한국표면공학회지 J. Korean Inst. Surf. Eng.
Vol. 50, No. 6, 2017.
https://doi.org/10.5695/JKISE.2017.50.6.460
<연구논문>
ISSN 1225-8024(Print) ISSN 2288-8403(Online)
서스펜션 진공 플라즈마 용사법을 통한 YSZ 코팅의 형성
유연우a, 변응선a,*
a재료연구소 표면기술연구본부 플라즈마공정연구실
Formation of YSZ Coatings Deposited by Suspension Vacuum Plasma Spraying
Yeon Woo Yooa and Eungsun Byona,*
a
Advanced Plasma Processing Department, Surface Technology Divison, Korea Institute of Materials Science(KIMS), 797 Changwondaero, Changwon, 51508, Korea
(Received November 2, 2017 ; revised November 24, 2017 ; accepted December 14, 2017)
Abstract
As increasing thermal efficiency of the gas turbine, the performance improvement of thermal barrier coatings is also becoming important. Ytrria stabilized zirconia(YSZ) is the most popular materials for ceramic top coating because of its low thermal conductivity. In order to enhance the performance of thermal barrier coatings for hot sections in the gas turbine, suspension plasma spraying was developed in order to feed nano-sized powders. YSZ coatings formed by suspension plasma spraying showed better performance than YSZ coatings due to its exclusive microstructure. In this research, two YSZ coatings were deposited by suspension vacuum plasma spraying at 400 mbar and 250 mbar. Microstructures of YSZ coatings were analyzed by scanning electron image(SEM) on each spraying conditions, respectively. Crystalline structure transformation was not detected by X-ray diffraction. Thermal conductivity of suspension vacuum plasma sprayed YSZ coatings were measured by laser flash analysis. Thermal conductivity of suspension vacuum plasma sprayed YSZ coatings containing horizontally oriented nano-sized pores and vertical cracks showed 0.6-1.0 W/m·K, similar to thermal conductivity of YSZ coatings formed by atmospheric plasma spraying.
Keywords : Suspension vacuum plasma spraying, Yttria stabilized zirconia, Microstructure, Thermal conductivity
1. 서 론
열차폐 코팅은 발전용/항공용 가스터빈의 고온 부 품, 로켓 엔진 연소기 고온 부품 등 고온의 환경에 서 하부 금속 모재를 보호하는 용도로 사용되고 있 으며, 세라믹 탑 코팅과 금속 본드 코팅으로 이루 어져 있다. 세라믹 탑 코팅은 낮은 열전도도로 인 해 모재에 가해지는 열부하를 경감하는 역할을 하 며, 금속 본드 코팅은 세라믹 탑 코팅과 하부 금속 모재의 열팽창 계수 차이로 인해 누적된 반복 열피
로로 인한 박리 현상을 방지하는 역할을 한다. Yttria stabilized zirconia(YSZ)는 낮은 열전도도와 높은 상 안정성의 장점으로 인해 열차폐 코팅의 탑 코팅 부 분 소재로 널리 사용되고 있다. YSZ 코팅을 형성 하기 위해 대기 플라즈마 용사(atmospheric plasma spraying, APS), 전자빔 물리 기상 증착법(electron beam physical vapor deposition, EB-PVD) 등이 사 용되고 있다[1-4]. 대기 플라즈마 용사 공정을 통해 형성된 YSZ 코팅은 낮은 열전도율을 보이나 반복 열 피로 스트레스로 인한 박리 현상때문에 열 수명 이 짧은 단점을 가지고 있다. 전자빔 물리 기상 증 착법을 통해 형성된 YSZ 코팅은 반복 열 피로 스 트레스로 인한 박리 현상이 적어 열 수명이 우수하 다는 장점은 있지만 특유의 미세 구조로 인해 열전 도도가 크다는 단점이 존재한다. 따라서 열전도도
*
Corresponding Author: Eungsun Byon
Surface Technology Division, Korea Institute of Materials Science
Tel: +82-55-280-3555 ; Fax: +82-55-280-3570
E-mail: [email protected]
가 낮으면서 열 수명이 우수한 코팅을 형성하기 위 해 서스펜션을 이용한 용사 공정이 개발되고 있다 [5,6]. 분말을 사용하는 용사 공정의 경우 분말을 화 염 내부로 공급하기 위해서 수십 마이크로미터 크 기의 분말을 사용해야만 하는데, 이로 인해 마이크 로미터 크기의 기공과 결함들이 발생한다. 서스펜 션을 이용하여 수백 나노미터 혹은 수 마이크로미 터 크기의 분말을 화염 내부로 공급함으로써 나노 미터 크기의 구조를 갖는 코팅을 형성할 수 있다.
