학교 공과대학 시스템 경영공학과
- 논문투고일: 2007. 05. 21
- 심사완료일: 2007. 10. 04
전에적용해볼수있으므로
,
신규라인을계획,
설계하거나
,
빈번한상황변화에따라불가피하게발생하는계획수정으로인한비용과시간의낭비를최소화 할수있다[2]
.
일반적으로디지털가상생산기술을적용하면장 비
,
시설과각종치/
공구등의설계,
공정과일정계획의수립
,
공장과각종설비들의배치(layout),
물류정책수립과저장면적분석
,
각종장비들의OLP(Off-
Line Programming)
수행,
조립 순서 및 방법 결정,
작업자교육
,
각종작업오류방지와개선안도출등 다양한업무에대한사전검증과최적화를수행할수 있으며,
이를통하여제품개발과생산에소요되는시간과비용을크게절감할수있다[2-4]
.
실제로항공산업의경우각종치
/
공구설계에서약75%
의시간과 공수절감,
중공업의경우금형제작에서발생하는오류의
50%
감소,
그리고자동차산업의경우공장라인설계분야에서약
20%
정도의기간단축효과가보고되고있으며
,
특히조선산업의경우주요한고객 들이계약의 선결조건으로다양한 생산시뮬레이션 결과를요구하고있기때문에필수적인기술로대두 되고있다[6].
조선산업에대한디지털 가상생산의적용에대한 연구로는이광국등[3]이조선소조립용접공정에대해 생산성평가에활용한것과이규열등[7]이선체블록 의물량생성과탑재시뮬레이션에적용한것이있으 며
,
우종훈등[8]은선박건조시뮬레이션모델링방법론과시스템아키텍쳐를제안하였다
.
조선산업의경우도 다른 제조업들과 마찬가지로
DMU(Digital Mock-up)
적용,
가상공장(virtual factory)
의구축과운용
,
가상작업(virtual operation)
수행과 가상시제품(virtual prototyping)
의구현등다양한디지털가상생산기술을적용
,
활용하여큰효과를볼수있을것으 로기대되며,
이를위하여는조선업무프로세스에대한이해와체계적인분석
,
이에기반한효율적인전략수립과효과예측이필수적이다[6,8]
.
본논문에서는
NIST-AMRF CIM
계층모델에따른디지털가상공장의체계적구축방법과결과를설명 하며
,
이를국내의한조선소형강공장을대상으로적용하여디지털가상공장을구축
,
활용한사례를소개한다
.
즉, CIM
모델의하나인NIST-AMRF
계층 모델을적용하여디지털가상공장의구축절차를체계 적으로 정리하였으며
, IDEF(Integration DEFinition)
방법론인
IDEF0, IDEF3
방법을이용하여해당공장의제조프로세스를정의
,
분석하였고, 3
차원CAD
와가상생산시뮬레이션모델링을통하여디지털가상공
장을구축하였다
.
구축된디지털가상공장을활용하여기존공정중수작업으로수행되는부분을자동화 설비로대체할경우
,
생산가능성과싸이클타임,
물량에대한검증을포함한투자타당성에대한신뢰성있 는사전검토를수행하는것이가능하였다
.
본논문에서는 이를 위하여
KBSI
사의A0WIN
과ProSim,
그리고
IBM/Dassault System
사의CATIA
와Delmia
IGRIP
소프트웨어를이용하였다.
