총 설
산업 BT: 생물 자원의 생물 변환에 의한 연료, 화학원료 및 고분자의 생산
이선구·박성훈†
부산대학교화학생명공학과, 환경기술·산업개발연구소
609-735 부산시금정구장전동산 30 (2005년 12월 22일접수, 2006년 2월 1일채택)
Industrial Biotechnology: Bioconversion of Biomass to Fuel, Chemical Feedstock and Polymers
Sun-Gu Lee and Sunghoon Park†
Department of Chemical and Biochemical Engineering and Institute of Environmental Technology and Industry, Pusan National University, 30, Jangjeon-dong, Geumjeong-gu, Busan 609-735, Korea
(Received 22 December 2005; accepted 1 February 2006)
요 약
우리인류가이룩한산업의발전은화석원료에기반을두고있다. 현재인류가사용하고있는대부분의정밀화학 제품, 의약품, 각종화학소재, 플라스틱, 연료등은화석원료특히석유를원료로생산되고있다. 그러나석유는수요 의지속적증가와매장량의한계때문에최근그가격이급격히상승하고있으며이로인해세계경제의발전이크게 위협받고있다. 또한, 화석연료나화석원료이용하는화학제품의제조공정은지구온난화가스및폐기물을대량생산하 여인류에게심각한환경문제를야기하고있다. 이에바이오매스를원료로사용하는새로운생물화학공정, 즉산업 BT
의필요성이대두되었다. 산업 BT는바이오에탄올, 바이오수소등의대체연료, 글리세롤, 젖산, 아세톤, 부탄올, 프
로피온산및각종아미노산등을포함한대체원료, 미생물이생산하는 PHA 등의바이오폴리머의생산에활용될수있
으며, 궁극적으로기존화석원료기반의산업구조를환경친화형바이오기반구조로대체할것으로기대되고있다.
Abstract −The production of various commodity chemicals including fine chemicals, pharmaceuticals, bulk chemi- cals, plastics, and fuels is based on fossil resources such as petroleum. However, the limited reserves and ever-increas- ing demand of petroleum lead to the rapid elevation of its price. In addition, the traditional chemical processes using petroleum as a raw material have been imposing a serious environmental burden to our planet including global warm- ing. These problems can be alleviated substantially by employing biological raw materials and bioconversion processes.
Industrial biotechnology is expected to significantly complement or replace the current petroleum-based industry and to play an important role in bringing about so-called ‘bio-based society’.
Key words: Industrial Biotechnology, Biomass, Bioconversion, Chemical Feedstock, Bio-fuel
1. 서 론
20세기초원유가본격적으로사용되기전대부분의화학산업은 석탄이나바이오매스에의존하여왔다(Fig. 1). 20세기중반부터석 유를중심으로한화학산업은크게발달하게되었는데정밀화학제 품(fine chemicals), 의약품(pharmaceutical chemicals), 범용화학제
품(bulk chemicals), 플라스틱및연료에이르는다양한제품들이석
유로부터생산되게되었다. 그러나화석원료로대표되는석유, 가스 및석탄은그자원의한정성으로인하여가격이지속적으로상승하 고있으며, 이의원활한확보를위한국가간경쟁이가열되고있다
†To whom correspondence should be addressed.
E-mail: [email protected] Fig. 1. Trend in feedstock of chemical industry.
. 더욱이화석원료로부터생산되는화학제품들은제조공정에서부 산물로지구온난화가스와폐기물을대량발생시켜인류에게심각 한환경위기를초래하고있으며, 이는기존의화학산업을급격히 위축시키는요인이되고있다. 따라서화석원료에기반을둔화학 공정을대체할수있는, 즉화석원료의소비와인류에게유해한폐 기물의생산을최소화할수있는바이오매스를원료로사용하는환 경친화적인새로운생물화학공정의개발이필요하다[1-5].
