텅스텐 분말을 분산시킨 Bi
2
(Te0.9
Se0.1
)3
가압소결체의 열전특성노명래·최정열·오태성†
홍익대학교 공과대학 신소재공학과
Thermoelectric Properties of the Hot-pressed Bi 2 (Te 0.9 Se 0.1 ) 3 with Dispersion of Tungsten Powders
M. R. Roh, J. Y. Choi and T. S. Oh†
Department of Materials Science and Engineering, Hongik University, Seoul 121-791, Korea (2011 년 12월 19일 접수: 2011년 12월 23일 수정: 2011년 12월 26일 게재확정)
초 록: n형 Bi
2(Te
0.9Se
0.1)
3분말을 기계적 합금화 공정으로 제조하고 텅스텐 분말을 분산시켜 550
oC 에서 30분간 가 압소결 후, 텅스텐 함량에 따른 열전특성을 분석하였다. 텅스텐 분말을 분산시키지 않은 Bi
2(Te
0.9Se
0.1)
3가압소결체의 상 온 출력인자는 21.9×10
-4W/m-K
2이었으며, 1 vol% 텅스텐 분말의 분산에 의해 상온 출력인자가 30.5×10
-4W/m-K
2로 증가하였다. 텅스텐 분말을 분산시키지 않은 Bi
2(Te
0.9Se
0.1)
3가압소결체는 상온에서 0.52의 무차원 성능지수를 나타내었 으며, 1 vol% 텅스텐 분말의 분산에 의해 무차원 성능지수가 0.95로 크게 향상되었다.
Abstract: The n-type Bi
2(Te
0.9Se
0.1)
3powers were fabricated by mechanical alloying, mixed with tungsten(W) powders, and hot-pressed at 550
oC for 30 minutes. Thermoelectric properties of the hot-pressed Bi
2(Te
0.9Se
0.1)
3were characterized as a function of the volume percent of tungsten-powder addition. The power factor of the hot-pressed Bi
2(Te
0.9Se
0.1)
3was 21.9 ×10
-4W/m-K
2, and was improved to 30.5 ×10
-4W/m-K
2by dispersion of 1 vol% W powders. While the dimensionless figure-of-merit of the Bi
2(Te
0.9Se
0.1)
3hot-pressed without dispersion of W powders was measured as 0.52 at room temperature, it became substantially enhanced to 0.95 with addition of 1 vol% W powders.
Keywords: Thermoelectric materials, Bi
2(Te,Se)
3, Power factor, Dimensionless figure-of-merit, Tungsten dispersion
1. 서 론
에너지자원 보존과 환경오염 방지를 위해 최근 태양 에 너지, 풍력, 조력, 지열 등과 같은 대체 에너지 및 환경친 화적 에너지 변환기술에 대한 연구가 전세계적으로 활발 히 진행되고 있다.1-6) 환경친화적 에너지 변환기술 중의 하나인 열전에너지 변환기술은 열에너지와 전기에너지 간의 직접 변환이 가능한 기술로서 열전발전과 전자냉각 에 응용되고 있다.1-6)
열전발전은 마이크로 발전에서 중형 발전까지 다양한 발전용량에 대한 적용성, 소형 독립전원, 무보수, 고신뢰 성 등의 장점을 가지고 있으며, 24시간 가동이 가능하여 발전 출력이 안정적인 특징을 지니고 있다.7) 또한 화석연 료 대신 폐·배열을 열원으로 이용하기 때문에 이산화탄 소의 방출이 없는 친환경적 발전기술이다. 우리나라의 에 너지 소비구조는 선진국 대비 산업분야 에너지 소비비중 이 높고, 에너지 원단위가 OECD 평균 에너지 원단위에 비해 매우 높은 형태이다. 또한 국내 총생산량에 비례하