2. NIST-AMRF CIM 계층 모델 NIST-AMRF
모델은NIST(National Institute of
Standard and Technology)
에 의해 제안되었으며,
AMRF(Advanced Manufacturing Research Facility)
즉
,
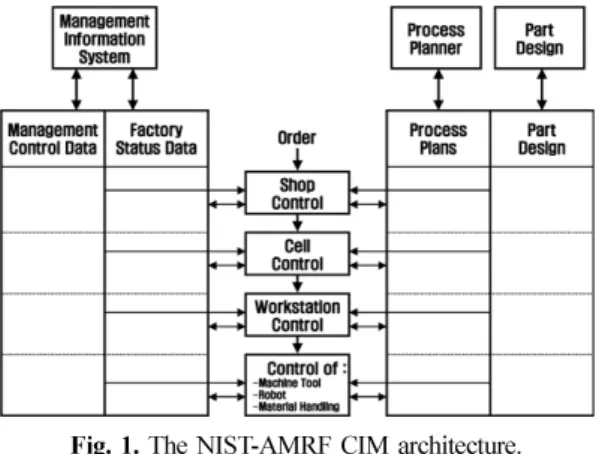
주로컴퓨터로통제되는제조시스템에대한하드 웨어와소프트웨어의표준을대상으로하고있다. Fig.
1
은NIST-AMRF
에서제안하고있는CIM(Computer-
Integrated Manufacturing)
계층 모델을 보여준다.
[9]이모델은모듈러
(modular)
개념을적용하여동적으로통제되는제조환경을지원하며
,
컴퓨터와센서시스템을활용하여제조 작업을계층적으로계획하고 통제한다
.
데이터는하위단계에서실시간으로처리되며
,
데이터처리의투명성을위해모든컴퓨터와관련장비가통신네트워크를사용
,
상호연결된다.
각각의 활동을 통해 발생되는 정보는 전자우편함
(mailbox)
기능을이용하여전달되며,
발생된정보는가상메모리영역에저장된다
.
NIST
모델을통하여제조업의통제시스템구성을용이하게수행할수있으며
,
특히소규모와중간크기의배치
(batch)
작업의경우 매우 유용하다[8]. NIST
모델은
Fig. 1
에서알수있듯이,
경영정보시스템,
통제시스템
,
설계와계획시스템으로구성되는데,
경영Fig. 1.
The NIST-AMRF CIM architecture.
정보시스템은전체제조공장을조율하고통제하며
,
설계와공정계획시스템은제조지시서를준비하며
,
통제관련정보는시스템의계층중최상위단계로수 집
,
정리되어기업의궁극적목표와장기적전략수립을지원할수있게된다
.
예를들어,
공정계획이셀(cell)
레벨,
작업장(workstation)
레벨,
장비(machine)
레벨에서작성되면
,
해당작업이제어(control)
레벨을통해순차적으로할당되고
,
자재선정,
가공방법및순서의결정
,
가공조건의계산,
부품의일정계획등과같은제품생산에필요한모든정보들이시스템에 의해산출된다
.
이러한과정에서경영정보시스템은 통제사항의우선순위,
장비들의상태와가용자재현황
,
품질등을관리한다.
공장(shop)
레벨의센서들은실시간으로제조공정의정보를수집하고
,
이정보는 전레벨에피드백되게된다.
전체시스템은모듈러 개념으로설계되어하드웨어와소프트웨어요소를쉽 게추가하고제거할수있으며,
중앙의통합데이터베 이스는언제나공장의실시간데이터를유지하고있 어서제품변경이나고장에즉시대응할수있도록구 성된다[8].
3. 디지털 가상공장 구축 절차와 조선 형강공장 공정 분석
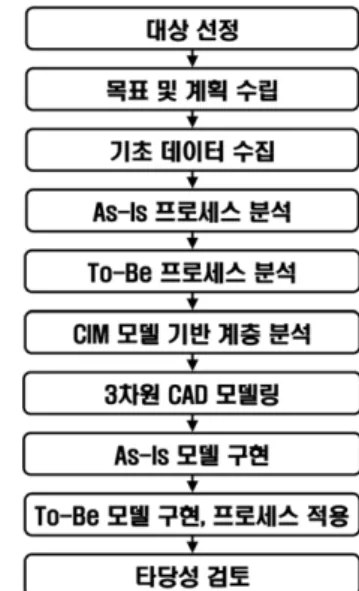
3.1 디지털가상공장구축절차
본논문에서제안하는디지털가상공장의구축절
차는
Fig. 2
와같다.