하지만 서스펜션 대기 플라즈마 용사 공정은 사 용하는 분말의 크기가 작고, 서스펜션 내 분산매에 플라즈마 화염의 엔탈피를 소비하기 때문에 코팅의 형성 속도가 기존 플라즈마 용사 공정 대비 현저히 낮다는 단점이 존재한다. 본 연구에서는 위와 같은 단점을 보완하기 위하여 플라즈마 화염의 크기가 진공 중에서 커지는 것에 착안하여 진공 플라즈마 용사 장치를 이용하여 YSZ 코팅을 형성하였다.
2. 실험방법
YSZ 코팅을 형성 하기 위한 출발 물질로 서스펜 션 형태의 YSZ 농축 용액 (Northwest Mettech corp., suspension)을 사용하였다. YSZ 농축 용액 내 YSZ 분말의 크기와 입도 분포는 아래 그림 1과 같 으며 평균 직경(d50)이 0.196 μm로 평균적인 용사용 분말에 비해 매우 작음을 알 수 있다.
농축 용액을 농도에 맞게 칭량 후 1000 ml 폴리 프로필렌 병에 넣고, 분산매로 에탄올(99.9%)을 사 용하여 혼합하여 사용하였다.
YSZ 코팅 형성에 사용된 장치는 진공 플라즈마 용사 장치(Vacuum Plasma Spraying, VPS, GTV GmbH)로 10-500 mbar의 압력 범위 내에서 사용 가 능하다. 플라즈마 토치를 6축 로봇에 체결함으로서 대면적 혹은 평판 외의 시편에도 균일한 코팅을 형 성할 수 있도록 하였다. 위 장치에 자체 개발한 서
스펜션 공급 장치를 활용하여 YSZ 서스펜션을 진 공 플라즈마 용사 장치 내부로 이송 및 주입하였다.
YSZ 코팅은 NiCoCrAlY 본드 코팅이 형성된 Ni 계 초내열합금 위에 형성되었으며, 400 mbar, 250 mbar의 공정 압력에서 형성되었다. 진공 플라 즈마 용사 공정에 사용된 플라즈마 가스로는 Ar과 H2가 사용되었으며, 분위기 가스로는 N2가 사용되 었다. 플라즈마 가스로 사용된 Ar과 H2의 유량은 각각 30 SLM, 12 SLM이었으며, 형성된 플라즈마 화염의 전류 값과 전압 값은 각각 700 A와 77 V 으로 유지하였다. YSZ 서스펜션은 50 g/min의 유량 으로 공급되었으며, 플라즈마 화염 내부로의 분무 를 위하여 Ar 가스를 사용하였다.
형성된 YSZ 코팅의 단면 미세 구조를 분석하기 위하여 시편을 절단한 뒤 epoxy resin을 이용하여 mounting 하였으며, scanning electron microscopy (SEM, JEOL, IT-300)을 이용하여 분석하였다. 또한 코팅의 결정성을 살펴 보기 위해 코팅의 X-ray diffraction 장치(XRD, PANalytical)를 이용하여 결 정성을 확인하였다. 이때 측정 조건은 λ = 1.546Å 인 CuKα를 이용하여 step size는 0.02, 스캔 시간 은 0.2 sec/step으로 측정하였다. 코팅의 열전도도 측 정을 위하여 NiCoCrAlY 본드 코팅을 형성시킨 직 경 12.65 mm의 시편에 같은 방법으로 200 μm 이상 의 YSZ 코팅을 형성하였으며, laser flash analysis (LFA, NETZSCH, LFA 467 HyperFlash)을 이용하 여 열확산계수를 측정하였다.
3. 결과 및 고찰
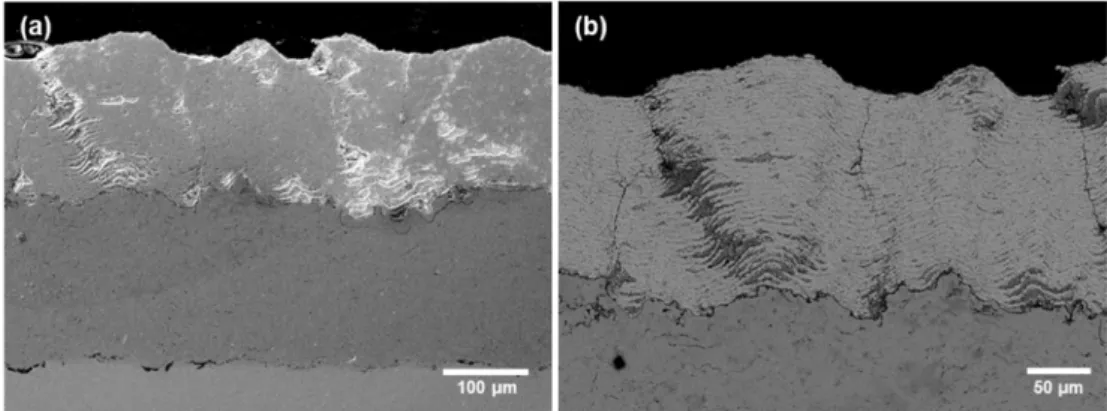
그림 2(a)는 대기 플라즈마 용사 공정을 통해 형 성된 YSZ 코팅의 SEM 이미지이며, 그림 2(b)는 400 mbar의 공정 압력에서 서스펜션 진공 플라즈마 용사 공정을 통해 형성된 YSZ 코팅의 SEM 이미 지이다. 대기 플라즈마 용사 공정을 통해 형성된
Fig. 1 (a) SEM image of YSZ powders in suspension and (b) size distribution of YSZ powders in suspension.
