메탄발효 효율향상을 위한 하·폐수 슬러지의 전처리 기술
남궁규철1·전체옥2
*
1(주)에스워터, 2중앙대학교 생명과학과
Pretreatment of Waste-activated Sludge for Enhancement of Methane Production. Namkung, Kyu Cheol1 and Che Ok Jeon2*.1S-water. Ltd, Suwon 441-853, Korea, 2Chung-Ang University, Dept of Life Sci- ence, Seoul 156-756, Korea − Although different disposal routes of waste-activated sludge are possible, anaer- obic digestion plays an important role for its abilities to further transform organic matter into methane. The potential of using methane as energy source has long been widely recognised and the present paper exten- sively reviews the principles of anaerobic digestion, the process parameters and hydrolysis. Hydrolysis is rec- ognised as rate-limiting step in the complex digestion process. To accelerate the digestion and enhance the production of biogas, various pre-treatments can be used to improve the rate-limiting hydrolysis. These treat- ments include mechanical, thermal, chemical and biological interventions to the feedstock. All pre-treatments result in a lysis or disintegration of sludge cells, thus releasing and solubilizing intracellular material into the water phase and transforming refractory organic material into biodegradable species. The reader will finally be guided to extensive discussion for anaerobic digestion processes.
Key words: Pretreatment, waste-activated sludge, methane production, hydrolysis
서 론
혐기성 소화처리는 오랜 역사를 갖는 전통적인 기술로 비 교적 온난한 지역에서 액상 및 반고상폐기물을 처리하는데 자주 이용되었다. 혐기성 소화공정은 미생물을 이용하여 하 수 슬러지, 음식 폐기물, 축산 분뇨 등의 유기성 폐기물을 처리하는 것으로써, 폐기물의 양을 효과적으로 줄일 수 있 을 뿐만 아니라 연료로 사용가능한 바이오가스(이산화탄소 및 메탄)를 부산물로 얻을 수 있다[15]. 특히 최근 들어 소 각과정에서 발생하는 다이옥신에 의한 환경피해 사례가 커 다란 사회적 이슈가 되고, 이산화탄소 배출 저감에 대한 관 심이 높아지면서 EU, 일본, 미국 등 선진산업국들은 유기성 폐기물의 혐기성 소화처리를 통한 바이오가스(biogas) 생성 에 큰 관심을 갖게 되었다.
혐기성 소화는 부산물의 주요 구성물인 메탄(methane)을 중시하여 일명 “메탄발효”라고도 한다. 혐기성 소화라는 용 어 내에 포함된 것과 같이 산소가 없는 혐기성 상태에서 분 해 가능한 유기물을 분해시켜 메탄으로 전환시키는 것이다.
이 방법은 과거에 중국 등에서 분뇨처리 목적으로 사용되었 으나, 1900년경부터 하수 처리시 슬러지 감량화 기술로 환 경 분야에 적용되었으며, 1950년대 후반에는 효모제조 폐수 등의 공장폐수처리에 응용되었다[1]. 초기에는 1개의 반응기
에서 처리하는 단상메탄발효조가 주로 이용되었으나, 1970 년대 후반부터 산 분해 과정과 메탄생성단계를 분리한 2상 식메탄발효조로 발전하였으며, 그 후 미생물 군을 담체에 고 정화한 고정상식, 유동상식 등 고효율메탄발효조가 개발되 었다. 혐기성 소화에 의한 하·폐수 처리는 활성오니법이 보 급되면서 적극적으로 사용되지 않았으나, 1970년대 중반 석 유사태 이후 바이오가스 연료화의 가능성과 많은 양의 공기 를 통기시켜야하는 활성오니법에 비해 소비전력이 적은 장 점으로 분뇨와 하·폐수 슬러지뿐만 아니라 가축폐수와 도 시쓰레기 등의 유기성폐기물로부터 에너지 회수의 목적으로 연구가 진행되어 왔다[33].
하·폐수 처리 시 가장 중요한 과제는 처리 과정에서 발 생하는 슬러지 문제를 해결하는 것이다. 슬러지는 물리적, 화학적, 생물학적 하·폐수 처리 과정에서 발생하는 다량의 부산물로 경우에 따라서는 그 처리비용이 전체 하·폐수 처 리 경비의 50% 이상을 차지하기도 한다. 2001년 한 해 동 안 국내에서 발생한 슬러지는 일일 평균 27,000톤가량이며, 이 가운데 폐수 슬러지는 71.9%로 하루에 19,537톤이 발생 하였다[21]. 이 중 매립이 금지되는 유기성 폐수 슬러지는 14,370톤으로 전체 슬러지의 53%를 차지하였다(Fig. 1). 현 재 국내에서 하·폐수 슬러지의 처리는 95% 가량이 해양 투기에 의존하고 있는데, 2012년 1월부터 해양투기가 전면 금지됨에 따라 슬러지의 처리 방안이 다각적인 검토가 요구 되고 있다. 고형연료화, 열분해, 액화, 소각, 매립, 혐기성 소 화 등이 대표적인 처리 대안으로 제시되고 있는데, 이 중 에 너지 회수가 가능한 혐기성 소화가 가장 중요한 처리 방안
*Corresponding author
Tel: 82-2-820-1934, Fax: 82-2-821-8132 E-mail: [email protected]
으로 제시되고 있다.
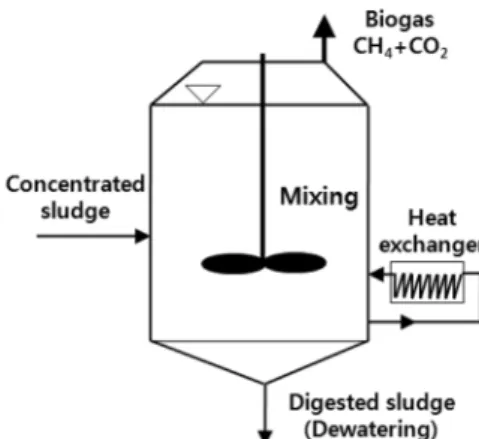
하·폐수 슬러지는 일반적으로 하·폐수 처리공정의 1차 침전조라 불리는 전처리 단계에서 97-99%의 수분과 부패하 기 쉬운 유기물로 구성된 부유 고형분(suspended solids), 그 리고 생물학적 처리 공정 후 2차 침전조에서 발생하는 미생 물 침전물이 합쳐져서 발생한다. 이렇게 발생한 원슬러지는 대부분 1-2%의 건조 중량을 가지며 이 중 미네랄 부분이 30-45%를 차지하는데[1], Fig. 2는 하·폐수 슬러지의 일반 적인 혐기적 소화공정 처리과정을 보여주고 있다. 하·폐수 슬러지의 혐기적 소화처리로 슬러지는 생화학적 안정화가 이루어지고 유기물이 바이오가스(60-70%가 메탄)로 전환시 켜 부피가 감소되고 유기물의 BOD와 COD를 줄이며, 병원 균이 사멸되며 악취 문제가 저감되는 장점을 가지고 있다.
또한 혐기성 소화공정은 폐수 처리 공정의 경비를 절감시킬 수 있어 현대 폐수처리 공정에서 매우 중요하고 필수적인 부 분이 되고 있다.
혐기성 미생물이 리그닌을 분해할 수 없기 때문에 목재의
난분해성 부분을 제외하고는 혐기성 소화공정으로 거의 모 든 유기물을 소화할 수 있고, 이 때 생산된 바이오가스는 높 은 열량의 재생 가능한 에너지로 받아들여지고 있기 때문에 에너지 문제 해결에 어느 정도 도움이 될 것으로 예상된다.