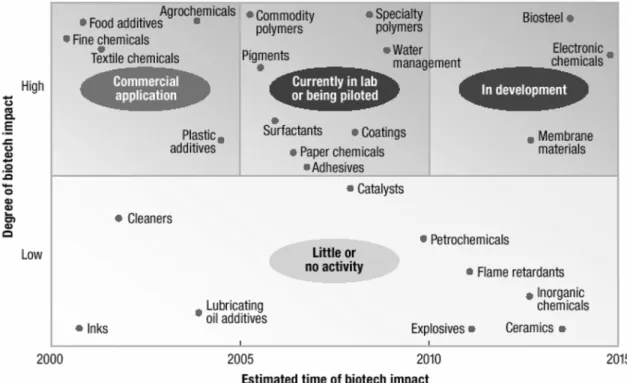
산업 BT(white biotechnology 또는 industrial biotechnology)는생 물공학적기술을산업생산에이용하는기술로서, 정밀화학, 의약품 뿐아니라고분자, 신소재, 범용화학제품그리고에너지의생산에
까지이용되고있다(Fig. 2). 생물공학기술을이용하는산업 BT는
원료로써재생가능한바이오매스인각종동식물, 농업에서나온부 산물및폐기물, 음식물쓰레기, 생체에기초한산업폐기물, 바이오 연료생산을목적으로재배된작물등을이용한다. 또한, 생산공정 에서생촉매를사용하므로오염과에너지소모가적은청정기술이 다. 그뿐만아니라생화학, 미생물학, 유전체학, 단백체학, 생물정보
학, 공정공학등의학문의발전에힘입어의약관련 BT(red BT), 농
업관련 BT(green BT)에이어 BT의제3의물결을주도할것으로기
대되고있다[6-7]. 이에따라미국, 유럽, 일본등세계각국은장기
적이고종합적인대체에너지및바이오매스유래화학제품생산을 위한정책을수립하고있으며산업 BT 관련연구개발및상업화를 적극지원하고있다. 예를들면미국에서는바이오매스를출발물질 로하여각종화학소재와에너지를생산하려는 bio-refinery(생물유 래및생물공정활용)에대한연구개발을 DOE와 USDA를중심으 로지원(연간 $ 80 million 규모)하고있으며, 일본은 2004년이후 경제산업성이바이오프로세스실용화개발사업및바이오매스플라 스틱활용실증사업에연 26억엔을지원하고있다[8]. 산업 BT를
red BT(의약), green BT(농업)와구별하여 white BT로표현하여쓰기
시작한유럽은생물산업체의모임인유럽생물산업연합(EuropaBio)
를중심으로지원정책을수립중에있다[8]. 또한, 독일, 네덜란드,
영국등유럽각국은개별국가별로지원정책을수립하고있다.
McKinsey 보고서에따르면현재약 5%의화학제품이산업 BT
를활용한생물공정으로생산되고있다. 그러나그비중은급격히증 가하고있으며 2010년경에는약 10~20%(금액으로는 2,800억달러),
그리고 2050년경에는약 50%에이를것으로예상되고있다 [8]. 특
히정밀화학분야에서는 2010년까지총생산물의 60%를산업 BT가
담당할것으로예상된다[8]. 산업 BT와직접관련이있는산업분야
는화학·플라스틱·종이·섬유·식품·제약등매우다양하며, 이미
DuPont, Monsanto, Cargill, Dow, Genencor, Maxygen, Diversa, DSM
등기업들이젖산, 프로판디올, 구연산, 숙신산, 각종아미노산, 비타 민, 항생제, 다당류, 미생물농약, 생리활성물질등을생산하고있다
[1]. 이들기존제품을포함하여앞으로산업 BT에의해생산될제품
을특성에따라분류하면크게 4가지, 즉바이오에탄올, 바이오수 소등의대체연료(biofuels), 글리세롤, 젖산, 아세톤, 부탄올, 프로피 온산, 부틸산, 부탄디올, 프로판디올, 구연산, 숙신산, 각종아미노산 등을포함한대체원료(chemical feedstock), 항생제, 다당류, 미생물농 약, 생리활성물질등과각종생촉매전환반응생산제품그리고바이 오식품소재를포함한특수기능물질(performance chemicals), 미생물 의 1차대사산물로얻어지는유기산을원료로만들어지는각종고분
자물질과미생물이생산하는 PHA 등의바이오폴리머(biopolymer)
등이다. 이들제품군중특히대체원료는동물, 식물, 미생물등생물 체의유기물을총망라하는바이오매스를이용하여화학공정으로얻 던원료물질을바이오공정으로대신하여얻는것이다. 본논문에서
는생물자원(biomass)를이용한대체원료생산및대체연료, 바이
오폴리머생산을위한생물공학기술과제품의현황및발전가 능성에대하여살펴보고자한다.
Fig. 2. Various chemical products related with industrial biotechnology.
2. 생물 전환 기술
대부분의화학공정은고온고압에서작용하는화학촉매에의존하 며때때로유기용매를필요로한다. 또한, 화학촉매공정의최적화는 시간과노력이많이소요되며비용이높다. 화학공정에이용되는출 발물질과중간혹은최종생산물은인간의건강을위해하며환경에 나쁜영향을주는경우가많다. 또한, 에너지를많이사용하며각종 부산물도다량발생시킨다. 이에비해미생물을이용한화학물질의 생산은에너지소모가적고, 환경친화적이라는장점이있다. 그러나 미생물의생산능력은기존의화학공정과비교할때속도나수율면 에서열위인경우가많고원하는물질이외에도많은부산물을생 산하므로생산물의분리·정제에많은어려움을야기한다. 이를개 선하기위하여효율적인생산공정이나분리공정의개발이시도되 어왔다. 그러나이방법들이공정의경제성을향상시키는데어느 정도도움이되었지만균주의대사특성자체를조작하는것이아니 므로한계가있었다. 특히최근에는공정및분리기술이기술의성 숙화단계를지나안정화단계에다다랐으므로이의개선을통한 생산능의향상은크게기대하기힘든실정이다. 따라서생촉매의획 기적개선, 즉미생물의대사회로를조작함으로써균주의생산능및 특성을근본적으로개선하는새로운특성을갖는신기능효소의발 굴이나대사공학기술그리고신개념의생물공정기술이관심을끌고 있다.