YSZ 코팅의 미세 구조는 마이크로 크기의 기공과 라멜라구조로 적층된 스플랫(splat)과 스플랫 사이 의 수평 방향 크랙으로 구성되어 있는 반면, 서스 펜션 진공 플라즈마 용사 공정을 통해 형성된 YSZ 코팅의 미세 구조는 라멜라구조 사이의 수평 방향 크랙 없이 나노미터 사이즈의 기공과 수직 방향 크 랙이 포함되어 있음을 알 수 있었다. 또한 400 mbar 에서 형성된 YSZ 코팅의 하부에 비해 상부의 코팅 이 기공을 많이 포함하고 있으며, 수직 방향 크랙 을 포함하고 있음을 확인할 수 있었다.
그림 3은 250 mbar의 공정 압력에서 형성된 YSZ 코팅의 SEM 이미지이다. 그림 2(b)에서 관찰하였던, 400 mbar에서 형성된 YSZ 코팅의 미세구조에 비해 훨씬 기공이 적은 구조임을 확인할 수 있었다. 그 림 3(b)의 후방산란전자(back scattered electron, BSE) 이미지에서 250 mbar의 공정압력에서 형성된 YSZ 코팅의 기공 분포를 더 잘 확인할 수 있다.
400 mbar의 공정압력에서 형성된 YSZ 코팅의 경 우 나노미터 크기의 기공들이 배향없이 무작위하게 분포되어 있는 것을 그림 2(b)에서 확인할 수 있었 지만, 250 mbar에서 형성된 YSZ 코팅의 경우 코팅 전부분에서 수직방향으로 형선된 크랙을 확인할 수
있으며, 어두운 색으로 표현된 수평방향으로 배열 된 나노 기공들을 관찰할 수 있었다.
그림 4는 서스펜션 진공 플라즈마 용사 공정을 통해 형성된 YSZ 코팅과 모재로 사용된 본드 코팅 이 형성된 Ni계 초내열합금의 XRD 측정결과이다.
ZrO2는 상온에서 단사정계 결정 구조로 존재하지만
Fig. 2 SEM image of YSZ coatings obtained by (a) APS and (b) SVPS at 400 mbar.
Fig. 3 (a) SEM and (b) BSE image of YSZ coatings obtained by SVPS at 250 mbar.
Fig. 4 XRD analysis of YSZ coatings obtained by
SVPS and bond coating.
YSZ 분말의 경우 결정 내 Y2O3의 존재로 인해 상 온에서 정방정계 결정 구조로 존재한다. 서스펜션 진공 플라즈마 용사 공정을 통해 고온의 플라즈마 화염 내부에서도 산화물 분말의 환원이나 고온으로 인한 상변화 없이 정방정계 구조를 갖는 YSZ 코팅 이 형성되었음을 확인할 수 있었다.
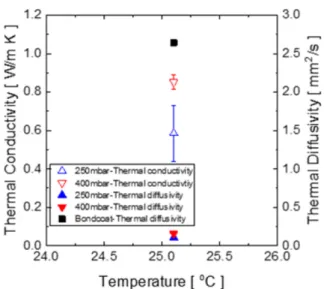
서스펜션 진공 플라즈마 용사 공정을 통해 형성 된 YSZ 코팅과 모재로 사용된 본드 코팅이 형성된 Ni계 초내열합금의 열확산계수와 열전도도 측정 결 과를 그림 5에 나타내었다. 하부 본드 코팅에 비해 형성된 YSZ 코팅의 열확산계수 값이 현저하게 낮 음을 확인할 수 있었다. 측정한 열확산계수를 통해 열전도도 값을 계산하는 방법은 아래 식(1)과 같다.
