1. 여는 글
1)
제21차 유엔기후변화협약 당사국 총회(Conference of the parties, COP)가 파리에서 2015년 말에 개 최됨에 따라 신기후체제(Post 2020)가 도래하였 다. 세계 온실가스 배출 순위에서 한국은 7위를 차 지하고 있고, 최근 100년간 누적 배출량 16위 국 가로서 2030년까지 31,472만 톤 CO2eq/년을 감축 해야 하는 상황에 직면해 있다.
일반적으로 온실가스는 CO2와 Non-CO2 온실 가스(CH4, N2O, PFCs, HFCs, SF6)로 구분되는데, Table 1에서 보는 바와 같이 Non-CO2 온실가스들 은 지구온난화지수(Global warming potential, GWP) 가 CO2에 비해 매우 높은 특징을 가지고 있다.
GWP가 매우 높은 Non-CO2 온실가스 중에서 웃음가스(Laughing Gas)로 알려져 있는 아산화질 소(N2O)는 화학적으로 안정하기 때문에 지구 대 기의 대류권에서는 거의 저감되지 않고 성층권에 서 자외선에 의해 저감되거나 산소와 반응하여 NO와 NO2의 주요 기원물질로 작용한다. N2O로
저자(E-mail: [email protected])
부터 생성된 NO와 N2O는 연속적인 반응에 의해 오존층을 파괴시키는 것으로 알려져 있다. N2O가 오존층의 파괴에 미치는 영향은 CO2가 미치는 영 향의 약 10% 정도지만 대기 중에서 자연적으로 저감되는데 약 150년 정도가 소요되고 지구온난 화지수가 CO2에 비해 310배 높은 것으로 알려져 있어 지구온난화에 미치는 영향을 무시할 수 없는 상황이다.
N2O의 분자 구조를 살펴보면 비대칭적인 N-N-O 분자의 bond order는 N-N 분자가 약 2.7, N-O 분자가 약 1.6으로 N2O 저감 시 N-O 결합의 저감이 우선적으로 일어난다. N-O 결합의 열저감 에 대한 활성화 에너지는 약 250-270 kJ/mol이며,
N
2O 저감 기술 및 촉매 연구 개발 동향
전 상 구
한국에너지기술연구원, 기후변화연구본부
R&D Trends of N
2O Abatement Technology and Catalyst
Sang Goo Jeon
Climate Change Research Division, Korea Institute of Energy Research
Abstract: 신기후체제(Post 2020)에 따른 온실가스 감축은 전 세계적인 관심이 되고 있다. 6대 온실가스 중의 하나인 N2O는 다양한 산업공정에서 배출되고 있지만 한정된 공정에만 저감 기술이 적용되고 있다. 일부 선진국을 제외하고 는 한국뿐만 아니라 대부분의 국가에서 N2O 저감 기술을 보유하지 못하고 있으며, 특히 촉매와 같은 요소 기술은 개발에 대한 노력이 부족한 실정이다. 본 고에서는 N2O 배출 특성과 N2O 저감을 위하여 현재까지 개발된 촉매들의 현황을 파악하고 최근 집중적으로 연구되고 있는 N2O 저감 촉매 분야에 대하여 소개하고자 한다.
Keywords: N2O, NO, abatement, catalyst
Greenhouse gas GWP
CO2 1
CH4 21
N2O 310
PFCs 6,500 - 9,200
HFCs 150 - 11,700
SF6 23,900
Table 1. GWP Values of Greenhouse Gases
열저감은 900 K 이상의 온도에서 진행되는 발열 반응이다(식 (1) 참조).
2N2O → 2N2 + O2 (△Hro (298) = -163 kJ/mol) (1)
이러한 특성을 가지고 있는 N2O를 저감하는 대 표적인 기술들로는 단순히 직접적인 가열을 통한 열분해 기술과 촉매를 사용하는 기술로 크게 나눌 수 있으며, 상온에서 전기화학 반응을 이용한 N2O 분해기술도 연구되고 있다.
본 고에서는 다양한 산업공정 발생원에서 배출 되고 있는 N2O의 발생 특성을 살펴보고, N2O를 저감하는 기술 중에서 촉매를 이용한 저감 방법 및 적용된 촉매에 대해 알아보고자 한다. 또한, 최 근 N2O 저감 촉매의 연구 동향 및 개발 방향에 대 해 소개하고자 한다.
2. N
2O 온실가스 저감
2.1. N2O 온실가스 발생원
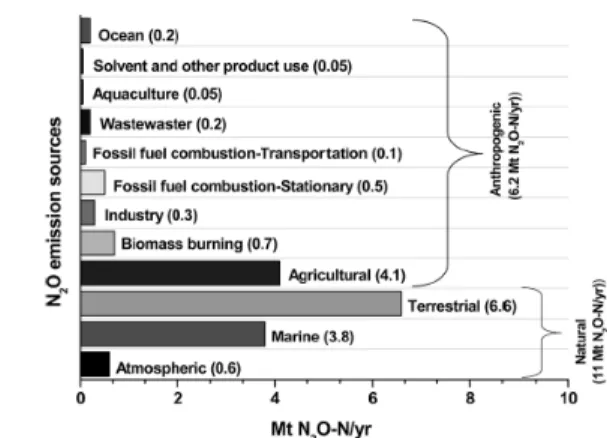
Figure 1에서 보는 바와 같이 N2O는 삼림이나 해양 등의 자연발생원에서 매우 다양하게 배출되 고 있지만 농지 및 연소/소각 공정을 포함한 산업
공정의 인위적 배출 요인 또한 많은 비중을 차지 하고 있다.
농지를 제외한 N2O의 주요 인위발생원에는 크 게 연소/소각 시설, 화학물질 생산 공정 및 반도체/
디스플레이 전자산업으로 구분할 수 있다. 석탄이 나 하수오니 등의 유동층 연소과정에서 발생하는 N2O의 경우 유기성 폐기물의 증가와 화석연료의 사용량이 증가됨에 따라 상당한 양의 N2O가 배출 되고 있으며, 특히 유동층 운전조건(700~800 ℃) 에 의해 반응 원료에 포함된 질소 성분이 N2O의 형태로 전환된다.
