Department of Materials Science and Engineering, University of Seoul, Jeonnong-dong 90, Dongdaemun-gu, Seoul 130-743, Korea (Received December 13, 2015: Corrected December 15, 2015: Accepted December 24, 2015)
Abstract : Lead-free bonding has attracted significant attention for automotive power device packaging due to the upcoming environmental regulations. Silver (Ag) is one of the prime candidates for alternative of high Pb soldering owing to its superior electrical and thermal conductivity, low temperature sinterability, and high melting temperature after bonding. In this paper, the bonding technology by Ag paste was introduced. We classified into two Ag paste bonding according to applied pressure, and each bonding described in detail including recent studies.
Keywords: Automotive power device packaging, Power module, Lead-free bonding, Ag paste
1. 서 론
최근 전 세계적인 에너지 위기 및 환경오염 문제에 대 한 심각성이 부각되면서 지속가능한 친환경 기술에 대한 관심이 높아지고 있다. 이러한 시대적 흐름에 발맞추어 자동차 산업에서도 플러그 인 하이브리드 및 전기자동차 와 같은 차세대 차량 계발도 꾸준히 진행 중이다. 자동차 에 장착되는 전자부품의 비중도 30년 전의 약 1%에서 현 재는 약 23% 수준으로 증가하였으며, 이미 상용화된 전 기자동차의 경우도 그 비중이 약 50% 이상을 차지하고 있다. 자동차에서 주로 사용되는 전력반도체는 전력을 시 스템에 적절하고 안정하게 배분 및 제어하거나 변환하는 역할을 한다.1-3) 전력반도체는 시스템 반도체나 메모리 반 도체와 비교해서 고내압, 고전류, 고주파수화 되어있다.
파워 모듈은 전력반도체의 한 유형으로 MOSFETs (Metal oxide semiconductor field effect transistor) 모듈, IGBT (Insulated gate bipolar transistor) 모듈, Diode 모듈, Thyristors 모듈 등이 있다.4) Fig. 1는 하이브리드차의 전 기구동부품을 보인 것으로, 파워 모듈이 주로 장착되는 인버터/컨버터 역시 핵심 부품 중 하나이다.5)차량에 장 착되는 파워 모듈은 안전과 매우 밀접한 관계가 있기 때
문에 높은 수준의 내구성과 신뢰성이 요구된다.6,7) Fig. 2 는 일반적인 파워 모듈 패키징 디자인(power module packaging design)으로 칩과 DBC (Direct bonded copper), base plate, heatsink 등으로 구성되어 있다.8) Fig. 2에 제시 된 것처럼 파워 모듈의 주요 고장 위치는 die attach, substrate attach와 같이 칩과 기판, 기판과 기판의 접합 부 분으로 접합 소재 기술이 파워 모듈의 내구성과 신뢰성 에 매우 중요하다는 것을 알 수 있다.
현재 die attach와 substrate attach에 사용되는 접합 소재 는 고함량의 납(lead, Pb)이 포함된 유연 솔더이다. 이미 시스템 반도체나 메모리 반도체에서는 무연 솔더의 사용 이 의무화 되었으나, 파워 모듈의 경우 유연 솔더의 대체 소재 개발 진행이 더뎌 유럽의 RoHS (Restriction of hazardous substances)에서도 파워 모듈의 무연 솔더 사용 면제가 연장되었다.9) 그러나 유연 솔더 사용 예외가 지속 적으로 연장 될 가능성은 매우 낮은 상황으로 대체 접합 소재 개발에 대한 연구가 시급하다고 할 수 있다. 지금까 지 보고된 대체 접합 소재 기술은 Au-Sn, Bi-Ag 등의 무 연 솔더와 TLP (Transient liquid phase) 공정을 이용한 금 속간 화합물 접합, 금속 페이스트를 이용한 소결 접합 등 이 있다.10-18) 이 중 금속 페이스트를 이용한 소결 기술은
†Corresponding author
E-mail: [email protected]
© 2015, The Korean Microelectronics and Packaging Society
This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License(http://creativecommons.org/
licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
은(Ag)과 구리(Cu) 나노 분말로 제조한 페이스트를 이용 하여 칩과 기판, 기판과 기판을 접합하는 것이 대표적이 다. 금속 나노 분말로 제조한 페이스트를 이용할 경우 금 속의 녹는점보다 낮은 200~300oC에서 소결이 가능하고, 접합 후의 녹는점은 벌크 금속과 동일하기 때문에 파워 모듈에 사용되는 칩의 작동 온도인 200~250oC 보다 높 다. 따라서 본고에서는 금속 페이스트를 이용한 소결 기 술 중 현재 가장 활발히 연구가 진행되고 있는 은 페이스 트를 이용한 접합 기술에 대해 기술하고자 한다. 은 페이 스트를 이용한 소결 접합 기술은 공정 중 압력을 인가하 는 가압 접합(Pressure bonding)과 대기압에서 진행하는 무가압 접합(Pressureless or pressure-free bonding)으로 분 류 할 수 있다. 각각의 공정에서 마이크로사이즈 분말, 나
노분말 및 두 분말을 혼합해서 제조한 은 페이스트를 이 용한 접합 기술들이 소개될 것이다.