초기단계에서디지털가상생산을적용할대상과범위를선정하고
,
선정한대상에대해서수행목적과계획
,
상세활용계획,
그리고3
차원
CAD
모델링의상세수준등에대한계획을수립한후
,
디지털가상공장구축과프로세스를구현하기위 한기초데이터를수집한다.
이때기초데이터는각 설비정보와도면데이터,
장비의실측데이터,
공장레이아웃
,
공정과작업내용등을말한다.
기초데이터수집 후현행
(as-is)
공정을분석하며,
현행 공정분석이완료되면
,
이를 바탕으로개선(to-be)
공정을결정한다
.
개선공정이작성되면, NIST-AMRF CIM
계층모델을 기반으로 공장
(shop),
셀(cell),
작업장(workstation),
제어(control)
레벨에대한분석을실시하며
,
실제공장을구성하는요소에대한계층적정의를수행한다
.
계층분석완료후에는기초데이터로수집한장비와설비에대한도면정보와도면이없는 경우실측을통해서수집한정보를사용하여공장의 설비와레이아웃에대한
3
차원CAD
모델링작업을수행한다
.
3
차원CAD
모델링이완료되면,
장비와설비에대한정보에따라적절한기구학적연관관계
(kinematics)
를부여하는등가상생산 시뮬레이션모델링을수 행
,
최종적으로현행공정에대한디지털가상공장을 완성하게된다
.
개선(to-be)
공정은향후도입될새로운장비
,
설비나공정등을구축된현행디지털가상공장에적용하는것으로
,
이를통해개선디지털가상공장이구축되어다양한사전검증에활용되 게된다
.
즉,
개선공정이적용된디지털가상공장을운영하여발생가능한문제점들을사전에찾아내고 해결하며
,
실제생산현장에적용이가능한데이터를 생성해낸다.
3.2 형강공장
본논문에서는웹
(web),
앵글바(angle bar)
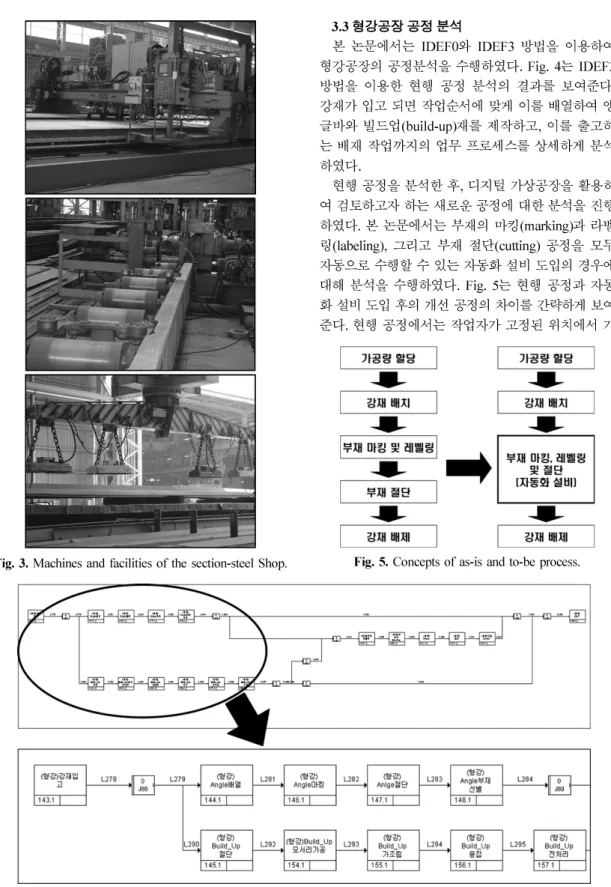
등형강 을제조하는국내한조선소의형강공장을대상으로 연구를진행하였다.
형강공장에서는선박건조에필 요한각종단면형상을가진강재를생산하는공정을 수행하며,
강재를저장소에서크레인으로운반한후,
운반된강재를절단하고
,
용접을통해원하는형태의부재를생산한다
. Fig. 3
은대상공장의설비들을보여준다
.