N2O를 배출하는 대표적인 화학물질 생산 공정 은 아디프산, 질산, 카프로락탐 등의 생산 공정이 다. 화학물질 생산 공정에서 배출되는 N2O는 농축 된 상태로 제한된 구역 내에서 고농도로 배출되기 때문에 단기간 내에 매우 경제적이고 효과적인 방 법으로 저감이 가능하다. 따라서, 다양한 선진국의 기술을 도입한 CDM 사업이 적용되어 N2O 배출 량 저감에 크게 기여하고 있다.
최근에 N2O 배출원으로서 크게 주목받고 있는 곳이 반도체 및 디스플레이를 생산하는 전자산업 이다. 여러 단계의 제조 공정 중에서 CVD (Chemical vapor deposition) 증착 공정 등에 산화 제로 사용되는 N2O의 공급량이 급증하고 있기 때 문에 N2O 배출량 또한 비례해서 증가하고 있다.
그러나, 전자산업의 특성상 N2O 사용량 및 배출량 이 제대로 산정되지 않고 있고, 생산 공정에서의 공정 안정성으로 인하여 N2O 저감에 큰 관심을 두지 않고 있다. 또한, 배출되는 N2O의 농도가 일 정하지 않으며 배가스 중에 산성가스 및 불화가스 등의 다양한 가스가 함유되어 있기 때문에 N2O 저감기술을 적용하기 어려운 실정이다.
현재 다양한 N2O의 배출원 중에서 N2O 저감 기술이 적용되어 있는 배출원은 아직까지는 아디 프산, 질산 및 카프로락탐 등의 화학물질 생산 공 정뿐이다. 그러나, 신기후체제에 대비하여 온실가 스 규제가 점차적으로 강화될 것으로 예상되기 때 문에 화학물질 생산 공정 이외의 다양한 배출원에 적용하는 기술들에 대한 개발이 이루어지고 있고,
* 출처 : ACS Catal., 5, 6397-6421 (2015).
Figure 1. Current natrural and anthropogenic N2O emissions in Mt N2O-N/yr (megatons of N2O in equivalent nitrogen units per year).
개발된 N2O 저감 기술들의 효율성을 좀 더 향상 시키기 위한 노력 또한 계속되고 있다.
2.2. N2O 온실가스 저감 기술
N2O를 저감하는 방법은 일반적으로 두 가지 방 식으로 구분될 수 있다. 첫 번째는 N2O의 생성을 억제하는 방법이고 두 번째는 공정에서 생성된 N2O를 후단에서 저감하는 방법이다. N2O의 생성 을 억제하는 대표적인 방법으로는 유동층 연소 공 정에서 특수한 유동매체를 사용하여 N2O의 배출 을 억제하는 방법과 자동차 등과 같은 이동발생원 에서 대기오염물질 제거 촉매를 N2O 생성을 억제 하는 촉매로 대체하는 방법이 있다. 그러나, 아직 이러한 기술들은 N2O가 배출되는 조건 및 특성 변화가 심하기 때문에 기술을 적용하기에는 많은 시간이 요구되고 있다. 따라서, 본 고에서는 연소/
소각 및 산업공정에서 생성된 N2O를 저감하는 기 술에 국한하여 개발되고 있는 촉매 기술을 설명하 려고 한다.
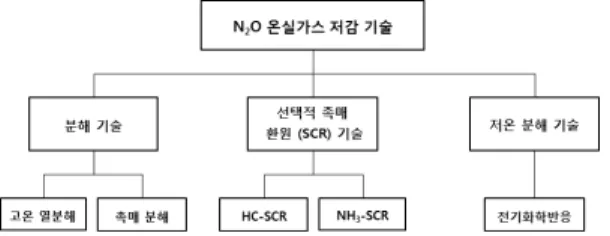
Figure 2는 고정원에서 N2O를 저감하는 기술들 을 정리한 그림이다. 그림에 나타낸 것처럼 N2O를 저감하는 기술은 열분해 기술, 선택적 촉매환원 기술(SCR, Seclective Catalytic Reduction), 그리 고 저온 분해 기술로 분류할 수 있다. 열분해 기술 의 경우에는 다시 고온 열분해와 촉매 분해로 구 분되어지는데 고온 열분해 기술은 공정이 단순하 고 아디프산 생산 공정처럼 대량의 N2O가 배출되 는 공정에 적용되는 기술이다. 촉매 분해 기술도 열분해 기술에 비해 분해온도를 낮출 수는 있지만 여전히 500 ℃ 이상의 반응온도가 요구된다.
가장 활발히 적용되고 있는 선택적 촉매 환원 방법은 환원제를 사용하여 N2O를 저감하는 방법
이다. 선택적 촉매 환원 기술은 환원제의 종류에 따라 NH3-SCR과 HC (hydrocarbon)-SCR로 분류 되어지는데 수소나 일산화탄소 등을 환원제로 사 용하는 촉매들도 연구되고 있다. NH3-SCR N2O 저감 공정은 이미 상용화되어 사용되고 있는 NH3-SCR NOx 저감 공정과 매우 유사하며, 암모 니아를 환원제로 이용하기 때문에 NOx와 N2O의 동시 저감도 가능하다.
암모니아 환원제는 반응이 용이한 장점이 있지 만 이송 및 저장문제와 안전성에서 많은 문제점을 가지고 있다. 이러한 문제점을 극복하기 위하여 개발된 공정이 HC-SCR N2O 저감 공정이다. 탄화 수소는 암모니아에 비해 위험 소지가 낮을 뿐만 아니라 배가스 중에 미연소 탄화수소가 존재할 경 우에 추가적으로 환원제를 주입할 필요가 없다.
그러나, NH3-SCR 공정에 비해 상대적으로 활성 이 떨어지며, 반응 온도가 조금 높은 단점을 가지 고 있다. 또한, 주요 배출원인 질산 생산 공정등과 같은 화학공정보다는 탄화수소를 연료로 사용하 는 연소 공정 등에 적용이 용이한 공정이다.
저온 N2O 분해 기술은 전기에너지로 N2O를 분 해하는 기술로써 상온에서도 N2O를 분해할 수 있 다는 장점이 있지만 고농도에는 적용할 수 없으 며, N2O 이외의 다른 불순물이 있는 경우에는 적 용이 어렵다. 따라서, 아직까지는 일부에서만 적용 가능한 한정된 기술이며, N2O의 저감 효율이 높은 전극재료 및 전해질의 개발, 산소에 의한 성능저 하를 방지할 수 있는 추가적인 개발이 요구된다.
