Journal of the Korean Institute of Industrial Engineers http://dx.doi.org/10.7232/JKIIE.2015.41.4.368
Vol. 41, No. 4, pp. 368-380, August 2015. © 2015 KIIE
ISSN 1225-0988 | EISSN 2234-6457 <Case Study>
중소 제조 기업의 LAYOUT 개선 사례 연구
정대권․윤원영†
부산대학교 산업공학과
A Case Study on Layout Improvement in Medium and Small-Sized Manufacturing Factories
Dae Kwon Chung․Won Young Yun
Department of Industrial Engineering, Pusan National University, Busan, Korea
This paper deals with a case study of layout design and improvement in medium and small-sized manufacturing factories. The shop layout affects greatly the productivity of manufacturing systems and we introduce some cases in which shop layouts are changed to improve the productivity step by step. Based on case studies, we propose also some guides to improve and design the shop layout in medium and small-sized manufacturing factories.
†
Keywords: Layout design, Layout improvement, Facility layout
1. 서 론
중소기업의 제조 현장은 선반, 프레스, 사출 등의 1차 가공 공 정, 열처리, 도장, 세척 등과 같은 2차 가공 공정 그리고 부품들 을 조립하는 공정 등으로 다양하게 이루어져 있으며 이런 공 정들을 모두 가진 기업도 있지만 단일 공정을 가진 기업도 많 다. 일반적으로 생산 현장의 Layout을 설계할 때 생산 제품의 종류나 양, 설비의 배치나 자재의 흐름 등을 고려하여 설비를 배치하지만 중소기업에서는 체계적이고 이론적인 과정을 거 쳐 검토하기 보다는 과거의 경험이나 유사한 회사의 사례를 참조하는 경우가 많다.
설비 배치 및 Layout 설계와 관련된 연구는 산업 공학 분야 의 기본적이며 중요한 의사 결정 문제로써 오랫동안 다양한 주제를 가지고 연구되어 왔다. 설비 배치와 관련된 연구는 크 게 물자와 생산 활동과의 상호 관련성을 평가하여 설비를 배 치하는 방식에 대한 연구, 주어진 공간의 활용도를 극대화하 기 위한 연구, 그리고 물류의 이동 거리, 소요 시간, 소요 비용 등을 최소화하는 최적의 설비 배치 대안을 찾는 연구 및 설비 배치 시 고려해야 될 검토 항목에 대한 연구 등으로 나눌 수가
있다.
Muther(1973)는 물자의 흐름과 생산 활동의 상관 관계를 바 탕으로 부문 간 활동 관련도를 작성한 다음 필요한 면적과 이 용 가능한 면적을 이용해서 면적 관련도를 작성하여 최종적으 로 제약 조건과 시설 및 설비의 면적을 고려한 최종 배치안을 도출하는 SLP(Systematic Layout Planning) 방식을 제시하였으 며, Moon(1993)은 현실 제약 조건을 고려한 설비 배치안 개발 방법을 제안하였다. 그리고 Kim et al.(2011)은 새로운 설비 배 치를 위해 이미 배치되어 있는 설비 배치의 특성과 흐름을 조 사한 후 요구 면적과 공정의 상호 연관도를 분석하고 이를 바 탕으로 여러 가지 현장의 제약 조건을 고려하여 새로운 설비 배치 대안을 찾는 방법을 연구하였으며, Kim et al.(1997)은 총 물류 이동 거리를 최소화하는 설비 배치 문제를 풀기 위해 그 래프 이론을 이용한 알고리즘을 제시하였다.
Park et al.(1998)은 공간 활용도를 극대화하기 위하여 배치 대상 설비의 너비와 길이, 주어진 면적, 여유율 등을 고려하 여 우선적으로 설비를 배치한 후 여러 가지 탐색 기법을 적용 하여 개선안을 도출하고 최적의 해를 찾아나가는 방법을 제 안하였고, Park et al.(1998)은 복수의 배치 기준을 고려하면서
†연락저자:윤원영 교수, 609-735 부산광역시 금정구 부산대학로 63번길 2 부산대학교 산업공학과, Tel : 051-510-2421, Fax : 051-512-7603, E-mail : [email protected]
2014년 5월 10일 접수; 2015년 2월 7일 수정본 접수; 2015년 3월 20일 게재 확정.
중소 제조 기업의 LAYOUT 개선 사례 연구 369
주어진 문제의 고유 특성에 적합한 배치안을 도출하는 제약 만족 기법의 탐색 기법을 제안하였으며, Ahn et al.(1999)은 공 간 배치와 Layout 전개 시 고려해야 할 전제 조건을 설정하고 시뮬레이션 보드를 통해 최적해를 찾아나가는 사례를 소개 하였다.
Jeong et al.(2007)은 유효한 시간 내에 효율적인 설비 배치를 제공할 수 있는 휴리스틱 알고리즘을 제안하였으며, Lee et al.
(2008)는 설비 배치 시 고려되는 여러 가지 대안 중에서 최적 파라미터의 조합을 얻는데 들어가는 시행착오의 노력과 시간 을 단축하는 연구를 수행하였고, Shin et al.(2010)은 시뮬레이 션을 이용해서 신규로 투자되는 공장에서 물류의 이동 거리, 소요 시간, 소요 비용을 최소화하는 최적의 설계 대안을 선정 하는 방법을 제안하였으며, Nam et al.(2011)은 모든 작업들이 동일한 작업 순서를 가지는 Flow Shop 배치 설계에서 이동 거 리를 최소화하는 설비 배치 대안을 찾는 휴리스틱 알고리즘을 제시하였다.
설비 배치 시 고려해야 될 검토 항목으로 James(1987)와 Lee(2000)는 생산량, 품질, 최소의 비용, 공간의 효율적인 활 용, 배치 변경에 대한 유연성, 인력 및 설비의 이용률 그리고 안전한 환경의 유지와 생산의 경제성을 제안하였으며, Francis et al.(1992) 및 Park(1992)은 설비 투자의 최소화, 생산 시간의 최소화, 물자 취급 비용의 최소화, 제조 공정의 촉진, 종업원 의 편익, 안전, 주어진 여건의 활용을 제시하였다. 그리고 Jang (1992)은 자재 흐름, 운반 설비, 저장 시설의 효율성, 관리 용 이성과 생산 목표와 제품 품질의 달성을, Lee(1992)는 인력의 효과적인 활용 측면을 강조하였다. 또한 Hwang et al.(2001) 은 종합적 조화, 최소 물류비용, 원활한 흐름, 공간 활용, 작 업자의 안전과 만족, 유연성을 검토 항목으로 제안하였으며, Tompkins et al.(2003)는 고객의 요구 만족, 재공의 최소화, 종 업원 참여의 최대화, 고객에 대한 빠른 응대, 각종 비용의 감 소, 사람․장비․면적․에너지의 효과적 이용, 종업원 및 업 무의 만족 등을 중요 항목으로 제시하였고, Kim et al.(2005)은 생산 방식, 공정간 동기화, 흐름 생산, 리드 타임(Lead Time) 단축, 인라인(In-Line)화, 확장의 용이성, 운반 용기 등을 검토 항목으로 제시하였다.