대상 형강공장의 경우
,
현행 공정의 대부분이작업자에 의해 수작업으로 진행되고있다
.
본 논문에서는디지털가상공장을활용하여새롭게자동화설 비를 설치
,
운영할 경우에 대한 전반적인타당성과신규 장비도입 시예상되는문제점들을사전에검 증하였다
.
Fig. 2.
Construction procedure of digital virtual factory.
3.3형강공장공정분석
본논문에서는
IDEF0
와IDEF3
방법을 이용하여형강공장의공정분석을수행하였다
. Fig. 4
는IDEF3
방법을 이용한현행 공정분석의 결과를보여준다
.
강재가입고되면작업순서에맞게이를배열하여앵
글바와빌드업
(build-up)
재를제작하고,
이를출고하는배재작업까지의업무프로세스를상세하게분석 하였다
.
현행공정을분석한후
,
디지털가상공장을활용하여검토하고자하는새로운공정에대한분석을진행 하였다
.
본논문에서는부재의마킹(marking)
과라벨링
(labeling),
그리고부재 절단(cutting)
공정을모두자동으로수행할수있는자동화설비도입의경우에 대해분석을수행하였다
. Fig. 5
는현행공정과자동 화설비도입후의개선공정의차이를간략하게보여 준다.
현행공정에서는작업자가고정된위치에서가Fig. 3.
Machines and facilities of the section-steel Shop.
Fig. 4.
As-is process of section-steel shop.
Fig. 5.
Concepts of as-is and to-be process.
공데이터를참고하여작업을수행하나
,
자동화설비가도입되면
,
가공도와가공데이터등이컴퓨터로전송되고
,
컴퓨터처리와제어를통해부재의이송,
측정
,
마킹,
라벨링,
그리고절단의작업이자동으로수행된다
.
4. 형강공장 계층 분석
본 논문에서는 형강공장의 계층 분석을
NIST-
AMRF CIM
모델을 바탕으로 수행하였다. NIST-
AMRF CIM
모델은전술된바와같이소규모와배치생산에적합한모델이며
,
특히자동화설비를제어하 는셀제어코드에대한분석이용이하여적용하기적 합하다.
형강공장의주요요소,
제조자원과공정을공 장레벨,
셀레벨,
작업장레벨,
제어레벨의네가지 계층으로나누었으며,
각계층별구성요소에대한정 보를분석하여,
이를디지털가상공장구축의기본자 료로활용하였다.
4.1 공장레벨
공장레벨은최상위계층으로모든구성요소들을 포함한다
.
즉,
공장레벨은형강공장을이루는모든제조자원
,
레이아웃과전체공정으로정의하였다.
4.2 셀레벨
형강공장에서 수행되는 공정을
Fig. 4
와 같이IDEF3
방법에 의해 분석하여 절단 셀(cutting cell),
벤딩 셀
(bending cell),
전처리 셀로 분류하였으며,
Fig. 6~8
과같이IDEF3
방법을이용하여각셀의세부작업내용을분석하였다
.
셀의공정을제어하는것 은상위단계인공장레벨에서정의한생산일정에따 라각셀에할당된작업명령을실행하는것이다.
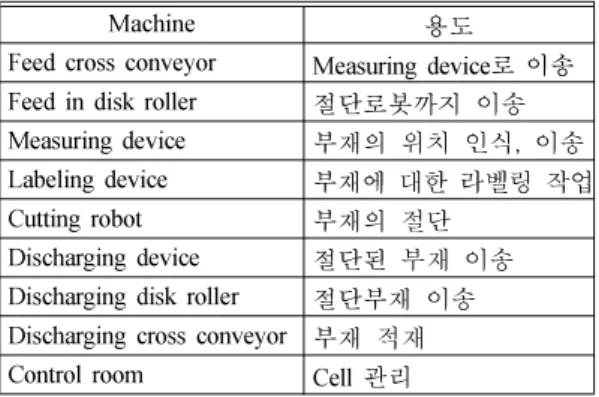
4.3 작업장레벨
작업장레벨은컨베이어등의물류장비를포함한 장비레벨을포함하도록정의하였다
.