3. N
2O 온실가스 저감 촉매 개발
인위적인 발생원에서 N2O를 저감하는 촉매기 술은 저감이 용이한 화학공정에 집중되어 있다.
최근에 연소/소각이나 전자산업 등과 같은 발생원 에 적용하기 위하여 많은 연구가 진행되고 있지만 대부분의 촉매 기술은 화학공정에 최적화되어 개 발되었다. 촉매 기술이 적용된 대표적인 N2O 발생 원은 아디프산 및 질산공정으로서 여기에서는 이 러한 발생원에 적용된 촉매 공정 및 기술들에 대
Figure 2. Classification of N2O abatement technologies.
해 상세하게 알아보고자 한다.
3.1. 아디프산(Adipic Acid) 생산 공정 아디프산 생산 공정의 N2O 저감에는 열분해 기 술과 촉매 분해 기술이 적용되어 운전되고 있다.
열분해 기술을 이용한 저감 방법이 비교적 용이하 기 때문에 열분해 기술의 점유율이 상당히 높은 편이지만, 열분해 온도가 1,000 ℃로 에너지 소비 가 많은 단점이 있기 때문에 촉매를 사용하여 분 해 온도를 낮추기 위한 공정들도 점점 많아지고 있는 추세이다.
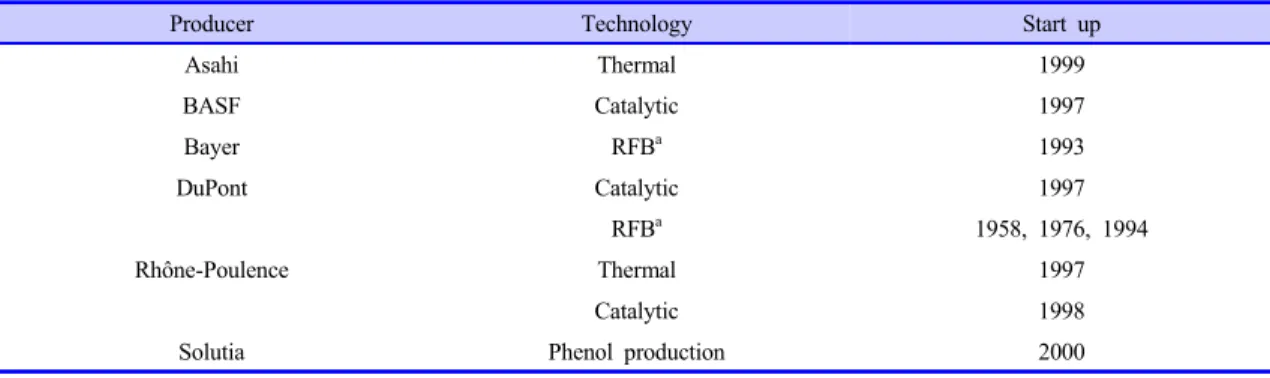
Shmizu 등[1]에 의하면 주요 아디프산 생산 공 정에는 대부분의 N2O 저감 설비가 설치되어 있으 며, 전 세계적으로 아디프산 생산과정에서 발생하 는 80% 이상의 N2O가 처리되어 대기 중으로 배 출되고 있다. Table 2는 아디프산 생산 공정에서 발생하는 N2O 감축기술 현황을 나타낸 표이다.
아디프산 생산 공정에서 발생되는 N2O의 촉매
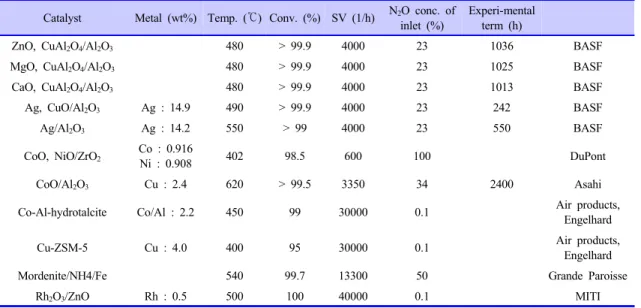
저감 공정의 개념은 Figure 2와 같으며, Table 3에 는 사용되는 촉매 및 저감 효율에 대해 정리하였 다[1,2]. Table 2에서 보는 바와 같이 촉매 분해의 반응 온도는 약 500 ℃ 전후로 1,000 ℃ 이상의 온 도가 요구되는 열분해에 비해 비교적 저온에서 반 응이 진행되며, 98% 이상의 높은 저감률을 가지 는 것으로 알려져 있다. 사용되는 촉매들은 일부 에서 제올라이트 계열을 사용하기도 하지만 대부 분 산화물 계열이나 전이금속을 담지한 담지촉매 들이 주를 이루고 있다.
3.2. 질산(Nitric Acid) 생산 공정
비료의 수요와 밀접한 관계에 있는 질산의 생산 량은 전 세계적으로 식량 소비와 농작물에 대한 수요의 증가와 맞물려 질산을 생산하는 공정 또한 증가하고 있다. 질산 생산 공정의 경우 배출되는 N2O는 3,000 ppm 내외의 고농도 N2O가 배출되고 있으며, N2O를 저감하는 기술 또한 가장 활발히 적용되어 있다. 질산 공정에서 촉매를 이용하여 N2O를 저감하는 방법은 공정에서의 적용 위치에 따라 Figure 4의 숫자에 나타난 바와 같이 Primary, Secondary, Tertiary, Quaternary의 4가지로 분류될 수 있다.
Oswald process를 토대로 한 질산 생산은 (1) 암모니아의 촉매 산화(또는 연소) 공정 : NO 생성, (2) NO 산화 공정 : NO2의 생성, (3) NO2의 물 흡 수 공정 : 질산 생산의 3단계로 구분되어진다.
Producer Technology Start up
Asahi Thermal 1999
BASF Catalytic 1997
Bayer RFBa 1993
DuPont Catalytic 1997
RFBa 1958, 1976, 1994
Rhône-Poulence Thermal 1997
Catalytic 1998
Solutia Phenol production 2000
a Reducing flame burner.