이와 같이 최적의 설비 배치를 위해 휴리스틱 기법이나 시 뮬레이션 기법 등을 이용해서 제품과 사람의 이동 거리나 운 반비용을 최적화하는 연구들과 설비 배치에서 검토해야 할 항 목들이 다양하게 제안되고 있다. 그러나 실제로 중소기업의 경우에는 설비 배치를 계획하거나 개선할 때 이러한 연구 결 과를 사용하거나 잘 알려진 설비 배치의 기본 유형인 제품별 배치, 공정별 배치, 위치 고정형 배치 등을 그대로 활용하기에 는 작업 환경의 제약 조건과 회사의 사정으로 인해 어려운 것이 현실이다. 많은 중소기업들은 고객 회사의 신속한 납입 요구, 생산 제품의 잦은 변경, 다품종 소량 생산, 납품 가격 경쟁이나 인하에 따른 생산성 향상 필요 등의 사유로 인해 생산 현장의 Layout은 신속하게 개선이 가능하고 생산 현장을 잘 관리할 수
있도록 설계하는 것이 중요하다. 따라서 설비 배치 및 Layout 설계는 제조 현장을 초기에 가동할 때 제기되는 해결 과제이 기도 하지만 그 이후에 생산성 향상이나 관리의 효율화를 위 해 끊임없이 개선해야 하기 때문에 중소기업에서 사용하기가 쉬운 Layout 설계 및 개선의 가이드라인이 제시된다면 유용하 게 사용될 수 있을 것이다.
본 논문에서는 설비 배치에 관한 기존의 연구 내용들과 검 토 항목들을 참조하여 중소 제조 기업에서의 Layout 개선 활동 을 수행한 사례를 통해 설비 배치나 Layout 설계의 목적을 물 류비용이나 이동 거리 단축에 제한되지 않고 생산성 향상, 리 드 타임 단축, 관리 체계 개선을 통한 제조 경쟁력을 향상시킨 절차를 보여준다. 또한 여러 중소기업에서의 Layout 개선 활동 경험을 정리하여 중소 제조 현장에서 효율적으로 활용할 수 있는 설비 배치와 Layout 설계 및 개선의 가이드라인을 제시하 고자 한다.
2. 중소기업 A의 Layout 개선 사례
2.1 Layout 개선 추진 배경
A사는 접점 소재, 금속 가공 등 다양한 금속 부품을 생산하 는 회사로 생산 공장이 여러 개 있으며 Layout 배치와 생산 방식이 제품의 경쟁력에 크게 영향을 미치는 것으로 판단되 는 상황이었다. 이전에도 공정 개선 활동 및 부분적인 개선 활동을 통하여 생산 현장의 문제를 개선하고 생산성 및 관리 력 향상 활동을 실시하였지만 비효율적인 Layout 배치와 공 정 및 생산 방식의 불합리로 인한 불필요한 낭비가 반복적으 로 발생되고 있었다. 이러한 낭비를 줄이고 생산성 및 경쟁 력을 향상하기 위해 공정 개선과 함께 Layout 개선 활동을 추 진하였다.
2.2 Layout 개선 활동 수행 절차
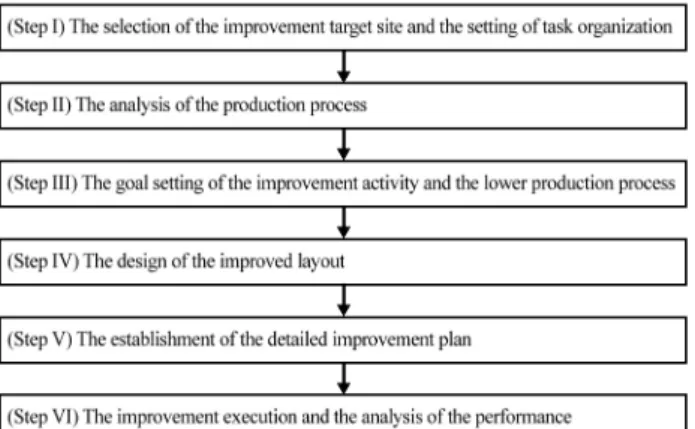
Layout 개선 활동 수행 절차로는 6시그마 개선 활동 절차로 이용되는 DMAIC의 개념을 활용하여 <Figure 1>과 같이 6단 계로 활동하였다. 1단계에서 개선 활동 대상을 선정하고 활동 조직을 구성하였고, 2단계에서는 각 생산 공정 및 생산 방식을 분석하고 공정의 현재 모습을 도식화하여 블록(Block)을 구분 하고 블록별 가공비를 산출하였다. 그리고 리드 타임과 재공 량, 운반 주기와 운반 도구 등 생산 현장의 현상 조사를 실시하 였으며, 블록별 사람, 설비, 자재, 방법의 4M 분석을 통해 문제 점을 도출하고 4M 문제를 정량화하였다. 3단계에서는 활동의 전체 목표와 각 공정별 세부 목표를 설정하였으며, 4단계에서 는 바람직한 Layout을 도출하였다. 5단계에서는 목표를 달성 하기 위한 세부 개선 계획을 수립하였으며, 마지막으로 6단계 에서는 각 항목별로 개선 활동을 실행하고 개선 효과를 분석 하였다.
370 Dae Kwon Chung․Won Young Yun
Figure 2. The production process, the lead time and the processing cost Figure 1. A procedure of improving shop layout
2.3 개선 추진 대상 공정 분석
개선 활동의 대상 공정은 전기전자 제품에 사용되는 접점 소재의 생산 공정으로 접점 소재의 공통적인 공정 흐름인 용 해(Dissolution) 공정부터 압출(Extrusion), 신선(Drawing), 산화 (Oxidation), 압축(Compression), 2차 압출(Extrusion) 및 신선(Dra- wing) 공정으로 선정하였다.
Layout 개선의 목표 항목을 운반 시간이나 이동 거리, 물류 비용으로 설정하지 않고 보다 포괄적인 제조 경쟁력 지표인 제품 단위당 가공비와 생산 리드 타임을 단축하는 것으로 하 였다. 개선 대상 공정의 생산 시스템을 분석한 결과 <Figure 2>
에서와 같이 용해 공정부터 마무리 공정까지의 리드 타임은 총 25.8일, 가공비는 kg당 18,751원이었다. 그리고 총 가공 시간 (Cycle Time)은 161시간(6.7일)으로 리드 타임의 약 26%를 차 지하고 있어 리드 타임 단축을 위해서는 가동 시간의 단축 뿐 아니라 정체 시간과 대기 시간 단축이 필요함을 알 수 있었다.
리드 타임을 분석할 때는 각 공정의 가공 시간과 재공의 보관 및 이동 등 실제 대기시간을 1개월 동안 측정하여 산출하였으며, 각 공정의 단위 당 가공비는 단위 시간 당 투입 비용을 단위 시 간당 생산량으로 나누어서 산출하였다. 단위 시간당 투입 비용은 설비의 구입 금액과 잔존 가치가 반영된 시간당 기계 경비율,
작업자의 임금과 상여금, 퇴직금등이 반영된 시간당 임율을 합하여 계산하였고, 단위 시간당 생산량은 실측 자료를 활용 하였다. 일반적으로 기업에서는 년간 단위로 생산 라인별, 설 비별로 단위 시간당 기계 경비율과 임율을 산출하여 생산 원 가 분석, 영업 활동 등에 활용하고 있다.