이레벨에서는셀의하위구성요소인장비에대한분석
,
각장비에대한 용도와 사양에 대한 정보 수집을 수행하였다
. Table 1
과Table 2
는그예를보여준다.
4.4 제어레벨
제어레벨은장비들의공정수행에대한제어
,
부품 이나자재의이송에대한제어를다룬다.
각장비와Fig. 6.
Process flow of cutting cell.
Fig. 7.
Process flow of bending cell.
Fig. 8.
Process flow of Pre-processing cell.
Table 1.
Machines and their function of workstation level
Machine 용도
Feed cross conveyor Measuring device 로 이송
Feed in disk roller 절단로봇까지 이송
Measuring device 부재의 위치 인식, 이송
Labeling device 부재에 대한 라벨링 작업
Cutting robot 부재의 절단
Discharging device 절단된 부재 이송
Discharging disk roller 절단부재 이송
Discharging cross conveyor 부재 적재
Control room Cell 관리
Table 2.
Information of cutting robot
항목 사양
본체중량 190 KG
Arm 길이 600 mm~750 mm
제어축수 6 축
동작 범위
1 축 ± 170
o2 축 + 150
o, − 80
o3 축 + 125
o, − 140
o4 축 ± 180
o5 축 ± 135
o6 축 ± 200
oFig. 9.
Example of cell control code.
설비에대한제어영역으로본논문에서는공정구현 코드
,
셀제어코드,
로봇기구학구현코드의영역으로분류
,
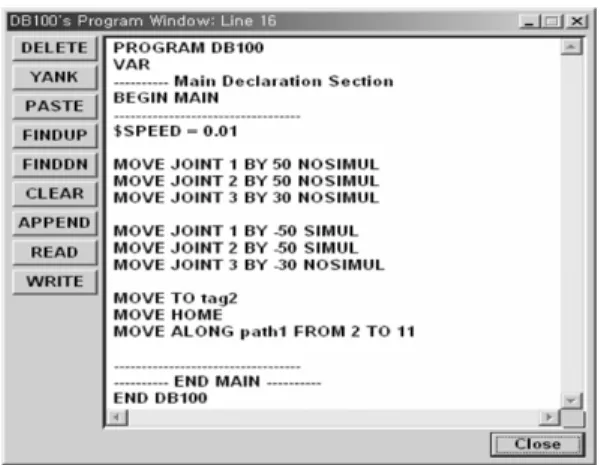
정의를하였다. Fig. 9
는셀제어코드, Fig.
10
은로봇기구학구현코드의예를보여준다.
5. 디지털 가상공장 구축
계층모델에의한분석을통해서공장레벨
,
셀레벨
,
작업장레벨,
제어레벨로구분된형강공장의각요소들에대해도면정보와측정등을통하여
3
차원CAD
와가상생산시뮬레이션모델링을수행한다. 3
차원
CAD
와가상생산시뮬레이션모델링은분류된계층을고려하여여러개의작업장들의결합체인셀레 벨을구축하고
,
여기에셀제어코드,
기구학과수행공정을정의하는제어레벨을추가한다
.
또한각각의셀레벨간의관계를정의하는제어레벨을추가하여 최종적으로공장레벨을완성하게된다
. Fig. 11
은본논문의
3
차원CAD
와가상생산시뮬레이션모델의구축절차를나타낸것이다
.
5.1작업장레벨
작업장레벨에서는각각의셀을구성하는컨베이 어
,
로봇과 장비들에대한 모델을 구축하였다. Fig.
12
는본논문에서구현된작업장레벨의3
차원CAD,
가상생산시뮬레이션모델의일부이다
.
5.2제어레벨
제어레벨의모델링은기구학구현코드와공정수 행코드를작성하는것으로
,
완성된코드들에따라각각의작업장
,
셀과공장의모든레벨에걸쳐모든공정과작업이제어된다
. Fig. 13
은형강공장의공정수행과기구학을구현한모습의예를보여준다
.