* 출처 : Chemosphere-Global Change Science, 2, 425-434 (2000).
Table 2. N2O Abatement Technologies in Adipic Acid Production Process
* 출처 : Appl. Catal. B, 9, 25-64 (1996).
Figure 3. Flow scheme of adipic acid flue gas treatment.
N2O의 1차 저감기술(Primary abatement)은 암모 니아의 산화단계에 적용하는 기술로서, NO의 수 율을 높이고 N2O의 생성을 최대한 억제시키려는 기술이다. 1차 저감 기술로는 산화 최적화, Pt 또 는 Pt-rh 산화 촉매의 개선, 그리고 산화물기반의
연소 촉매등이 있다. Pt 또는 Pt-rh 촉매는 거즈 (gauze) 형태의 촉매들이 사용되는데 이러한 거즈 형태의 촉매들의 형태를 변형시킴으로써 N2O의 생성을 억제시키고 NO의 수율을 향상시키려 하 고 있다(Figure 5 참조)[3].
Catalyst Metal (wt%) Temp. (℃) Conv. (%) SV (1/h) N2O conc. of inlet (%)
Experi-mental term (h)
ZnO, CuAl2O4/Al2O3 480 > 99.9 4000 23 1036 BASF
MgO, CuAl2O4/Al2O3 480 > 99.9 4000 23 1025 BASF
CaO, CuAl2O4/Al2O3 480 > 99.9 4000 23 1013 BASF
Ag, CuO/Al2O3 Ag : 14.9 490 > 99.9 4000 23 242 BASF
Ag/Al2O3 Ag : 14.2 550 > 99 4000 23 550 BASF
CoO, NiO/ZrO2 Co : 0.916
Ni : 0.908 402 98.5 600 100 DuPont
CoO/Al2O3 Cu : 2.4 620 > 99.5 3350 34 2400 Asahi
Co-Al-hydrotalcite Co/Al : 2.2 450 99 30000 0.1 Air products,
Engelhard
Cu-ZSM-5 Cu : 4.0 400 95 30000 0.1 Air products,
Engelhard
Mordenite/NH4/Fe 540 99.7 13300 50 Grande Paroisse
Rh2O3/ZnO Rh : 0.5 500 100 40000 0.1 MITI
* 출처 : Chemosphere-Global Change Science, 2, 425-434 (2000).
Table 3. Reaction Conditions and Results of Catalytic Decompostion
* 출처 : Appl. Catal. B, 44, 117-151 (2003).
Figure 4. Flowsheet of a dual-pressure nitric acid plant.
Pt-Rh 거즈의 고비용 문제를 해결하기 위하여 N2O의 분해 활성이 있는 산화물 기반의 연소 촉 매가 제안되었다. 산화물 기반의 연소 촉매들은 Co, Fe, Bi, Mn, Cr, Ni 등의 산화물과 복합 산화 물(perovskites, spinel) 촉매도 보고되고 있는데, 주로 Co3O4 촉매들이 많이 사용되며, 세륨이나 란 탄늄을 조촉매 또는 안정제로 첨가하기도 한다.
그러나, 산화물 기반 연소 촉매들은 아직 연구가 단순히 실험실 수준에 지나지 않으며, 가장 큰 단 점은 95~97%에 달하는 Pt-rh 거즈 촉매의 높은 NO 수율에 비해 산화물 기반 연소 촉매의 낮은 NO 수율(88~92%)이다. 따라서, 1차 저감 기술들 이 기술적으로는 타당성이 있으나, 다른 대체기술 의 존재로 일반적으로 논의되지는 않는다.
2차 저감기술(Secondary abatement)은 암모니 아를 산화하여 NO를 생성하는 단계 이후에 흡수 탑 전단에서 N2O를 저감하는 기술이다(Figure 6 참조). 이 기술에서는 분해 촉매를 사용하여 N2O 를 저감한다. 2차 저감기술에 사용되는 촉매로는 초기에 산화물 계열 담지 촉매나 스피넬(spinel) 구조를 갖는 촉매들이 주로 사용되었으나, 최근에 는 제올라이트 계열 촉매에서 비활성 조건에서도 좋은 결과를 보여주고 있다.
BASF에서 개발한 CuO/Al2O3는 80~90%의 N2O 저감 성능을 보유하고 있으며, NO 수율의 손 실(< 0.5% 이하)은 발생하지 않는 것으로 알려져
있다. 또한, 촉매의 비활성도 크게 나타나지 않았 지만, 촉매에 들어있는 Cu의 leaching이 발생한다 면 비료 생산 공정에서 질산암모늄을 분해할 위험 성을 내재하고 있기 때문에 여전히 상업화에 큰 단점을 가지고 있다[4].
Nork hydro는 높은 N2O 저감 활성을 가지고 있 지만 활성촉매의 비활성 속도가 매우 빠른 co- balt-oxide spinel 구조의 단점을 개선하기 위하여 CeO2를 담체로 하는 담지 촉매를 개발하였다. 이 촉매는 Figure 7에서 보는 바와 같이 기존 분해 촉 매에 비해 높은 활성(N2O 전환율 > 90%)과 선택 성(NO loss < 0.5%)을 나타낸다고 보고되었다[5].
Uhde에서는 철 이온이 담지된 제올라이트 계열 (MFI, BEA, MEL, FER, MOR) 촉매를 사용하는
* 출처 : Appl. Catal. B, 44, 117-151 (2003).
Figure 5. Commercial Pt-Rh catalysis of different geometries for NH3 oxidation : (a) woven gauze, and (b-d) knitted gauzes.
* 출처 : Appl. Catal. B, 44, 117-151 (2003).
Figure 6. Secondary abatement measure : in-progress-gas catalytic N2O decomposition.
* 출처 : Appl. Catal. B, 44, 117-151 (2003).
Figure 7. Lab-scale testing for in-progress N2O decom- position : N2O conversion vs. time-on-stream of different Co-based catalysts.
새로운 공정을 제안하였다. 이러한 촉매는 3차 저 감 기술(Tertiary abatement)에서도 거의 유사한 촉매 시스템으로 사용될 수 있다. 실험실 실험에 서 이 촉매는 773 K의 반응 온도 조건에서 100%
N2O 전환율을 나타내었다[6]. 그러나, 실제 현장 조건에서 수분 함량이 높은 고온의 가스 특성은 제올라이트의 dealumination을 촉진시켜 촉매의 안정성에 큰 영향을 미칠 수 있다.