2. 은 페이스트를 이용한 접합 연구 동향 은 마이크로 분말 페이스트를 이용한 접합은 Schwarzbauer 등이 1980년대 후반에서 1990년도 초반에 소결 중 40 MPa 의 압력을 인가하여 소결온도와 시간을 낮춘 연구를 발 표하여 나노분말 페이스트를 이용한 접합보다 먼저 시작 되었다.19) 하지만 소결 중 압력이 매우 높아 실제 공정에 적용하기 무리가 있었으며, 그 뒤로 은 나노분말 페이스 트에 대한 연구가 주로 진행되었다.
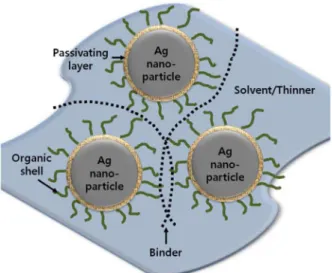
은 나노분말 페이스트는 일반적으로 크기가 100 nm 이 하의 분말로 제조한 페이스트를 일컫는다. 이러한 은 나 노분말 페이스트는 기본적으로 접합 공정 전에 은 나노 분말들이 서로 반응을 하지 않도록 캡핑 작용제(Capping agent), 바인더(binder), 용매(solvent)와 같은 유기 첨가제 를 사용하여 부동태화 시킨다.20)이러한 첨가제에 대한 다양한 종류와 금속 유기 나노 분말의 모식도를 Table 1 과 Fig. 3에 나타내었다.21,22) 2000년대 초에는 은 나노분 말 제조와 소결 현상에 대한 연구가 주로 진행되었으며, 2005년 일본의 Hirose 그룹에 의해 은 나노분말 페이스트 를 이용한 접합이 학계에 보고된 이후로 관련 연구가 활 Fig. 1. Electric drive components for hybrid vehicle.5)
Fig. 2. Schematic of standard power module packaging design.8)
Table 1. Main additives used in nano-Ag paste.21)
No Component Example
1 Despersant/passivating layer/
organic shell/capping agent
Menhaden fish oils, poly(diallydimetyl ammonium chloride), polyacrylic acid, polystyrene sulfonate, triethylene glycol, methyloctylamine, dodecylamine, hexadecylamine, myristyl alcohol, 1-dodecanol, 1-decanol stearic acid, oleic acid, palmitic acid, dodecanethiol
2 Binder Ethyl cellulose, polyvinyl alcohol, polyvinyl butyral, wax
3 Solvents/thinner Isobornyl cyclohexanol, texanol, terpiniol, butyl carbitol, toluene, xylene, ethanol, phenol
발히 진행되었다.22)
은 나노분말 페이스트는 일반적으로 다양한 유기첨가 제가 완전히 제거 된 상태라면, 나노분말의 체적 대비 표 면적이 매우 크기 때문에 표면에너지를 낮추기 위해 300oC 이상에서 자연스럽게 소결이 된다. 그러나 이 경우 접합층이 치밀한 미세조직을 갖기가 어렵다. 접합 공정 중 압력을 인가하게 되면 상대적으로 낮은 온도인 300oC 이하에서 소결이 가능하게 되고, 유기첨가제가 완전히 제 거되지 않은 상태에서도 소결을 할 수 있게 된다.
그러나 은 나노분말 페이스트는 기존의 유연 솔더와 비 교해서 가격이 3배 이상 고가이고, 많은 유기첨가제가 포 함되기 때문에 공정 중 유기 첨가제의 증발에 의한 예상 치 못한 결함 발생이나, 미처 제거되지 못한 유기첨가제 에 의한 신뢰성 문제가 생길 수 있다는 단점이 있다. 또 한, 비록 현재 유럽의 RoHS와 같은 국제기구의 제재는 없으나 은 나노분말 페이스트가 인체에 무해하다는 것도 아직 명확하게 증명되지 않았다.23) 반면에 은 마이크로 분말 페이스트는 가격이 나노분말 페이스트보다 저렴할 뿐만 아니라 기존의 유연 솔더와 비슷하거나 저렴하고, 자발적인 소결의 문제가 없어 유기첨가제를 최소화 할 수 있다. 이러한 이유로 2000년대 후반부터 다시 은 마이크 로 분말 페이스트에 대한 연구가 진행되기 시작하였다.
