1. 서 론
전기-수력학적 분무 방식은 적고 일정한 유량의
유체가 높은 전압이 인가된 전도성 노즐 내부를 통 과하며 대전된 후, 노즐 끝단에 형성된 전기장을 통 과하며 작은 물방울로 미립/분무되는 일련의 과정을 의미한다 (Hartman et al., 1999). 인가하는 전기장의 세기에 따라 여러 가지 모드가 나타나며 이중 원뿔 형 액주 모드는 매우 안정된 상태이며 이를 통하여
핀 - 핀 타입 전기 - 수력학 프린팅에서 전극 직경 및 유량 변화에 따른 세라믹 나노입자 잉크 패턴의 형상 변화
유 재 훈∙이 대 영∙황 정 호*
연세대학교 기계공학과
Effect of variation in electrode diameter and flow rate on feature width of ceramic nanoparticle line printed by
electrohydrodynamic spraying
Jae-Hun Yu, Dae-Young Lee and Jungho Hwang*
School of Mechanical Engineering, Yonsei University, 134 Shinchon-dong, Seodaemun-gu, Seoul 120-749, Korea
Abstract
Droplet generation by electrohydrodynamic (EHD) spraying has advantages in monodispersity and small size regardless of the nozzle diameter. In this research, we investigated formation and variation of printed patterns formed by the EHD spraying using the ceramic suspension. The pattern lines were formed through cone-jet mode which was one of modes of EHD spraying. The onset voltages at which the cone-jet was achieved and the widths of the ceramic patterns varied with the changes of the flow rates and the diameters of ground electrodes. Under the condition of fixed flow rate and diameter of ground electrode, the widths of patterned lines increased with the increment of applied voltages. As we increased the flow rates (1, 5, 10µL/min) and the diameters of ground electrode (1, 100, 1,000µm), widths of patterned line and threshold voltages increased. The differences in width were not as large as those of other conditions.
Key words : EHD (electrohydrodynamic) spraying, Ceramic nanoparticle suspension ink, Flow rate, Electrode size, Electric potential
PAAR Vol. 2, No. 3-4 (2006) pp. 163~170 (사)한국입자에어로졸학회
*Corresponding author.
Tel : +82-(0)2-2123-2821, E-mail : [email protected]
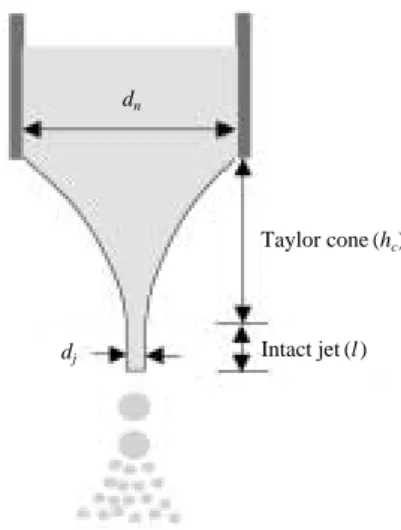
발생되는 액적은 단분산 분포를 가진다고 알려져 있 다 (Chen et al., 1995; Hartman et al., 1999). 그림 1은 일반적으로 알려져 있는 원뿔형 액주모드에서의 액 적 발생을 개념적으로 나타낸 그림이다.
그림에서 나타나듯 원뿔형 액주모드는 먼저 노즐 끝단에 테일러 콘(Taylor cone)이라고 불리는 원뿔형 액주가 형성되고 그 끝단에서 다시 인텍 젯 (intact
jet)이라 불리는 가는 굵기의 액주를 형성시킨 후 액적으로 분리되는 과정을 통하여 분무가 진행된다.
분무를 통하여 미세한 액적을 얻기 위한 기존의 방법들 중 가장 대표적인 방법은 잉크젯 노즐을 사 용하는 방법이다. 수력학적인 힘만을 사용하는 잉크 젯 노즐 분사법은 발생되는 액적의 크기가 노즐의 약 2배로 고정되기 때문에 미세한 액적을 얻기 위해 서는 액적의 크기보다 훨씬 작은 노즐이 사용되어야 한다 (Lefebvre, 1989). 따라서 작은 크기의 액적으로 이루어진 미세 패턴을 얻기 위해서는 그보다 작은 크기의 노즐 사용이 필수적이다. 그에 따라 고점도의 물질을 사용하여 미세 패턴을 얻고자 할 경우 노즐 부위의 막힘 현상이 발생하게 된다. 이에 비해 전기 수력학적 분무 방식은 상대적으로 큰 직경의 노즐을 사용하여 작은 액적의 분무가 가능하고 노즐의 막힘 없이 고점도의 물질을 작은 액적으로 분무하는 것이 가능하다. 따라서 원뿔형 액주 모드를 직접 쓰기 기 술 (direct writing technology)에 적용하고자 하는 연 구가 근래에 대두되고 있다.