A사의 생산관리 방식은 <Table 1>과 같이 Lot 생산 체제를 운영하고 있었으며, 후 공정의 생산 결과와 관계없이 전 공정 의 생산계획에 따라 계획 생산을 실시하는 밀어내기(Push) 생 산 방식을 운용함으로써 재공의 증가와 리드 타임이 길어지는 구조였다. 또한 <Figure 3>과 같이 작업장이 분산 배치되어 있 어 운반과 재공의 낭비가 반복해서 발생되고 있었다.
Table 1. The production management method
Product Flow Push System
Lot Size Large Size(2~8 Lot/One Work) Production Information Lot Card
In/Out Place,
Standard WIP No Decision
Material Handling No Decision of the Quantity and Location on Handling Vehicles Layout Dispersed Working Places
Figure 3. The process flow in the shop layout
A Case Study on Layout Improvement in Medium and Small-sized Manufacturing Factories 371
Figure 4. An example of the team activity goal and each block goals
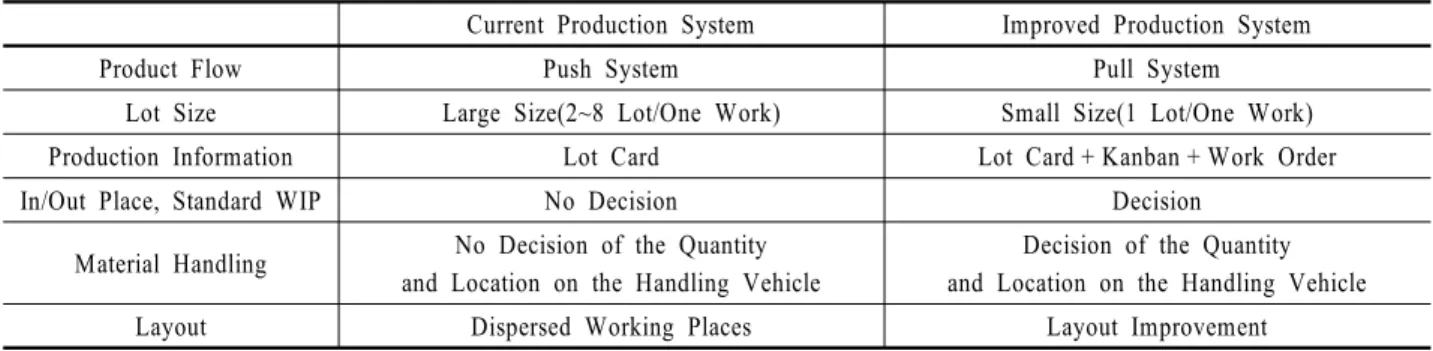
Table 2. The comparison of the current and improved production methods
Current Production System Improved Production System
Product Flow Push System Pull System
Lot Size Large Size(2~8 Lot/One Work) Small Size(1 Lot/One Work)
Production Information Lot Card Lot Card + Kanban + Work Order
In/Out Place, Standard WIP No Decision Decision
Material Handling No Decision of the Quantity and Location on the Handling Vehicle
Decision of the Quantity and Location on the Handling Vehicle
Layout Dispersed Working Places Layout Improvement
2.4 개선 활동 목표 수립
Layout 개선의 목표를 전체 목표와 각 블록의 세부 목표로 나누어 <Figure 4>와 같이 수립하였으며, 경쟁사 및 세계적 수 준 회사의 수준을 비교하여 가공비를 30% 감소시키고 리드 타 임을 50% 단축하는 것을 목표로 설정하였다. 그리고 전체의 목표를 각 블록별로 세분화하기 위해 설비의 기계 경비율, 작 업자의 임율 등을 전수 조사하여 보다 정확한 원가를 산출하 였다. 리드 타임 분석도 재고의 양과 운반, 정체 등에 대해 실 제 측정 자료를 활용하였으며 생산 방식도 전 공정에서 후 공 정으로 밀어내는 방식에서 후 공정으로부터 전 공정을 끌어 당기는(Pull) 방식으로 변경하는 것을 목표로 설정하였다.
2.5 개선 활동 방법
효과적인 개선 활동을 추진하기 위해 담당 임원과 팀장, 팀 원으로 구성된 Project 추진팀을 구성하여 주간 단위로 개선 실
행 계획을 수립하고 실행하였다. <Table 2>와 같이 제품의 이 동 방식과 물류 흐름, 생산 Lot의 운용, 작업 정보의 제공 방식, 운반 방식, 표준 재공 등 현재의 모습을 분석한 후 개선을 위한 보다 효과적인 생산 방식을 도출하였으며 각 공정별로 생산성 향상을 위한 공정 개선 아이디어를 도출하여 개선을 실행하였 다. 이때 개선 후의 Layout을 설계할 때 시뮬레이션 보드를 활 용하여 수차례에 걸쳐 다양한 대안을 탐색하고 팀원들과의 토 의를 통해 <Figure 5>와 같이 개선안을 확정하였다.
시뮬레이션 보드를 활용하는 방법은 중소기업의 생산 현장 에서 Layout을 설계하거나 개선할 때 유용하게 사용할 수 있 다. 이 방법은 주어진 조건을 만족시키는 최적해에 가까운 대 안을 얻을 수 있도록 생산 제품, 생산 설비, 생산량, 운반 도구, 생산 방식, Depot 및 Store 운영, 생산 인원, 자재 공급 방식, 공 정 품질 보증 방안, 불량품 처리, 생산/품질/자재 관리 방법, 안 전이나 환경 등 검토 사항을 모두 정리하고 이의 적용 여부를 시뮬레이션 보드를 활용하여 확인하면서 최적의 대안을 찾아 가는 방법이다.
372 정대권․윤원영
Figure 6. An improvement case of wire heat treatment
Figure 7. An improved process layout for the friction sawing machine
Figure 8. An improvement case of the wire cutting method Figure 5. A simulation board of the proposed production method
2.6 개선 실행 내용 및 효과
Wire 열처리 공정은 기존의 작업 방식 개선을 통해 리드 타
임의 단축과 가공비를 절감하였다. 먼저 <Figure 6>(L)과 같이 대형 열처리로에 넣어 4개 Roll씩 Lot 단위로 열처리하는 방식 에서 정류화, 흐름화 생산이 가능하고 리드 타임을 최소화 할 수 있도록 <Figure 6>(R)과 같이 Wire를 소형의 흐름형 열처리 로를 통과하는 방식으로 개선하였다. 또한 열처리 후의 냉각 방식을 Spray 냉각을 실시하는 방법으로 개선하였다. 그 결과 신선 공정의 생산 능력 증대에 따른 제조 경비 절감, 재공 감소, 면적 감소 등 연간 약 2.6억의 개선 성과가 있었으며, 신선 및 열처리 시간과 냉각 시간을 132분에서 42분으로 단축하였다.