대사공학기술은생명체내부에서일어나는에너지와물질의흐 름, 그리고정보의제어등복잡한시스템을해석하고이를생촉매 개량에응용하는기술이다. 구체적으로분자수준, 세포수준, 조직세 포수준및생명체전체수준의모델을개발하고이에대한전산모 사시스템을개발하며이를기존대사산물의생산성확대, 부가산 물의생성억제, 신규대사산물의생산등과관련을짓는다. 이기술
은유전체이후시대(post-genome era)의대표적생명과학기술로써
생체구성성분을총체적으로접근하여분석하고생체내분자간의 상호작용또는네트워크를규명하는새로운길을열고있다. 즉, 세 포의정보, 구조, 기능및조절의중요한역할을하는생체물질인
DNA, 단백질또는 대사물질을 총괄적으로 다루는 ‘제노믹스
(genomics)’, ‘프로테오믹스(proteomics)’ 및 ‘메타볼로믹스(metabolomics)’
등발전하고있는새로운학문과기술을통합한다. 따라서이기술 은생명현상의이해를촉진할뿐아니라, 질병진단및신약개발그 리고생체물질생산및응용의가능성을한단계더높여주고있다.
대사공학적으로개량된균주들은화학(정밀화학물질, 범용화학물질),
의약·의료(광학활성의약품, 신규항생제), 환경(난분해성화합물분 해, 생분해성고분자), 농업(질소고정화, 해충내성) 등거의모든분 야에광범위하게응용되고있다.
효소공학(enzyme engineering) 기술은미생물, 환경유전자, 유전 체정보로부터바이오촉매로활용이가능한효소자원을발굴하고이 를대량발현생산하는기술이다. 또한, 새로운효소나기존의효소 를방향분자진화(directed evolution) 등의기법을사용하여최적화 하며생물촉매에적합한안정성및기능성을확보하는기술이다. 최 근화학공정과의경쟁이나융합의중요성이부각되면서화학공정에 알맞은고온고압의조건을잘견디는효소가많은관심을끌고있 으며, 이를개발하는데활용될수있는많은기술이각광을받고있 다. 효소공학기술은크게신기능바이오촉매자원의발굴기술, 단 백질생산성향상기술, 단백질진화기술등으로나눌수있다. 이중
신기능바이오촉매자원의발굴기술은미생물, 식물, 동물등유전체 정보를기반으로생물정보학적방법에의한유용유전자원의탐색,
배양이어려운미생물에서유래하는신기능바이오촉매자원의확 보, 그리고이들효소에서기능의규명등이포함된다. 또한, 단백 질발현조절및생산성향상기술에는유용생물촉매의경제적대량 생산을위한고효율발현기술, 효모등미생물표면발현기술, 분비 발현기술, 항시적발현또는발현제어기술등이관심을끌고있다
. 한편, 바이오촉매분자진화/단백질공학기술은바이오소재효소생 산의기능을개량하여고기능생물촉매를개발하기위한것으로in
silico 단백질분석, 분자진화기술을포함하며다기능모델단백질을
비롯하여비자연인공효소의제작과생체분자의 ‘lego형’ 조립및디 자인을통한신기능바이오분자의개발이포함된다. 마지막으로바 이오촉매이용신화학기술은 glycosylation, PEGylation 등단백질의 화학적수식기법을이용하여기질특이성, 안정성을개선하는것으 로불용성및수용성담체에효소를고정화하여반응성및물리화 학적안정성을개선하는것을포함한다.