패시브 소자, 전원 공급 장치 등을 여러 가지 물질을 미리 정해놓은 패턴대로 적층 또는 토출시켜 표면위 에 직접 통합 제작하는 방법이다 (Pique and Cheisey,
2002). 특히 별도의 박막, 후막 공정없이 PCB 기판의시제작이 가능하고 따라서 신속한 수정이 용이하며 또한 친환경적 특성 때문에 직접 쓰기 기술을 적용 하고자 하는 연구가 활발히 진행되고 있다. 이 외에 도 고점도 물질의 미세 패터닝을 이용한 PDP, LCD 패널의 제작에도 적용할 수 있다는 이점이 있다. 원 뿔형 액주 모드를 이용한 직접 쓰기 기술 적용 연구 예로서 Jayasinghe et al. (2002), Lee et al. (2005)은 고 점도의 세라믹 혼합물을 이용한 2차원 패터닝을 시 도하여 수백
µm단위의 2차원 패턴에 성공하였다.
특히 Lee et al. (2005)은 일정 유량에 대해 접지 전극 크기 변화에 대한 원뿔형 액주 모드 형성 전압 범위 의 변화를 살피고 있다. 하지만 본 연구에서는 세라 믹 나노입자 혼합 잉크를 사용하여 유량과 접지 전 극 크기를 변화시키며 원뿔형 액주를 이용한 패터닝 을 하였다. 특히 패터닝을 위한 전압 조건을 원뿔형 액주를 형성시키는 개시전압 부근으로 한정하여 인 가되는 전기장 외의 다른 조건의 변화에 대한 패턴 된 선폭의 변화 경향성을 살피기 위한 실험을 진행 하였다.
2. 실 험
연구를 위한 실험 장치를 그림 2와 같이 구성하였 으며 모든 실험은 Class 100 (0.5
µm 기준)의 클린부스 내에서 진행되었다.
장치는 크게 액체 공급 장치, 전원 공급 장치, 기판 이송장치로 구성된다. 분무를 위해 사용한 잉크는 평 균 50 nm 입경을 가지는 알루미나 (Al
2O3) 입자와 분산제 (EFKA 6225)를 함께 비드밀 테이블 (bead mill
table)을 이용하여 24시간 동안 증류수에 분산시킨것이다. 잉크 제조를 위해 사용된 비드(bead)는 지르 코니아 재질로 3 mm 크기이다. 혼합에 사용된 물질 들의 무게 조성비는 각각 증류수 78 wt%, 알루미나 입자 20 wt%, 분산제 2 wt%이며 이를 통해 제작한 알루미나 잉크의 물리적 성질을 다양한 방법을 통해 측정하였고, 그 결과를 표 1에 나타내었다.
Figure 1.Schematic of cone-jet mode atomization.