신선 공정과 고속 절단 공정의 물류 운반 낭비를 줄이기 위해 고속 절단기의 Layout을 <Figure 7>과 같이 변경하여 물류 이동 거리를 108m에서 30m로 단축시켰다. 이를 통해 흐름 생산이 가능하도록 하였으며, 신선 작업장과 고속 절단 작업장의 관리 방법의 체계화로 인해 연간 0.48억 원의 경영 성과를 도출하였다.
또한 와이어(Wire) 절단 방법을 <Figure 8>과 같이 1열 절단에 서 2열 절단으로 개선하여 절단 시간을 50% 단축하였다.
중소 제조 기업의 LAYOUT 개선 사례 연구 373
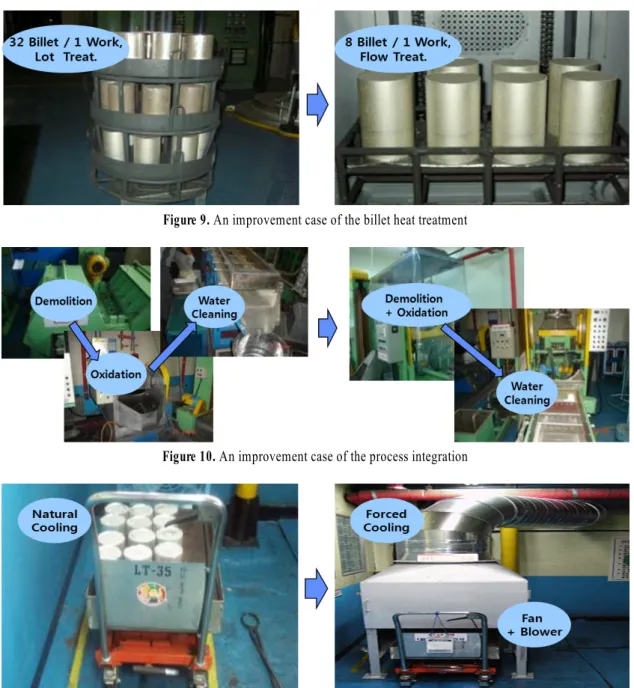
Figure 9. An improvement case of the billet heat treatment
Figure 10. An improvement case of the process integration
Figure 11. An improvement case of cooling on hot compression billet process 또한 Billet 열처리 공정은 <Figure 9>(L)과 같이 직전 공정
에서 4 Lot에 생산한 제품(32개 Billet)을 정지되어 있는 열처 리로에서 동시에 열처리하는 방식에서 <Figure 9>(R)과 같 이 열처리 Lot를 소형화하여 1 Lot의 Billet(8개) 단위로 묶음 (Batch)형 컨베이어 방식으로 개선하였다. 이때 직전 공정의 부품 공급 속도, 열처리로의 제작비용, 운전비용, 작업 조건 을 고려하였으며 그 결과 Lot당 평균 240분이던 대기 시간을 제로화시켰다.
파쇄(Demolition)-산처리(Oxidation)-수세(Water Cleaning) 공 정으로 분리 작업하던 방식은 <Figure 10>과 같이 공정 통합을 통하여 대기 시간을 감소시켰으며, 열간 압축 Billet 냉각 개선 방식은 <Figure 11>과 같이 자연 냉각(Natural Cooling) 방식에 서 강제 냉각(Forced Cooling) 방식으로 개선하여 냉각 시간을
단축하였다.
그리고 각 공정별로 관리 단위를 명확히 하고 관리 항목을 설정하여 관리함으로써 개선 결과를 표준화하고 유지 관리가 가능하도록 하였다. 생산 방식은 <Figure 12>와 같이 Lot 카드 와 간판(Pull Card)을 이용하는 후 공정 인수 방식으로 개선하 여 공정 재공을 6.5ton에서 4.8ton으로 감소시키고 평준화 생산 이 가능하게 되었으며 이로 인해 리드 타임이 단축되었다.
이상과 같은 공정 개선, Layout 개선, 생산 방식 개선 활동을 실시한 후 1개월이 경과한 시점에서 개선 효과를 분석한 결과
<Table 3>에서와 같이 제품 단위당 가공비는 17% 개선되었고, 리드 타임은 45% 단축 되었다. 그리고 제품 단위당 가공비 개 선 금액과 개선 후의 생산 방식을 적용하여 산출한 결과 연간 5.2억 원의 경영 성과가 도출되었다.
374 Dae Kwon Chung․Won Young Yun
Figure 12. An improvement case of the production management system
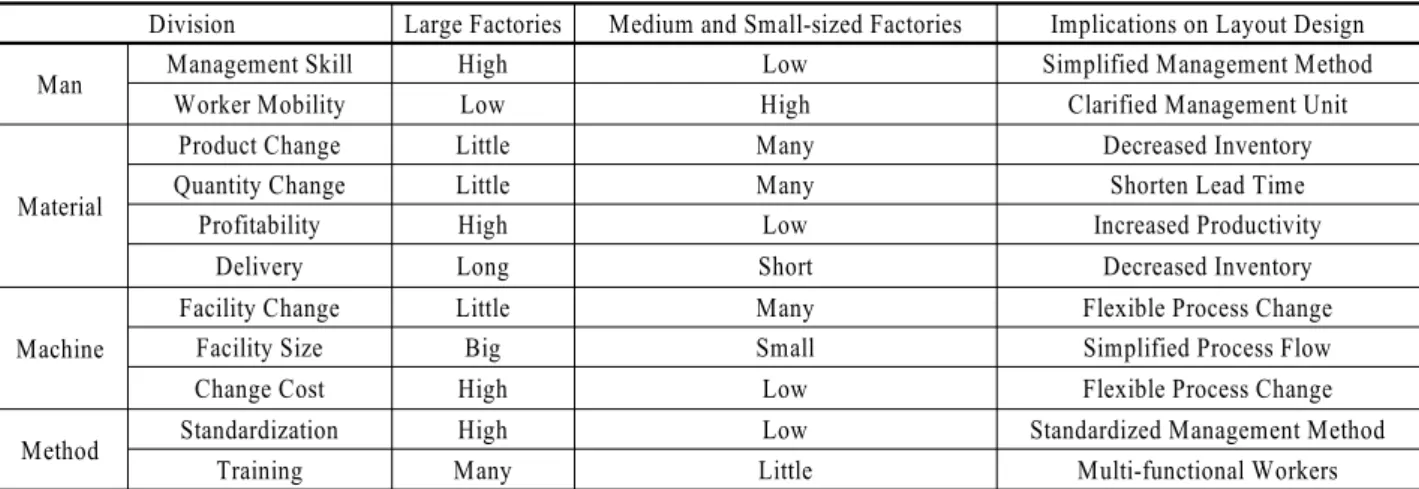
Table 4. The comparison and implication of the layout characteristics between large and medium, small-sized manufacturing factories
Division Large Factories Medium and Small-sized Factories Implications on Layout Design
Man Management Skill High Low Simplified Management Method
Worker Mobility Low High Clarified Management Unit
Material
Product Change Little Many Decreased Inventory
Quantity Change Little Many Shorten Lead Time
Profitability High Low Increased Productivity
Delivery Long Short Decreased Inventory
Machine
Facility Change Little Many Flexible Process Change
Facility Size Big Small Simplified Process Flow
Change Cost High Low Flexible Process Change
Method Standardization High Low Standardized Management Method
Training Many Little Multi-functional Workers
Table 3. The comparison of the results for the improved and current layout
Current Data
Improved
Data Remarks Production Cost
(won/kg) 18,751 15,561 17% ↓
Lead Time(day) 25.8 14.1 45% ↓
Inventory(ton) 6.5 4.8 26% ↓
Production System Push Pull -
Financial Performance
(billion won/year) - 5.2 -
본 사례 연구에서는 Layout 배치를 단순히 이동 거리나 물류 비용의 절감을 위한 설비의 배치나 물류의 흐름 문제에서 벗 어나 생산성 향상을 통한 제품 단위당 가공비 개선으로 원가 경쟁력을 높이고 리드 타임을 단축하였으며, 경영 성과를 창 출하고 생산 방식을 후공정 인수 방식으로 변경하여 현장 관 리 체계를 개선한 사례를 보여주었다. 그리고 이러한 활동의 성공 배경에는 개선 전 모습의 정확한 분석, 도전적이고 명확 한 목표의 설정, 바람직한 모습의 구체화, 전체 목표 달성을 위 한 세부 목표의 공정별 전개, 주간 단위의 철저한 실행, 강력한 추진 조직의 구성 등이 있었다.