3. 은 페이스트를 이용한 가압 접합
은 페이스트를 이용한 접합에서 소결 중 압력을 인가 하게 되면, 분말들 사이에 접촉면적이 증가하여 소결이 촉진되어 상대적으로 낮은 온도와 짧은 시간에 접합이 가 능하다. 접합 중 인가된 압력의 크기와 전단 강도와의 관 계를 Fig. 4에 나타내었다.22,24-32) Fig. 4에서 흰색 기호는 나노 분말(100 nm 이하), 검정색 기호는 마이크로 분말 (1 μm 이상), 회색 기호는 서브마이크론 분말 또는 나노 와 마이크로 분말이 혼합된 페이스트를 이용한 결과이
다. 또한, 파워 모듈의 die attachment에서 강도를 측정하 는 표준 중 하나인 MIL-STD-883J 방법에 의한 전단 강 도 최소값을 보였다. MIL-STD-883J에서 최소 전단 강도 는 접합면의 면적이 4.13 mm2 이상일 경우 최소 5000 gf 를 가져야 하며,31) Fig. 4에서는 본고의 저자가 접합한 면 적 7.07 mm2을 이용하여 최소 전단 강도는 6.9 MPa로 계 산되었다. 추가적으로 독자의 이해를 돕기 위해 현재 die attachment에서 사용하는 유연 솔더 중 한 조성인 Pb-5Sn 의 전단 강도 범위도 표시하였다.32) Fig. 4에서처럼 접합 중 압력을 인가한 경우 은 분말의 크기에 상관없이 대부 분 유연 솔더의 강도와 유사하거나 더 높은 경향을 보였 다. 또한, 마이크로 크기의 flake 분말과 서브마이크론 분 말을 사용한 경우 1 MPa 이하의 인가 압력에서도 약 35 MPa의 고강도를 갖는 접합부를 형성 할 수 있었다.28)
일반적인 구형의 은 마이크로분말을 이용하여 접합을 할 경우 전단 강도가 5 MPa 이하로 유연 솔더와 나노분 말과 비교했을 때 매우 낮다.33) 따라서, 본고의 저자와 Nishikawa 그룹은 은 마이크로 분말의 형태를 변형시켜 die attachment를 시도하였다. Fig. 5에 보인 것과 같이 은 마이크로 분말을 chestnut-burr-like 형태를 변형시켰을 때, Fig. 3. Schematic of Ag nanoparticle paste.21,22)
Fig. 4. Shear strength of sintered Ag joints according to applied pressure during bonding.22,24-32)
Fig. 5. SEM image of chestnut-burr-like micro-sized Ag particle.
체적 대비 표면적이 구형의 분말보다 커지기 때문에 나 노분말의 소결 구동력과 유사한 메커니즘으로 접합이 가 능하다. 그 결과 순수한 마이크로 크기의 분말을 이용했 음에도 불구하고 유연솔더에 상응하는 강도를 갖는 접합 이 가능하였다. 또한, 인가압력이 증가함에 따라 전단강 도가 약 18 MPa에서 약 40 MPa로 증가하는 현상이 관찰 되어, 접합 중 인가 압력은 접합부의 강도와 밀접한 관계 가 있음을 확인 할 수 있었다(Fig. 4 참조).
소결 중 압력을 인가하게 되면 접합층이 더욱 치밀한 조직을 가질 수 있으며, 이 때 소결 구동력(Driving force, DE)는 작용 압력과 공식 (1)의 관계를 나타낸다.34)
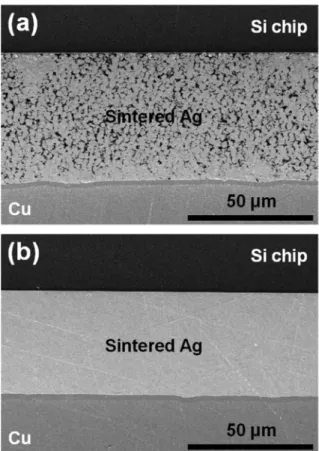
(1) 여기서, γ는 표면 에너지(Surface energy), Ω은 분자량 (Molecular weight), K는 기공의 곡률(Void curvature), g는 기하학 상수(Geometric constant), Pa는 작용 압력(Applied pressure)이다. 이 때 사용되는 압력은 1~20 MPa로 다양 한 연구 결과가 보고되었다. Fig. 6은 Fig. 5의 은 마이크 로 분말 페이스트를 이용한 접합부의 단면 사진으로 접 합 중 인가 압력의 크기에 따라 접합부의 두께와 치밀화 된 정도가 차이가 있음을 알 수 있다.