Taylor cone (hc)
Intact jet (l ) dn
dj
액체 공급 장치는 공급 유량을 조절 할 수 있는 실린지 펌프 (kds-100, KD Scientific Inc.)와 실린지
(81320, Hamilton),그리고 전원 공급 장치에 연결되 는 노즐로 구성되어 있다. 노즐은 스테인레스 재질이 며 내경은 0.92 mm, 외경은 1.28 mm이고 전원 공급 장치와 연결되어 접지 전극과 함께 전기장을 형성시 킨다. 전원 공급 장치는 15 kV까지 전압을 공급할 수 있는 DC 전압 공급 장치를 사용하였으며 접지 전극은 텅스텐 재질로 세 종류의 직경 (1
µm, 100µm, 1,000 µm)에 대하여 실험을 진행하였으며 노즐로부터 5 mm거리에 고정시켜 실험을 진행하였다. 패터닝을 위해 사용된 기판은 폴리에스테르 (polyester) 재질의 투명 필름 (두께 0.1 mm)이며 노즐 끝단으로부터
1.75 mm 거리에 위치시켰다.전기-수력학 분무를 통한 패터닝을 하기위해 기판 을 이송장치에 설치된 아크릴 틀에 얹은 후 이송장 치를 컴퓨터 제어를 통해 원하는 형태대로 이동시키 며 패터닝을 실시하였다. 스테이지 이동 속도는 300
mm/min로 일정하게 유지되었다. 실험의 순서는 다음과 같다. 먼저 일정 유량의 알루미나 잉크를 실린 지 펌프를 통해 노즐로 공급한 후 원뿔형 액주가 형 성될 때까지 공급 전압의 크기를 증가시켰다. 임의의 전압에서 원뿔형 액주가 형성되면 그 시점부터 0.05
kV씩 가하는 전압을 증가시키며 프린팅 된 패턴의 선폭 변화를 관찰하였다. 이후 접지 전극의 직경 및
공급 유량을 변화시키며 일련의 과정을 반복하여 원 뿔형 액주 모드가 형성되는 전압의 변화 및 작은 전 압의 변화에 따른 패턴 변화의 경향을 관찰하였다.
3. 결과 및 고찰
3. 1
유량 및 전극 크기에 따른 원뿔형 액주 형성 전압의 변화
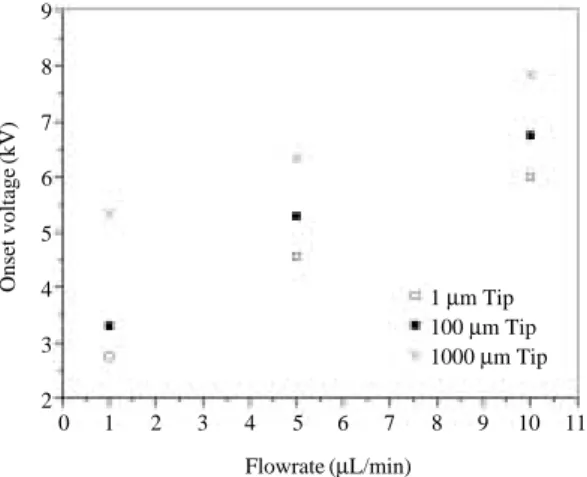
본 실험에서는 먼저 접지 전극의 크기를 선택한 후 일정 유량 조건에 대해 원뿔형 액주모드를 형성 시키기 위하여 공급 전압의 크기를 증가시키며 액주 의 형상과 형성되는 패턴을 관찰하였다. 그림 3은 전 극의 크기와 유량을 변화시키며 각 조건에 따라 원 뿔형 액주가 형성되기 시작하는 전압의 크기를 나타 낸 것이다.
일정 유량 조건에 대하여 접지 전극의 크기가 커 질수록 원뿔형 액주를 구현하기 위하여 공급해야하 는 전압(개시 전압)의 크기가 커지는 것을 알 수 있 다. 또한 공급 유량의 크기가 커질수록 개시 전압의 크기가 커지는 것을 알 수 있다. 하지만 유량의 크기 가 커질수록 전극의 크기 변화에 대한 개시 전압 크 기 변화량이 적어진다는 것을 알 수 있다. 즉 1
µL/min 유량에 대한 경우를 살펴보면, 1µm 접지 전극을
사용하였을 경우 공급 전압의 크기가 2.75 kV 부터 원뿔형 액주를 이용한 패터닝이 가능하였고, 같은 유
Figure 2.Experimental set-up.
Figure 3.Variation of onset voltages with flow rate and elec- trode size.
1 µm Tip 100 µm Tip 1000 µm Tip
Table 1.Properties of the alumina ink.
Density Viscosity Surface tension Electrical
(kg/m3) (mPa∙s) (mN/m) conductivity
(S/m)
1167.5 285 56.2 7.71×10-3
Syringe
Liquid cone Moving
stage
Ground electrode
Substrate Nozzle Syringe pump
Power supply (++)
(-) PC
9 8 7 6 5 4 3 2
0 1 2 3 4 5 6 7 8 9 10 11
Flowrate (µL/min)
Onset voltage(kV)
량 조건에 대해 1,000
µm로 접지 전극의 크기가 커지면 원뿔형 액주가 형성되는 전압이 5.35 kV로 약
1.94배 증가하였다. 반면 유량이 5µL/min, 10µL/min기가 커질수록 전극의 크기 변화가 개시 전압의 변 화에 미치는 영향이 적어짐을 알 수 있다.