그러나 이러한 장점에도 불구하고 혐기성 소화공정이 지니 고 있는 한계를 극복하기 위해서는 더 많은 노력이 필요할 것으로 생각된다. 현재 당면하고 있는 혐기성 소화공정의 문 제점을 살펴보면 첫째, 유기물 분획 중 일부만이 분해될 수 있고 둘째, 비교적 반응 속도가 느리기 때문에 소화공정장 치가 큰 부피를 차지하여 설치비용이 높으며 셋째, 혐기적 미생물이 다양한 저해 물질에 의해 쉽게 저해 받아 반응이 저하될 수 있으며 넷째, 처리된 수질의 오염도가 비교적 높 으며 다섯째, 생산되는 바이오가스가 높은 농도의 CO2, H2S, 수분을 함유하고 있으며 여섯째, 미세 실리카의 형성으로 인 해 메탄가스 사용자에게 심각한 해를 줄 수 있는 휘발성의 실록산(siloxane)을 함유할 수 있고 일곱째, 소화 공정 동안 유기분획의 부피 감소로 인해 중금속과 산업 오염물의 증가 가능성이 있다는 것이다.
본 논문에서는 혐기성 소화공정의 기본적 원리와 공정변 수, 혐기성 소화공정의 형태, 그리고 슬러지 전처리 등에 대 해 다루고자 하며 특히 혐기성 소화공정의 율속단계(rate- determining step)에 해당하는 가수분해 공정 시간을 줄임으 로써 위에서 언급한 혐기성 소화공정의 문제점을 어느 정도 극복할 수 있는 전처리 공정을 중심으로 설명하고자 한다.
본 론 혐기성 소화공정의 기본원리 및 공정변수
혐기성 소화는 산소가 없는 조건하에서 유기물을 분해하 여 메탄(60-70%), 이산화탄소(30-40%), 수증기, 질소화합 물, 황화수소, 암모니아를 생성하는 반응으로 가수분해 (hydrolysis), 산생성(acidogenesis), 초산생성(acetogenesis), 메탄생성(methanogenesis)의 4가지 주요 과정으로 이루어진 다(Fig. 3). 첫 번째 단계인 가수분해는 다당류, 지방, 단백 질 같은 고분자 유기물질이 발효 미생물의 체외효소에 의해 서 단당류, 지방산, 아미노산 등의 용해성 유기물질로 분해 되는 과정으로 전체 혐기성 소화공정을 지배하는 율속단계 (rate-limiting step)로 알려져 있다 Wang 등(1999)은 가수분 해에서 생성된 물질들은 두 번째 단계인 산 생성 공정을 거 쳐 산 생성 미생물에 의해 휘발성 지방산을 생성하며 이와 더불어 암모니아, CO2, H2S 등의 부산물이 나온다. 혐기성 소화공정의 세 번째 단계는 초산 생성인데 산 생성 공정에 서 생성된 고분자 유기산과 알코올이 초산생성 미생물에 의 해 좀 더 분해되어 초산, CO2, H2로 변화된다. 이러한 변화 는 혼합물에 들어있는 수소의 기체분합에 의해서 주로 조절 된다. 혐기성 소화에 있어서 마지막 단계는 두 그룹의 메탄 형성 미생물에 의한 메탄형성인데 첫 번째 미생물 그룹은 초 Fig. 1. Sludge production in Korea [21].
Fig. 2. Process flowchart of the sludge process step [1].
산을 메탄과 이산화탄소로 바꾸는 역할을 수행하고, 두 번 째 미생물 그룹은 전자공여체로 수소 또는 이산화탄소를 사 용하여 메탄을 생성한다.
공정 변수 및 환경 요소:혐기성 소화조에서는 pH, 알칼리
도, 온도, 체류시간 등의 다양한 공정변수들이 각 단계의 속 도 및 효율에 영향을 준다.
① pH, 알칼리도, 유기산/알칼리도의 비: 혐기성 소화조에 서 작용하는 미생물 그룹은 서로 다른 최적 pH 범위를 가 지고 있다. 가수분해에 대한 최적 pH는 5.2-6.3이며, 메탄형 성 미생물의 최적 pH는 7.0-7.5로 다른 단계에 관여하는 미 생물에 비해 pH의 변화에 상당히 민감한 것으로 알려져 있 다[5]. 반면에 산생성에 관여하는 발효 미생물은 pH의 변화 에 덜 민감해 pH 4.0-8.5의 넓은 범위에서도 작용할 수 있 다. 낮은 pH에서는 초산과 butyrate, 높은 pH에서는 초산과 propionate가 주로 생성된다[13]. 혐기성 소화공정의 산 생성 단계에서 생성되는 휘발성 지방산(volatile fatty acids, VFA) 에 의해 pH가 낮아지는 경향이 있지만, 이러한 반응은 일반 적으로 이산화탄소(CO2), 암모니아, 중탄산염(bicarbonate)을 생성하는 메탄형성 미생물에 의해 보정될 수 있다[31].
② 온도: 소화공정에서 온도는 기질의 물리·화학적 특징 에 중요한 영향을 주는데, 특히 H2의 분압에 중요하게 작용 해 상호 영향적 물질대사(syntrophic metabolism)에 영향을 준다. 일반적으로 혐기성 소화공정은 고온(45-58oC), 중온 (30-38oC), 저온(20oC 이하)으로 나눌 수 있으며 가능한 온 도는 일정하게 유지되어야 한다. 특히 초산을 이용하는 메 탄형성 미생물(acetotrophic methanogens)은 온도 상승에 민 감한 것으로 알려져 있고, propionate와 butyrate의 분해 역 시 70oC 이상의 온도에서 영향을 받는 것으로 알려져 있다.
열역학적으로 흡열 반응인 propionate의 초산, CO2, H2로의 분해는 높은 온도에서 유리하고, 발열반응인 수소를 이용한 메탄 형성 반응은 높은 온도에서 불리하다[25].
온도를 올리면 여러 가지 측면에서 유리한데 유기물의 용 해도를 증가시키고 생화학적 반응 속도를 증가시키며 병원 균을 사멸시킬 수 있다. 그러나 높은 온도의 적용은 자유 암 모니아의 분획을 증가시켜 미생물의 활성을 저해할 수 있고, 휘발성 지방산의 해리상수(pKa) 증가는 그러한 저해 작용을 더 민감하게 할 수 있다. 소화공정의 효율적인 운전을 위해 서는 안정된 온도 조절이 필요한데 온도의 갑작스런 변화가 미생물, 특히 메탄 생성 미생물(methanogen)의 분포에 영향 을 주어 1일에 1oC 이상 온도 변화 시 소화조 운전에 실패 하는 것으로 알려져 있다. 일반적으로 1일에 0.6oC 이내에 서 변화시키는 것이 바람직한 것으로 알려져 있다[31].
③ 슬러지 및 수리학적 체류시간: 고형분 체류시간(solid retention time, SRT)은 소화조에서 고형분의 평균 체류시간 을 나타내고, 수리학적 체류시간(hydraulic retention time, HRT)은 소화조에서 물 분획의 평균 체류시간을 말한다. 혐 기성 소화 공정에서 완전한 소화를 위해서는 고형분 체류시 간이 최소 5일은 되어야 하고 5일 이하일 경우에는 메탄 생 성 미생물의 유실(washout)로 인해 휘발성 지방산의 농도가 증가하는 것으로 나타났다. 고형분 체류시간이 5-8일 범위인 경우 휘발성 지방산의 농도가 비교적 높고 지질 등의 완전 한 분해가 이루어지지 않는다. 고형분 체류시간이 8-10일인 경우 안정된 소화가 일어나고 지질의 분해가 시작되었으며, 10일 이상에서는 공정 실패가 감소하였고 슬러지의 구성 물 질이 감소하였다. 따라서 고형분 체류시간은 소화공정 설계 와 운전에 중요한 핵심 변수이며 반응기의 운전 온도와 밀 접하게 관련되어 있다. 일반적으로 중온 소화는 30일 정도 이고 고온 소화일 경우에는 12일 정도 유지하는 것으로 알 려져 있다[20].