생물공정기술(bioprocess technology)은바이오매스원료의전
처리, 생물반응, 분리, 정제등과연관된공정기술을의미한다. 또한,
새로운효소나미생물의개발혹은대사공학기술과모델링기술의 적용을위한새로운공정의개발과공정의개선을포함한다. 즉, 새 로운생물촉매기술의활용과최적화, 혁신적인발효및친환경분 리정제공정을포함하는다운스트림공정기술, biorefinery 기술, 친 환경/경제적산업생산공정을위한산업 BT의적용기술, 산업 BT
의기술적/경제적평가기술등을포함한다. 이러한공정기술은생 물촉매기술의진보와밀접한연관이있다. 일반적으로새로운생 물촉매가개발되면항상이를효율적으로사용하기위한공정기술 의개발이필요하게된다. 최근에는특정환경및극한환경에서의 신규효소와미생물의확보, 미생물유전체학과생물정보학의핵심 기술과의접목, 그리고새로운산물의생산과수율을높이기위한
대사공학기술의활용(특정산물생산에대한 mechanism 규명) 등
을통해새로운생촉매가속속개발되고있다. 또한, 생물촉매개량 기술(protein engineering, enzyme immobilization, gene shuffling, directed evolution 등)과효소고정화기술의발전에따라적절한반 응기기술의발전이요구되고있다. 한편, 혁신적인발효및다운스 트림공정기술에서는생물반응기의성능향상을위한변수의최적 화및향상된생물반응기의디자인적용, 효율적회수및정제공정 의확립, 마이크로반응계에서라세믹스위치기술등이공정기술
에서관심을끌고있다. Biorefinery 기술은일반적으로바이오매스
원료의전처리와당전환, 유용대사산물의생산등을모두포함한 다. 바이오매스의취급과공정적용, 생물반응기에서의발효(효율적 전화반응을위하여화학공정을일부포함하는), 최종산물의회수와 정제기술등요소기술이중요할뿐아니라이들을종합적으로고려 하는 integrated biorefinery 기술이중요하다. 다시말하여 biorefinery
가경제성을가지려면효율적인다단계통합공정개발이중요하며 친환경/경제적전환을위한화학적및생물학적연계전환시스템 개발이필수적이다. 마지막으로산업 BT의기술적경제적평가기 술은재생가능한자원으로부터화학원료물질을생물공학적으로 생산하는공정, 전통적인화학적생산공정을대체할수있는생물 학적생산공정등의평가를주대상으로한다. 그내용에있어서는 방법론의개발이필요하고특히환경적인관점그리고경제적인관 점에서의접근방안마련이중요하다.
3. 생물 전환 기술을 이용한 생산 제품
기본적으로모든화학제품은바이오매스와생물전환기술을이용 하여생산할수있다. 화학산업에서생산되는제품은매우다양하 다. 현재전세계적으로생산되는화학제품은연간 300 million 톤 이넘으며금액으로는 USD 10조달러를상회한다고알려져있다.
이러한화학제품들은크게세가지로분류할수있는데, 제품별연
간생산량을기준으로볼때이들은 (1) 범용화학물질(bulk, comodity
chemicals, >100만톤/년), (2) specialty chemicals(>10만톤/년), (3)
정밀화학제품(<10만톤/년) 등이다. 생산량을감안할때화학산업에 서에너지나원료사용량의절약에가장크게기여할수있는것은 범용화학물질을생물공정으로생산하는것이다. 그러나범용화학 물질은가격이매우낮으므로경제적인측면에서는생물공정이경 쟁력을갖기가쉽지않다. 정확한산정은쉽지않지만생물공정이 경쟁력을가지려면제품가격이 kg 당약 US$ 2가되어야되는것 으로알려져있다. 그러나석유가격이지속적으로증가하고있으므
로제품의최저가격(kg 당약 US$ 2) 또한변할것으로예상된다.
미래에어떤제품이재생가능원료로부터생산될수있는가하는 것은가격에의해결정될것이다. 바이오매스로부터생물전환기 술을이용하여생산할수있는화학제품의계통도는 Fig. 3과같으 며, 본논문에서는이를바이오연료, 대체화학연료, 바이오고분 자순으로살펴보고자한다.
3-1. 바이오연료(biofuel)
바이오연료(biofuel)는자연계에있는바이오매스(biomass)로부
터만들어지는지속가능한에너지원을말한다. 바이오매스는동물,
식물, 미생물등생물체의유기물을총망라하는것으로각종동식 물을비롯하여농업에서나온부산물및폐기물, 음식물쓰레기, 생 물체에기초한산업폐기물, 바이오연료생산을목적으로재배된
작물(에너지작물) 등그종류가다양하다[8]. 바이오매스는물리,
화학, 생물학적기술들이적용되어고체, 액체, 기체상태의바이오 연료로전환될수있다. 바이오연료의가격은크게두가지요인,
즉원료물질의가격과전환공정의비용으로결정된다. 원유에서연 료를만드는공정은현재원료물질의가격이전환공정의비용보다 현저히높은경우에해당된다. 반면, 바이오연료의경우전환공정의 가격비중이현저히높다. 따라서공정에서의효율성향상과비용저
감을가져올수있다면최종제품가격에미치는영향은바이오연 료가훨씬크다. 현재원료물질의가격만놓고본다면옥수수는원 유의 3분의 1 수준이며대표적셀룰로오스물질인 corn stover는약
10분의 1 수준이다. 따라서바이오연료가기존의석유연료와경쟁 력을가지려면공정비용을낮추기위한연구개발이필요하고또한 바이오연료생산과정에서나오는부산물을고부가가치제품으로 개발하는노력이필요하다.