3. 중소 제조 기업의 Layout 설계 및 개선의 가이드라인
3.1 중소 제조 기업 Layout의 특징
중소 제조 기업은 부품을 생산하여 대기업에 납품하는 경우 가 많으며, 1차 협력 회사도 있으며 2차, 3차의 협력 회사도 있다.
부품을 생산하기 위한 생산 공정은 단일 공정으로 이루어진 경 우도 있지만 대부분의 경우 가공 공정과 조립 공정을 거치는 경 우가 많아 대기업에서 생산 계획이 변경될 경우 중소기업은 각 공정별로 신속하게 대응해야 한다. 이러한 대기업과 고객의 생 산 계획 변경과 납기를 만족시키기 위해 중소 제조 기업들은 재 고를 여유 있게 확보하는 경우가 있으나 이는 재고 비용의 증가, 불용 재고 발생 등 낭비를 발생시키게 된다. 그리고 새로운 생산 제품의 개발과 다양한 제품 생산에 따라 생산 현장의 설비 및 공 정 재배치의 필요성은 더욱 커지고 있으며 판매 가격의 인하와 단 납기의 요구로 인한 생산 리드 타임 단축과 생산성 향상의 필 요성도 갈수록 증대되고 있다. 뿐만 아니라 중소 제조 기업의 현 장 감독자는 대기업에 비해 관리 기술이 부족하고 현장 사원들 은 빈번하게 변동되기 때문에 현장 관리를 위한 관리 방법은 단 순하고 명확하게 설정할 필요가 있다.
중소 제조 기업의 생산 Layout 설계와 개선에 영향을 미치는 항목을 대기업과 비교하여 4M(Man, Material, Machine, Method) 의 관점에서 정리하여 보면 <Table 4>와 같이 나타낼 수 있다.
A Case Study on Layout Improvement in Medium and Small-sized Manufacturing Factories 375
이러한 특징들로 인해 중소 제조 기업은 대기업에 비해 자주 생산 Layout을 변경해야 하며 생산 Layout을 적기에 개선하지 않으면 생산성 하락, 생산 리드 타임의 증가, 재고의 증가, 물 류비용의 증가, 관리 비용의 증가 등 여러 가지 낭비가 발생된다.
이러한 낭비 발생을 줄이기 위해서는 제조 현장의 Layout 변경 필요성이 제기 될 때 신속하게 효율적으로 Layout을 개선해야 한다. 따라서 중소 제조 기업에서 Layout을 개선할 때 활용할 수 있는 검토 항목을 제시하면 유용하게 활용할 수 있을 것이다.
3.2 중소 제조 기업의 Layout 설계 및 개선의 가이드라인 제조 기업의 각 공정에서 정상적으로 생산 행위가 이루어지 기 위해서는 많은 문제의 발생 요인들을 잘 관리해야 하며 문제 가 발생하면 즉시 적절한 조치가 이루어져야 한다. 따라서 Layout은 생산 활동이 진행되는 동안에 발생되는 문제에 대해 신속히 개선 활동이 이루어지고 효율적인 관리가 될 수 있도록 설계되어야 한다. 제 2장에서의 사례 연구 내용과 중소 제조 기 업의 특징을 참고하여 Layout 개선 활동을 추진하기 위해서는 Layout 개선 목표의 설정과 개선 목표의 하부 전개, 공정 개선 활 동, 관리 방식 개선 활동 등을 종합적인 관점에서 추진하여야 한 다. 따라서 이를 반영한 중소 제조 기업의 Layout 설계 및 개선의 가이드라인이 제시된다면 유용하게 활용할 수 있을 것이다.
본 논문에서는 Layout 개선 활동을 실시하면서 여러 중소 제 조 기업에서 실제 적용을 통해 그 실용성과 효과성이 확인되 고 공통적으로 적용이 가능한 검토 항목을 도출한 후 기존의 관련 연구 내용을 참고하여 Layout 설계와 개선 활동을 실시할 때 중요하게 고려해야 할 항목을 가이드라인으로 제시하고자 한다. 가이드라인의 각 항목에서 제시되는 그림은 다른 중소 제조 기업의 Layout 개선 활동 중 가이드라인에서 제시한 항목 을 잘 설명할 수 있는 사례이다.
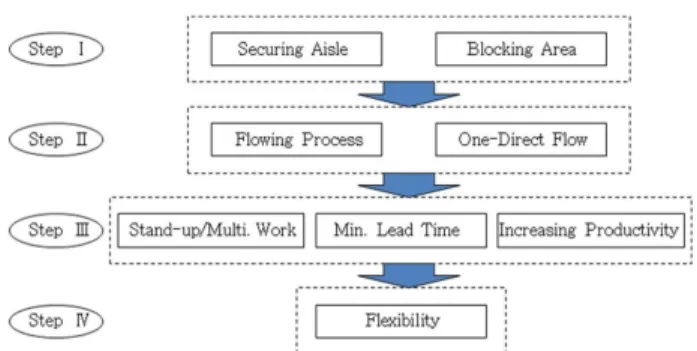
여기서 제시되는 검토 항목들은 중견 기업 또는 대기업의 경우에도 공장 단위 또는 공정 단위로 나누어서 적용하는 것 이 가능하다. 그리고 각 항목들은 독립해서 적용되는 것이 아 니라 상호 연관성이 있으므로 서로 상충하는 경우에는 그 상 황에 따라 적절한 대안을 선택하여야 한다. 적용의 우선순위 는 일반적으로 <Figure 13>과 같은 순서에 따라 검토하면 비교 적 용이하게 적용할 수 있다.
Figure 13. The application procedures of the guide line
(1) 통로 확보(Securing Aisle)
설비 배치를 위해 먼저 고려되어야 할 항목은 통로 확보이다.