은 페이스트를 이용한 가압 접합에서 접합 온도와 전 단 강도의 관계를 Fig. 7에 나타내었다.25-29,31,32,35,36) 나노 분말을 이용한 경우 약 250°C 부터 유연솔더에 상응하는
강도를 갖는 접합이 가능하였다. 접합 온도 200°C에서는 약 28 MPa을 갖는 접합과 표준 강도 기준에 미치지 못하 는 접합이 보고되었는데, 이는 은 나노 분말 페이스트의 특성이 저온 접합여부를 결정하는데 중요한 영향이 있다 는 것을 의미한다. 마이크로 flake와 서브마이크론 분말 을 혼합한 은 페이스를 이용한 경우 220°C에서도 접합이 가능하였으며 300°C 이상의 접합 온도에서는 약 40 MPa 의 고강도를 보였다. 마이크로 분말을 이용한 경우에도 300°C에서 30 MPa 이상의 강도를 갖는 접합을 할 수 있 었으며, 300°C 이하의 온도에서 접합도 연구가 진행 중 이다.
접합 중 인가하는 압력과 온도 이외에 소결 시간, 칩과 기판의 표면 처리 등도 은 페이스트를 이용한 접합에 영 향을 미치는 요소이다. 가압 접합에서 소결 시간은 분말 의 크기와 상관없이 대부분 10분이내에 접합이 가능한 경향을 보였다. 그러나 인가 압력이 1 MPa 이하로 매우 작을 경우 소결 시간은 60분까지 증가하여,28) 접합 중 압 력을 가하는 것이 소결 시간을 줄일 수 있다는 것을 알 수 있었다. 칩과 기판의 접합에서는 접합 재료가 은이기 때문에 칩과 기판의 표면처리를 은으로 하는 경우가 대 부분이다. 은으로 표면처리를 할 경우 모재와 접합재의 격자상수(0.4086 nm)가 동일하기 때문에 은 원자의 확산 이 매우 용이하다. ENIG (electroless nickel immersion gold)로 잘 알려진 금 또한 칩과 기판의 표면 처리에 사 용되는 원소이다. 금의 격자상수는 0.4079 nm로 은과 매 우 유사하고, 은과 전율 고용체를 형성하기 때문에 금과 은이 상호확산하는데 큰 지장이 없다. 구리는 기판과 기 판의 접합을 위해 연구가 진행되고 있는데, 기판에 표면 처리를 하지 않아도 되어 시간과 비용을 절약할 수 있는 장점이 있다. 구리의 격자상수는 0.3615 nm로 은과 약 10% 정도 차이가 있다. 그러나 격자상수 차이에도 불구 하고 은과 구리의 금속 접합이 보고되었으며,18) 가압 접 합에서는 전단 강도도 약 20~30 MPa을 보였다.24,25)
은 페이스트를 이용한 가압 접합은 현재 사용 중인 솔 DE = γΩK + gPa
Fig. 6. SEM cross-sectional images of sinterd Ag joint using micro-sized chestnut-burr-like Ag particle paste: (a) 5 MPa and (b) 10 MPa.