EU에서는수송부문(transport sector)에서바이오연료의사용에
대해목표치를설정하였는데이는 2005년에 2%, 2010년에 5.75% 이다. 현재전체이산화탄소배출량중에서 28%가수송부문에기
인하며 1990년부터 2010년사이에증가하게될이산화탄소배출량
의 90%가역시수송부문에기인한다고예상되고있다. 따라서수 송용연료부문에서화석원료를대체하는수단이강구되지않으면 교토의정서를준수하기가어려울전망이다. 미국의경우에너지수 입은대규모무역적자의원인이되고있다. 원유및석유화학제품
의수입량은 1일 1,000만배럴이넘으며수송연료를위한수입량만
해도 US$ 600억을상회한다. 현재미국의석유해외의존도는 60%
가넘으며미국은이를경제적인이슈뿐아니라국가안보의차원에 서심각하게받아들이고있다. 따라서유럽, 미국등을포함하는세계 여러나라는바이오연료의개발과사용에국가적인노력을기울이
고있다. 바이오연료의대표적인예로는메탄올(methanol), 바이오
에탄올(bioethanol), 바이오디젤(biodiesel), 바이오가스 (biohydrogen,
methane), 기타고형연료등을들수있다. 이들은모두전력생산
이나수송수단의연료로쓰일수있지만, 현재까지는바이오에탄 올과바이오디젤의상업화가가장활발하다.
3-1-1. 바이오에탄올
바이오에탄올은가솔린대체연료, 첨가제그리고연료전지의연 료로사용되고있다[18-20]. 또한, 에탄올은 ETBT(ethyl tertiary
butyl ether) 생산의원료로사용되고있다. 현재에탄올의최대생
산국은미국과브라질인데각각미국은옥수수전분을주원료로사
용하고있으며생산량은연간 6 million m3이고, 브라질은사탕수수
를주원료로사용하고있으며생산량은연간 15 million m3이다. 유
럽은 2003년생산량이약 45만톤으로추정되며최대생산국은스
페인, 스웨덴, 프랑스등으로알려져있다. 이들국가에는에탄올이 포함된자동차용연료의공급시스템이전국적으로잘갖추어져 있다.
각종농산물을원료로하여에탄올을생산할경우지구온난화가 스방출량은현저히감소한다. 셀룰로오스를원료로에탄올을생산 하면지구온난화가스방출이저감된다. 화석연료와비교할때셀룰 로오스기반에탄올은이산화탄소방출량을약 75~90%저감하게되 는데이는곡물을원료로한에탄올생산에비교하여현저히높은 수치이다. 이러한환경적인이익과아울러바이오에탄올의생산은 지역과지방의발전을촉진시키며또한새로운일자리를창출하는 요인이된다. 셀룰로오스물질을에탄올생산의원료물질로사용할 경우리그닌이주부산물로생산된다. 리그닌은열이나전기를생 산하는고체연료로사용할수있으며재(ash)가거의발생하지않는 다는장점이있다. 현재셀룰로오스를원료로한에탄올생산가격 은리터당 40센트수준으로알려져있으며앞으로목표치는대략 리터당 20센트혹은배럴당 25달러수준이다. 당이나전분을발효
(fermentation)하여에탄올을생산하는것은매우오래된기술이다.
그러나아직까지도사용되는에탄올의상당부분은석유화학공업의
Fig. 3. Schematic diagram for the production of chemical feed stock from renewable resources.
산물인 ethylene의수첨반응 (hydration reaction)에의해생산되고
있다. 2000년대초반까지바이오매스로부터 bioethanol의생산은석
유를원료로이용한화학공학적방법에비해경제적이지않았다. 따
라서 bioethanol 사용은환경적측면에서장점, 즉에탄올은휘발유
보다 CO 배출량은 57%, 탄화수소및 NOx 배출량은각각 64%, 13
%감소시킨다는점이주로부각되어왔다. 그러나앞으로화석연 료의가격상승과생물공학적공정의진보에따른바이오에탄올생 산성향상에힘입어경제적이유가보다중요한요인으로부각될 전망이다. 그러나이경우에도바이오에탄올의경제성은석유가격 의변동에크게영향을받을전망이다. 브라질은에탄올발효에관 한한선도적인위치에있다. 많은석유수입국은바이오매스를이 용한대체연료의개발에관심을가지면서브라질의예를벤치마킹하 고있다. BC International, Amoco, Arkenol 등을포함 Williams Bio- Energy, Badger State Ethanol, Glacial Lakes Energy, Midwest Grain
Processors, ADM, Ethxx 등다수의기업이지역기반의공급라인과
독특한에탄올생산기술을바탕으로시장확대와가격우위확보를 위해활발한움직임을보이고있다[8].