3. 2
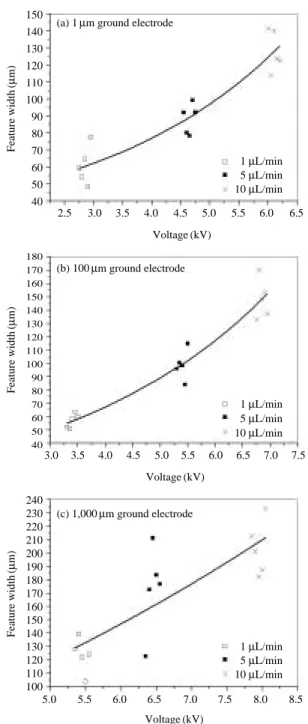
유량 변화에 따른 패턴된 선폭의 변화 그림 4의 그래프들은 각각 서로 다른 크기의 접지 전극 조건에서 유량을 1, 5, 10
µL/min으로 변화시키며 공급 전압 증가에 따라 형성되는 패턴의 선폭을 측정하여 나타낸 것이다.
노즐과 접지 전극 사이에 형성되는 전기장의 세기 가 증가함에 따라 임의의 전압에서 원뿔형 액주모드 가 형성되면 다시 그 지점으로부터 50 V씩 총 200 V 까지 공급 전압을 증가시키며 1차원 패턴을 구현하 였다. 유량의 변화는 앞서 언급하였듯이 1, 5, 10
µL/min이었으며, 동시에 접지 전극의 직경을 1, 100,1,000µm로 변화시키며 일련의 과정을 반복하였다.
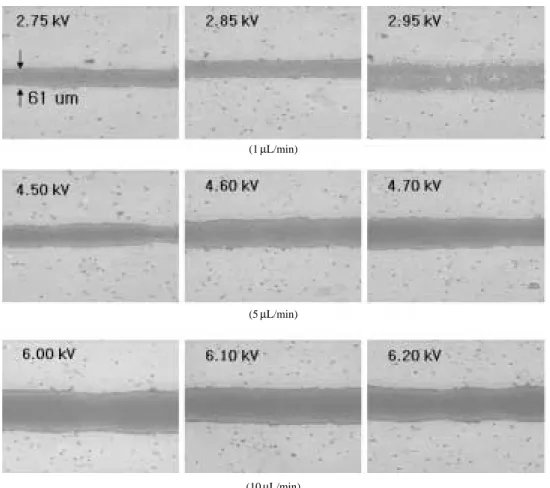
그림 5에 나타난 확대 사진들은 1
µm 접지전극을 사용하여 형성시킨 선형 패턴들에 대한 것이다.
같은 크기의 전극에 대해 액체 공급 유량의 증가 에 따라 원뿔형 액주모드를 이용하여 프린팅된 패턴 의 선폭이 증가하는 것을 알 수 있다. 이는 유량의 증가에 따라 형성되는 액주의 직경이 커지기 때문이 다. Hartman et al. (1999)은 원뿔형 액주 모드에서 발 생되는 젯의 직경은 유량에 크게 영향을 받는다고 하였으며 식 (1)을 통하여 젯의 직경을 계산할 수 있 다고 하였다.
4ρQ2 1/3
dj
= =2 · mmmm ‚ ~Q
2/3 (1) π2γ여기서 d
j는 젯의 직경, ρ는 밀도, Q는 유량, γ는 잉크의 표면 장력이다. 하지만 그래프에서 나타난바 와 같이 식(1)을 통해 계산할 수 있는 젯 직경의 변 화량보다 선폭의 변화는 더 작은 것을 알 수 있다.
이는 젯이 기판에 도달하기 전에 미세 액적으로 분 열되어 노즐과 접지 전극 사이에 형성된 전기장의 영향을 받기 때문이며 이에 대한 고찰을 위하여 젯 의 분열 위치를 살펴보았다. 젯의 분열 위치는 원뿔 의 높이와 인텍 젯의 길이를 합산하여 계산할 수 있 다.
