가압소결온도에 따른 p형 (Bi0.2Sb0.8)2Te3 가압소결체의 열전특성
최정열·오태성† 홍익대학교 공과대학 신소재공학과
Thermoelectric Properties of the p-type (Bi
0.2Sb
0.8)
2Te
3with Variation of the Hot-Pressing Temperature
Jung-Yeol Choi and Tae-Sung Oh†
Department of Materials Science and Engineering, Hongik University, Seoul 121-791, Korea (2011년 11월 8일 접수: 2011년 12월 12일 수정: 2011년 12월 16일 게재확정)
초 록: p형 (Bi0.2Sb0.8)2Te3 분말을 기계적 합금화 공정으로 제조하여 가압소결 후 가압소결온도에 따른 열전특성을 분석하였다. 가압소결온도를 350oC에서 550oC로 증가시킴에 따라 상온에서 측정한 Seebeck 계수가 237 µV/K에서 210µV/K로 감소하고 전기비저항이 2.25 mΩ-cm에서 1.34 mΩ-cm로 감소하였으며, power factor가 25.0×10-4W/m-K2에 서 32.9×10-4W/m-K2로 증가하였다. 350~550oC의 온도범위에서 가압소결한 시편들 중에서, 500oC에서 가압소결한 (Bi0.2Sb0.8)2Te3 가압소결체가 상온에서 1.09 및 75oC에서 1.2의 가장 높은 무차원 성능지수를 나타내었다.
Abstract: The p-type (Bi0.2Sb0.8)2Te3 powers were fabricated by mechanical alloying and hot-pressed at temperatures of 350~550oC. Themoelectric properties of the hot-pressed (Bi0.2Sb0.8)2Te3 were characterized as a function of the hot- pressing temperature. With increasing the hot-pressing temperature from 350oC to 550oC, the Seebeck coefficient and the electrical resistivity decreased from 237µV/K to 210 µV/K and 2.25 mΩ-cm to 1.34 mΩ-cm, respectively. The power factor of the hot-pressed (Bi0.2Sb0.8)2Te3 became larger from 24.95×10-4W/m-K2 to 32.85×10-4W/m-K2 with increasing the hot-pressing temperature from 350oC to 550oC. Among the specimens hot-pressed at 350~550oC, the (Bi0.2Sb0.8)2Te3 hot-pressed at 500oC exhibited the maximum dimensionless figure-of-merit of 1.09 at 25oC and 1.2 at 75oC.
Keywords: Thermoelectric properties, Thermoelectric materials, Hot-pressing, Bismuth antimony telluride, Figure of merit
1. 서 론
한정된 화석연료 자원에 기인하여 급등하는 국제유가와 더불어 환경오염에 대한 우려는 화석연료를 대체할 새로 운 대체에너지의 개발과 에너지 재활용 기술의 개발이 더 이상 지체되어서는 안 되는 중요한 과제임을 체감하게 한 다.1-5) 대표적인 에너지 재활용 재료인 열전재료는 Seebeck 효과를 이용한 열전발전과 Peltier 효과를 이용한 열전냉각 에 응용되고 있다.1-5) 열전발전은 비교적 저품위의 열이라 도 전기로 변환시킬 수 있기 때문에 버려지는 에너지의 효 율적 재활용에 유리하다. 열전발전은 마이크로 발전에서 중형 발전까지 다양한 발전용량에 대한 적용성이 우수하 며, 소형 독립전원으로 사용이 가능하고 무보수와 고신뢰 성의 장점이 있다. 또한 열전발전은 24시간 가동이 가능하 여 발전 출력이 안정적인 특징을 지니고 있다.6)