여 일차에너지 소비량이 거의 동일하게 증가하는 구조를 지니고 있어, 향후 에너지 소비량이 계속 증가할 전망이 다. 따라서 열전발전을 이용한 폐·배열 에너지 재활용 기 술의 개발은 에너지소비 감소 및 CO2 총량 저감을 효과적 으로 달성하기 위한 적절한 대응수단이 될 수 있다.8,9)
Peltier 효과를 이용하여 열을 저온에서 고온으로 펌핑 하는 열전냉각 시스템은 프레온 가스를 사용하지 않는 친 환경적 냉각기술로, 가스압축식에 비해 냉각속도가 빠르 고 선택적 냉각이 가능하며, 무소음, 무진동으로 구조가 간단하여 유지 및 관리가 용이하다는 장점이 있다.7,10)열 전냉각은 마이크로 프로세서, CCD 소자, 레이저 diode, 적외선 검출소자 등과 같은 전자부품의 국부냉각 뿐만 아 니라 자동차용 냉온장고, 가정용 냉정수기 등에 다양하 게 실용화되고 있다.7)
열전재료의 에너지 변환효율은 Seebeck 계수 α, 전기 전도도 σ 및 열전도도 κ에 의해 결정되는 성능지수 Z (=
α2·σ/κ)에 의존하며, 성능지수의 향상을 위해서는 Seebeck 계수 α와 전기전도도 σ의 증가와 더불어 열전도
†
Corresponding author
E-mail: [email protected]
시키기 위해, 최근 나노개재물을 첨가한 나노구조 벌크 열전재료에 대한 연구가 집중적으로 이루어지고 있다. 나 노구조 벌크 열전재료에서는 격자열전도가 낮아지는 반 면에 전기전도도는 저하되지 않는 PGEC (phonon-glass- electron-crystal) 개념의 구현에 의해 에너지 변환효율의 향상이 가능하다는 것이 보고되고 있다.12-17
나노 컴포지트 열전재료를 형성하기 위한 나노개재물 로는 Al2O3, TiO2, ZrO2와 같이 열전도도가 낮은 세라믹 나 노 분말들이 일반적으로 사용되고 있다.18-21) 그러나 세라 믹 나노 분말을 분산시켜 형성한 나노 컴포지트에서는 전 기전도도가 심하게 감소하는 문제가 발생하기 때문에,8-21) 이를 해결하기 위해서는 전기전도도를 심하게 감소시키 지 않으면서 포논산란센터로 작용할 수 있는 개재물이 요 구된다. 금속 분말은 세라믹 분말에 비해 전기전도도가 높기 때문에, 금속 분말을 분산시킨 열전재료 컴포지트에 서는 세라믹 분말을 분산시킨 컴포지트에 비해 전기전도 도가 심하게 저하되지 않을 것으로 기대할 수 있다. 금속 분말은 세라믹 분말에 비해 열전도도가 높으나, 열전재료 /금속 분말 계면에서의 포논산란에 기인하여 열전재료 컴 포지트의 열전도도가 저하될 수 있을 것이다.
본 연구에서는 포논산란센터로서 텅스텐 분말을 분산 시킨 n형 Bi2(Te0.9Se0.1)3 가압소결체를 형성하여, 텅스텐 분말의 함량에 따른 열전특성을 분석하였다.
2. 실험 방법
크기가 3.6 mm 이하이며 순도가 99.99% 이상인 Bi, Te, Se granule들을 5% 질산 수용액, 아세톤, 에탄올, 증류수의 순서로 초음파 세척하여 표면 산화층을 제거 한 후, 질소가 스로 건조하였다. 건조된 원료 granule들을 Bi2(Te0.9Se0.1)3 조성에 맞게 칭량하여 볼과 분말의 무게비 10:1로 강구 (steel ball)와 함께 공구강 vial에 장입한 후, Spex mixer/mill 을 사용하여 3시간 바이브로밀링하여 기계적 합금화 하 였다. 기계적 합금화로 제조한 Bi2(Te0.9Se0.1)3 분말에 0~2 vol% 범위의 텅스텐(W) 분말을 첨가한 후, Bi2(Te0.9Se0.1)3 분말 내에 W 분말을 분산시키기 위해 Spex mixer/mill을 사용하여 1시간동안 바이브로 밀링하였다. W 분말이 분 산된 Bi2(Te0.9Se0.1)3 분말을 상온에서 325 MPa의 압력으 로 5분간 cold press 한 후, graphite 몰드에 장입하고 진공 중에서 60 MPa의 압력을 가하면서 550oC에서 30분간 유
지하여 가압소결하였다.