④ 영양성분: 슬러지의 혐기적 처리에 있어서 일반적으로 탄소(C)와 질소(N)의 비는 10:1-25:1의 범위 내에 있어야 하 고 질소와 인과 황의 비는 약 7:1:1이 적절한 것으로 알려져 있다. 탄소(C)와 질소(N)의 비율이 10:1 이하일 경우 암모니 아의 방출로 pH가 증가하여 메탄 형성 미생물을 저해하는 것으로 알려져 있다[20]. 비타민이나 Fe, Ni, Mg, Ca, Na, Ba, Mo, Se, Co 등은 메탄 형성 미생물의 성장에 중요한 미 량 염류들이다.
혐기성 소화공정의 분류:혐기성 소화조는 국가별로 그리고
폐기물의 종류에 따라 다양하게 분류되고 있으나 가장 보편 적인 기준으로 분류하면 소화조 구성에 따라 1단 소화조와 2단 소화조, 운전 온도에 따라 중온 소화와 고온 소화로 분 류할 수 있다. 이외에도 고형물 농도에 따라 습식 소화와 건 식 소화, 운전방식에 따라 회분식 소화와 연속식 소화로 구 분할 수 있다.
① 1단 소화조: 현재 사용되고 있는 1단 소화조는 전통적 인 표준 소화조에 가열장치와 교반장치를 부착 반응기의 환 경을 일정하게 유지시켜 탱크 부피를 감소시킬 수 있으며 안 정된 운전과 높은 가스 생산효율을 유지할 수 있도록 구성 Fig. 3. Flowchart of anaerobic digestion process for methane
production.
되어 있다(Fig. 4). 슬러지의 혼합방식은 가스 교반방식, 기 계 교반방식, 펌프 기계방식 등으로 구분되며, 주로 외부 열 교환기에 의해 일정한 온도가 유지되지만 내부 열교환기나 스팀분무기를 이용하여 온도를 유지할 수도 있다. 소화조 내 의 정상상태(steady-state)를 유지하고 슬러지를 일정한 농도 와 속도로 공급하는 것이 안정된 운전을 위하여 매우 중요 하다.
② 2단 소화조: 2단 소화조는 고속 소화조가 2차 소화조 와 연계된 형태로 구성되어 있다(Fig. 5). 2차 소화조는 단 순히 소화된 고체를 저장하거나 상층액을 버리는 역할을 하 며, 혼합이나 가열 장치가 없는 2차 소화조는 탱크에 고정 뚜껑을 장치하거나 부레 방식을 이용하는데, 고체의 감소나 가스의 생산은 거의 일어나지 않는다. 1차 소화조에서 불완 전 소화가 일어나면 2차 소화조에서 가스가 발생해 침전에 방해를 준다. 따라서 안정된 소화공정을 위해 2차 소화조를 1차 소화조와 같이 혼합과 가열 기능을 갖도록 설계하는 경 우도 있다.
③ 중온 소화와 고온 소화: 대부분의 고속 소화조는 30- 38oC의 중온에서 작동하나 50-57oC의 높은 온도에서도 고 온 미생물에 의해 혐기성 소화가 일어날 수 있다[24]. 고온 소화는 온도가 올라감에 따라 생화학 반응속도가 증가하기
때문에 중온 소화보다 그 속도가 일반적으로 빠른 것으로 알 려져 있다. 고온 소화의 또 다른 이점은 고형분 감소율이 증 가하고, 소화 슬러지의 탈수가 잘되며 병원균 사멸이 증가 한다는 것이다. 그러나 고온의 사용은 많은 에너지가 요구 되며, 용해성 고형분의 증가로 용액의 수질이 나빠지고, 악 취가 발생하며, 안정적인 운전이 어렵다는 단점들이 있다.
그것은 고온 메탄 형성 미생물은 중온 미생물에 비해 온도 변화에 좀 더 민감하기 때문이다[31].
국내외 혐기성 소화조 설비 현황:슬러지의 혐기성 소화법은
슬러지의 감량화, 안정화 및 탈수 효율을 향상시키기 위한 공정으로 슬러지에 포함된 유기물이 혐기성 미생물 작용에 의해 분해되어 바이오가스를 생성시키는 생화학적 공정이다.
일반적으로 가스 교반식 소화공정과 유사한 중온 2단 소화 법이 사용되고 있으나 최근에는 난분해성 물질의 분해 효율 이 높고 반응기의 크기를 줄일 수 있는 고온 소화의 장점 때 문에 고온소화조 채택비율이 증가하고 있다. 그러나 고온 소 화는 운전이 까다롭고 악취발생 우려가 높으며 처리 후 슬 러지의 탈수율이 낮아지는 단점이 있다. 소화탱크에서 생성 되는 바이오가스는 메탄이 주성분이고 황화수소가 약간 포 함되어 있으며 발열량은 약 6,000 Kcal/m3정도이다. 발생된 메탄가스는 소화조 온도를 30oC 정도로 알정하게 유지하는 데 사용되고 일부는 발전용 터빈을 돌리는데 사용되어 전기 를 생산할 수 있다. 따라서 국내외에서 혐기성 소화를 이용 한 난방 및 발전을 위한 실용화 설비 건설이 계획되고 있다.
국내외 혐기성 소화조 보급 현황을 살펴보면 다음과 같다.
① 국외 혐기성 소화조 보급 현황: 18세기에 메탄이 자연 에서 일정하게 생산되는 것이 발견되었고 19세기에 메탄이 미생물에 의해 생산된다고 알려졌으며 된 이후 제2차 세계 대전 당시에는 농업폐기물로부터의 바이오가스 회수가 연구 되었으며, 그 이후 바이오가스 생산 기술은 에너지 위기에 기인하여 괄목할 만한 발전을 이루었다. 유럽에서는 각국 정 부의 적극적인 지원과 기업들의 노력으로 혐기성 소화 기술 에서 많은 발전이 이루어졌으며, 최근 미국에서 농업분야 유 기성 폐기물의 혐기성소화에 대한 관심이 크게 높아지면서 많은 기술축적이 이루어지고 있다. 유럽에서는 하수처리 슬 러지 및 식품가공 폐기물의 처리를 위해 다양한 혐기성 소 화공정을 개발 보급하였다. 독일과 덴마크에서는 1970년대 부터 농가형 및 중앙 집중형 시설이 보급되기 시작하였고, 일본의 경우도 2000년도 이후 유럽으로부터의 기술도입을 통해 바이오가스 생산시설이 보급되고 있다.
독일의 경우 1990년대 전력공급법이 도입되어 바이오가 스에 의해 발전된 전기매입 의무화를 진행하였고, 2000년에 는 유기성 폐기물로부터 생산한 전력을 전력공급자가 고가 로 매입하도록 규정하는 “재생에너지법(EEG, Renewable Energy Act)”이 발효되면서 농가형 바이오가스 생산시설의 경제성이 크게 향상되었다. 현재는 폐기물 유래 바이오매스 자원을 이용한 바이오가스 생산시설이 농촌의 안정적인 소 Fig. 4. One-stage digester for methane production.
Fig. 5. Two-stage digester for methane production.