열전재료의 성능은 무차원 성능지수인 ZT = (α2/ρ*k)T 로 나타낼 수 있다. 여기서 α는 Seebeck 계수, ρ는 전기비
저항, κ는 열전도도, T는 절대온도이다. 열전재료에서 요 구되는 특성으로는 모듈 양단간의 온도차에 의해 큰 발 전출력을 나타내기 위해 Seebeck 계수가 크고 전기비저 항이 작아야 하며, 재료 양단의 온도차를 유지하기 위해 낮은 열전도도가 요구된다.4-7) 지난 수십년간 열전재료의 무차원 성능지수를 향상시키기 위해 다양한 연구가 진행 되었지만, 벌크 열전재료의 무차원 성능지수는 1 정도 수 준에 머물러 있었다. 이는 열기관이 얻을 수 있는 열효율 의 최대값인 Carnot 효율의 10% 수준으로, 특수용도로 사 용하는 것을 제외하고는 열전발전을 상용화 하는 것이 어 려운 실정이었다.4-7) 최근 벌크 열전재료의 무차원 성능지 수를 향상시키기 위한 방안으로서 나노결정립화, 나노개 재물 분산 및 나노석출물 형성 등의 방법을 적용한 나노 컴포지트 열전재료에 대한 연구가 활발히 이루어지고 있
다.1-3,5,8)이중에서 나노개재물을 분산시킨 나노컴포지트
열전재료에서는 열전재료/나노개재물 계면에서의 포논 산란에 의해 격자 열전도도가 낮아짐으로써 성능지수의
†Corresponding author E-mail: [email protected]
향상을 이루어질 수 있다.2,3,5,9) 나노개재물을 분산시킨 나 노컴포지트 열전재료에서 최적의 열전특성을 얻기 위해 서는 우선 그 모재가 되는 벌크 열전재료가 우수한 열전 특성을 나타낼 수 있도록 가압소결조건을 최적화하는 것 이 필요하다.
본 연구에서는 p형 (Bi,Sb)2Te3 나노컴포지트 열전재료 를 개발하기 위한 기본 연구로서 나노컴포지트의 모재가 되는 (Bi,Sb)2Te3 가압소결체의 열전특성을 최적화 하기 위해, (Bi,Sb)2Te3 합금분말을 기계적 합금화 공정으로 제 조하여 가압소결 후 가압소결 온도가 열전특성에 미치는 영향을 분석하였다.
2. 실험 방법
크기가 3.6 mm 이하이며 순도가 99.99% 이상인 Bi, Sb, Te granule들을 5% 질산 수용액, 아세톤, 에탄올, 증류수의 순서로 초음파 세척하여 표면 산화층을 제거 한 후, 질소 가스로 건조하였다. 건조된 원료 granule들을 (Bi0.2Sb0.8)2 Te3 조성에 맞게 칭량한 후 볼과 분말의 무게비 10:1로 강 구(steel ball)와 함께 공구강 vial에 장입한 후, Spex mixer/
mill을 사용하여 3시간 vibro 밀링하여 기계적 합금화 하였 다. 기계적 합금화로 제조한 (Bi0.2Sb0.8)2Te3 분말을 상온에 서 325 MPa의 압력으로 5분간 cold press 한 후, graphite 몰 드에 장입하고 진공 중에서 60 MPa의 압력을 가하면서 350oC~550oC의 온도로 30분간 유지하여 가압소결하였다.
기계적 합금화로 형성한 (Bi0.2Sb0.8)2Te3 분말 및 이를 가 압소결한 시편의 결정상을 X-선 회절분석하였으며, 주사 전자현미경을 사용하여 (Bi0.2Sb0.8)2Te3 가압소결체 파단 면의 미세구조를 관찰하였다. 가압소결체의 평균 결정립 크기는 직경 측정법을 사용하여 분석하였는데, 주사전자 현미경 사진에 평행한 선들을 긋고 이 선상의 결정립 수 를 세어 평균하여 결정립 크기를 결정하였다. Hall 측정법 을 이용하여 (Bi0.2Sb0.8)2Te3 가압소결체의 전하농도 및 이 동도를 분석하였다. (Bi0.2Sb0.8)2Te3 가압소결체의 Seebeck 계수와 전기비저항의 온도의존성을 25~200oC 범위에서 측정하였으며, laser flash법을 사용하여 열전도도를 분석 하였다. Seebeck 계수와 전기비저항의 측정값을 이용하여 (Bi0.2Sb0.8)2Te3 가압소결체의 출력인자(power factor p = α2/ ρ)를 분석하였으며, Seebeck 계수, 전기비저항 및 열전도 도의 측정값으로부터 Z = α2/(ρ · k)의 관계식을 이용하여 성능지수 Z 및 무차원 성능지수 ZT를 평가하였다.