5.3 셀레벨
셀레벨의모델링은절단
,
벤딩,
전처리의각셀에작업장레벨에서구현한모델들을배치하고제어레 벨에서정의한공정수행과기구학구현코드를부여 하는방법으로진행하였다
. Fig. 14
는절단과벤딩셀에대한구현결과를보여준다
.
Fig. 10.
Example of Robot kinematics code.
Fig. 11.
Construct 3-D CAD and simulation model.
Fig. 12.
3-D CAD and simulation model of workstation level.
Fig. 13.
3-D CAD and simulation model of control level.
5.4 공장레벨
공장레벨의모델은각각의셀레벨모델과공정수 행코드가통합되어완성되는최상위모델로최종적 인디지털가상공장이며
,
완성된모델은다양한엔지니어링에활용된다
. Fig. 15
는완성된형강공장모델을보여준다
.
5.5디지털가상공장과셀제어기연계
완성된디지털가상공장를활용하여신규로도입될 자동화설비에대한엄밀하고신뢰성있는사전검토 를수행하려면디지털가상공장의운영모델이다양 한부재의크기
,
절단형상등실제로발생할수있는다양한조건들을고려할수있어야한다
.
그렇지못한경우검토하고자하는상황
(
신규형강,
생산조건변경등
)
에맞추어셀제어레벨에서모델과코드를수정하여야상당한시간과노력이요구되며
,
결과의신뢰성도좋지않게된다
.
본논문에서는 셀레벨과실제공장 제어기의 셀 제어 파일의직접적인인터페이스를
Delmia API
와MS Visual BASIC
을이용하여개발하였다.
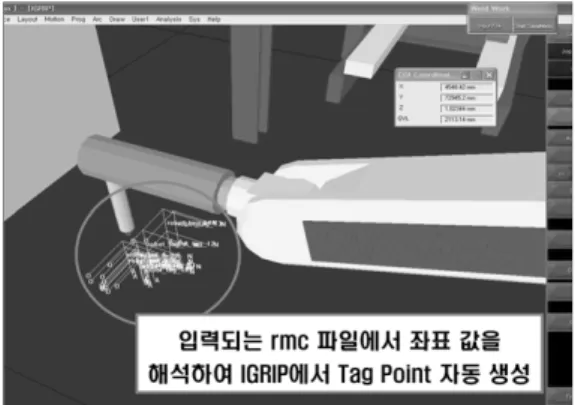
개발된인터페이스프로그램은
Delmia IGRIP
소프트웨어에삽 입되어메뉴를통해직접구동할수있으며,
셀제어를위한
rmc
파일을직접입력받아적합한좌표값을해석함으로써기구학시뮬레이션에필요한
tag point
들을자동생성한다
.
이를 통해다양한경우에대해별도의모델과제어코드수정작업없이바로디지털 가상공장에반영
,
운영검토가가능한효율적인엔지니어링환경을구축할수있었다
. Fig. 16
은구현된셀제어기직접인터페이스기능을보여주며
, Fig. 17
은셀레벨의하위레벨인장비레벨의공정이자동으 로생성된결과를보여준다
.
6. 조선 형강 디지털 가상공장 활용 효과
본논문에서는이상과같이구축된디지털가상공 장을활용하여
,
대상형강공장의기존공정중부재마킹
,
라벨링,
부재절단등수작업으로수행되는부분을자동수행할수있는자동화설비를신규로도입
,
운 영하는경우생산가능성과싸이클타임,
물량에대한 검증을포함한투자타당성에대한신뢰성있는사전 검토를수행하였다.
구축된디지털가상공장을활용 한결과는다음과같다.
6.1 시각화
,
디지털모델구축형강디지털가상공장구축으로실제공장과장비 등에대하여
3
차원CAD
와가상생산시뮬레이션을통한시각화가가능하였다
.
이를통하여신규자동화설비도입과이에따른공장레이아웃변경
,
기타설비들배치등에대한신뢰성있는사전검토가컴퓨터상 에서이루어질수있었다
.