3차 저감기술(Tertiary abatement)은 흡수탑 후 단에 설치되어 흡수탑 tail gas의 N2O를 제거하는 기술이며, 적용된 기술은 크게 촉매 분해와 촉매 환원기술로 구분된다. 3차 저감 기술의 특징은 흡 수탑 후단에 적용되므로 질산 생산 공정의 주요 부분에 영향을 주지 않는 큰 장점을 가지고 있다.
Tail gas는 N2O, NOx, O2 그리고 H2O를 포함하고 있으며, 운전되는 동안 Table 4에 나타낸 범위 안 에서 다양한 농도 분포를 보인다.
3차 저감기술에 적용된 촉매 분해 기술은 2차 저감기술과 유사하게 N2O를 질소와 산소로 분해 한다. 촉매 분해는 열분해에 비해 온도가 낮고 환 원제를 사용하지 않기 때문에 경제적으로 매력적 인 공정이지만 실제 현장 조건에서의 가스 성분 및 공간속도 조건에서 좋은 활성을 나타내지는 못 한다. 촉매 분해에 사용되는 촉매는 여러 가지 담 체(ZnO, CeO2, Al2O3, TiO2, ZrO2, hydrotalcites, perovskites)에 전이금속(Cu, Co, Ni)과 귀금속 (Rh, Ru, Pd)이 담지된 촉매들이 보고되었다[7].
이들 촉매들은 N2O와 He의 반응 가스 조건에서 높은 활성을 나타내고 있지만 Tail gas에 포함된 다른 성분(O2, NOx, H2O)들이 존재하는 조건에서
는 매우 낮은 반응 속도를 보이거나 촉매의 비활 성이 관찰된다.
최근에는 이온교환으로 제조된 Fe-ZSM5 촉매 가 새로운 대안 촉매로 제안되었다[8]. Fe-zeolite 촉매 상에서 산소는 반응에 거의 영향을 주지 않 고, NO는 오히려 촉매의 N2O 저감 성능을 향상시 킨다. Tail gas에 포함된 수분은 활성점을 수산화 (hydroxylation)시키고 제올라이트 기공에 흡착되 어 여전히 반응을 저해하지만 NO가스의 반응 향 상으로 인하여 750 K의 반응 온도에서 100% N2O 전환율을 보인다.
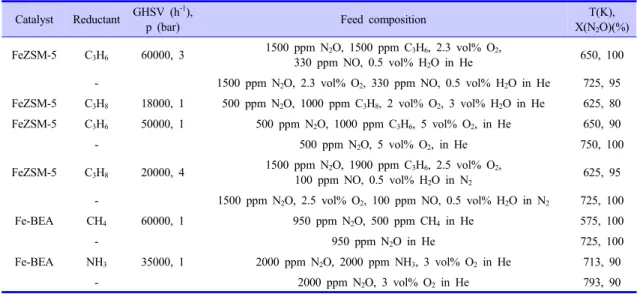
3차 저감기술에 적용된 촉매 환원 기술은 환원 제로 propane, propene, natural gas, LPG (a mix- ture of propane and butane) 등의 탄화수소 환원제 와 암모니아가 사용된다. Table 5에 나타낸 것처 럼 탄화수소를 환원제로 사용하는 촉매 환원기술 에는 주로 ZSM-5 또는 BEA 제올라이트에 철 이 온이 담지된 촉매가 사용된다. 암모니아 보다는 탄화수소를 환원제로 사용하는 기술이 많이 적용 되어 있는데 이는 암모니아 환원제를 사용하는 촉 매 보다 반응온도에서 좀 더 이점이 있기 때문이 다. Figure 8을 살펴보면 탄화수소 환원 촉매의 반 응 조건은 약 573~648 K로 분해 촉매에 비해 약 100 K 정도 낮은 경향을 보인다. H2O 같은 비활 성 성분이 존재하는 경우에도 높은 안정성을 보인 다. 이러한 거동은 기타의 다른 금속-제올라이트 촉매들이 탄화수소에 의해 영향을 받거나 비활성 되는 경우와 전혀 다른 점이다.
암모니아를 환원제로 사용하는 경우에는 BEA, MFI, FAU, FER 등과 같이 좀 더 다양한 담체들
Gas Concentration Typical value
NOx (ppm) 100-3500 200a
N2O (ppm) 300-3500 1500
O2 (vol%) 1-4 2.5
H2O (vol%) 0.3-2 0.5
a Modern nitric acid plants.
* 출처 : Appl. Catal. B, 44, 117-151 (2003).
Table 4. Composition of the Tail-gas at the Outlet of the N2O Absorber for a Nitric Acid Plant of 1500 tHNO3 Per Day and a Tail-gas Flow of 200,000 Nm3h-1
에 철 이온을 담지하여 사용한다. Mauvezin 등[9]
은 Fe-BEA와 Fe-FER 촉매를 이용하여 H2O와 NO가 없는 조건에서 실험을 진행하였으며, 715 K 이하의 온도에서 95%의 N2O 저감 성능을 달성 하였다. 암모니아가 질산 공정에서 사용이 용이하 다고 할지라도 탄화수소를 환원제로 사용하는 공 정에 비해 높은 반응온도로 인해 아직까지는 경쟁 력이 있지는 않다. 그러나 탄화수소 환원제를 사
용하는 기술은 N2O 저감에 있어서 NO가 저해 요 인으로 작용하지만 암모니아 환원제를 사용하는 공정에서는 N2O 저감 반응이 촉진된다. 최근 일부 연구자들에 의해 암모니아 환원제를 사용하여 NO 와 N2O를 동시에 저감하는 공정이 제안되었고, 암 모니아 촉매 환원 기술은 경쟁력을 갖추기 위해서 많은 연구가 진행되고 있다.
4차 저감기술(Quaternary abatement)은 공정의 tail gas 팽창조(expander)와 공정의 맨 끝단인 stack 사이에 적용하여 N2O를 저감하는 기술이다.