3. 결과 및 고찰
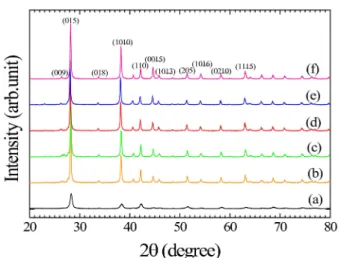
Fig. 1에 기계적 합금화로 제조한 (Bi0.2Sb0.8)2Te3 분말 및 이를 350~550oC에서 가압소결한 시편들의 X-선 회절패 턴을 나타내었다. 기계적 합금화로 제조한 분말에서 (Bi0.2Sb0.8)2Te3 결정상의 회절패턴들만이 관찰되어 3시간 의 바이브로 밀링처리에 의해 Bi, Sb 및 Te 원료분말로부
터 (Bi0.2Sb0.8)2Te3 합금분말로의 기계적 합금화가 완료되 었음을 확인할 수 있었다. 350~550oC에서 가압소결한 시 편들에서도 (Bi0.2Sb0.8)2Te3 회절피크들만이 관찰되었으며, 이로부터 350~550oC 범위의 온도에서 가압소결에 따른 결정상의 변화가 발생하지 않음을 확인할 수 있었다.
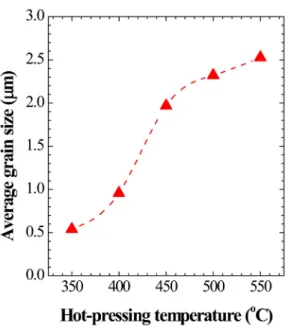
Fig. 2에 (Bi0.2Sb0.8)2Te3 가압소결체의 파단면에서 관찰 한 주사전자현미경 미세구조를 나타내었다. (Bi0.2Sb0.8)2 Te3 가압소결체는 판상구조의 결정립으로 이루어져 있었 으며, 가압소결온도를 350oC에서 550oC로 증가시킴에 따 라 결정립 크기가 0.54 µm에서 2.53 µm로 증가하였다. 가 Fig. 1. X-ray diffraction patterns of (a) the mechanically alloyed (Bi0.2Sb0.8)2Te3 powders, and the (Bi0.2Sb0.8)2Te3 bulk specimens hot-pressed at (b) 350oC, (c) 400oC, (d) 450oC, (e) 500oC, and (f) 550oC.
Fig. 2. Scanning electron micrographs observed on the fracture surfaces of the (Bi0.2Sb0.8)2Te3 hot-pressed at (a) 350oC, (b) 400oC, (c) 450oC, (d) 500oC, and (e) 550oC.
압소결온도의 증가에 따른 결정립 크기의 변화는 Fig. 3 에서와 같이 특히 400~450oC의 가압소결온도 구간에서 현저히 발생하였다. (Bi,Sb)2Te3 열전재료는 ...Te1=(Bi,Sb)- Te2-(Bi,Sb)=Te1...의 적층구조로 이루어져 있다.10) 이와 같 은 결합구조에서 Te2 원자는 주위의 6개 Bi 또는 Sb 원자 들과 공유결합을 하며, Te1 원자는 3개의 인접한 Bi 또는 Sb 원자들과 공유-이온 결합을 하며 다음 층의 Te1과 약 한 반데르발스 결합을 하게 된다. 따라서 인접한 Te1 층 과 Te1 층 사이의 결합력이 크게 약하기 때문에 c축에 평 행한 (0001)면이 벽개면으로 작용하여 이 면을 따라 쉽게 쪼개지는 기계적 취약성을 가지게 된다.10) 결정립계는 벽 개균열 전파에 대한 효과적인 방해물로 작용하기 때문에,
결정립 크기가 작을수록 결정립계 면적이 증가하게 되어 벽개 취성파괴에 대한 파괴인성이 증가하게 된다. 따라서 (Bi0.2Sb0.8)2Te3 가압소결체의 열전특성을 최적화 하고자 하는 본 연구와는 달리 (Bi0.2Sb0.8)2Te3 가압소결체를 파괴 인성이 중요한 용도로 사용하기 위한 경우 또는 결정립 성장을 억제하여야 하는 공정을 개발하는 경우에는 400oC 이하의 온도에서 가압소결하는 것이 바람직할 것 으로 판단된다.