Fig. 7. Shear strength of sintered Ag joints according to bonding temperature.25-29,31,32,35,36)
고온 저장 시험(High-temperature storage test, 200~250oC) 과 열사이클 시험(Thermal cycling test, −50oC/180oC)의 경우 전단강도를 1000시간 또는 1000 사이클까지 유지하 는 것으로 나타나 유연 솔더보다 우수한 특성을 나타내 었다.25,30,37)
4. 은 페이스트를 이용한 무가압 접합
은 페이스트를 이용한 무가압 접합은 공정 중 압력이 작용하지 않기 때문에 칩이나 기판의 파손 위험이 거의 없고, 가압 접합과 비교해서 추가적인 설비 투자 없이 현 재의 유연 솔더를 바로 대체하는 것이 가능할 뿐만 아니 라, 연속적인 자동화 공정과 대량 생산에 유리한 장점을 가지고 있다. 무가압 공정은 접합 중 작용 압력이 없기 때 문에 유기첨가제의 종류 이외에도 접합 온도와 시간, 칩 과 기판의 표면 처리 등이 주요 변수이며, 이는 접합 강 도에도 영향을 미치게 된다. 나노분말 페이스트의 경우 NBE Tech, LLC사의 은 페이스트를 이용한 무가압 접합 에 대한 연구가 상당 수 보고되었으나, 은 나노분말 페이 스트에 제조에 사용된 유기첨가제의 종류는 알려지지 않
았다.27,38,39) 현재 상용 가능한 NBE Tech, LLC사의 은 나
노분말 페이스트는 260oC에서 소결이 가능하며, 칩 접합 강도가 25 MPa 이상인 것으로 알려져 있다.40)
마이크로 분말 페이스트를 이용한 무가압 접합의 경우 는 앞에서 언급한 바와 같이 최근에 연구가 다시 진행되 고 있기 때문에 보고된 결과는 매우 한정적이다. 특히, 순 수한 마이크로 크기의 분말을 이용한 무가압 접합에 대 한 결과 보고는 전무하다고 할 수 있다. 대신, 마이크로 분말과 서브마이크로 분말을 혼합하여 무가압으로 접합 을 시도한 연구가 일부 보고되었다. Schmitt 등은 0.1~10 μm 범위를 갖는 마이크로 은과 은 복합체(Ag2CO3)를 혼 합하여 무가압 접합을 실시하는 특허를 보고하였다.41) 은 복합체는 특정온도에서 나노 크기의 은으로 환원되어 마 이크로 은과의 접촉 면적을 증가시키면서 소결이 가능하 였다. Suganuma 그룹에서는 flake 형태의 은 탄화물(AgC) 과 평균 0.3 μm 크기의 서브마이크론 은 분말을 혼합하 여 LED (Light-emitting diode) 칩 접합에 성공하였다.42) 이
러한 연구 결과를 바탕으로, 은 마이크로 분말 페이스트 를 이용한 무가압 접합은 서로 다른 크기의 분말을 혼합 하는 것이 효과적인 것으로 사료된다.
German은 크기가 다른 두 분말의 혼합물에 대한 소결 밀도 변화에 대한 연구 결과를 보고하였다. 구형 분말의 경우 소결 전 최대 충전 밀도는 다음의 공식 (2)에 의해 결정된다.43)
(2) 여기서, fL과 fS은 큰 분말과 작은 분말의 충전 밀도 이다.
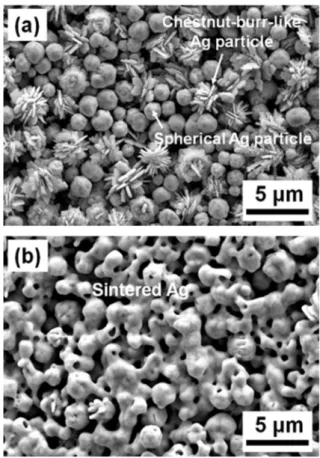
일반적으로 구형 분말은 크기에 상관없이 최대 충전 밀 도가 약 65%이다. 그러나 공식 (2)를 이용하여 계산된 큰 분말과 작은 분말을 혼합한 경우의 최대 충전밀도는 약 87%까지 증가한다. 소결전 충전 밀도가 높은 경우 충전 밀도가 낮은 경우와 비교해서 분말들이 서로 접촉하는 면 적이 증가하게되어 소결 후 더 높은 소결밀도를 갖는데 유리하다. 본고의 저자 역시 평균 3 μm 크기의 chestnut- burr-like은 분말과 평균 1 μm 크기의 구형 은 분말을 혼 합하여 무가압 접합에 대한 연구를 시도하였다. Fig. 8에 두 마이크로 크기의 분말이 혼합된 사진과 소결 후의 사 진을 보였다.
은 페이스트를 이용한 무가압 접합의 경우 공정 중 인 가하는 압력이 없기 때문에 접합 온도와 시간은 매우 중 요한 변수이다. Fig. 9에 접합 중 소결 온도와 시간에 따
fmax = fL + 1 f( – L)fs
Fig. 8. SEM images of micro-sized Ag particles: (a) before sintering and (b) after sintering.