득원이 되고 있다. 독일에는 2007년 말 기준으로 3,711기의 바이오가스 설비가 설치되어 총 설비 용량이 1,700 MW (megawatt)가 되었다. 2005년과 2006년에만 각각 680기, 590기의 바이오가스 생산 설비가 설치되어 2009년 말까지 총 4,000기 이상의 바이오가스 생산 설비가 건설될 것으로 전망하고 있다. 독일 바이오가스 설비산업의 급속한 성장 배 경은 독일 정부의 적극적인 정책지원 덕분이다. 바이오가스 생산설비 건설을 위한 총 투자비의 35~40%에 이르는 보조 금을 지원하는 한편, 신재생에너지법에 의해 바이오가스를 이용해 생산되는 전기를 20년간 고정가격으로 매입해 주는 정책을 독일 정부가 시행하고 있다. 이외에 바이오가스를 이 용하여 전기를 생산할 경우 에너지원으로 사용되는 옥수수 나 축산 분뇨에 대한 보조금과 열병합 발전기 사용에 따른 기술 보조금이 지급하고 있다. 2009년 1월부터 새로 시행되 는 재생에너지 개정안(EEG 2009)에 따라 150 kW이하 소 형 설비에 대한 보조금이 늘어 대형보다는 소형 바이오가스 설비의 증가가 예상된다[12].
2005년 기준 스웨덴에서 가동 중인 바이오가스 설비는 233 기이며 연간 바이오가스 발생량은 1.3×1012 Wh(약 22억 m3/ 년)로 전체 발생량의 약 80%가 하수처리장과 매립장의 슬 러지로부터 얻어졌다. 생성된 바이오가스의 21%는 소화조 가온을 위한 열원으로, 33%는 혐기성 소화설비 인근 건물 의 난방연료 또는 지역난방 열원으로 이용되고 있다. 또한 생성된 바이오가스의 자동차에 대한 연료 이용률은 2006년 에 19%로 2005년의 12% 대비 약 60% 증가하였다. 스웨덴 정부는 2010년까지 70,000대의 바이오가스 이용 자동차 보 급을 목표로 하고 있어 바이오가스 이용률은 매년 급격하게 증가할 것으로 예상되고 있다. 스웨덴은 1990년대 초반부터 본격적으로 바이오가스를 자동차 연료로 활용하여 2006년도 에 스웨덴 전역에 걸쳐 11,500대의 바이오가스 자동차(자가 용 10,400대, 버스 760대, 트럭 340대)가 운행되었으며, 2010년까지 500 여개소의 바이오가스 주유소 설치를 목표로 하고 있다[12].
덴마크는 2007년 현재 21기의 중앙 집중형 시설과 60기 의 농가형 시설이 운전 중에 있다. 1970년대부터 농가형 바 이오가스 생산시설이 보급되기 시작하여 1980년대부터 1990 년대 후반까지 20기의 중앙 집중형 바이오가스 생산시설이 적극적인 정부의 정책지원으로 건립되었다. 중앙 집중형 바 이오가스 생산시설에 대한 덴마크 정부 지원이 2002년 종결 되어 농가형 시설이 빠르게 증가하는 추세를 보이고 있다[12].
② 국내 혐기성 소화조 보급 현황: 국내의 경우 런던협약 가입과 관련, 2012년 1월 1일부터 하수슬러지의 해양투기가 금지되기 때문에 슬러지 발생량의 저감과 탈수공정 최적화 를 통한 최종 고형물의 저감이 많은 연구자 및 기업들의 관 심사가 되고 있다. 국내 연구자들은 1970년대 이래 메탄균 활성 증대, 혐기소화에 의한 가축분뇨처리, 메탄가스 생산을 위한 공정 개발 등과 관련 다양한 연구를 진행해 왔다. 그
결과 1995년 축산농가용 49개소, 산업용(주정, 사료, 식품, 섬유 분야) 35개소에 혐기소화 장치가 보급된 바 있으나 소 화조 운전 기술 및 정보 부족과 기술체계 미비, 정부의 정책 지원 미흡으로 정착에는 실패하였다[12].
혐기성 소화 공정은 하·폐수 슬러지의 해양투기 대체 처 리방안, 효과적인 감량화, 재이용화, 안정화를 만족시키는 동 시에 유용 에너지원인 메탄가스를 회수할 수 있는 바이오가 스 전환기술이다. 최근 축산분뇨, 음식 폐기물, 하·폐수 슬 러지 등 다량의 고농도 유기성 폐기물의 혐기성 소화에 대 한 실증연구 및 보급이 추진되고 있으나, 안정적인 국내형 혐기성 소화설비의 개발 보급은 아직 미비한 실정이다. 에 너지 자원의 대부분을 해외 수입에 의존하는 국내 현실을 고 려할 때, 하·폐수 슬러지를 이용한 바이오 가스 생산은 매 력적인 미래 에너지원 확보 방안이 될 수 있다. 향후 이와 관련된 요소기술 개발과 정부의 적극적인 정책 지원이 필요 한 상황이다.
전처리(Pre-treatment) 공정
유기 고형분의 혐기성 소화는 슬러지의 부피감소와 안정 화, 병원균 사멸, 에너지 함유 바이오가스의 생산 등에 유용 한 공정임을 보여 왔다. 그러나 유기 고형분에 대한 혐기성 소화공정의 적용은 종종 오랜 체류시간(20-30일)과 유기 건 조물 대비 낮은 분해효율(30-50%)에 의해 많은 제한을 받아 왔다[30. 이러한 제한은 슬러지 구성성분이 미생물 대사 중 에 나오는 세포외 고분자 물질(extracellular polymeric substances, EPS)과 결합하여 슬러지의 탈수와 분해를 방해 하기 때문인 것으로 알려졌다. 가수분해가 일어나는 동안 세 포벽이 붕괴되고 세포외 고분자 물질이 분해되면서 산 생성 미생물에 의해 이용 가능한 유기물질로 변화된다. 이러한 가 수분해 대상은 대부분 미생물 세포의 유기분획이며, 이들은 미생물 분해에 저항성을 가지기 때문에 슬러지 소화에서 많 은 시간을 요구한다. 미생물 세포 외벽은 펩티드(peptide) 결 합과 연결된 글라이칸(glycan) 구조물을 가지고 있는데, 이 것은 미생물을 삼투압으로부터 보호하기 위한 단단한 층으 로 구성되어 있어 가수분해에 저항성을 가진다. 따라서 많 은 연구자들은 슬러지의 가수분해 과정을 혐기적 소화의 율 속단계로 규정한다[30, 36]. 이러한 맥락에서 세포벽을 파괴 하여 난분해성 유기 고형분을 용해성 저분자로 전환시켜 율 속단계를 줄일 필요가 있으며, 다양한 슬러지 가수분해 방 법이 전처리 공정으로 사용되고 있다. 이러한 전처리 공정 은 혐기성 소화 효율을 높이고 메탄가스 생성률을 높이며, 체류시간을 단축시켜 반응기의 크기를 줄일 수 있게 해준다 (Fig. 6). 슬러지 전처리 기술은 주로 하수 슬러지를 대상으 로 연구되었는데, 펄프 및 제지 폐수 처리 공정의 슬러지 등 에 적용하여 좋은 성과를 얻을 수 있을 것으로 보인다. 난분 해성 물질이 많고 휘발성 고형분의 비중이 커서 슬러지 전 처리의 효과가 상당히 클 것으로 기대되기 때문이다. 현재
상업적으로 이용 가능한 전처리 기술로는 열처리 방법, 기 계적 처리방법, 화학적 처리방법, 생물학적 처리방법 등이 있다.