Fig. 4에 25~200oC의 온도범위에서 측정한 (Bi0.2Sb0.8)2Te3 가압소결체의 Seebeck 계수와 전기비저항의 온도의존성을 나타내었다. 350~550oC의 온도로 가압소결한 (Bi0.2Sb0.8)2 Te3는 모두 양의 Seebeck 계수를 나타내어, 가압소결온도에 무관하게 주전하가 정공인 p형 열전 반도체임을 확인할 수 있다. 가압소결온도가 증가함에 따라 상온 부근 온도에서 측정한 전기비저항이 감소하였으며 이에 따라 Seebeck 계수가 감소하였는데, 이는 (Bi0.2Sb0.8)2Te3 가압소결체가 상온 부근에서 외인성 전도를 하는데 기인한다.4) Fig. 4(a) 와 같이 25~200oC 구간에서 측정 온도를 증가시킴에 따 라 Seebeck 계수가 증가하여 100oC 부근에서 최대값을 나 타낸 후 그 이상의 온도에서는 Seebeck 계수가 감소하였 는데, 이로부터 100oC 부근의 온도에서 (Bi0.2Sb0.8)2Te3 가 압소결체의 외인성-내인성 천이에 따른 혼합전도가 발생 하는 것을 알 수 있다.4)
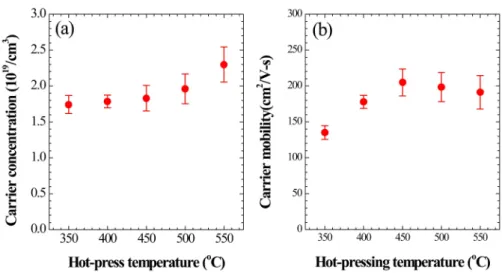
Fig. 5에 상온에서 측정한 (Bi0.2Sb0.8)2Te3 가압소결체의 정공 농도와 이동도를 가압소결온도의 함수로 나타내었 다. 가압소결온도가 증가함에 따라 정공 농도가 증가하 였으며, 이는 가압소결시 발생하는 Te 휘발에 따른 BiTe 및 SbTe anti-site 결함의 형성에 의해 정공의 농도가 증가하는 데 기인한다.10,11) Fig. 5(b)에서 가압소결온도를 350oC에서 450oC로 증가시킴에 따라 전하 이동도가 크게 증가하였는 데, 이는 Fig. 2에서와 같이 결정립 크기의 증가에 기인한 것이다. 반면에 450oC 이상의 가압소결온도에서는 결정 Fig. 3. Variation of the average grain size of the hot-pressed
(Bi0.2Sb0.8)2Te3 as a function of the hot-pressing temperature.
Fig. 4. Variations of (a) the Seebeck coefficient and (b) the electrical resistivity of the (Bi0.2Sb0.8)2Te3 bulk processed at each hot-pressing temperature as a function of the measuring temperature.
립 크기의 증가에 따른 전하 이동도의 변화가 크게 관찰 되지 않았는데, 이는 Fig. 3에서와 같이 450oC 이상의 온 도 구간에서 가압소결온도에 따른 결정립 크기의 변화 정 도가 450oC 이하의 온도 구간에서의 변화 정도에 비해 훨 씬 작기 때문인 것으로 판단된다.
Fig. 6에 25~200oC의 온도범위에서 측정한 (Bi0.2Sb0.8)2 Te3 가압소결체의 출력인자의 온도의존성을 나타내었다.
350~550oC 범위의 가압소결온도에 무관하게 (Bi0.2Sb0.8)2 Te3 가압소결체들은 모두 상온에서 가장 높은 출력인자를 나타내었으며, 측정온도가 증가함에 따라 출력인자가 감 소하였다. 가압소결온도가 증가함에 따라 츨력인자가 증 가하는 경향을 나타내었으며, 550oC로 가압소결한 (Bi0.2Sb0.8)2Te3 가압소결체는 상온에서 32.9×10-4W/m-K2 의 가장 높은 출력인자를 나타내었다. 출력인자는 p = α2/
ρ와 같이 표시되므로, Seebeck 계수가 증가하고 전기비저 항이 감소할수록 출력인자가 증가하게 된다. Fig. 4와 같 이 가압소결온도가 증가함에 따라 Seebeck 계수가 감소 하고 전기비저항이 감소하였으나, Seebeck 계수의 감소 정도에 비해 전기비저항의 감소 정도가 훨씬 크기 때문 에 출력인자가 증가하는 거동을 나타내었다.