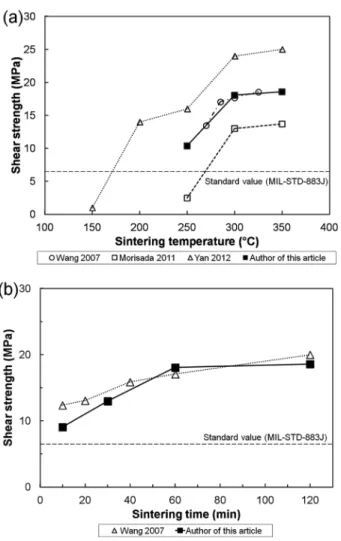
른 전단 강도의 변화의 예시를 나타내었다.36,38,44) Fig. 9(a) 는 소결 온도와 전단 강도의 관계를 보인 것으로 은 나노 분말 페이스트들과 Fig. 8의 은 마이크로 분말 페이스트 를 이용한 경우 모두 300°C까지 전단 강도가 증가하였 다. 그러나 300°C 이상에서는 강도의 증가정도가 둔화되 는 경향을 보였다. Fig. 9(b)는 소결 시간과 전단 강도 관 계를 나타낸 것이다. Wnag의 연구결과인 은 나노분말 페 이스트를 이용한 결과 소결 시간이 120분까지 증가함에 따라 전단 강도는 점진적으로 증가한 것을 확인 할 수 있 다.38)그러나 은 마이크로분말 페이스트를 이용한 경우 60분까지는 전단 강도가 증가하였으나, 소결시간 60분과 120분의 강도는 동일하였다. 이는 마이크로 분말이 나노 분말과 비교했을때 소결이 더 빨리 완료되었음을 의미한 다. 두 경우 모두 소결시간 10분에서의 전단강도는 MIL- STD-883J보다 높게 측정되었으며, 소결시간 60분에서는 기존의 유연솔에 상응하는 강도를 보였다.
파워 모듈 패키징을 위한 은 페이스트의 소결은 칩과 기판 또는 기판과 기판의 접합을 위해 진행되기 때문에 자유 소결(free sintering)보다 제한된 소결(contrained sintering) 특성을 나타낸다. 일반적으로 소결하는 동안 치 밀화율는 다음의 공식(3)을 사용하여 분석된다.45)
600°C에서 80%, 650°C에서 87%, 750°C에서 93%로 소결 온도에 따라 차이가 발생한다. 이는 자유 소결의 활성화 에너지가 35~51 kJ/mol로 제한된 소결의 활성화 에너지 (134~173 kJ/mol)보다 작기 때문이다. 활성화 에너지를 바 탕으로 자유 소결은 결정립계 확산이 주요 소결 메커니 즘인데 반해, 제한된 소결은 결정립계 확산(grain-bound- ary diffusion)보다 속도가 느린 체확산(lattice diffusion)이 주요 소결 메커니즘인 것을 알 수 있다.
무가압 접합에서 전단강도와 접합 면적의 관계를 Fig.
10에 보였다.26,27,36,38,39,44,47) Fig. 10에서 흰색 기호는 은 나 노분말을 이용한 접합이며, 검정색 기호는 마이크로분말 을 이용한 접합을 나타낸 것이다. 또한 △기호는 은으로 표면처리된 기판을 이용한 접합이며, ○기호는 순수 구 리를 기판으로 사용한 것이다. 각 기호 옆에는 은 페이스 트에서 은의 함량을 표시하였다. 은 페이스트를 이용한 무가압 접합에 대한 연구가 계속 진행중이기 때문에 접 합 면적과 전단강도에 대한 자료가 많이 부족한 실정이 지만, 현재까지 보고된 자료를 바탕으로 전단 강도는 접 합 면적이 증가함에 따라 감소하는 경향을 나타내었다.
또한, 접합 면적이 10 mm2이하인 경우에는 유연 솔더에 상응하는 강도를 보였으나, 접합 면적이 10 mm2 유연 솔 Fig. 9. Shear strength of sintered Ag joints without pressure
according to sintering (a) temperature and (b) time.31,36,38,44)
Fig. 10. Shear strength of sintered Ag joints without pressure according to bonding surface area.26,27,36,38,39,44,47)
용한 접합 기술에 대한 연구는 걸음마 수준이라고 할 수 있다. 또한, 자동차용 파워 모듈의 신뢰성은 안전과 직결 되는 매우 중요한 부분이기 때문에 은 페이스트를 이용 한 접합부의 신뢰성 평가에 대한 연구가 지속적으로 진 행되어야 할 것이다.
5. 결 론
전력 반도체용 접합 소재는 납의 유해성에도 불구하 고, 지금까지도 유연 솔더가 사용되고 있다. 이는 유연 솔 더를 대체할 수 있는 접합 소재가 아직 개발되지 않았기 때문이다. 본고에서는 유연 솔더의 대체 소재로서 현재 연구 개발 중인 은 페이스트를 이용한 접합 기술에 대해 소개하였다. 은 페이스트는 저온 소결 특성과 우수한 전 기 및 열전도도 때문에 유연 솔더를 대체할 수 있는 가능 성이 높은 소재 중 하나이다. 현재 은 페이스트를 이용한 칩과 기판, 기판과 기판의 접합 후 전단 강도는 기존의 유 연 솔더에 상응하거나 더 우수한 특성을 보이고 있다. 그 러나 아직 신뢰성에 대한 연구는 만족 할 만한 수준에 이 르지 못하였으며, 지속적인 연구가 필요하다고 사료된 다. 앞으로 자동차뿐만 아니라 다양한 전력 시스템에서 고효율 및 친환경 파워 모듈의 수요는 계속 증가할 것으 로 기대되기 때문에, 은과 같은 친환경 소재를 이용한 접 합 기술과 신뢰성에 대한 연구는 더욱 중요해 질 것으로 예상된다.