블록과 블록을 구분하는 통로는 물류의 이동 통로이면서 관리 단위를 구분하는 요소이다. 물론 설비의 크기나 소요 면적, 물 류의 흐름이나 생산 방식도 같이 고려해야 한다. 각 블록 내에 서는 설비의 배치가 바뀔 수 있지만 블록과 블록 간을 구분하 는 통로는 반드시 확보되어야 하며 통로의 형태는 직선으로 설정하는 것이 좋다.
이때 간과하기 쉬운 것은 벽쪽으로 설치하는 보조 통로이다.
일반적으로 중앙 통로는 대부분의 기업에서 확보를 하지만 벽 쪽으로는 잘 확보하지 않는 경향이 있다. 그러나 벽쪽으로 보 조 통로를 확보하지 않으면 단순하게 물류의 문제만 발생하는 것이 아니라 작업자나 공정의 배치에도 영향을 준다. 그리고 여러 가지 지그, 공구, 박스 등과 같이 생산에 사용되는 물건들 이 혼란스럽게 벽쪽으로 배치될 가능성이 높아 정리와 정돈이 잘 되지 않는다. 또한 통로를 벽쪽으로 확보하지 않고 기계나 작업자를 벽이 보이는 방향으로 배치하면 작업 관리나 물류 뿐 아니라 생산 시 발생할 수 있는 설비와 품질 문제가 발생해 도 쉽게 파악할 수가 없기 때문에 조치하는 시간이 늘어나므 로 주의해야 한다.
작업장의 면적을 넓게 사용하기 위해 통로를 줄이거나 없앤 다면 일시적으로는 생산의 효율이 증가하는 것으로 보이지만 시간이 지나면 이로 인해 물류가 복잡해지고 현장 관리가 어 려워지게 된다. 일반적으로 주 통로는 지게차, 대차 등 운반도 구가 서로 부딪치지 않을 정도로 넓게 하는 것이 좋으며 보조 통로는 현장 상황에 따라 다소 좁게 설정할 수도 있다.
(2) Block화(Blocking Area)
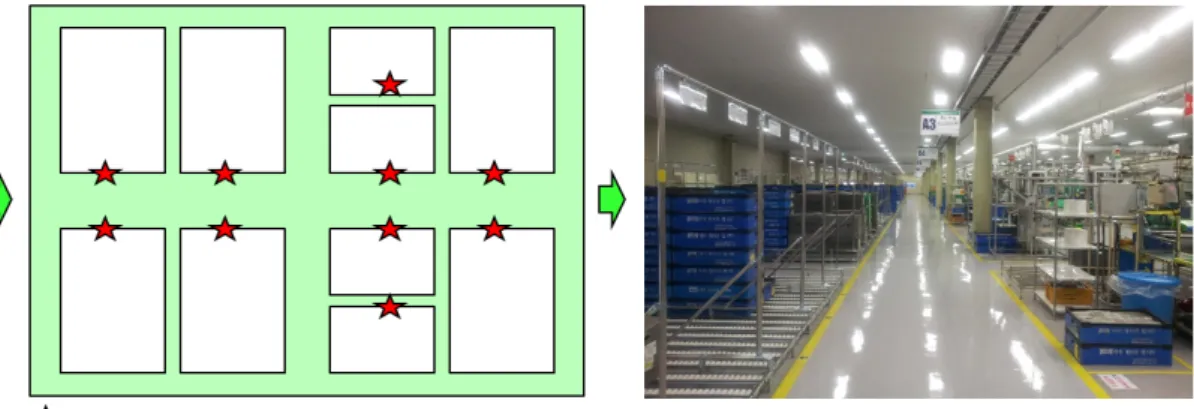
공장의 Layout을 설계할 때 배치 이후에 어떻게 현장 관리를 실시할 것인지에 대해 고려해야 한다. 통로 확보와 블록화를 통한 관리 명확화는 Layout 배치 이후의 현장 관리를 효율적으 로 실시하기 위해 Layout 설계 단계에서 검토해야 하는 항목 이다. 블록을 명확히 구분하고 각 블록의 특성에 맞는 관리 항 목을 설정하며 관리 항목별로 관리 양식과 관리 주기(Interval) 를 설정하고 관리 담당자를 선임한다. 여기서 블록(Block)이란 관리의 용이성을 높이기 위해 생산 현장을 공정이나 업무의 유사성을 기준으로 나눈 작은 관리 단위를 말한다. 블록을 설정 할 때에는 가능하면 주 통로와 인접하게 설정하는 것이 좋다.
<Figure 14>에서와 같이 관리 현황판은 별표의 위치와 같이 주 통로에 근접하여 설치함으로써 쉽게 접근이 가능하고 그 현황 을 알 수 있도록 한다.
관리 현황판은 블록의 특성에 따라 달라지는데 생산 블록의 경우 <Figure 15>와 같이 설치하여 사용할 수 있다. <Figure 15>와 같은 관리 현황판을 통해 회사의 목표에 따라 설정된 각 블록의 핵심 성과 지표(KPI : Key Performance Indicator)와 그 목표가 공유되고 해당 블록의 관리 범위가 Layout상에서 표시 된다. 그리고 블록의 구성원들을 조직도나 작업 배치도의 형 태로 나타내면 구성원들에게 책임감을 부여할 수 있다.
376 정대권․윤원영
Figure 14. A case of aisle design in the blocking rule
Figure 15. An example of the block board
Figure 16. A case of the block layout for the frame of the TV and the washing machine 또한 각 KPI 항목에 대해서는 관리의 일반 사이클인 P-D-
C-A사이클에 따라 관리할 수 있도록 일(Day) 단위로 계획 대 비 실적을 기록하는 그래프를 작성하고 목표가 미달되었을 경 우 그 개선 대책을 기록하는 개선 계획 수립, 개선이 실행되었 을 경우 부착하는 개선 사례, 개선의 유지 및 표준화를 유도하 는 표준화 기록란을 운영하는 것이 좋다. 물론 이와 같은 관리 현황판이 효과적으로 운용되기 위해서는 최고 경영자와 관리 감독자 그리고 현장 사원의 참여가 반드시 필요하다. KPI가 아 닌 일반 관리 항목도 유사한 방법으로 관리 현황판을 만들어 서 관리하는 것이 좋으며 주기적으로 관리자와 경영자가 관리 현황판과 현장을 지도하여 수준을 지속적으로 향상시키는 것
이 중요하다. <Figure 16>은 TV 프레임 생산 공장 및 세탁기 공장의 블록 Layout 설계 사례를 보여주고 있다.
(3) 흐름화(Flowing Process)
흐름화란 블록과 블록의 연결뿐 아니라 블록 내에서 제품의 이동, 즉 운반에 관한 것이다. 블록 내에서의 운반이 발생하지 않도록 하기 위해 공정과 공정을 통합하거나 In-line화하는 것 이 좋으며 불가피한 경우에는 효율적으로 운반을 할 수 있도 록 운반 시스템을 결정해야 한다. 흐름화란 제품이나 부품이 전 공정에서 다음 공정으로 큰 동력이나 에너지를 사용하지 않고 쉽게 이동할 수 있는 것을 말한다.