3-1-2. 바이오디젤
바이오디젤은동식물의지방또는재생유지로부터알킬에스테르 화공정을거쳐만들어진다. 디젤엔진의연료로서기존의디젤유 대신쓰일뿐만아니라독특한윤활성때문에기존디젤유의첨가 제로도쓰인다. 바이오디젤의원료로는유채씨, 해바라기씨, 대두등
과같이다량의식물성기름(vegetable oil)을함유하는종자나, 쌀
기름과같이각종곡·식물가공처리과정에서발생하는부산물기
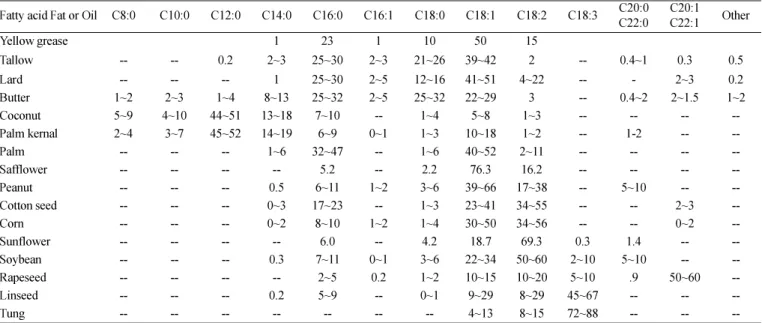
름혹은폐식용유등이쓰이고있다. Table 1은바이오디젤생산에
사용될수있는각종바이오오일의원료별지방산분포특성을보 여준다. 미국은건강상의이유로저지방육류를선호함에따라닭고 기, 돼지고기등에서인위적으로기름을제거하게되며, 이때발생한 다량의동물성기름을바이오디젤의원료로이용하기도한다. 바이 오디젤은기존의디젤엔진의구조변화없이그대로쓸수있다는특 징이있으며, 바이오디젤의생산과정에서바이오디젤이외에글리세 린과비료로사용가능한성분들이함께생산되어활용폭이넓다.
바이오디젤의생산은비교적단순한화학반응에의해이루어진
다. 한분자의 triglyceride는세분자의메탄올과반응하여세분자
의지방산메틸에스테르와한분자의글리세롤을생산하는데이때 생성되는알킬에스테르가바이오디젤로사용된다(Fig. 4). 바이오 디젤생산공정의특성은전이에스테르화반응의반응수율이매우 높아야한다는데있다. 대체로바이오디젤이기존디젤유의대체연
료로사용되기위해서는글리세롤함량은 0.24%미만이어야하는
데, 만일원료로서분자량 885.46의 triolein이사용된다면, 글리세롤
의분자량이 92.10 이므로글리세롤함량이 0.24%미만이되려면
97.7%이상의높은반응수율(트랜스에스테르화반응)이요구됨을 알수있다. 그러나전이에스테르화반응에서물이존재할경우오 일의가수분해를통해지방산이형성되고, 이지방산은촉매로사 용된 KOH와의반응을통해비누화반응을일으키게되어촉매를 소모하게된다. 이로인해전이에스테르화반응이지연되고비누화 된지방산은쉽게겔화되어반응수율이감소할수있으므로반응물 내의수분제거및유지가매우중요하다. 가장일반적으로사용되 는일차알코올은메탄올이나, 에탄올, 이소프로파놀, 부틸알콜등 도이용될수있다. 바이오디젤생산의원료로서알코올품질의가 장중요한점은수분함량이며, 저가알코올들은흡습성이높아보
Table 1. Fatty acid composition of various bio-oils
Fatty acid Fat or Oil C8:0 C10:0 C12:0 C14:0 C16:0 C16:1 C18:0 C18:1 C18:2 C18:3 C20:0C22:0 C20:1 C22:1 Other
Yellow grease 1 23 1 10 50 15
Tallow -- -- 0.2 2~3 25~30 2~3 21~26 39~42 2 -- 0.4~1 0.3 0.5
Lard -- -- -- 1 25~30 2~5 12~16 41~51 4~22 -- - 2~3 0.2
Butter 1~2 2~3 1~4 8~13 25~32 2~5 25~32 22~29 3 -- 0.4~2 2~1.5 1~2
Coconut 5~9 4~10 44~51 13~18 7~10 -- 1~4 5~8 1~3 -- -- -- --
Palm kernal 2~4 3~7 45~52 14~19 6~9 0~1 1~3 10~18 1~2 -- 1-2 -- --
Palm -- -- -- 1~6 32~47 -- 1~6 40~52 2~11 -- -- -- --
Safflower -- -- -- -- 5.2 -- 2.2 76.3 16.2 -- -- -- --
Peanut -- -- -- 0.5 6~11 1~2 3~6 39~66 17~38 -- 5~10 -- --
Cotton seed -- -- -- 0~3 17~23 -- 1~3 23~41 34~55 -- -- 2~3 --
Corn -- -- -- 0~2 8~10 1~2 1~4 30~50 34~56 -- -- 0~2 --
Sunflower -- -- -- -- 6.0 -- 4.2 18.7 69.3 0.3 1.4 -- --
Soybean -- -- -- 0.3 7~11 0~1 3~6 22~34 50~60 2~10 5~10 -- --
Rapeseed -- -- -- -- 2~5 0.2 1~2 10~15 10~20 5~10 .9 50~60 --
Linseed -- -- -- 0.2 5~9 -- 0~1 9~29 8~29 45~67 -- -- --
Tung -- -- -- -- -- -- -- 4~13 8~15 72~88 -- -- --
Fig. 4. Production of biodiesel by transesterification reaction of bio-oils.