References
1. R. Khazaka, L. Memdizabal, D. Hevry, and R. Hanna, “Sur- vey of High-Temperature Reliability of Power Electronics Packaging Components”, IEEE Transactions on Power Elec- tronics, 30(5), 2456-2464 (2015).
2. Z. Liang, Status and Trend of Automotive Power Module Packaging, in Proc. of the 24th International Symposium on Power Semiconductor Devices & ICs, Bruge, Belgium, June 325-331 (2012).
3. J. Millan, “A Review of WBG Power Semiconductor Devices”, in 2012 International Semiconductor Conference (CAS), 57- 66 (2012).
report, April 2015, Yole Developpement.
9. A. Kroupa, D. Andersson, N. Hoo, J. Pearce, A. Watson, A.
Dinsdale and Stuart Muchlejohn, “Current Problems and Pos- sible Solutions in High-Temperature Lead-Free Soldering”, Journal of Materials Engineering and Performance, 21(5), 629-637 (2012).
10. T. A. Tollefsen, A. Larsson, O. M. Løovvik and K. E. Aas- mundtveit, “High temperature interconnect and die attach technology: Au-Sn SLID bonding, IEEE Transactions on Components”, Packaging and Manufacturing Technology, 3(6), 904-914 (2013).
11. R. I. Rodriguez, D. Ibitayo and P. O. Quintero, “Thermal sta- bility characterization of the Au-Sn bonding for high-tem- perature applications”, IEEE Transactions on Components, Packaging and Manufacturing Technology, 3(4), 549-557 (2013).
12. M. Nahavandi, M. A. A. Hanim, Z. N. Ismarrubie, A. Hajalilou, R. Rohaizuan and M. Z. S. Fadzli, “Effects of Silver and Anti- mony Content in Lead-free Hig-temperature Solders of Bi-Ag and Bi-Sb on Copper Substrate”, Journal of Electronic Mate- rials, 43(2), 579-585 (2014).
13. J. N. Lalena, N. F. Dean and M. W. Weiser, “Experimental investigation of Ge-Doped Bi-11Ag as a new Pb-free solder alloy for power die attachment”, Journal of Electronic Mate- rials, 31(11), 1244-1249 (2002).
14. A. Sharif, C. L. Gan and Z. Chen, “Transient liquid phase Ag- based solder technology for high-temperature packaging applications”, Journal of Alloys and Compounds, 587, 365- 368 (2014).
15. A. Lis and C. Leinenbach, “Effect of Process and Service Conditions on TLP-Bonded Components with (Ag, Ni-)Sn interlayer Combinations”, Journal of Electronic Materials, 44(11), 4576-4588 (2015).
16. T. Yamakawa, T. Takenmoto, M. Shimoda, H. Nishikawa, K.
Shiokawa and N. Terada, “Influence of Joining Conditions on Bonding Strength of Joints: Efficacy of Low-temperature Bonding using Cu Nanoparticle Paste”, Journal of Electronic Materials, 42(6), 1260-1267 (2013).
17. K. S. Moon, H. Dong, R. Maric, S. Pothukuchi, A. Hunt, Y.
Li and C. P. Wong, “Thermal Behavior of Silver Nanoparti- cles for Low-Temperature Interconnect Applications”, Journal of Electronic Materials, 34(2), 168-175 (2005).
18. Y. Akada, H. Tatsumi, T. Yamaguchi, A. Hirose, T. Morita and Eiichi Ide, “Interfacial Bonding Mechanism using Silver Metallo-Organic Nanoparticles to Bulk Metals and Observa-
rials at the Nanolevel”, Science, 311(5761), 622-627 (2006).
24. E. Ide, A. Hirose and K. F. Kobayashi, “Influence of Bonding Condition on Bonding Process using Ag Metallo-Organic Nanopartices for High Temperature Lead-free Packaing”, Materials Transactions, 47(1), 211-217 (2006).
25. T. Morita, E. Ide, Y. Yasuda, A. Hirose and K. Kobayashi,
“Study of Bonding Technology Using Silver Nanoparticles”, Japanese Journal of Applied Physics, 47(8), 6615-6622 (2008).