중소 제조 기업의 LAYOUT 개선 사례 연구 377
Figure 17. A case of hand push type container in the stand-up work line
Figure 18. The concept of one- direct flow in the unit block 공정간의 효율적인 흐름화를 위해서 대형 운반 기구를 사
용하지 않고 경사진 롤러 컨베이어나 슈트(Chute)를 이용하 거나 바퀴가 달린 대차를 활용하는 것이 바람직하다. 대형 운반 기구로 한꺼번에 많이 운반하는 것은 운반 효율을 높일 수는 있지만 이로 인해 재공이 늘어나고 운반 도구가 대형화 되어 비용이 증가할 수 있기 때문이다. 그리고 운반의 전통 적인 방식인 지게차를 이용하거나 천정 크레인을 이용하는 것은 또 다른 낭비의 발생 가능성이 크므로 가급적 피하는 것이 바람직하다. 또한 즉시 운반이 가능한 상태로 보관되고 운반되는 것이 좋으며, 부품을 포장하고 개방하는 동작도 줄 이는 것이 좋기 때문에 Box 등 별도의 포장 용기는 되도록이 면 사용하지 않는 것이 좋다. <Figure 17>의 사례와 같이 작업 대, 제품 적치대, 운반 수단을 동시에 겸하는 도구이면서 그 상태로 다음 공정에서 바로 사용할 수 있는 부품 공급대의 역할을 할 수 있도록 슬라이드 랙(Slide Rack)에 바퀴를 부착 하고 일정 수량 단위로 제작하여 사용하면 효과적인 흐름화 를 실현할 수 있다.
(4) 정류화(One-direct Flow)
블록과 블록을 결정할 때에는 <Figure 18>에서와 같이 제품 및 공정의 흐름이 한 방향으로 설정되는 것이 바람직하다. 그 러나 실제 생산 현장에서는 제품의 흐름이 생산 제품의 다양
성, 생산 설비 및 제조 공정의 다양성 등의 제약 조건 때문에 불가피하게 한 방향으로 설정되지 못하는 경우가 발생하지만 이때에도 난류의 흐름을 최소화하는 것이 필요하다. 사용하는 부품이 많은 제조 현장, 제한된 생산 면적, 공장의 건물 구조로 인해 <Figure 18>과 같이 단순하게 정류화하는 것은 쉽지 않지 만 그 기준은 최대한 지키는 것이 좋다.
정류화의 개념은 블록과 블록의 흐름에도 적용되며, 단위 블록 내에서 부품의 적재 위치 및 공급 방향, 작업대 및 작업자 의 위치, 설비의 배치 방향 그리고 완성품의 위치를 결정할 때 에도 고려되어야 한다. 생산을 위해 부품을 일시적으로 보관 하는 Depot와 작업 구간의 생산 설비 및 작업자 그리고 완성품 의 Store가 정류화되면 생산, 품질, 자재, 인원 등의 관리가 단 순화되고 쉬워지게 된다.
(5) 입식/다공정 작업(Stand-up and multiple functional work) 대형 제품이나 부품을 생산하거나 조립 작업을 할 때에는 서서 작업하는 것이 일반적이다. 그러나 부품이나 제품의 크 기가 작고 작업의 내용이 정밀하거나, 서서하는 작업이 능률 이 떨어지는 경우에는 앉아서 작업을 하는 경우도 있다. 1990 년대 초까지만 해도 국내의 B사는 세탁기, 전자 레인지등 가 전 제품 생산의 경우에도 앉아서 작업하였으나 이후 모두 입 식 작업으로 전환하였다.
378 Dae Kwon Chung․Won Young Yun
Figure 19. The stand-up work and the training board of multiple functional works in a mobile phone line
Figure 20. An example of the production lead time 좌식 작업을 하면 부품의 크기나 보관 위치에 따라 작업자
의 행동반경이 커져야함에도 불구하고 행동이 부자연스럽기 때문에 작업자 한사람에게 할당되는 작업의 양을 쉽게 바꿀 수가 없다. 특히 공정을 개선하여 라인의 길이를 줄이는 경우, 전후 공정의 작업 지연이나 문제 발생으로 인해 공정간 도움 작업이 필요한 경우, 1인 다 공정 담당이나 다 기계 담당을 실 시하고자 하는 경우, 생산 공정 및 생산양의 변화 등 생산의 환 경 변화에 따라 작업자의 동작을 개선하고 작업 방법을 개선 하려고 해도 좌식 작업으로는 불가능한 경우가 발생한다. 좌 식 작업에서 입식 작업으로 작업 방법을 변경하면 작업자들이 초기에 잘 적응하지 못하는 경우가 있는데 이는 작업양이 늘 어 힘들어지는 것과 변화되는 작업 방법에 익숙해지는데 시간 이 걸리기 때문이다. 이때 적응 기간 동안 작업자가 능동적으 로 대처할 수 있도록 회사는 그 개선 방향을 충분히 설명하고 납득을 시켜야하며 작업자의 피로를 줄일 수 있는 방안을 모 색해야 된다.
입식 작업을 실시하면서 동시에 추진해야 할 것은 다 공정 담당 방식을 실시하는 것으로 이를 위해서는 <Figure 19>와 같 은 다 기능 훈련이라는 과정을 거쳐야 한다. 한 사람의 작업자 가 여러 개의 공정을 담당하게 되면 생산성 향상과 함께 다품 종 소량 생산이 가능하게 되어 그 효과는 커지게 된다.
(6) 리드 타임의 최소화(Minimizing Lead Time)
생산의 리드 타임이란 <Figure 20>에서와 같이 원재료(Raw Material)에서부터 완성품(Finished Product)이 만들어질 때까 지의 소요되는 총 시간으로 모든 가공 시간과 정체 시간의 합 을 말한다. 가공 시간이란 조립, 절삭, 도장 등에 소요되는 작
업 시간을 말하며, 정체 시간이란 이동, 보관, 대기 등 제품이 형태적 변화를 수반하지 않고 단지 시간적 경과만을 일으키는 시간이다.
가공 시간과 정체 시간의 비율은 회사에 따라 다르지만 일 반적으로 정체 시간의 비율이 훨씬 높다. 리드 타임의 단축 항 목을 Layout 개선의 정량적 목표로 사용하여 개선 활동을 추진 하면 가공 시간 단축, 정체 시간이나 대기, 운반 시간 단축과 함께 현장의 관리 방식 개선을 유도하게 되며, 고객의 납입 제품 변경, 납입 수량의 변경 등 다양한 요구에 따른 대응력 향상에 도 도움이 된다. 리드 타임 최소화는 재공(WIP, Work In Process) 및 대기의 최소화라 부를 수도 있으며, 많은 기업에서 리드 타 임 단축을 경쟁력 향상의 척도라고 판단하여 이것의 단축 활 동을 활발히 추진하고 있다.