W 분말이 분산된 Bi2(Te0.9Se0.1)3 가압소결체의 결정상 을 X-선 회절분석하였으며, 주사전자현미경을 사용하여 가압소결체 파단면의 미세구조를 관찰하였다. W 분말이 분산된 Bi2(Te0.9Se0.1)3 가압소결체의Seebeck 계수와 전기 비저항을 상온에서 측정하였으며, laser flash법을 사용하 여 열전도도를 분석하였다. Seebeck 계수와 전기비저항 의 측정값을 이용하여 Bi2(Te0.9Se0.1)3 가압소결체의 출력 인자(power factor p = α2/ρ)를 분석하였다. Seebeck 계수, 전기비저항 및 열전도도의 측정값으로부터 Z = α2/(ρ·κ) 의 관계식을 이용하여 W 함량에 따른 Bi2(Te0.9Se0.1)3 가 압소결체의 무차원 성능지수 ZT를 분석하였다.
3. 결과 및 고찰
Fig. 1에 W 분말의 첨가량에 따른 Bi2(Te0.9Se0.1)3 가압 소결체의 X-선 회절패턴을 나타내었으며, Fig. 2에는 W 원료분말의 X-선 회절패턴을 나타내었다. Fig. 1(a)와 같 이 W 분말을 첨가하지 않은 Bi2(Te0.9Se0.1)3 가압소결체에 서 Bi2(Te,Se)3 결정상의 회절패턴들이 관찰되는 것으로부 터 용해공정을 사용하지 않고도 기계적 합금화 공정과 가 압소결에 의해 Bi, Te 및 Se 원료분말로부터 (Bi0.2Sb0.8)2Te3 벌크 합금이 형성되는 것을 확인할 수 있었다. Fig.
1(a)~(f)와 같이 W을 분산시킨 Bi2(Te0.9Se0.1)3 가압소결체 의 회절패턴에서 W의 주회절 피크인 2θ = 40.4o인 W의 (110) 회절피크를 관찰하여(Fig. 2 참조), Bi2(Te0.9Se0.1)3 가 압소결체내 W 결정상의 유무를 판단하고자 하였다. 1 vol% 이상의 W을 분산시킨 Bi2(Te,Se)3 가압소결체의 회 절패턴에서는 W (110) 회절피크가 관찰되었다. 반면에
Fig. 1. X-ray diffraction patterns of the Bi
2(Te
0.9Se
0.1)
3hot-pressed
with W powder dispersion of (a) 0 vol%, (b) 0.1 vol%, (c)
0.5 vol%, (d) 1.0 vol%, (e) 1.5 vol%, and (f) 2.0 vol%.
W을 1 vol% 이하로 소량 분산시킨 가압소결체에서는 W (110) 회절피크가 명확히 관찰되지는 않았으나, 가압소결 체의 파단면을 주사전자현미경으로 관찰한 결과 Fig. 3과 같이 이들 시편에서도 W 분말이 분산되어 있는 것을 확 인할 수 있었다.
Fig. 3에 Bi2(Te0.9Se0.1)3 가압소결체의 파단면에서 관찰 한 미세구조를 나타내었으며, Fig. 4에는 Bi2(Te0.9Se0.1)3 분말과 혼합하기 전의 W 분말의 주사전자현미경 미세구 조를 나타내었다. Fig. 3에서와 같이 W을 함유한 Bi2
(Te0.9Se0.1)3 가압소결체에 분산되어 있는 W 입자들은 10µm 이하 크기로 관찰되었다. 이와 비교하여 Fig. 4와 같이 W 원료분말은 0.1 µm 이하 크기의 입자들이 1 µm 이상의 크기로 응집되어 있는 것이 관찰되었다. 이와 같 은 결과로부터 W 분말을 Bi2(Te0.9Se0.1)3 분말내에 혼합하 기 위한 기계적 밀링공정 중에 1 µm 이상의 크기로 응집 된 W 분말들이 더 미세한 크기로 분쇄되지 않는다고 판
단할 수 있다.
W 함량에 따른 Bi2(Te0.9Se0.1)3 가압소결체의 상대밀도 를 Fig. 5에 나타내었다. W 함량에 따른 Bi2(Te0.9Se0.1)3 가 압소결체의 유효 이론밀도는 식 (1)과 같이 표현된다. 식 (1)에서 deff는 W을 함유한 가압소결체의 유효 이론밀도, VBTS와 MBTS는 Bi2(Te0.9Se0.1)3의 몰부피와 몰질량이며, VW
와 MW는 W의 몰부피와 몰질량, FW는 W의 첨가 몰분율 이다.