Taylor (1964)는 전기-수력학적 분무 방식에 의하
여 형성되는 원뿔형 액주의 궤면은 꼭지점에서 내린 수선에 대해 49.3�기울어져 형성된다고 하였다. 따
Figure 4.Feature widths with applied voltages and electrode diameters.
140 130 120 110 100 90 80 70 60 50 40
180 170 160 150 140 130 120 110 100 90 80 70 60 50 40
240 230 220 210 200 190 180 170 160 150 140 130 120 110 100
Feature width(µm)Feature width(µm)Feature width(µm)
2.5 3.0 3.5 4.0 4.5 5.0 5.5 6.0 6.5 Voltage (kV)
3.0 3.5 4.0 4.5 5.0 5.5 6.0 6.5 7.0 7.5 Voltage (kV)
5.0 5.5 6.0 6.5 7.0 7.5 8.0 8.5
Voltage (kV) (b) 100µm ground electrode
(c) 1,000µm ground electrode
1 µL/min 5 µL/min 10 µL/min
1 µL/min 5 µL/min 10 µL/min
1 µL/min 5 µL/min 10 µL/min
라서 노즐 끝단으로부터 원뿔형 액주가 유지되는 거 리를 식(2)를 이용하여 계산할 수 있다.
1 dn dj
hc
= = mmmmmmm · mm-mm ‚
(2) tan 49.3� 2 2여기서 h
c은 원뿔의 높이, d
n은 노즐의 직경이다.
실험에서 사용된 유량 1, 5, 10
µL/min의 조건에서 나타나는 원뿔 액주의 높이는 모두 약 0.53 mm로 거 의 일정하게 나타났다. 이는 실험의 유량 조건에서 형성되는 인텍 젯의 직경이 사용한 노즐의 내경보다 매우 작기 때문에 나타나는 결과이다. 원뿔 액주의 끝단에서 나타나는 인텍 젯의 길이(l)는 사용하는 물 질의 물리적 특성에 크게 영향을 받으며 그 길이는 식 (3)을 통하여 계산할 수 있다(Poon, 2002).
u a
l=
=mm ln ·mmm ‚
(3) w 2δ0여기서 u는 젯의 속도, w는 최대 교란 성장률
(maximum disturbance growth rate), a는 발생 액적의크기로부터 유도되는 젯의 특성 반경, δ
0는 초기 교 란 크기 (initial disturbance amplitude)이다. 각각의 변 수는 Chandrasekhar (1961)과 Hartman et al. (2000)의 연구 결과에 의하여 식 (4), (5), (6), (7)과 같이 제시 되었다.
u=
=mmm
4Q (4)πd2j
w=
=mmmm
γ (5)3µdj
Figure 5.Magnified images of ceramic patterns.
(1µL/min)
(5µL/min)
(10µL/min)
ρε01/6
a=
=
π-2/3Q1/2·mmm‚ f
b (6) γΚδ0
= =0.001d
j (7)여기서
Κ는 물질의 전기적 전도도이다. fb는 액적 으로 분열되기 시작하는 부분의 액주 지름을 무차원 화 시킨 변수로서 Gan˜án-Calvo (1997)의 연구결과에 의하여 약 0.6으로 추정되었다. 그림 6은 식 (2), (3) 을 이용하여 계산한 원뿔의 높이와 인텍 젯의 길이 를 유량 변화에 따라 나타낸 것이다.
본 실험에서 사용된 유량 조건 1, 5, 10
µL/min에대해서 식 (2), (3)의 결과를 합산하여 유량에 따른 액적의 분열위치를 계산하면 노즐로부터 각각 0.83,
1.08, 1.23 mm로 세라믹 잉크는 기판에 닿기 전 미세액적으로 분열된다는 것을 알 수 있다. 또한 유량 증 가에 따라 젯의 분열 위치가 점점 기판에 가까워짐 을 알 수 있다. 따라서 유량 1
µL/min에서 발생된 액적들은 5, 10
µL/min에서 발생된 액적들보다 더 많이산개 후 적층되므로 각 유량에서 계산된 젯 지름의 변화량보다 패턴된 선폭의 변화량이 더 적음을 설명 할 수 있다.