Fig. 14.
3-D CAD and simulation model of Cell level.
Fig. 15.
3-D CAD and simulation model of Shop level.
Fig. 16.
Direct interface between digital virtual factory and cell controller.
Fig. 17.
Automatic generation of robot operations.
6.2디지털엔지니어링수행과협업지원
일반적으로로봇이나자동화시스템의경우프로그 램을완성시킨후실제장비에적용하는과정에서오 류나수정사항
,
개선점등을찾아내고수정작업을수행하지만
,
본논문에서는구축된디지털가상공장을활용하여컴퓨터에서가상으로절단경로와운영로 직을생성하고
,
이과정에서간섭발생이나최적경로산정
,
새로운싸이클타임과물량예측등을사전수행
,
검증하였다.
또한구축된모델은여러엔지니어가협업을수행할수있는토대가되며
,
다양한분야의 여러엔지니어들사이의협업을통해서다각적인검 토와대안수립이가능하다.
이과정에서물리적인제 약이없이실제상황에서요구되는높은수준의엔지 니어링수행이가능하므로,
의사결정에소요되는시 간과노력을크게절감할수있다.
6.3 셀제어기구축과디지털가상공장연계 일반적으로디지털가상공장의목적은제한된생산 품
,
공정에대한검증을목적으로구축되나,
본논문에서구축된디지털가상공장은좀더유연하고다양 한프로세스에대한검증이가능하도록구축되었다
.
즉
,
형강공장에서생산하는다양한형강을기존의방식으로검증하려면
,
각경우마다장비프로그램에대한수정이필요했으나
, CIM
계층모델에따른구축과셀라벨에서의제어기와의인터페이스구축으로
,
실제현장에서발생하는상황그대로를바로디지털가 상공장에적용
,
확인하는것이가능하여,
보다정확하고신뢰성있는예측을수행하였다
.
6.4 데이터베이스구축및타부문의모델활용
CIM
계층모델에기초한분류정보를데이터베이 스구성시에활용하여,
공장,
장비,
설비및공정에대 한통합데이터베이스를구축함으로써제품,
장비,
부 품,
공정정보를설비검토,
라인시뮬레이션,
동선분석등의기초데이터로바로활용할수있게되었다
.
이를통하여추후에도다양한부문에서다양한목적 으로신뢰도높은사전엔지니어링수행이가능하게 되었다
.
7. 결 론
본연구에서는조선산업을대상으로한디지털가
상 생산 기술을 적용한 사례를 소개하며
, NIST-
AMRF CIM
계층 모델과IDEF0, IDEF3
방법론을이용한공정
,
공장에대한정보수집,
정리와분석을통해효과적으로디지털가상공장을구축하는방법 을제시하였다
.
또한구축된디지털가상공장을활용하여신규로자동화설비를도입할경우
,
생산가능성과싸이클타임
,
물량에대한검증을포함한투자타당성에대한신뢰성있는사전검토를수행하였으며
,
이를위하여확정적으로정해진하나의시나리오에대 한검증이아닌
,
다양한상황에대한검토가가능하도록셀레벨에서의디지털가상공장과제어기의인터 페이스를구축
,
적용하였다.
조선을비롯한제조기업에디지털가상공장의적 용을확대하기위해서는
,
상당한시간과노력을요하 는디지털가상공장구축작업의효율성을높일수있 는체계적이고구체적인방법에대한보다많은연구 와기술개발이필요할것으로생각되며,
활용에있어 서는현업의실제적인요구에대한파악을바탕으로,
명확한목적수립과단계적인접근이바람직한것으 로생각된다
.
이를위해서는디지털가상공장의구축 과활용결과에대한다양한사례연구들이필요할것 이다.
감사의 글
본연구는산업자원부‘전통산업의
IT
접목기술개발사업’ 과제인‘고부가가치선박개발용디지털통 합건조공법’의지원으로수행되었습니다
.
관계자여러분께감사드립니다
.