관상에주의하여야한다. 에탄올은메탄올대비가격이 3~4배정도
높고, 물과 azeotrope를형성하므로메탄올에비하여정제가어렵다.
따라서높은독성에도메탄올이일반적으로바이오디젤생산에사 용된다. 바이오오일의트랜스에스테르반응장치의종류로는회분 식반응기와연속식반응기가사용된다. 일반적으로연속공정의경 우 98%이상의높은반응수율이보고되고있다. 또한, 초임계유 체를사용한무촉매공정도개발되었는데초임계조건에서알코올
은 super-acid의성질을띠게되어별도의촉매없이수분내에트
랜스에스테르반응을완결할수있다고알려진다. 그러나높은장치 비및에너지소비가많은점, 장치의스케일-업의문제점이해결되 어야할것으로보인다. 전세계바이오디젤생산량의 95%를유럽 이차지하고있으며, 연산 200만톤규모로시장이형성되어있다.
프랑스(33만톤), 독일(38만톤), 영국, 이태리(20만톤)에서활발히 공장건설이추진되고있다. 오스트리아, 벨기에, 스웨덴에서도바이
오디젤의사용이증가되고있으며 2010년까지는현재의 3배로성
장할것이예측되고있다. 현재국제적인생산업체는 Diester Indusrie (프랑스회사로전유럽시장의 24%점유), Novaol(Eridania Beghin- Say Group의 자회사로 17~20% 점유)이 있다. 또한, Oelmuhle
Hamburg사는 ADM의자회사로독일에서가장큰생산업체이며전
EU의 16%를점유하고있다. 미국에서는아직까지초기단계에있 고약 400대의차량이바이오디젤을사용하고있다. 그러나미국에 서바이오디젤에대한세금감면의혜택이주어지면앞으로 10년 후에연간 3~7백만톤의수요가있을것으로전망되고있다. 이러 한시장증가의요인으로는에너지수급의안정성확보, 온실가스 의감축, 오염배출(입자, 일산화탄소, 황화합물등)의감소, 지역경 제의활성화, 원유와천연가스가격의상승등을들수있다. 북미 에서는 Dow사의 자회사인 Dow Haltermann Custom Processing
(DHCP)사가바이오디젤을판매하고, World Energy사와공동으로
Houston에서생산하여공급하고있다.
3-2. 대체화학원료(alternative chemical feedstocks)
미국에너지성(US DOE)은 2004년 8월미래의대체화학물질의
목록을발표하였다. 먼저 300개이상의후보군을선정하고, 이에대 해다시석유화학모델, 화학적자료, 시장데이터, 성질, 효율성등 을반복적으로검토한후 30개의잠재적인후보군선정하였다[8].
또한, 30개의잠재적인후보군중에이들물질과유도체들의시장 성과합성방법의기술적인복잡성에대해검토한후생물학적이나 화학적인변형을통해당으로부터생산되어질수있는 12개의기본 요소(Building block)를최종적으로선정하였다. 이들은보통 12개
의 top value-added chemicals로불리며대체화학원료를논할때가 장보편적으로인용되고있다. Table 2는이들물질을탄소수에따 라정리한결과를보여준다.
현재 biotech을이용하여생산되는대체화학원료는그수가제
한되어있다. Ethanol(12.6 million ton/year)과 구연산(750,000 ton/
year)을제외하면몇종류의아미노산(L-lysine, L-glutamine)이연간
10만톤규모로생산되고있으며유기산(acetic, itaconic, lactic acid)
이연간 1만톤규모그리고비타민(B2, B12)과항생제들이연간
약 1000톤규모로생산되고있을뿐이다. 본논문에서는중요한
building block 화합물중 3-hydroxypropionic acid, di-acid, itaconic acid의생물공학적생산과이들의유도체, 시장가능성등을살펴보 고자한다.