이러한 공정의 장점은 기존 공정을 수정할 필요가 없다는 것이지만, 낮은 온도와 압력으로 인하여 추가적인 연료를 사용하거나 반응기의 크기가 커 지기 때문에 반응기의 압력강하를 고려하여 촉매 를 설계하여야 한다. 사용되는 촉매 기술은 3차 저 감 기술에서 사용되는 기술과 유사하지만 탄화수 소를 환원제로 사용하는 경우에는 환경 문제로 인 하여 natural gas를 사용하지 못한다. 4차 저감기술 에서 촉매 이용 N2O 전환율은 70% 정도로 보고되 었다. 4차 저감기술은 기술 적용이 용이하고 기존 설비에 영향을 주지 않고 설치될 수 있는 장점이 있다 할지라도 비용적인 면이나 효율성에서 부족 하기 때문에 많은 연구가 이루어지지는 않고 있다.
Catalyst Reductant GHSV (h-1),
p (bar) Feed composition T(K),
X(N2O)(%) FeZSM-5 C3H6 60000, 3 1500 ppm N2O, 1500 ppm C3H6, 2.3 vol% O2,
330 ppm NO, 0.5 vol% H2O in He 650, 100 - 1500 ppm N2O, 2.3 vol% O2, 330 ppm NO, 0.5 vol% H2O in He 725, 95 FeZSM-5 C3H8 18000, 1 500 ppm N2O, 1000 ppm C3H8, 2 vol% O2, 3 vol% H2O in He 625, 80 FeZSM-5 C3H6 50000, 1 500 ppm N2O, 1000 ppm C3H6, 5 vol% O2, in He 650, 90
- 500 ppm N2O, 5 vol% O2, in He 750, 100
FeZSM-5 C3H8 20000, 4 1500 ppm N2O, 1900 ppm C3H6, 2.5 vol% O2,
100 ppm NO, 0.5 vol% H2O in N2 625, 95 - 1500 ppm N2O, 2.5 vol% O2, 100 ppm NO, 0.5 vol% H2O in N2 725, 100
Fe-BEA CH4 60000, 1 950 ppm N2O, 500 ppm CH4 in He 575, 100
- 950 ppm N2O in He 725, 100
Fe-BEA NH3 35000, 1 2000 ppm N2O, 2000 ppm NH3, 3 vol% O2 in He 713, 90
- 2000 ppm N2O, 3 vol% O2 in He 793, 90
* 출처 : Appl. Catal. B, 44, 117-151 (2003).
Table 5. Representative Performances of Fe-zeolite Catalysts for Catalytic Tail-gas N2O Abatement
* 출처 : Appl. Catal. B, 44, 117-151 (2003).
Figure 8. N2O conversion vs. Temerature over Fe-ZSM-5 in simulated tail-gases from nitiric acid plants : ◆ (N2O),
◇ (N2O+O2), ● (N2O+NO), ○ (N2O+H2O), ▼ (N2O+O2+ NO+H2O), ▽ (N2O+O2+NO+H2O+C3H6).
4. 신촉매 개발 동향
앞에서 살펴보았듯이 인위적인 N2O 배출은 점 점 증가하고 있지만 N2O 저감 기술은 일부 화학 공정에만 적용되어 있는 실정이다. 또한, 화학공정 의 경우 이미 상용기술이 개발되어 있다할지라도 좀 더 효율적이고 경제적인 측면에서 촉매 기술의 향상은 계속적으로 요구되고 있다. 이러한 요구에 부응하기 위하여 최근 N2O 저감 연구에서 개발이 집중되고 있는 촉매 기술을 알아보고자 한다.
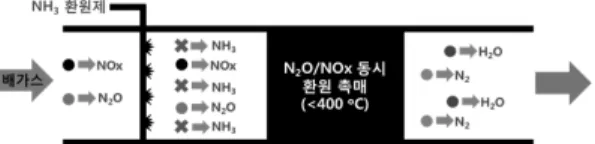
4.1. 동시 저감 촉매
산업공정에서 일부 공정을 제외하고 N2O를 배 출하는 공정은 대부분 N2O와 함께 NO를 동시에 배출한다. 이러한 배출 공정의 저감 시설은 항상 NO 저감 공정과 N2O 저감 공정으로 구성되어 있 다. 따라서, Figure 8과 같은 개념으로 NO와 N2O 를 동시에 저감하여 경제성을 향상시키려는 연구 가 진행되고 있다. NO와 N2O의 동시 저감은 두 개의 촉매 공정을 단일 반응기로 구성함으로써 추 가 설치비와 공간이 절약되는 효과가 있으며, 암 모니아 환원제를 사용함으로써 별도의 환원제를 추가적으로 주입할 필요가 없다. 또한, 400 ℃ 미 만의 저온 영역에서 NO와 N2O의 저감이 가능하 므로, 배가스를 가열하기 위한 연료의 소모가 없 으므로 CO2의 추가적인 발생을 차단할 수 있다.
Coq 등[10]과 Kieger 등[11]은 각각 Fe-BEA 촉 매상과 Fe-FER 촉매상에서 암모니아 환원제를 사 용하여 NO와 N2O를 동시에 저감하는 공정을 처 음으로 제안하였다. Fe-FER 촉매상에서 90% 이 상의 NOx 전환율과 40% 정도의 N2O 전환율(반 응온도 : 665~725 K)을 달성하였다. Fe-BEA 촉매
역시 NO 저감 활성은 높았지만, N2O의 최대치는 40%에 불과하였다. 그럼에도 불구하고 동시 저감 공정은 탄화수소를 환원제로 사용하는 공정에 비 해 여전히 장점을 가지고 있다. 탄화수소 환원 촉 매 공정은 반응 활성에서 NO의 저해 효과로 인해 N2O 반응이 억제되는데 반해 암모니아 환원 촉매 반응에서는 N2O의 환원반응이 촉진된다.
엥겔하드에서는 NOx와 N2O를 단일 공정 흐름 에서 처리하기 위하여 암모니아의 환원제와 금속 이온이 교환된 제올라이트 촉매를 사용하였다.
825 ppm의 N2O와 52 ppm의 NOx를 Fe-BEA 촉 매층에 공급하고 811 ppm의 NH3를 환원제로 사 용하였을 경우, 450 ℃와 500 ℃의 온도에서 NOx 의 제거율은 98% 이상이었으며, N2O는 각각의 온 도에서 80%와 99%로 나타났다.