열적 전처리(thermal pretreatment) 기술: 하·폐수 슬러지 의 열적 전처리는 혐기성 소화조를 위한 효과적인 전처리 방 법으로 1970년대 초기부터 사용되어 오고 있다. 일반적으로 150-200oC에서 슬러지를 처리하는데 이 온도를 유지하기 위 한 압력은 600-2500 kPa이다[3]. 그러나 일부 연구에서는 270°C의 고온에서 슬러지를 열처리하여 유기물 부하량 증
가와 휘발성 고형분의 처리 증가 등에서 양호한 효과를 얻 었다는 보고도 있다. 열처리 동안 세포벽과 세포막의 화학 결합이 붕괴되고 세포 구성물질의 용해도가 증가하기 때문 이다. 많은 연구자들이 혐기성 소화를 위한 열적 전처리 공 정의 이용을 기술하였고 Table 1에 그 결과가 간략히 요약 되어 있다. 최적조건이나 향상 정도는 서로 상이함을 보여 주고 있으나 모든 연구에서 열적 전처리가 혐기성 소화 효 율향상에 기여함을 보여주고 있다. 이것은 슬러지의 특성에 따라 최적 전처리 온도와 기간이 달라질 수 있다고 보고한 Fig. 6. Pretreatment of wastewater sludge for the enhancement of anaerobic digestion.
Table 1. Overview of thermal pretreatments for methane production.
Treatment conditions Treatment results Reference
135-190oC •Increase of methane production by 25% at 190oC [6]
70-134oC, 90 min-9 hr •Improvement of gas production up to 50% by the treatment at 70oC for 9 hr
•No effect at high temperature [8]
60-100oC •The highest increase of gas production at 60oC
•The largest reduction of a volatile solid at 100oC [11]
121oC, 30 min •Increase of a volatile solid by 30% [16]
62-175oC, 30-60 min
•Improvement of sludge dissolution of 25-45% at 90oC
•Increase of methane production of 100% and volatile solid degradation 30% by treatment at 170oC for 60 min
•No significant effect at a treatment above 60 min
•Shortening suspension time by 5 days in digester
[18]
120-220oC
•Reduction of soluble solid of 10-55% for waste sludge
•Reduction of soluble solid by 7-34% for primary sludge
•The highest gas production at 170oC
•Significant relationship between gas efficiency and temperature
[23]
180oC, 60 min •Improvement of methane production of 90%
•30% increase of volatile solid dissolution [28]
170oC, 15 min •Decrease of total solid of 59%
•92% increase of biogas production [32]
220oC, 30 sec
•55% reduction of volatile solid
•300% enhancement of gas production for two day digestion times
•Increase of total biogas production by 80%
[37]
연구 결과와 일치하는 것이다[9]. 일반적으로 슬러지내 미생 물 함량이 많을수록 더 많은 열적 전처리를 요구한다. 하·
폐수 슬러지의 열적 전처리는 중온 혐기성 소화조의 메탄 형 성을 크게 증가시켜 주지만 고온 혐기성 소화조에서는 기여 도가 낮은 것으로 나타나 열적 전처리가 중온 소화에서 좀 더 중요함을 보여주고 있다. 상용화된 열 전처리 공정으로 는 노르웨이의 Cambi공정이 알려져 있으며 그 외 공정으로 는 Kruger사의 Bio Thelys가 있다.
고온 소화가 휘발성 고형분 감소와 메탄형성에 있어 중온 소화에 비해 좀 더 효과적인 것으로 알려졌고 열 전처리에 기반을 둔 몇몇 상업적 공정도 개발되어 있다. 약 30% 고형 분의 용해 증가가 180oC, 30분 처리에 의해 이루어 졌으며 바이오가스 생산이 150%까지 증가된 경우도 보고되어 있다.
하지만 열 전처리 공정은 많은 양의 열량을 요구한다는 단 점을 갖고 있다.
초음파 전처리 기술:초음파는 슬러지 세포를 파괴시킬 수
있는 가장 강력한 방법으로 알려져 있는데, 높은 에너지 레 벨에서는 슬러지 미생물의 100% 파괴도 가능하다. 하지만 이 방법은 많은 에너지를 요구하는 단점을 지니고 있다. 슬 러지의 전처리는 보통 20 kHz~100 kHz 영역의 초음파를 이 용하는데 이 범위에서 공동현상(cavitation) 효과가 크기 때 문이다. 물 등의 용액에 초음파가 조사되면 공동현상이 발 생되면서 국지적으로 온도가 수천 도까지 올라가고 압력이 1500 bar에 도달하는 극한 조건이 만들어진다. 슬러지의 전 처리를 위한 초음파 기술은 대부분 하수 슬러지를 대상으로 진행되었으며 슬러지 고형물의 농도가 높을수록 에너지 효 율이 증가하는 경향이 있다. 그리고 초음파 전처리와 함께
알칼리 처리를 하면 혐기성 소화 성능이 향상되는 것으로 보 고되었는데, 이는 NaOH가 세포벽을 약화시켜 초음파 처리 에 의한 세포 파괴가 더 쉬워지기 때문이다. 전처리 초음파 장치는 1-20 kw의 범위에서 상업적 이용이 가능하며 설치 비용은 1 kw당 3,000만 원 정도이고, 1 kw당 10,000명분 의 폐수를 처리할 수 있는 폐수처리 장치에서 발생하는 슬 러지를 처리할 수 있다. Table 2는 초음파 처리 연구의 개 요를 보여준다. 현재 초음파 전처리 장비의 중요 공급자로 는 SonixTM, SonolyzerTM, MaXonicsTM, HielscherTM 등 이 있다.
기계적 전처리 기술: 기계적 처리는 물리적으로 슬러지 미
생물을 파괴하고 내용물의 용해도를 높이는 것을 말하는데, 콜로이드밀이 미생물세포 분쇄에 최초로 사용되었다. 에너 지 방출로 인한 용액의 온도 상승은 파쇄효율을 증가시킨다.
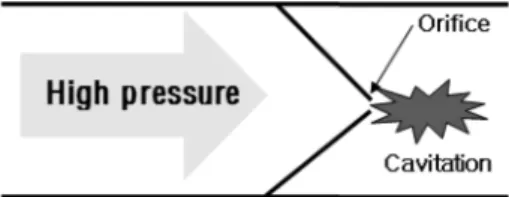
최근 물리적으로 수력학적 공동현상(hydrodynamic cavita- tion, HC)을 일으킬 수 있는 기술이 새롭게 부각되고 있는데, 이는 초음파의 기술적 제약사항을 해결해 줄 것으로 평가된 다. 수력학적 공동현상은 액체의 난류 흐름을 통해 생성되 는 것으로, 흔히 액체가 큰 압력차를 보이며 흐를 때 발생한 다(Fig. 7). 즉, 고압의 용액이 밸브를 통과하여 압력을 제거 됐을 때 세포는 엄청난 교란과 공동현상(cavitation), 전단압 력(shear stress)을 받게 되며 이 때 미생물 파괴가 일어난다.
수력학적 공동현상은 초음파에 의한 공동현상과 원리에서 차이가 있기는 하지만 그 효과에서는 유사한 특징을 보인다.
혐기성 소화공정에서 사용하는 기계적 전처리 방법에 대한 개요를 Table 3에 나타내었다.
화학적 전처리 기술: 화학적 전처리는 세포벽과 막을 가수
Table 2. Overview of ultrasonic pretreatments for methane pro- duction.