3. 3
전기장 변화에 따른 패턴된 선폭의 변화
4의 결과를 살펴보면 같은 유량 조건에 대해서 접지 전극의 크기가 커질수록 패턴된 선폭이 점점 증 가하는 것을 알 수 있다. 이는 액적들이 외부 전기장
의 영향을 받기 때문이며 접지 전극의 크기 변화에 따라 노즐과 접지 전극 사이에 형성되는 전기장의 변화가 액적들의 패턴에 영향을 미쳤기 때문이다. 젯 의 끝에서 분열된 액적들이 받는 힘은 식 (7)과 같이 정리될 수 있다.
FT
= =F
D++FE++FB++FR (7)식 (7)의 항들은 각각 항력 (F
D),전기력 (F
E), 확산력(F
B), 그리고 액적 하전에 의한 반발력(FR)을 나타낸다. 특히 이들 중 전기력과 하전 반발력들이 액적 분무에 대한 원주 방향의 성분을 가지고 선폭의 변 화에 크게 영향을 미치며 각 힘들이 미치는 영향의 정도를 알기 위해선 발생된 액적들의 크기와 하전량 을 알아야 한다. Gan˜án-Calvo (1997)는 정전 분무를 통해 발생되는 액적의 크기는 유량에 큰 영향을 받 는다고 주장하였으며 식(8)을 통하여 발생되는 액적 의 크기를 예측할 수 있다고 하였다.
dd
= =3.78a
(8)여기서 d
d는 발생된 액적의 지름이다. a는 3.2절에 서 계산한 액주의 특성반경이다. 또한 Jaworek and
Krupa (1995)는 원뿔형 액주모드에서 발생되는 액적들의 크기와 이들이 띄는 전하량을 측정하였으며 이 는 Rayleigh 하전 한계량의 약 1/2배로 나타난다고 하였다. 따라서 본 실험에서 발생된 액적들이 띄는 하전량은 식 (9)를 통해 계산할 수 있다.
8π2ε0γd2p
qp
= = mmmmmmmmmm
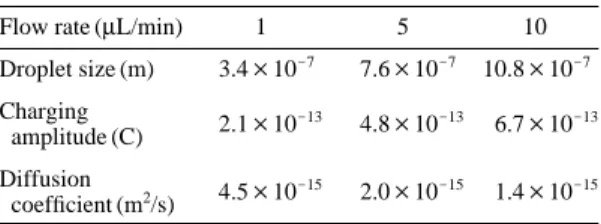
(9) 2본 실험에서 발생된 액적들에 대하여 각각의 힘을 계산하는데 필요한 특성들을 표 2에 나타내었다. 이 를 이용하여 액적의 원주 방향 운동에 미치는 힘들 의 크기를 계산할 경우 액적의 확산력과 액적간의
Flow rate (µL/min) 1 5 10
Droplet size (m) 3.4×10-7 7.6×10-7 10.8×10-7 Charging amplitude (C) 2.1×10-13 4.8×10-13 6.7×10-13
Diffusion
4.5×10-15 2.0×10-15 1.4×10-15 coefficient (m2/s)
1.6 1.4 1.2 1.0 0.8 0.6 0.4 0.2
0 2 4 6 8 10 12
Flow rate (µL/min) Height of cone
Intact jet lentgh Total length Distance to substrate
Length(mm)
Figure 6.Variation in length of cone height and intact jet with flow rate.
전기적 반발력은 전극 크기 변화에 대해서 영향을 받지 않는다. 이는 발생 액적의 직경이 동일 물질의 경우 유량에 의해서만 결정되기 때문이다. 하지만 그 림 5에서 나타난바와 같이 접지 전극 직경 변화에 따른 선폭의 변화는 뚜렷하게 나타난다. 따라서 같은 유량 조건에서의 접지 전극 크기를 변화 시킬 경우 이에 따른 전기장의 변화가 형성되는 패턴의 선폭에 영향을 미친다는 것을 알 수 있다.
4. 결 론
본 연구에서는 세라믹 나노입자를 분산시킨 잉크 로 전기-수력학적 분무 방식을 이용하여 1차원 패턴 을 형성시켰다. 또한 접지 전극의 크기 및 공급 유량 을 변화시킴으로써 각각의 요소가 원뿔형 액주모드 를 형성시키는 전압의 크기에 미치는 영향을 관찰하 였다. 그리고 개시 전압 이상의 조건에서 전극 크기 및 공급 유량의 변화에 따라 형성되는 패턴의 선폭 의 변화와 각 조건들이 그에 미치는 영향을 살펴보 았다.