한국에너지기술연구원에서는 암모니아 환원제 를 사용하는 동시 저감 촉매의 낮은 N2O 저감 효 율을 개선하기 위하여 제올라이트 계열 촉매를 개 발하여 400 ℃ 이하에서 90% 이상의 NO와 N2O 의 동시 저감 효율을 달성하였다. 현재 개발된 촉 매의 검증을 위하여 질산 공정의 실제 현장 배가 스에서 파일롯 연구를 진행하고 있다.
4.2. 저온 분해 촉매
N2O 저감을 위한 촉매 분해 기술은 환원제를 사용하지 않아 기술 적용이 용이하기 때문에 이미 오래전부터 개발되어 왔다. 그러나 사용온도가 높
Figure 9. Simultaneous catalytic reduction of NO and N2O by NH3.
* 출처 : ACS Catal., 5, 6397-6421 (2015).
Figure 10. Relative comparison of the deN2O performance of the decomposition catalysts.
아 추가적인 배가스의 가열이 요구되기 때문에 N2O 저감 시장에서 촉매 환원 기술이 우위를 선 점하고 있다. 최근 이러한 단점을 극복하기 위하 여 안정성이 높은 저온 분해 촉매 개발이 주목받 고 있으며, 여러 가지 분해 촉매 후보군들 중에 Spinel-type 산화물 촉매가 새로운 대안으로 떠오 르고 있다(Figure 10 참조).
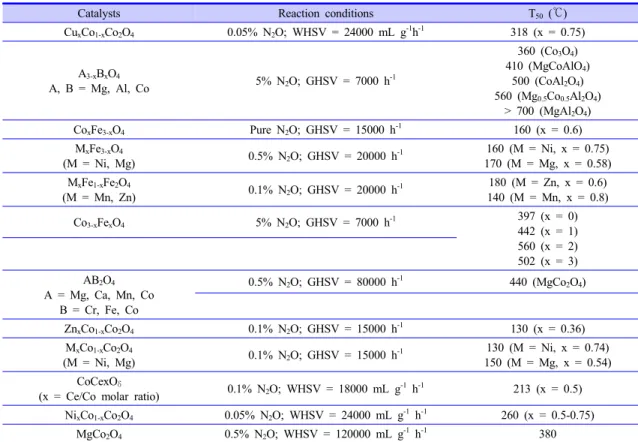
3d 전이금속 기반의 Spinel-type 산화물 촉매는 열적으로 안정적이고 촉매 활성측면에서도 좋은 특성을 보이는 것으로 알려져 있다. Spinel은 AB2O4 (A : Mg, Ca, Mn, Co, Ni, Cu, Cr, Fe, Zn 등과 같은 2가 양이온, B: Cr, Fe, Co 등과 같은 3가 양이온)로 나타낸다. 또한, Spinel의 물리화학 적 특성을 변형하기 위하여, A 자리에 부분적으로 다른 2가 양이온으로 대체되기도 한다. Table 6은 최근 연구되고 있는 저온 N2O 분해 촉매들을 나
타낸 표이다.
Abu-Zied 등[12]은 CuxCo1-xCo2O4 Spinel 산화 물 촉매상에서 N2O 분해 연구를 수행하였다.
Co3O4에서 Co2+ 일부를 부분적으로 Cu2+로 대체 한 결과 N2O 분해 활성에 큰 향상을 보였다. 최적 촉매 구성은 Cu0.75Co0.25Co2O4으로 알려져 있으 며, 310 ℃의 T50 (전환율이 50%가 되는 온도) 성 능을 보였다. N2O 분해 성능은 결정 크기, 표면적 및 증진제의 존재와 같은 여러 가지 파라미터의 조합으로 조절될 수 있다.
Amrousse 등[13]은 Fe3O4 Spinel 구조에 Co, Ni, Mn, Mg 양이온을 결합함으로써 현격히 N2O 저감 성능을 향상시켰다. Figure 11에서 보는 바와 같이 Co0.6Fe2.4O4 촉매는 Fe3O4 magnetite 촉매에 비해 100 ℃ 이상 낮은 온도에서 분해 반응이 진 행되었다. 이는 Co2+와 Fe2+ 간의 상승작용으로
Catalysts Reaction conditions T50 (℃)
CuxCo1-xCo2O4 0.05% N2O; WHSV = 24000 mL g-1h-1 318 (x = 0.75)
A3-xBxO4
A, B = Mg, Al, Co 5% N2O; GHSV = 7000 h-1
360 (Co3O4) 410 (MgCoAlO4)
500 (CoAl2O4) 560 (Mg0.5Co0.5Al2O4)
> 700 (MgAl2O4)
CoxFe3-xO4 Pure N2O; GHSV = 15000 h-1 160 (x = 0.6)
MxFe3-xO4
(M = Ni, Mg) 0.5% N2O; GHSV = 20000 h-1 160 (M = Ni, x = 0.75) 170 (M = Mg, x = 0.58) MxFe1-xFe2O4
(M = Mn, Zn) 0.1% N2O; GHSV = 20000 h-1 180 (M = Zn, x = 0.6) 140 (M = Mn, x = 0.8)
Co3-xFexO4 5% N2O; GHSV = 7000 h-1 397 (x = 0)
442 (x = 1) 560 (x = 2) 502 (x = 3) AB2O4
A = Mg, Ca, Mn, Co B = Cr, Fe, Co
0.5% N2O; GHSV = 80000 h-1 440 (MgCo2O4)
ZnxCo1-xCo2O4 0.1% N2O; GHSV = 15000 h-1 130 (x = 0.36) MxCo1-xCo2O4
(M = Ni, Mg) 0.1% N2O; GHSV = 15000 h-1 130 (M = Ni, x = 0.74) 150 (M = Mg, x = 0.54) CoCexOδ
(x = Ce/Co molar ratio) 0.1% N2O; WHSV = 18000 mL g-1 h-1 213 (x = 0.5) NixCo1-xCo2O4 0.05% N2O; WHSV = 24000 mL g-1 h-1 260 (x = 0.5-0.75)
MgCo2O4 0.5% N2O; WHSV = 120000 mL g-1 h-1 380
* 출처 : ACS Catal., 5, 6397-6421 (2015).