Treatment results Reference
Improvement of anaerobic digestion of 42.4% at
18 W/cm2 [22]
Increase of solubility by 80% [27]
46% increase of digestion by the treatment at
200 W for 40 min [34] Fig. 7. Pretreatment of wastewater sludge using hydraulic cav- itation.
Table 3. Overview of mechanical pretreatments for methane production.
Treatment conditions Treatment results Reference
Ball mill 62-175oC, 30-60 min
•19% Increase of volatile solid degradation
•Treatment speed, sludge concentration, and the size and quality of bead are the important factors
[2]
Mechanical jetl (5-50 bar)
•Increase of soluble protein by 86% at 50bar
•Improvement of a volatile, soluble solid of 50% [7]
Deflaker, 15 min •Increase of 450% of solubility and 136% of COD [14]
High pressure, 30 min •Increase of biogas production by 81%
•136% increase of soluble COD [19]
Shear treatment •Improvement of total soluble solid degradation of 90% [26]
분해하여 세포내 물질의 용해도를 높이고 혐기성 소화를 증 가시킨다. 다양한 원리에 기초한 여러 가지 처리 방법이 개 발되어 왔으며 산 또는 알칼리가수분해, 오존처리, 고도 산 화처리 등의 방법이 있다. 이들 방법에 대해 요약하면 다음 과 같다.
① 산, 알칼리 가수분해 전처리: 화학적 가수분해 방법에 서 산과 알칼리는 슬러지의 용해도를 증가시키기 위해 첨가 된다. 산 또는 염기의 첨가는 고온의 필요성을 줄이므로 중 온의 온도에서 행해진다. 몇몇 실험 결과를 Table 4에 나타 내었다. 이들 방법은 효율적인 방법임에도 불구하고 다시 중 화해야 하는 번거로움 때문에 혐기성 소화의 전처리 방법으 로 사용하는 데는 제한적이나, 알칼리 처리만으로도 용존성 유기물 농도 증가, 바이오 가스 생산 증가 등 우수한 결과를 보여 주었고 온도처리와 병행하였을 때 더욱 효과가 있음을 보여주었다.
② 산화적 슬러지 전처리: 산화적 전처리에 의한 하폐수 슬러지의 파쇄는 미국에서 습식 산화공정으로 개발된 호기 적 Zimpro공정에서 처음 채택되었으며, 이 공정에서 높은 온도(260oC)와 압력(10 MPa)에서의 산화적 전처리로 슬러 지의 많은 부분이 용해됨을 보여주었다. 그러나 악취, 기기 의 부식, 많은 에너지 소비가 이 공정의 실질적인 적용에 문 제점으로 지적되어 왔다. 또한 초임계수를 이용한 산화법도 적용되고 있는데, 공정 운영비용이 높고 부식에 강한 소재를 써야 하기 때문에 초기 투자비가 높은 단점을 갖고 있다. 현 재 사용 중인 습식 산화공정은 Vertech 공정인데 20%의 용 해와 75%의 완전한 산화를 보여주었다. 현재 가장 많이 연 구된 화학적 산화방법으로는 오존산화법이 있다. 오존은 식 수의 살균이나 병원균을 파괴하는데 사용되는 강력한 산화 제로 하수처리 슬러지의 세포파괴에도 사용될 수 있다. 또 한 오존의 주입량이 크게 증가하면 가수분해 수준을 넘어서 미생물 작용 없이 슬러지 세포가 이산화탄소와 물로 전환되 어 무기화될 수도 있다. Table 5에 오존 전처리 연구 결과의 개요를 나타내었다. 오존 처리법에 의한 결과를 종합해 보 면 오존 처리후 용해성 고형분이 증가하고 메탄 형성이 증 가하였지만 비용이 높은 단점이 있다. 이러한 문제의 해결 방안의 하나로 혐기성 소화조에 폐회로(closed-loop) 오존 산 화장치를 부가한 경우 오존 사용량을 줄이면서도 동일한 가 수분해 효과를 얻을 수 있다고 한다.
오존산화법 이외에 강력한 산화제인 수산화라디칼(OH)을 다량 발생시켜 산화제로 이용하는 고도산화기술(advanced oxidation technologies)이 적용될 수 있다. 대표적인 것이 Fenton 산화 반응이다. 이 반응은 Fe2+이온과 H2O2의 반응 을 이용하는 것으로, 이 방법의 가장 큰 단점은 슬러지를 pH 3근처로 낮게 조정하여 반응시켜야 하는 점이다. 또한 오존 과 과산화수소를 함께 투입하여 반응시키면 다량의 수산화 라디칼이 생성될 수 있으며 이를 이용하여 슬러지를 전처리 할 수 있다. 하지만, 이러한 고도산화법은 비용이 상대적으 로 높기 때문에 여타 물리화학적 처리 기술과 효과적으로 결 합하여 적용할 때, 경제성 있는 공정 구현이 가능하게 된다.
한편, 최근에는 극한 조건을 요구하지 않고도 혐기적 소 화단계에서 바이오가스의 생산량을 증가시키는 peroxymono- sulphate(POMS)나 dimethyl dixoyrane(DMDO) 등의 대체 산화제 사용에 대한 연구도 진행되고 있다.
미생물 및 효소 처리 기술: 최근 미생물이나 효소를 이용해
하·폐수 슬러지를 전처리하는 연구가 수행되고 있다. 예를 들어, 65oC에서 Geobacillus sp. strain AT1의 처리로 바이 오가스가 210% 증가함이 보고되었다. 이러한 생물학적 처 리에서 효소를 사용하지 않고 미생물을 사용할 경우에도 미 생물이 생산하는 효소에 의한 슬러지의 세포벽 분해가 일어 난다. 이 기술은 공정 운영비용이 비교적 저렴하여 연구자들 의 관심을 끌고 있으나 아직까지 상업화되지 못한 상태이다.
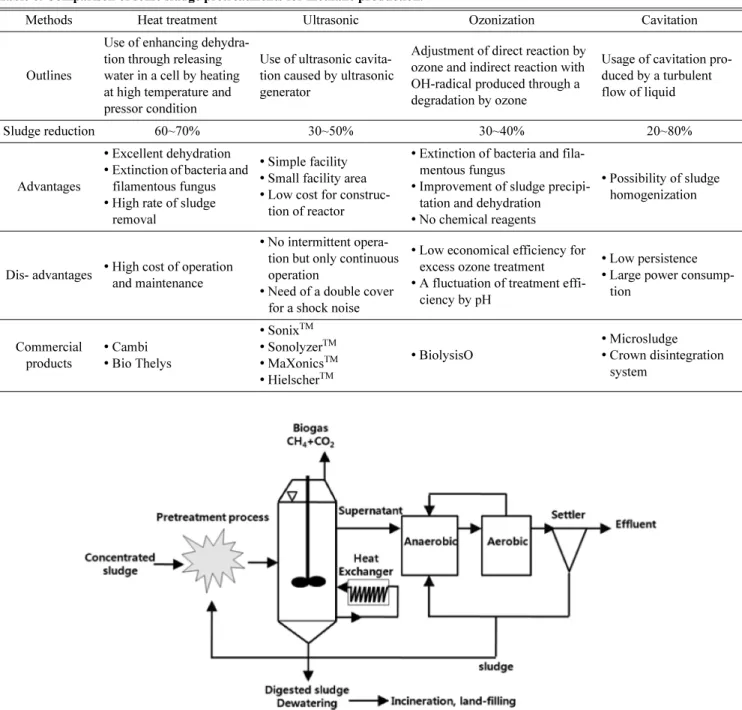
Table 6에 위에서 언급한 내용을 바탕으로 상업화가 일부 이루어진 열처리, 초음파처리, 오존산화, 캐비테이션 공정의 특징과 장단점, 실제 상업적 개발 공정 사례를 제시하였다.