(1)
W의 첨가 몰분율 인 경우에는 VBTS+ VWFW
이므로, 식 (1)은 식 (2)와 같이 나타낼 수 있다. 식 (2) 에서 dBTS와 dW는 각기 Bi2(Te0.9Se0.1)3와 W의 이론밀도이며,
는 W의 첨가 부피분율이다.
(2)
식 (3)에 적용할 Bi2(Te0.9Se0.1)3와 W의 이론밀도 dBTS와 dw는 각기 Fig. 1(a)와 Fig. 2에 있는 X-선 회절패턴으로부 터 구한 각 재료의 격자상수들을 사용하여 계산하였다.
deff
MBTS+MWFW
VBTS+VWFW
---
=
FW«1 VBTS
≈ χW
deff
MBTS
VBTS
--- MWFW
VBTS
--- dBTS
MW
VW
---VWFW
VBTS
--- d= BTS+dWχW
+
= +
≈
Fig. 2. X-ray diffraction pattern of the tungsten powders.
Fig. 3. Field emission scanning electron micrographs of the Bi
2(Te
0.9Se
0.1)
3hot-pressed with W powder dispersion of (a) 0 vol%, (b) 0.1 vol%, (c) 0.5 vol%, (d) 1.0 vol%, (e) 1.5 vol%, and (f) 2.0 vol%.
Fig. 4. Field emission scanning electron micrographs of the
tungsten powders.
이와 같은 방법으로 산출한 dBTS= 7.74 g/cm3, dw= 18.97 g/
cm3 이었다.
Fig. 5에서와 같이 1 vol% 범위의 W 분말을 첨가시에는 가압소결체의 상대밀도가 감소하지 않았으며, 2 vol% 첨 가시에도 상대밀도의 저하가 2% 내외로 그 변화가 크지 않았다. 분산상의 함량에 따라 가압소결체의 상대밀도가 크게 변하는 경우에는 분산상뿐만 아니라 기공에 의해서 도 전하와 포논의 산란이 발생하기 때문에, 분산상뿐만 아 니라 기동도의 변화가 열전특성의 변화 거동에 영향을 미 치게 된다. 반면에 본 연구에서와 같이 가압소결체의 상 대밀도 변화가 적은 경우에는 W 함량에 따른 열전특성의 변화 거동에 미치는 기공도의 영향을 배제할 수 있다.
(3)
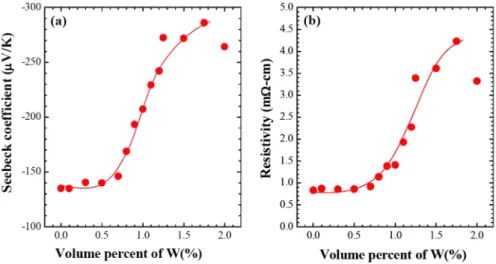
W의 전기비저항은 5.6×10-8 Ω-m로 본 실험에서 측정한 Bi2(Te0.9Se0.1)3 가압소결체의 전기비저항 8.3×10-6Ω-m의 1/10보다 훨씬 낮은 값이다. 식 (3)을 사용하여 W 함량에 따른 Bi2(Te0.9Se0.1)3 가압소결체의 전기비저항을 예측하 면 W 함량이 증가함에 따라 가압소결체의 전기비저항이 낮아져야 하는데 반해, 실제 측정한 전기비저항은 이와 는 달리 W 함량에 따라 증가하는 반대 거동을 나타내었 다. 이와 같이 W 분산에 따른 가압소결체의 유효 전기비 저항에 대한 예측과 실제 측정값이 크게 차이가 나는 이 유로는 식 (3)에 의한 유효 전기비저항의 예측에서는 기 지재료/분산상 계면에서 발생하는 전하산란 효과가 고려 되지 않았기 때문으로 판단된다. 따라서 Fig. 6(b)에 있는 W 함량에 따른 Bi2(Te0.9Se0.1)3 가압소결체의 전기비저항 의 증가는 주로 계면 전하산란에 기인하는 것으로 판단 된다.