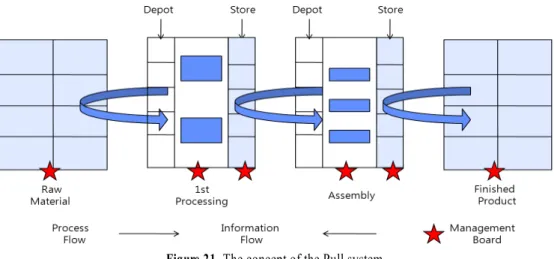
재공을 줄여 리드 타임을 단축시키기 위해서는 생산 계획의 운영과 함께 부품의 공급/운반 방식을 <Figure 21>과 같이 후 공정 인수 방식으로 바꾸는 것이 중요하다(Kwon, 1991). 즉, 전 공정에서 제품을 만들어 후 공정으로 밀어내는 방식(Push) 이 아니라 후 공정에서 필요한 만큼의 부품을 전 공정으로 가 지러 가는 끌어당기는 방식(Pull)이 되어야 한다(Thomas et al., 1992).
<Figure 21>에서와 같이 원재료와 완성품의 재고량은 회사 의 정책이나 시장의 상황에 따라 운영할 수 있으나 공정과 공 정 사이의 재공은 획기적으로 줄이는 것이 좋다. 이를 위해서 생산 블록은 이미 생산되어 저장 공간(Store)에 보관되고 있는 재공을 감안하여 생산 계획을 수립한 후 필요한 만큼을 전 공 정에서 가지고 와서 생산하며, 생산이 종료되고 나면 Depot에 는 부품이 없도록 운영하는 것이다. 그리고 Store에는 최대로
A Case Study on Layout Improvement in Medium and Small-sized Manufacturing Factories 379
Figure 21. The concept of the Pull system
보관할 수 있는 재공의 양을 정하고 그 양 만큼만 보관할 수 있 도록 장소를 제한한다. 이와 같이 리드 타임 최소화에는 재공 의 최소화와 Depot, Store의 운영 방식, 생산 관리 방식도 포함 되어 있다.
(7) 생산성 향상(Increasing Productivity )
새롭게 Layout을 구상하거나 기존의 Layout을 개선하고자 할 때에는 생산성 향상 목표를 세워야 한다. 생산 현장의 Layout 변경을 통한 개선 활동을 실시할 때 기존의 방법을 조금 개선 하여 달성하기 쉬운 낮은 목표를 세우는 것이 아니라 생산 방 식과 관리 방식의 개선을 유도하는 도전적인 생산성 향상 목 표를 세우는 것이 좋으며 목표 항목으로는 재고 절감, 생산성 향상, 제품 단위당 가공비 감소, 리드 타임 단축 등으로 설정할 수 있다. 이는 Layout 개선 활동이 설비의 배치나 물류의 이동 거리 단축을 뛰어넘어 제조 기업의 경쟁력 향상에 연계 될 수 있도록 가공 공법 개선, 관리 방식 및 생산 방식 개선, 고객에 대한 대응력 향상 활동과 연계되어 추진되어야함을 의미한다.
이를 위해서 라인의 길이를 줄이고 공정을 통합하여 1인이 다공정을 담당하게 하여 생산성을 올릴 수도 있고, U라인을 적용하여 운반이나 이동, 작업 개선을 실시하거나, Cell 작업 을 실시하여 개선할 수도 있다. 또한 Line 작업 외에서 실시하 던 작업을 In-line화 하거나 전/후 공정의 동기화를 통해 개선 할 수도 있다. 물론 이와 같은 개선에는 전/후 공정의 작업 불 균형으로 인한 제약 조건이나 투자비용, 작업자 훈련의 어려 움 그리고 공간적인 제약 등 많은 제약 조건들이 있을 수 있다.
그러나 정량적으로 목표를 높게 설정하여 추진하는 것이 그렇 게 하지 않는 경우 보다 더 나은 성과가 나온 사례를 많은 성공 한 기업에서 찾아 볼 수 있다.
(8) 유연성(Flexibility)
유연성은 미래에 바뀔 수 있다는 것을 고려하여 Layout을 설 계하여야 한다는 것을 의미한다. 지금 상태가 생산 제품의 종 류나 양 그리고 설비의 대수나 생산 인원이 적정해도 미래에는 새로운 제품이 개발되거나 기존의 제품이 단종되기도 하고 새
로운 설비를 설치하거나 기존의 설비가 필요 없게 되기도 한다.
또한 신제품의 생산에 따른 운반 도구가 새롭게 만들어지고 이 를 보관하는 장소가 필요하게 되기도 하며 생산 현장에서는 단 위 공정 내에서 설비의 방향을 바꾸거나 라인의 절단 및 배치 를 변경하는 경우가 종종 발생한다. 따라서 Layout 변경 요인 이 발생했을 때 투자비용과 투입 시간을 줄이고 생산 활동에 영향을 적게 받으면서 Layout을 개선하기 위해서는 일시적으 로 투입 비용이 증가 될 수 있지만 더 큰 손실을 방지하기 위해 현재의 Layout이 변경될 가능성을 검토해야 한다.
생산 설비의 경우에는 가능하면 고정형 배치를 실시하지 말 고 바퀴를 부착해서 쉽게 이동이 되도록 하는 것이 좋으며, 각 종 배관이나 전선 등은 여유를 두고 설치하는 것이 좋다. 그리 고 운반용 대차, 포장 Box, 부품 적치대등은 공용으로 사용할 수 있도록 제작하거나 크기 조절이 용이하도록 하고, 조립용 컨베이어는 길이가 긴 것 보다는 짧은 컨베이어를 여러 개 연 결하여 사용하는 것이 좋다. 이는 다음에 개선 활동을 할 필요 가 생기면 쉽게 진행 될 수 있도록 하기 위함이다.
4. 결 론
Layout 설계와 배치는 설비나 작업자 배치 문제에 한정되는 문 제가 아니다. 이는 기본적인 작업장 설계와 함께 생산 현장의 효율을 최대로 올리기 위한 종합적인 관점에서 설계되고 운영 되어야 한다.
본 연구에서는 설비 배치나 Layout 개선을 통해 기존의 많은 연구에서 제시된 이동 거리의 단축이나 물류비용의 절감을 뛰 어넘어 제조 경쟁력의 향상을 유도 할 수 있는 생산성, 리드 타 임, 관리 방식 등을 개선할 수 있음을 보여 주었다. 그리고 여 러 중소 제조 기업에서 실제로 Layout 개선 활동을 수행하면서 경험한 결과 비교적 실행이 용이하면서 효과가 큰 항목들을 중소 제조 기업의 Layout 설계 및 개선의 가이드라인으로 제시 하였다.
생산 현장에서 발생되는 많은 문제들에 대한 개선 활동이 신
380 정대권․윤원영
속히 이루어져 손실을 최소화하고 생산성을 향상하기 위해서 는 하드웨어적인 현장의 Layout 배치와 그것을 운용하는 사람 의 훈련과 교육이 반복적으로 실시되어야 한다. 많은 중소기업 에서는 생산 제품, 설비, 사람 그리고 자재와 같은 요소들이 끊 임없이 변화하기 때문에 생산 현장은 지속적으로 개선 활동을 추진할 수 있도록 그 체계를 갖추는 것이 중요하다. 본 연구에 서 설정된 블록 단위로 생산, 품질, 자재, 재공, 출하, 설비 등에 대해 일일 단위로 결산을 실시하는 일일 결산 체계의 구축에 대 한 연구가 뒤따른다면 더욱 효율적이고 체계적인 현장 관리가 이루어져 제조 기업의 경쟁력 향상에 기여하게 될 것이다.