각 기술마다 장단점이 다르기 때문에 각각의 특성을 이해하 고 적용대상에 가장 적합한 기술을 적용하는 것이 중요한 것 으로 판단된다.
Table 4. Overview of acid and alkaline thermal pretreatments for methane production.
Treatment conditions Treatment results Reference
220oC, NaOH, KOH, Mg(OH2), Ca(OH)2 •Reduction of volatile solid of 30% [16]
NaOH •A small reduction of volatile soluble solid
•Improvement of gas production by increasing NaOH usage [17]
NaOH •60% reduction of total soluble solid [29]
NaOH, 130oC •Increase of gas production of 20%
•Enhancement of methane production by 50% [28]
Table 5. Overview of ozonization pretreatments for methane production.
Treatment results Reference
22% increase of soluble solid [4]
Increase of total solid degradation of 28% [10]
Methane production with 112% and increase of
COD degradation of 64% [36]
결 론
혐기성 소화는 완전한 혐기상태를 요구하는 유기물을 CO2
와 메탄으로 전환시키는 복잡한 공정으로 체류시간이 일반 적으로 너무 길어 경제적인 문제점이 있었다. 그러나 최근 의 에너지 문제 및 2012년부터의 슬러지 해양투기 금지로 인하여 슬러지의 혐기적 소화에 의한 가스 생산이 새롭게 조 명을 받게 되었다. 혐기적 소화에서 pH, alkalinity, 온도, 체 류시간 등 여러 가지 변수가 소화과정의 각 단계에서 작용 하고 있으며, 여러 과정을 거치기는 하지만 일반적으로 가
수분해 과정이 혐기성 소화공정의 속도 조절단계로 알려져 있다. 최근에는 여러 가지 전처리 방법을 통해 가수분해 시 간을 크게 줄여 혐기성 소화의 체류시간을 낮출 수 있다는 연구결과가 보고되고 있다. 가수분해 기간 동안 세포벽이 파 괴되고 세포외 고분자 물질이 분해되어 산 생성 미생물이 쉽 게 이용할 수 있는 기질로 변환되는데 앞에서 언급한 바와 같이 가수분해를 위해 다양한 방법들이 이용될 수 있으며 이 들 방법은 각각의 장단점을 가지고 있어 전처리 공정들을 직 접적으로 비교하기는 어렵다. 따라서 동일한 슬러지를 대상 으로 전처리 공정들의 효율을 비교하여 특정 슬러지에 맞는 Table 6. Comparison of some sludge pretreatments for methane production.
Methods Heat treatment Ultrasonic Ozonization Cavitation
Outlines
Use of enhancing dehydra- tion through releasing water in a cell by heating at high temperature and pressor condition
Use of ultrasonic cavita- tion caused by ultrasonic generator
Adjustment of direct reaction by ozone and indirect reaction with OH-radical produced through a degradation by ozone
Usage of cavitation pro- duced by a turbulent flow of liquid
Sludge reduction 60~70% 30~50% 30~40% 20~80%
Advantages
•Excellent dehydration
•Extinction of bacteria and filamentous fungus
•High rate of sludge removal
•Simple facility
•Small facility area
•Low cost for construc- tion of reactor
•Extinction of bacteria and fila- mentous fungus
•Improvement of sludge precipi- tation and dehydration
•No chemical reagents
•Possibility of sludge homogenization
Dis- advantages •High cost of operation and maintenance
•No intermittent opera- tion but only continuous operation
•Need of a double cover for a shock noise
•Low economical efficiency for excess ozone treatment
•A fluctuation of treatment effi- ciency by pH
•Low persistence
•Large power consump- tion
Commercial products
•Cambi
•Bio Thelys
•SonixTM
•SonolyzerTM
•MaXonicsTM
•HielscherTM
•BiolysisO
•Microsludge
•Crown disintegration system
Fig. 8. A conceptual flowchart of one-stage digester for methane production from wastewater sludge.
최적 전처리 공정을 도출해낼 필요가 있다.
한편, 하·폐수 슬러지는 다량의 미생물을 함유하기 때문 에 슬러지의 가수분해에 의해 다량의 질소화합물과 인 화합 물이 포함된 폐수가 발생한다. 따라서 슬러지 처리 전용 혐 기성 소화 공정에는 추가로 질소화합물과 인을 처리할 수 있 는 시설이 설치될 필요성이 있으며 Fig. 8은 본 논문에서 제 시하고자 하는 하·폐수 슬러지의 전용 처리를 위한 가장 간단한 1단 혐기성 소화 공정의 예를 제시하여 주고 있다.
Fig. 8에서 제시하는 메탄 발효용 슬러지 처리 공정은 크게 하·폐수 처리장에서 발생하는 농축된 슬러지를 메탄 발효 효율을 증가시킬 수 있는 전처리 장치, 온도가 잘 조절되는 메탄 발효 장치, 메탄발효 후 발생하는 질소 성분과 인 성분 이 다량 포함된 상등액을 처리할 수 있는 고도 폐수 처리 시 설, 그리고 혐기성 소화조에서 발생하는 소량의 슬러지를 처 리할 수 있는 시설로 크게 구분될 수 있다. Fig. 8에서 제시 하는 그림은 가장 간단한 형태의 처리 시설 모식도이며 향 후 혐기성 소화 효율 및 경제성 증대(시설 규모의 최소화 및 처리비용의 최소화)를 위한 혐기성 소화공정 개발을 위해서 는 각각의 시설에 대한 추가적인 연구와 공정 최적화 연구 가 필요하다고 할 수 있다.
요 약
다양한 하·폐수 처리공정 중 혐기성 소화공정은 이산화 탄소 배출을 감소시키고 생성되는 메탄을 에너지로서 사용 할 수 있는 장점을 가지고 있다. 본 논문에서는 이러한 혐기 성 소화공정의문제점과 보완점에 대해 살펴보았다. 가수분 해과정은 혐기성 소화과정 중 율속단계에 해당하여 소화공 정과정을 촉진시키고 바이오가스의 생산을 증가시키기 위하 여 다양한 전처리 방법이 개발되어왔다. 현재 혐기성 소화 공정을 위한 전처리 방법 중 열처리 방법, 초음파 처리, 기 계적 처리방법, 화학적 처리방법 등이 상업적으로 이용되고 있으며, 이들 공정은 슬러지 플록 또는 세포의 파괴를 통해 세포분획물이 생물학적으로 분해될 수 있는 형태로 전환시 키는 것을 목적으로 한다. 이러한 과정들 모두는 특정 상황 에 따른 장점과 단점을 모두 지니고 있으므로 각 공정과정 에 대한 이해와 이를 통한 적용을 통해 특정 슬러지에 적합 한 최적의 전처리 공정을 도출해 낼 필요가 있다. 또한 혐기 성 소화공정의 효율증대와 경제성 확대를 위한 혐기성 소화 공정 개발이 필요하다고 할 수 있다.
감사의 글
본 논문은 농촌진흥청의 공동연구사업(과제번호: PJ007451, PJ0075022010) 지원에 의해 이루어진 것임.
R
EFERENCES1. Appels, L., J. Baeyens, J. Degrve, and R. Dewil. 2008.
Priciples and potential of the anaerobic digestion of waste- activated sludge. Prog. Energy Combust. Sci. 34: 755-781.
2. Baier, U. and P. Schmidheiny. 1997. Enhances anaerobic degradation of mechanically disintegrated sludge. Water Sci.
Technol. 37: 137-143.