Fig. 6에 있는 Bi2(Te0.9Se0.1)3 가압소결체의 Seebeck 계 수와 전기비저항의 측정값을 이용하여, W 함량에 따른 상온 출력인자를 평가하여 Fig. 7에 나타내었다. 열전재 료에 이차상을 분산시키면 계면 전하산란 효과에 의해 전 기비저항과 Seebeck 계수가 동시에 증가하며, 이차상의
ρeff ρc
1 χ– d
( ) 1 2χ+ d
( )
---
=
Fig. 5. Relative density of the hot-pressed Bi
2(Te
0.9Se
0.1)
3as a function of the volume percent of tungsten powder dispersion.
Fig. 6. (a) Seebeck coefficient and (b) electrical resistivity of the hot-pressed Bi
2(Te
0.9Se
0.1)
3, measured at room temperature, as a function
of the volume percent of tungsten powder dispersion.
함량이 증가함에 따라 출력인자가 증가하여 최대값에 도 달한 후 그 이상의 이차상 첨가에 의해 감소하는 거동을 나타내게 된다.23) W을 분산시킨 Bi2(Te0.9Se0.1)3 가압소결 체에서도 W 함량에 따른 출력인자의 변화가 이와 동일 한 거동을 나타내었다. 1 vol% W을 분산시킨 가압소결 체에서 30.5×10-4 W/m-K2의 최대 출력인자를 얻을 수 있 었으며, 이는 W을 첨가하지 않은 가압소결체의 출력인 자인 21.9×10-4 W/m-K2에 비해 39% 증가한 값이었다.
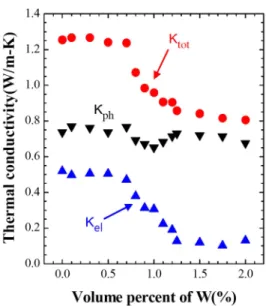
W 분말의 분산량에 따른 Bi2(Te0.9Se0.1)3 가압소결체의 열전도도를 상온에서 측정하였으며, 이를 Fig. 8에 나타 내었다. 열전재료의 열전도도 κtot는 전하에 의한 열전도 도 κel과 격자에 의한 열전도도 κph의 합으로 식 (4)와 같 이 나타낼 수 있다.
(4)
전하 열전도도는 κel= LσT의 관계식으로 나타낼 수 있 으며, 이 관계식에서 L은 Lorenz number 이며 σ는 전기 전도도이다.10) 비축퇴 반도체의 Lorenz number인 1.44×10-8 WΩ/K2을 사용하여 가압소결체의 전하 열전도 도 κel을 계산하였으며, 식 (4)를 이용하여 W 함량에 따 른 가압소결체의 격자 열전도도 κph을 평가하여 Fig. 8에 나타내었다. Fig. 8에서 W 함량이 증가함에 따라 가압소 결체의 열전도도 κtot이 저하하였으며, 1.1 vol% W을 분 산시킨 시편은 W을 첨가하지 않은 가압소결체의 열전도 도 1.26 W/m-K에 비해 27% 정도 낮은 0.92 W/m-K의 열 전도도를 나타내었다. 그러나 이와 같은 총 열전도도 κtot
의 감소는 Fig. 8에서와 같이 전하 열전도도의 저하에 기
인하는 것으로, W 분산에 따른 격자 열전도도 κph의 감 소는 관찰되지 않았다. BN과 WO3 입자들을 분산시킨 p 형 (Bi0.2Sb0.8)2Te3 가압소결체에서도 BN과 WO3 분산에 따른 격자 열전도도의 감소가 관찰되지 않는다고 보고되 고 있다.24)
W을 분산시킨 Bi2(Te0.9Se0.1)3 가압소결체의 무차원 성 능지수를 상온에서 평가하였으며, 이를 Fig. 9에 나타내 었다. W 함량이 증가함에 따라 ZT가 향상되어 1 vol% W 을 첨가한 조성에서 최대값을 나타낸 후, 그 이상의 W을 첨가함에 따라 출력인자의 감소에 기인하여 ZT가 감소 하였다. 본 연구에서는 Fig. 9에서와 같이 1 vol% W의 분 산에 의해 가압소결체의 ZT가 0.52에서부터 0.95로 83%