1. 10µL/min 이하의 유량 조건하에서 전기-수력학
적 분무 방식을 이용하여 수십에서 수백 마이크로미 터 단위의 패턴을 형성시켰다.
2. 접지 전극의 크기 및 공급 유량을 변화시키며
원뿔형 액주모드가 구현되기 시작하는 개시 전압의 변화를 관찰하였다. 접지 전극의 크기 증가와 유량의 증가에 따라 개시 전압은 두 경우 모두 증가하였다.
3. 이론적으로 예측되는 액적 분열 위치를 유량 변
화에 따라 계산하였다. 계산 결과 모든 유량 조건에 서 젯은 기판에 닿기 전 미세 액적으로 분열되었으 며, 유량 증가에 따라 액적 분열 위치가 기판에 가까 워졌다. 따라서 유량 조건 증가에 따른 젯 직경 증가 량에 비해 평균 선폭의 증가량이 작은 것은 작은 유 량에서 발생된 액적들이 더 긴 시간동안 원주 방향 으로 비산되기 때문이다.
4. 정전 분무를 이용한 패턴의 경우 액적의 적층에
의한 패턴이므로 입자 분산 잉크를 사용할 경우 그 림 5처럼 미세 입자의 적층의 형태로 나타난다. 본 실험에서 사용한 입자와 같이 비금속 입자의 경우 추가적인 공정이 제한되기 때문에 분산제와는 별도 로 응집제를 추가하여 잉크를 제조할 경우 그 성능
의 향상을 기대할 수 있다(Lewis, 2002).
감사의 글
본 연구는 한국 과학재단 특정기초연구 (R01-
2005-000-10723-0)지원으로 수행되었으며 이에 관 계자 여러분께 감사드립니다.
참 고 문 헌
Chandrasekhar, S. (1961). In Hydrodynamic and Hydromag- netic Stability, Oxford University Press, London, Chapter 12.
Chen, D.R., Pui, D.Y.H., and Kaufman, S.L. (1995). Electro- spraying of conducting liquids for monodisperse aerosol generation in the 4 nm to 1.8µm diameter range, Journal of Aerosol Science, 26, 963-977.
Gan˜án-Calvo, A.M. (1997). Cone-Jet analytical extension of Taylor’s electrostatic solution and the asymtotic uni- versal scaling laws in electrospraying, Physical Re- view Letters, 79, 2, 217-220.
Hartman, R.P.A., Brunner, D.J., Camelot, D.M.A., Mari- jnissen, J.C.M., and Scarlett, B. (1999). Electro- hydrodynamic atomization in the cone-jet mode physical modeling of the liquid cone and jet, Journal of Aerosol Science, 30, 7, 823-849.
Hartman, R.P.A., Brunner, D.J., Camelot, D.M.A., Mari- jnissen, J.C.M., and Scarlett, B. (2000). Jet break- up electrohydrodynamic atomization in the cone-jet mode, Journal of Aerosol Science, 31, 1, 65-95.
Jaworek, A., and Krupa, A. (1995). Generation and charac- teristics of the precession mode of EHD spraying, Journal of Aerosol Science, 27, 75-82.
Jayasinghe, S.N., Edirisinghe, M.J., and Wilde, T.D. (2002).
A novel ceramic printing technique based on elec- trostatic atomization of a suspension, Materials Research Innovations, 6, 92-95.
Lee, D.Y., Kim, S.Y., Yu, T.U., Hwang, J.H., and Kim, Y.J.
(2005). Study of ceramic sub-micron particle pat- terning by electro-hydrodynamic printing, Transac- tions of the KSME (B), 29, 217-220.
Lefebvre, A.H. (1989). Atomization and Sprays, Hemisphere Publishing Corporation, pp. 37-39.
Lewis, J.A. (2002). Direct-write assembly of ceramics from
terials Science, 6, 245-250.
Pique, A., and Cheisey, D.B. (2002). Direct Write Technolog- ies for Rapid Prototyping Applications, Academic Press, San Diego.
Poon, H.F. (2002). Electrohydrodynamic Printing, Ph.D.
Princeton University.
Taylor, G.I. (1964), Disintegration of water drops in an elec- tric field, Proceedings of the Royal Society of Lon- don, 280, 383-397.