3. Barlindhaug, J. and H. Ødegaard. 1996. Thermal hydrolysate as a carbon source for denitrification. Water Sci. Technol. 33:
99-108.
4. Battimelli, A., C. Millet, J. P. Delgenes, and R. Moletta.
2003. Anaerobic digestion of waste activated sludge com- bined with ozone post-treatment and recycling. Water Sci.
Technol. 48: 61-68.
5. Boe K. 2006. Online monitoring and control of the biogas process. Ph.D. Thesis, Institute of Environment & Resources, Technical University of Denmark.
6. Bougrier, C., J. P. Degenes, and H. Carrére. 2007. Impacts of thermal pre-treatments on the semi-continuous anaerobic digestion of waste activated sludge. Biochem. Eng. J. 34: 20- 27.
7. Choi, H. B., K. Y. Hwang, and E. B. Shin. 1997. Effects on anaerobic digestion of waste activated sludge pre-treatment.
Water Sci. Technol. 35: 207-211.
8. Climent, M., I. Ferrer, M. D. Baeza, A. Artola, F. Vazquez, and X. Font. 2007. Effects of thermal and mechanical pretreatments of secondary sludge on biogas production under thermophilic conditions. Chem. Eng. J. 133: 335-342.
9. Gavala, H., U. Yenal, I. Skiadas, P. Westermann, and B.
Ahring. 2003. Mesophilic and thermophilic anaerobic digestion of primary and secondary sludge. Effect of pre- treatment at elevated temperature. Water Res. 37: 4561- 4572.
10. Goel, R, T. Tokutomi, and H. Yasui. 2003. Anaerobic diges- tion of excess activated sludge with ozone pre-treatment.
Water Sci. Technol. 47: 207-214.
11. Hiraoka, M., N. Takeda, S. Sakai, and A. Yasuda. 1989.
Highly efficient anaerobic digestion with thermal pre-treat- ment. Water Sci. Technol. 17: 54.
12. Hur, N. H. 2008. Production of biogas and its application in developed countries. Fishing and agrarian villages and environment. 99: 64-78.
13. Hwang, M. H., N. J. Jang, S. H. Hyum, and I. S. Kim. 2004.
Anaerobic bio-hydrogen production from ethanol fermenta- tion: the role of pH. J. Biotechnol. 111: 297-309.
14. Kampas, P., S. A. Parsons, P. Pearceb, S. Ledouxb, P. Valec, J. Churchleyc, and E. Cartmella. 2007. Mechanical sludge disintegration for the production of carbon source for biological nutrient removal. Water Res. 41: 1734-1742.
15. Kelleher, B. P., J. J. Leahy, A. M. Henihan, T. F. O'Dwyer, D. Sutton, and M. J. Leahy. 2000. Advances in poultry litter disposal technology - a review. Bioresour. Technol. 83: 27- 36.
16. Kim, J., C. Park , T-.H. Kim, M. Lee, S. Kim, S-.W. Kim, and J. Lee. 2003. Effects of various pretreatments for en- hanced anaerobic digestion with waste activated sludge. J.
Biosci. Bioeng. 95: 271-275.
17. Knezevic, Z., D. S. Mavinic, and B.C. Anderson. 1995. Pilot scale evaluation of anaerobic codigestion of primary and pretreated waste activated sludge. Water Environ. Res. 67:
835-841.
18. Li, Y. Y. and T. Noike. 1992. Upgrading of anaerobic digestion of waste activated sludge by thermal pre-treatment.
Water Sci. Technol. 3-4: 857-866.
19. Machnicka, A., J. Suschka, and K. Grbel. 2005. The Intensi- fication of Sewage Sludge Anaerobic Digestion by Partial Disintegration of Surplus Activated Sludge and Foam w:
Integration and Optimization of Sanitation Systems In Urban Areas: proceedings of Polish-Swedish seminars, Cracow, March 17-18, 2005, 13: s.87-94.
20. Malina, J. F. and F. D. Pohland. 1992. Design of Anaerobic Processes for the Treatment of Industrial and Municipal Wastes. Technomic Publishing Co. Inc., 7: 3-33.
21 Ministry of Environment in Korea. 2009. “2008 Production and treatment of waste in Korea”.
22. Neis, U., A. Tiehm, and K. Nickel. 2000. Enhancement of anaerobic sludge digestion by ultrasonic disintegration.
Water Sci. Technol. 42: 73-80.
23. Pinnekamp, J. 1989. Effects of thermal pre-treatment of sewage sludge on anaerobic digestion. Water Sci. Technol.
21: 97-108.
24. Qasim, S. R. 1999. Wastewater Treatment Plants: Planning.
Design and operation. 2nd ed. Boca Raton: CRC Press.
25. Rehm, H. J., G. Reed, A. Phler, and P. J. W. Stadler. 2000.
Biotechnology, vol. 11A: Environmental processes I, 2nd ed.
New York: Wiley.
26. Rivard, C. J. and N. J. Nagle. 1996. Pre-treatment technology for the beneficial reuse of municipal sewage sludges. Appl.
Bioch. Biotechnol. 57-58: 983-991.
27. Shimizu, T., K. Kudo, and Y. Nasu. 1993. Anaerobic waste-
activated sludge digestion - a bioconversion mechanism and kinetic model. Biotechnol. Bioeng. 41: 1082-1091.
28. Tanaka, S., T. Kobayashi, K. Kamiyama, and M. L. S. Bildan.
1997. Effects of thermochemical pre-treatment on the an- aerobic digestion of waste activated sludge. Water Sci.
Technol. 8: 209-215.
29. Tanaka, S. and K. Kamiyama. 2002. Thermochemical pre- treatment in the anaerobic digestion of waste activated sludge. Water Sci. Technol. 46: 173-179.
30. Tiehm, A, K. Nickel, M. Zellhorn, and U. Neis. 2001. Ultra- sonic waste activated sludge disintegration for improving anaerobic stabilization. Water Res. 35: 2003-2009.
31. Turovskiy, I. S. and P. K. Mathai. 2006. Wastewater sludge processing. New York: Wiley.
32. Valo, A., H. Carrére, and J. Delgené. 2004. Thermal, chemi- cal and thermo-chemical pretreatment of waste activated sludge for anaerobic digestion. J. Chem. Technol. Biotechnol.
79: 1197-203.
33. Varel, V. H., H. R. Isaacson, and M. P. Bryant. 1977.
Thermophilic methane production from cattle waste. Appl.
Environ. Microbiol. 33: 298-307.
34. Wang, Q., M. Kuninobu, K. Kamimoto, H. I. Ogawa, and Y.
Kato. 1999. Upgrading of anaerobic digestion of waste activated sludge by ultrasonic pre-treatment. Bioresource Technol. 68: 309-313.
35. Weemaes, M. P. J. and W. Verstraete. 1998. Evaluation of current wet sludge disintegration techniques. J. Chem.
Technol. Biotechnol. 73: 83-92.
36. Weemaes, M., H. Grootaerd, F. Simoens, and W. Verstraete.
2000. Anaerobic digestion of ozonized biosolids. Water Res.
34: 2330-2336.
37. Zheng, J., R. A. Graff, J. Fillos, and I. Rinard. 1998. Incor- poration of rapid thermal conditioning into a wastewater treatment plant. Fuel Process Technol. 56: 183-200.
(Received Oct. 6, 2010/Accepted Nov. 23, 2010)
![Fig. 2. Process flowchart of the sludge process step [1].](https://thumb-ap.123doks.com/thumbv2/123dokinfo/5437222.233644/2.892.78.428.161.420/fig-process-flowchart-sludge-process-step.webp)