향상되었다. n형 Bi2Te3계 열전재료에서 나노복합화에 따 른 ZT의 변화거동에 대한 문헌상의 보고들은 다음과 같 다: Yang 등은 Bi2(Te0.94Se0.06)3가압소결체에 0.2 wt% Ag 를 분산시킴에 따라 ZT가 0.39에서 0.51로 31% 향상된다 고 보고하였으며,25) Li 등은 스파크 플라즈마 소결법으로 형성한 Bi2Te3 다결정에서 0.24 vol% 나노 SiC를 분산시 킴에 따라 ZT가 0.56에서 0.66으로 18% 향상되었다고 보 고하였다.15) 또한 Zhao 등은 Bi2Te3 가압소결체에 0.1 vol%
SiC를 분산시킴에 따라 ZT가 0.99에서 1.04로 5% 향상되 었다고 보고하였으며,26) Li 등은 Bi2(Te0.9Se0.1)3가압소결 체에서 0.1 vol% SiC의 분산에 의해 ZT가 0.37에서 0.72로 95% 향상되었다고 보고하였다.18)반면에 Liu 등은 나노 SiC의 분산에 의해 Bi2(Te0.9Se0.1)3 가압소결체의 ZT가 향 상되지 않고 오히려 감소한다고 보고하였다.27) 이들 보고 들과 비교시, Fig. 9에서 1 vol% W 분산에 의해 ZT가 83% 향상된 본 연구의 결과는 매우 우수한 것으로 평가 κtot = κel+κph
Fig. 7. Power factor of the hot-pressed Bi
2(Te
0.9Se
0.1)
3, evaluated at room temperature, as a function of the volume percent of tungsten powder dispersion.
Fig. 8. Thermal conductivity κ
tot, electrical thermal conductivity κ
el,
and lattice thermal conductivity κ
phof the hot-pressed
Bi
2(Te
0.9Se
0.1)
3, measured at room temperature, as a function of
the volume percent of tungsten powder dispersion.
할 수 있다.
4. 결 론
(1) 0.1µm 이하 크기의 입자들이 1 µm 이상의 크기로 응 집되어 있는 W 분말을 분산시켜 가압소결한 Bi2(Te0.9Se0.1)3 내에는 10 µm 이하 크기의 W들이 분포되어 있었으며, 이 로부터 W 분말을 Bi2(Te0.9Se0.1)3 분말에 분산시키기 위한 기계적 밀링공정 중에 응집된 W 분말들의 미세 분쇄가 발생되지 않는다고 판단할 수 있다.
(2) W이 분산된 Bi2(Te0.9Se0.1)3가압소결체를 전도성 분 산상이 무질서하게 배열되어 있는 복합재료로 가정하고 유효 전기비저항을 예측한 경우 W 함량이 증가함에 따 라 전기비저항이 낮아지는데 반해, 실제 측정한 전기비 저항은 W 함량에 따라 증가하는 거동을 나타내었다. W 함량에 따른 전기비저항에 대한 예측과 실제 측정값의 반 대 거동으로부터, W 분산에 의한 전기비저항의 증가는 주로 계면 전하산란에 기인하는 것으로 판단할 수 있다.
(3) W 함량이 증가함에 따라 출력인자가 증가하여 최 대값에 도달한 후 그 이상의 W 첨가에 의해 감소하는 거 동을 나타내었다. 1 vol% W을 분산시킨 가압소결체에서 30.5×10-4 W/m-K2의 최대 출력인자를 얻을 수 있었으며, 이는 W을 첨가하지 않은 가압소결체의 출력인자인 21.9×10-4 W/m-K2에 비해 39% 증가한 값이다.
(4) 1.1 vol% W을 분산시킨 시편은 W을 첨가하지 않 은 가압소결체의 열전도도 1.26 W/m-K에 비해 27% 정 도 낮은 0.92 W/m-K의 열전도도를 나타내었다. 그러나 이와 같은 총 열전도도 κtot의 감소는 전하 열전도도 κel의 저하에 기인하는 것으로, W 분산에 따른 격자 열전도도
감사의 글
본 연구는 지식경제부의 에너지자원기술개발사업의 지 원에 의해 이루어졌습니다(Project No.: 2008EID11P050000).
참고문헌