Fig. 7에 25~200oC의 온도범위에서 측정한 (Bi0.2Sb0.8)2 Te3 가압소결체의 열전도도의 온도의존성을 나타내었다.
가압소결온도에 무관하게 측정온도의 증가에 따라 (Bi0.2Sb0.8)2Te3 가압소결체의 열전도도가 감소하다 75~
100oC에서부터 다시 증가하는 경향을 나타내었는데, 이는 75~100oC 온도구간에서 외인성 전도와 함께 내인성 전 도의 개시에 의해 혼합 전도가 발생되기 때문이다.4) 가압 Fig. 5. (a) carrier concentration and (b) carrier mobility of the (Bi0.2Sb0.8)2Te3 bulk as a function of the hot-pressing temperature.
Fig. 6. Variations of the power factor of the (Bi0.2Sb0.8)2Te3 bulk processed at each hot-pressing temperature as a function of the measuring temperature.
Fig. 7. Variations of the thermal conductivity of the (Bi0.2Sb0.8)2Te3 bulk processed at each hot-pressing temperature as a function of the measuring temperature.
소결온도가 증가함에 따라 혼합 전도가 시작되는 온도가 약간 고온으로 이동하는 경향을 관찰할 수 있다. 가압소 결온도가 증가함에 따라 열전도도가 증가하는 경향을 나 타내었으며, 이는 전기비저항 감소(Fig. 4(b))에 따른 전하 열전도도의 증가와 더불어 결정립 크기 증가(Fig. 2)에 따 른 격자 열전도도의 증가에 기인하는 것으로 판단된다.
25~200oC의 온도범위에서 측정한 (Bi0.2Sb0.8)2Te3가압 소결체의 무차원 성능지수(ZT)의 온도의존성을 Fig. 8에 나타내었다. 측정온도가 증가함에 따라 무차원 성능지수 가 증가하다 75oC에서 최대값을 나타낸 후 감소하는 거 동을 나타내었는데, 이는 75oC 이상 온도에서 혼합 전도 가 발생하는데 기인한다.4) 350~550oC의 온도 범위에서 가압소결한 (Bi0.2Sb0.8)2Te3 가압소결체들은 상온에서 0.90~1.09의 무차원 성능지수를 나타내었으며, 75oC에서 는 0.96~1.20의 무차원 성능지수를 나타내었다. 이중에서 500oC로 가압소결한 시편이 다른 시편들에 비해 더 우수 한 무차원 성능지수 (상온에서 1.09 및 75oC에서 1.2)를 나타내었다.
4. 결 론
(1) 350~550oC 온도범위에서 가압소결한 (Bi0.2Sb0.8)2Te3 가압소결체는 판상구조의 결정립으로 이루어져 있었으 며, 가압소결온도의 증가에 따른 결정립 크기의 변화가 400~450oC의 가압소결온도 구간에서 가장 현저히 발생 하였다.
(2) 가압소결온도가 350oC에서 550oC로 증가함에 따라 상온에서 측정한 (Bi0.2Sb0.8)2Te3 가압소결체의 Seebeck 계수 가 237 µV/K에서 210 µV/K로 감소하였으며, 전기비저항이
2.25 mΩ-cm에서 1.42 mΩ-cm로 감소하였다. (Bi0.2Sb0.8)2Te3 가압소결체에서는 75~100oC 부근 온도에서 외인성-내인성 천이가 시작되었으며, 가압소결온도가 증가함에 따라 외 인성-내인성 천이에 의한 혼합 전도가 개시되는 온도가 고 온으로 이동하는 경향을 나타내었다.
(3) 가압소결온도가 350oC에서 550oC로 증가함에 따라 상온에서 측정한 출력인자가 25.0×10-4W/m-K2에서 32.9×10-4W/m-K2로 증가하였으며, 가압소결온도에 무관 하게 측정온도가 증가함에 따라 (Bi0.2Sb0.8)2Te3 가압소결 체의 출력인자가 감소하는 거동을 나타내었다.