Table 6. Spinel-type Oxide Catalysts
N2O의 해리 능력과 표면 산소의 확산 속도를 향 상시키는데 기인한 것으로 판단된다. 반응 가스 중에 다량의 산소나 물의 존재는 이러한 물질들이 주로 촉매의 활성점에 경쟁 흡착되기 때문에 N2O 분해 속도를 저하시킨다. 그러나, Co로 부분적으 로 대체된 Fe3O4 촉매는 반응 가스 중에 산소나 물이 존재할지라도 300 ℃만큼 낮은 온도에서 뛰 어난 N2O 저감 성능을 보인다.
Fierro 등[14]은 zinc manganite spinel (ZnMn2O4) 의 N2O 분해 반응에서 Cu-, Co-, Fe-의 도핑 유무 에 따른 활성 영향을 관찰하였으며, 도핑 유무가 N2O 분해 성능에는 큰 영향을 미치지 않는 것으로 보고하였다. Yan 등은 ZnxCo1-xCo2O4 Spinel 촉매 상에서 N2O 분해 성능이 크게 향상되는 것을 관찰 하였다(Figure 12 참조). 이 촉매 역시 다량의 산소 와 물의 존재하에서도 기존 촉매에 비해 향상된 활 성을 나타내고 있다. 산소나 물의 존재 모두 N2O의 분해 반응을 저해시키는 요인이지만 물의 존재가 산소보다는 더 나쁜 영향을 미치는 것으로 보인다.
5. 맺음말
지구 온난화 물질의 하나로서 온난화지수가 CO2의 310배인 N2O는 다양한 산업공정에서 배출 되고 있지만 적용 기술은 화학공정에만 한정되어 있으며, 적용 기술 또한 개선할 여지가 여전히 존 재하고 있다. N2O를 저감하는 기술은 독일을 비롯
하여 일본, 미국 등의 일부 선진국에서만 기술을 보유하고 있는 실정이다. 현재 국내에서 일부 학 계와 연구소에서 N2O를 저감하는 기술을 개발하 고는 있지만 촉매의 개발과 같은 요소기술의 확보 는 많이 부족한 상태이다.
최근 N2O 저감 공정의 개발은 효율성은 유지하 면서 에너지를 줄이고 경제성 측면에서 경쟁력을 확보하는 방향으로 진행되고 있다. 촉매를 사용하 는 기술은 이러한 요구에 가장 잘 부합될 수 있는 기술이다. 기술 시장의 흐름 및 국내 기술력을 고 려해 볼 때, 국내의 경우 효율적인 N2O 저감 촉매 기술을 확보한다면 최대 온실가스 배출국인 중국 을 중심으로 해외 N2O 저감 관련 기술 시장을 적 극적으로 공략할 수 있을 것으로 판단된다.
본 고에서는 다양한 산업공정 발생원에서 배출 되고 있는 N2O의 발생 특성 및 기존 촉매 기술들, 그리고 최근 집중적으로 연구되고 있는 촉매 분야 에 대하여 알아보았다. 이러한 N2O 기술들의 현주 소를 파악하여 최근 주목을 받고 있는 동시 저감 촉매와 저온 분해 촉매 분야에 더 많은 연구가 집 중되어야 할 것으로 사료된다.
감 사
본 고는 환경부 글로벌탑 환경기술개발사업 중 Non- CO2 온실가스 저감기술개발 사업단(2013001690010) 의 지원으로 이루어졌습니다.
* 출처 : ACS Catal., 5, 6397-6421 (2015).
Figure 11. N2O conversion performance, in terms of T50, of Fe3O4 and Co0.6Fe2.4O4 Catalysts.
* 출처 : ACS Catal., 5, 6397-6421 (2015).
Figure 12. N2O conversion performance, in terms of T50, of Co3O4 and Zn0.36Co0.64CO2O4 Catalysts
참 고 문 헌
1. A. Shimizu, K. Tanaka, and M. Fujimori,
Chemosphere-Global Change Science, 2,
425-434 (2000).2. F. Kaptejin, J. Rodriguez-Mirasol, and J. A.
Moulijn, Appl. Catal. B, 9, 25-64 (1996).
3. J. Pérez-Ramírez, F. Kapteijn, K. Schöffel, and J. A. Moulijn, Appl. Catal. B, 44, 117-151 (2003).
4. V. Schumacher, G. Buürger, T. Fetzer, M.
Baier, and M. Hesse, WO 9955621 (1999).
5. ø. Nirisen, K. Schöffel, D. waller, and D.
øverbø, WO 0202230 A1 (2002).
6. M. Schwefer, R. Maurer, and T. Turek, WO 0151415 (2001).
7. G. Centi, S. Perathoner. F. Vanazza, M.
Marella, M. Tomaselli, and M. Magnegazza,
Adv. Environ. Res., 4, 325-338 (2000).
8. J. Pérez-Ramírez, F. Kapteijn, G. Mul, and A.
Moulijn, J. Catal., 207, 113-126 (2002).
9. M. Mauvejin, G. Delahay, F. Kiβich, B.
Coq., and S. Kieger, Catal. Lett., 62, 41-44 (1999).
10. B. Coq, N. Mauvejin, G. Delahay, J.-B.
Butet, and S. Kieger, Appl. Catal. B, 27, 193-198 (2000).
11. S. Kieger, L. Navascues, and P. Gry,
Proceedings of the International Conference on Industrial Atmospheric Pollution, NOx-N
2O Emission Control, Paris (2001).
12. B. M. Abu-Zied, S. A. Soliman, and S. E.
Abdellah, J. Ind. Eng. Chem., 21, 814-821 (2015).
13. R. Amrousse, A. Tsutsumi, A. Bachar, and D.
Lahcene, Appl. Catal. A, 450, 253-260 (2013).
14. G. Fierro, R. Dragone, and G. Ferraris, Appl.
Catal. B, 78, 183-191 (2008).
전 상 구
1992~1996 연세대학교 화학공학과(학사) 1996~1998 연세대학교 화학공학과(석사) 2004~2011 KAIST 생명화학공학과(박사) 1998~현재 한국에너지기술연구원
책임연구원