참고문헌
1. Jordan, J. and Michel, F., Next Generation Manu- facturing (NGM), CASA/SME Blue Book, 1999.
2.
노상도,
신종계,
지해성,
임현준,
“CAD,
디지털가 상생산과PLM
”,
시그마프레스, 2006.
3.
이광국,
강현진,
김세환,
박주용,
신종계,
“조선 소 조립용접로봇토치 변경에따른디지털생산 기반 생산성향상방안 평가”,
한국CAD/CAM
학회 논 문집,
제10
권,
제3
호, pp. 210-216, 2005.
4.
노상도,
이창호,
한형상,
“자동차가상생산기술적용(I) -
생산준비 업무분석 및 적용 전략 수립”, IE
Interface,
제14
권,
제2
호, pp. 120-126, 2001 5.
노상도,
박영진,
“차체공장디지털생산기술적용을통한신차개발 생산준비업무수행”
,
한국자동차공 학회논문집,
제11
권,
제6
호, pp. 118-126, 2003.
6. Brown, D. H. Associates, Inc., 1999, Providing its Worth ; Digital Manufacturing's ROI, http://www.
dhbrown.com
7.
노명일,
이규열,
“선체 블록의 물량 정보 생성 및 블록 탑재 시뮬레이션에 관한 연구”,
한국CAD/
CAM
학회 논문집,
제11
권,
제2
호, pp. 115-127, 2006.
8.
우종훈,
오대균,
이춘재,
최양렬,
신종계,
“선박건 조공정시뮬레이션을위한모델링 방법론및시스 템 아키텍처”,
한국CAD/CAM
학회논문집,
제11
권
,
제1
호, pp. 11-19, 2006.
9. Rembold, U., Nnaji, B. O. and Storr, A.,
“Computer Integrated Manufacturing and Engineering
”, Addi- son-Willy, pp. 50-53, 1993.
한 상 동
1998
년한국방송통신대학교전자계산학과 학사
2001
년창원대학교전자계산학과석사
2003
년창원대학교컴퓨터공학과박사과정 수료
1987
년~
현재삼성중공업(
주)
산업기술연구소책임연구원
관심분야
:
생산시스템모델링및분석, CAD/CAM/CAPP
신 종 계
1977
년서울대학교조선해양공학과학사1979
년서울대학교조선해양공학과석사1989
년Massachusetts Institute of Technology, Department of Ocean Engineering
박사1993
년~
현재서울대학교조선해양공학과교수
관심분야
:
구조역학,
선상가열,
곡면전개, PLM,
디지털생산, APS, PDM
김 유 석
1998
년~2005
년성균관대학교공과대학 시스템경영공학과 학사2005
년~2006
년성균관대학교공과대학 시스템경영공학과 석사2006
년~
현재(
주)LG Philips LCD
종합 공정45
팀사원관심분야
: Virtual Manufacturing, e- Manufacturing, 6
시그마윤 태 혁
2001
년~2005
년성균관대학교공과대학 시스템경영공학과학사2005
년~2007
년성균관대학교공과대학 시스템경영공학과석사2007
년~
현재(
주)
대우조선해양생산시스 템연구팀관심분야
: Digital Virtual Manufactur- ing, Simulation, PLM, XML
김 건 연
1997
년~2004
년성균관대학교공과대학시스템경영공학과 학사
2004
년~2006
년성균관대학교대학원산업공학과석사
2006
년~
현재성균관대학교대학원산업 공학과박사과정관심분야
: Concurrent & Collaborative Engineering,
디지털가상생산, CAD/CAPP/CAM/PLM
노 상 도
1988
년~1992
년한국과학기술원기계공학과학사
1992
년~1994
년서울대학교기계설계학과석사
1994
년~1999
년서울대학교기계설계학 과박사1999
년~2002
년고등기술연구원생산기술센터선임연구원
2002
년~
현재성균관대학교공과대학시스템경영공학과조교수,
관심분야부교수
:
생산시스템모델링및분석,
동시협업,
디지털가상생산