Effects of Hydrogen Reduction in Microstructure, Mechanical and Thermoelectric Properties of Gas Atomized n-type
Bi 2 Te 2.7 Se 0.3 Material
Pradip Rimal, Sang-Min Yoon, Eun-Bin Kim, Chul-Hee Lee, and Soon-Jik Hong *
Division of Advanced Materials Engineering, Kongju National University 32588, Korea (Received April 4, 2016; Revised April 15, 2016; Accepted April 20, 2016)
···
Abstract The recent rise in applications of thermoelectric materials has attracted interest in studies toward the fab- rication of thermoelectric materials using mass production techniques. In this study, we successfully fabricate n-type Bi
2Te
2.7Se
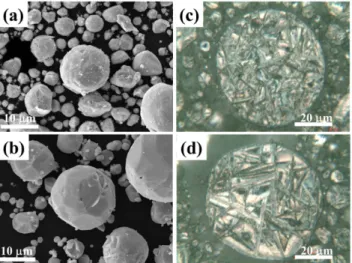
0.3material by a combination of mass production powder metallurgy techniques, gas atomization, and spark plasma sintering. In addition, to examine the effects of hydrogen reduction in the microstructure, the thermoelectric and mechanical properties are measured and analyzed. Here, almost 60% of the oxygen content of the powder are eliminated after hydrogen reduction for 4 h at 360 °C. Micrographs of the powder show that the reduced powder had a compara- tively clean surface and larger grain sizes than unreduced powder. The density of the consolidated bulk using as-atom- ized powder and reduced atomized powder exceeds 99%. The thermoelectric power factor of the sample prepared by reduction of powder is 20% better than that of the sample prepared using unreduced powder.
Keywords: n-type Bi
2Te
3, Gas atomization, Hydrogen reduction, Thermoelectric properties
···
1. Introduction
Thermoelectric (TE) materials directly convert heat energy to electricity i.e. when a temperature gradient is provided on thermoelectric junction a voltage gradient is produced through the Seebeck effect [1]. Waste heat from the automotive exhaust, home heating, and industrial pro- cesses are significant and recovery of these wasted heat with thermoelectric generators optimizes sustainability of energy resources [2]. Salient features like high reliabil- ity, absence of moving parts, soundless operation and low environmental impact have attracted researchers to develop efficient material for more than six decades [3].
Efficiency of TE materials can be estimated by unit less figure of merit [4,5],
(1) where, σ is conductivity; S is seebeck coefficient; T is temperature expressed in Kelvin and κ is thermal con- ductivity; of the material. Though significant increment
in individual properties of S, σ and κ are reported, their interrelated factors and coupling between them have lim- ited ZT value around 1. Solid state system exhibiting ZT
≥ 3 is expected to supersede conventional mechanical energy conversion devices [6].
Rhombohedral crystal structure of Bi
2(Te,Se)
3has a five layered units of Bi and (Te,Se) hexagonal planes stacked along the base plane, c-axis with atomic order (Te,Se)-Bi-(Te,Se)-Bi-(Te,Se) or Te-Bi-Se-Bi-Te [7, 8]. The n-type Bi
2Te
3-Bi
2Se
3compound has exhibited outstand- ing TE properties near room temperature. However, full functionality of n-type materials is limited by oxidation on powder surface, which acts as donor thereby degrad- ing the thermoelectric performance of these materials.
Appropriate selection of hydrogen reduction treatment condition can reduce oxidation amount to near solubility level of oxygen in Bi
2(Te,Se)
3based materials [9].
TE materials prepared by directional solidification method like zone melting possess outstanding electrical proper- ties, but their applications are limited by poor mechani-
ZT σ S= × 2×T κ⁄
*Corresponding Author: Soon-Jik Hong, TEL: +82-41-521-9387, FAX: +82-41-568-5776, E-mail: [email protected]
<PM리뷰>