(1)
여기서 λ는 열전도도, ρ는 밀도, α는 열확산계수, Cp는 비열을 의미한다. 측정한 열확산계수 값과 코 팅의 밀도, 비열을 대입하여 열전도도를 계산한 값 이 그림 5에 나타내어져 있다. 두 코팅 모두 YSZ 가 갖고 있는 2.5 W/m·K보다는 낮은 열전도도 값 을 보이는 것을 확인할 수 있었다. YSZ가 본래 가 지고 있는 열전도도보다 코팅의 열전도도가 낮은 값을 보이는 것은 코팅 내부에 분포하고 있는 기공 의 영향때문인데, 코팅의 수직방향으로 전도되는 열 흐름을 코팅 내부의 기공이나 크랙이 방해하기 때 문이다[7,8]. 특히 전자빔 물리 기상 증착법으로 형 성된 YSZ 코팅의 열전도도가 대기 플라즈마 용사 공정으로 형성된 YSZ 코팅의 열전도도보다 높은 값을 갖는데, 이는 전자빔 물리 기상 증착법으로 형
성된 YSZ 코팅 내부의 수직 적층형(columnar) 구 조로 인해 YSZ 기둥과 기둥 사이의 기공으로 인해 열 흐름이 직접 전달될 수 있기 때문이다. 대기 플 라즈마 용사 공정으로 형성된 YSZ 코팅의 경우, 라 멜라구조에서 기인되는 수평 방향 크랙으로 인해 수 직 방향으로 전달되는 열 흐름이 방해 받게 되고, 이로 인해 낮은 열전도도 값을 갖게 된다. 본 연구 에서 진공 서스펜션 플라즈마 용사 공정을 통해 형 성된 YSZ 코팅은 대기 플라즈마 용사 공정으로 형 성된 YSZ 코팅의 열전도도 값인 0.6~1.0 W/m·K와 비슷한 값을 가지는 것을 확인할 수 있다[9-14].
250 mbar에서 형성된 YSZ 코팅이 400 mbar에서 형 성된 YSZ 코팅에 비해 더 낮은 열전도도 값을 보 이는 것은 코팅의 미세 조직 차이에서 기인한다. 그 림 2(b)의 400 mbar에서 형성된 YSZ 코팅의 경우 나노미터 크기의 기공이 무작위로 존재하는 반면, 그림 3(b)에서 관찰할 수 있는 250 mbar에서 형성 된 YSZ 코팅의 경우 수평 방향으로 배열된 나노 기공이 코팅 상부에서 하부로 전달되는 열의 흐름 을 방해하는 역할을 하기 때문에 더 낮은 기공율을 보임에도 더 낮은 열전도도를 보였으리라 판단된다.
4. 결 론
본 연구에서는 진공 서스펜션 플라즈마 용사 공 정을 이용하여 YSZ 코팅을 형성하였으며, 형성된 미세 조직과 결정 구조, 열전도도 특성을 분석하였 다. 400 mbar와 250 mbar에서 YSZ 코팅을 형성하 였으며, 그 미세 구조와 열전도도 특성을 분석하였 다. 기존의 대기 플라즈마 용사 공정을 통해 형성 된 YSZ 코팅의 미세 구조와 달리 나노미터 크기의 기공과 수직 크랙을 갖는 미세 구조의 YSZ 코팅을 서스펜션 진공 플라즈마 용사 공정으로 얻을 수 있 었다. 형성된 YSZ 코팅의 결정구조 분석 결과 분 말의 환원이나 결정구조 변화 없이 정방정계 결정 구조를 갖는 ZrO2 코팅이 형성되었음을 확인하였 다. 형성된 YSZ 코팅의 열전도도 특성 분석 결과 하부 모재에 비해 매우 낮은 수준의 열확산계수 값 을 보였으며, 기공율이 낮은 코팅이 형성되었음에 도 불구하고 대기 플라즈마 용사 공정을 통해 형성 된 YSZ 코팅의 열전도도 값과 비슷한 수준의 열전 도도 특성을 보였다. 서스펜션을 이용한 진공 플라 즈마 용사 공정을 통해 YSZ 코팅이 성공적으로 형 성되었으며, 그 특성 또한 대기 플라즈마 용사 공 정을 통해 형성된 YSZ 코팅과 비교하여 비슷하거 나 우수하였다. 추후 열 수명 평가 등을 통해 열차 폐 코팅으로서 특성을 비교해야 할 것으로 사료된 λ ρ α= × ×Cp
Fig. 5 Thermal conductivity and thermal diffusivity of
SVPS YSZ coating and bond coating.
다. 대기 플라즈마 용사 공정으로 형성된 YSZ 코 팅 대비 동등 혹은 우수한 열전도도 특성이나 미세 조직으로 판단했을 때 차세대 가스터빈의 열차폐 코팅에 적용될 수 있을 것으로 기대된다.
References