26. H. Ogura, M. Maruyama, R. Matsubayashi, T. Ogawa, S.
Nakamura, T. Komatsu, H. Nagasawa, A. Ichimura and S.
Isoda, “Carboxylate-Passivated Silver Nanoparticles and Their Application to Sintered Interconnection: A Replacement for High Temperature Lead-Rich Solders”, Journal of Electronic Materials, 39(8), 1233-1240 (2010).
27. T. G. Lei, J. N. Calata and G. Q. Lu, “Low-Temperature Sin- tering of Nanoscale Silver Paste for Attaching Large-Area (>100 mm2) Chips”, IEEE Transactions on Components and Packaging Technology, 33(1), 98-104 (2010).
28. K. Suganuma, S. Sakamoto, N. Kagami, D. Wakuda, K. S.
Kim and M. Nogi, “Low-temperautre Low-pressure die attach with hybrid silver particle paste”, Microelectronics Reliabil- ity, 52, 375-380 (2012).
29. H. Nishikawa, X. Liu, X. Wang, A. Fujita, N. Kamada and M. Saito, “Microscale Ag particle paste for sintered joints in high-power devices”, Materials Letters, 161, 231-233 (2015).
30. S. Sakamoto, T. Sugahara and K. Suganuma, “Microstructural Stability of Ag Sinter Joining in Thermal Cycling”, Journal of Materials Science: Materials in Electronics, 24, 1332-1340 (2013).
31. Military of the United States Standards-Test Methods for Electronic Circuits (MIL-STD-833).
32. Y. Shi, W. Fang, Z. Xia, Y. Lei, F. Guo and X. Li, “Investi- gation of rare earth-doped BiAg High-Temperature Solders”, Journal of Materias Science: Materials in Electronics, 21, 879-881 (2010).
33. A. Sharif, C. L. Gan and Z. Chen, “Transient Liquid Phase Ag-based Solder Technology for High-temperature Packaging Applications”, Journal of Alloys and Compounds, 587, 365- 368 (2014).
Devices”, Journal of Materials Science: Materials in Elec- tronic, 24, 2593-2601 (2014).
38. T. Wang, X. Chen, G. Q. Lu and G. Y. Lei, “Low-Temperature Sintering with Nano-Silver Paste in Die-Attached Intercon- nection”, Journal of Electronic Materials, 36(10), 1333-1340 (2007).
39. Y. Tan, X. Li and X. Chen, “Fatigue and Dwell-fatigue Behavior of Nano-silver Sintered Lap-Shear Joint at Elevated Temperature”, Microelctronics Reliability, 54, 648-653 (2014).
40. NBE Tech, LLC., <http://www.nbetech.com>
41. W. Schmitt, M. Schafer and H. W. Hagedorn, “Controlling the Porosity of Metal Paste for Pressure Free”, Low Temperature Sintering Process, US2010/0051319A1, W. C. Heraeus, Ger- many (2010).
42. M. Kuramoto, S. Ogawa, M. Niwa, K. S. Kim and K. Suganuma,
“Die Bonding for a Nitride Light-Emitting Diode by Low- Temperature Sintering of Micrometer Size Silver Particles”, IEEE Transactions on Components and Packaging Technolo- gies, 33(4), 801-808 (2010).
43. R. M. German, “Prediction of Sintered Density for Bimodal Powder Mixtures”, Metallurgical Transactions A, 23A, 1455- 1465 (1992).
44. Y. Morisada, T. Nagaoka, M. Fukusumi, Y. Kashiwagi, M.
Yamamoto, M. Nakamoto, H. Kakiuchi and Y. Yosida, “A Low-Temperature Pressureless Bonding Process Using a Tri- modal Mixture System of Ag Nanoparticles”, Journal of Elec- tronic Materials, 40(12), 2398-2402 (2011).
45. W. D. Kingery, “Densification during Sintering in the Pres- ence of a Liquid Phase-I”, Theory, Journal of Applied Phys- ics, 30(3), 301-307 (1951).
46. Y. C. Lin and J. H. Jean, “Constrained Sintering of Silver Cir- cuit Paste”, Journal of the American Ceramic Society, 87(2), 187-191 (2004).
47. S. Wang, M. Li, H. Ji and C. Wang, “Rapid Pressureless Low- temperature Sintering of Ag Nanoparticles for High-Power Density Electronic Packaging”, Scripta Materialia, 69, 789- 792 (2013).
• e-mail: [email protected]
• 정재필
• 서울시립대학교 (교수)
• 마이크로접합, 전자패키징, 3D 패키징, 전해
• e-mail: [email protected]도금