(4) 측정온도가 증가함에 따라 (Bi0.2Sb0.8)2Te3 가압소결 체의 무차원 성능지수가 증가하다 75oC에서 최대값을 나 타낸 후, 그 이상의 온도에서는 혼합 전도의 개시에 의해 무차원 성능지수가 감소하였다. 350~550oC의 온도 범위 에서 가압소결한 (Bi0.2Sb0.8)2Te3 가압소결체들은 상온에 서 0.90~1.09의 무차원 성능지수를 나타내었으며, 75oC에 서는 0.96~1.20의 무차원 성능지수를 나타내었다. 500oC 로 가압소결한 시편이 상온에서 1.09 및 75oC에서 1.2의 가장 우수한 무차원 성능지수를 나타내었다.
감사의 글
본 연구는 지식경제부의 에너지자원기술개발사업의 지원에 의해 이루어졌습니다(Project No.: 2008EID11P0 50000).
참고문헌
1. A. J. Minnich, M. S. Dresselhaus, Z. F. Ren and G. Chen,
“Bulk Nanostructured Thermoelectric Materials: Current Research and Future Prospects”, Energy Environ. Sci., 2, 466 (2009).
2. D. H. Park, M. Y. Kim and T. S. Oh, “Thermoelectric Energy- conversion Characteristics of the n-type Bi2(Te,Se)3 Nano- composites Processed with Carbon Nanotube Dispersion”, Current Appl. Phys. 11, S41 (2011).
3. D. H. Park, M. R. Roh, M. Y. Kim and T. S. Oh, “Thermo- electric Properties of the n-type Bi2(Te,Se)3 Processed by Hot Pressing”, J. Microelectron. Packag. Soc., 17(2), 49 (2010).
4. Y. H. Yeo, M. Y. Kim and T. S. Oh, “Thermoelectric Char- acteristics of the p-type (Bi,Sb)2Te3 Nano-bulk Hot-pressed with Addition of ZrO2 as Nano Inclusions”, J. Microelectron.
Packag. Soc., 17(3), 51 (2010).
5. M. S. Dresselhaus, G. Chen, M. Y. Tang, R. Yang, H. Lee, D. Wang, Z. Ren, J. -P. Fleurial and P. Gogna, “New Direc- tions for Low-dimensional Thermoelectric Materials”, Adv.
Mater., 19, 1 (2007).
6. D. M. Rowe, “Thermoelectric Waste Heat Recovery as a Renewable Energy Source”, Inter. J. Inno. Energy Sys. Power, 1(1), 13 (2006).
7. T. S. Oh, “Thermoelectric Characteristics of the p-type (Bi,Sb)2Te3/(Pb,Sn)Te Functional Gradient Materials with Variation of the Segment Ratio”, J. Electron. Mater., 38,1041 (2009).
Fig. 8. Variations of the dimensionless figure-of-merit of the (Bi0.2Sb0.8)2Te3 bulk processed at each hot-pressing temperature as a function of the measuring temperature.
8. B. Poudel, Q. Hao, Y. Ma, Y. Lan, A. Minnich, B. Yu, X. Yan, D. Wang, A. Muto, D. Vashaee, X. Chen, J. Liu, M. S.
Dresselhaus, G. Chen and Z. Ren, “High-thermoelectric Per- formance of Nanostructured Bismuth Antimony Telluride Bulk Alloys”, Science, 320, 634 (2008).
9. X. B. Zhao, X. H. Ji, Y. H. Zhang, T. J. Zhu, J. P. Tu and X. B. Zhang, “Bismuth Telluride Nanotubes and the Effects on the Thermoelectric Properties of Nanotube-containing
Nanocomposites”, Appl. Phys. Lett., 86, 62111 (2005).
10. W. M. Yim and F. D. Rosi, “Compound Telluride and Their Alloys for Peltier Cooling-A Review”, J. Solid State Elec- tron., 15, 1121 (1972).
11. J. Horak, K. Cermak, and L. Koudelka, “Energy Formation of Antisite Defects in Doped Sb2Te3 and Bi2Te3 Crystals”, J.
Phys. Chem. Solids, 47, 805 (1986).