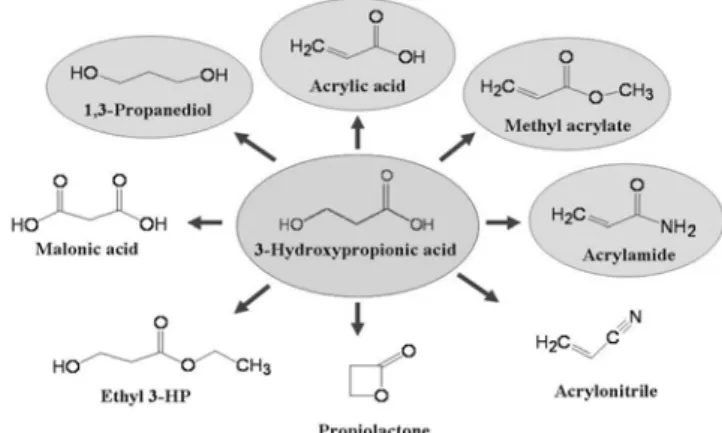
3-2-1. 3-하이드록시프로피오닉산(3-Hydroxy propionic acid: 3-HPA) 3-hydroxy propionic acid(3-HPA)는포도당으로부터이론상 100% 수율로얻을수있는핵심중간체이다. 발효에의해생산된 3-HPA
는화학적방법으로 1,3 프로판디올, 아크릴산, 아크릴산아크릴아마
이드, 아크릴로니트릴등산업적으로중요한다양한물질로유도될 수있다(Fig. 5)[23]. Cargill사는자사의핵심제품으로 3-HPA를개 발하고있으며최근여러미생물로부터 3-HPA 생산에관계된유전 자들을클로닝하고재조합미생물을만들어미생물을이용한 3-HPA
생산이가능하도록하였다[24]. 3-HPA는전통적인화학적방법으로 는생산하기가어렵고따라서지금까지시장에서중요한역할을할 수없었다. 그러나이의생물학적생산은코팅, 접착제, 수처리, 개
인용품등을생산하는새로운시장을창출하게될전망이다. Cargill
사가개발한대사경로에기초하여 Codexis사는전분을원료로 3-HPA
의생산성을향상시키기위한새로운기술들을연구하고있다[8].
3-2-2. 1,3-프로판디올(1,3-Propanediol: 1,3-PD)
PD는 polytrimethyleneterephthalate(PTT)의원료로쓰인다. PTT
는나일론과비슷한물성을갖는새로운고분자로서카펫(corterra)
이나특수기능성섬유재료(sorona)의제조에사용된다. 뿐만아니라,
페인트산업에서용도가많은폴리에스터수지의제조에새로운장 을열고있다고알려진다. PD는미생물에의해서글리세롤에의해 서생산될수있다. 글리세롤은앞서기술한바이오오일로부터바 이오디젤을생산하는공정에서부산물로생산된다. 바이오디젤의시 장이증가함에따라글리세롤의가격이폭락할것으로예상되는데 독일의경우글리세롤가격이바이오디젤생산에의해절반이하로
Table 2. Potential chemical building blocks identified by DOE, USA as key feedstocks in future biorefineries
Carbon
# Building block Carbon
# Building block 3 3-Hydroxy propionic acid 5 Itaconic acid
Glycerol Levulinic acid
4 3-Hydroxybutryolacton Xylitol/Arabitol Aspartic acid 6 2,5-Furan dicarboxylic acid 1,4 Diacids (succinic, fumaric,
malic acids) Glucaric acid
Sorbitol
5 Glutamic acid Fig. 5. Derivatives of 3-hydroxypropionic acid.
하락한예가보고되고있다. 따라서바이오디젤제조과정에서나오 는글리세롤은 PD생산의매력적인원료물질이다. 글리세롤을원료 로하는 PD생산공정은기술적으로많은발전이있었다. 새로운미
생물의발굴과공정개선(pH-controlled 유가식배양)을통하여높은
최종농도 100 g/L가달성되었다고보고된바있다. 또한, 고정화세
포를사용할경우현탁배양생산성 2~4 g PD/L/h을 30 g PD/L/h
수준으로증가시킬수있다고보고되었다. 더구나고정화세포의경 우바이오디젤을제조하고나오는값싼글리세롤을원료로사용할 수 있다는장점이 있다. 현재 대표적인화학공정은 Shell사의
ethyleneoxide공정과 Degussa사의 acroleine 공정인데생산가격은각 각 1,400 $/ton 과 1,550 $/ton 이라고알려진다. 이에비해글리세 롤을이용하는생물학적공정은글리세롤가격에많은영향을받는 데만일바이오디젤의부산물로글리세롤의가격이 0 $가된다면 글리세롤을이용하는생물학적공정의 PD 생산가격은약 1,050 $/
ton이될전망이다.
또다른원료물질로는포도당을들수있다. 자연에는본래포도 당을직접발효하여 PD를생산하는미생물이존재하지않으므로복 합미생물을사용하는것이필수적으로알려졌다. 그러나최근 DuPont
과 Genencor사는대사공학기술을이용하여하나의미생물로부터포
도당을이용하여 PD를높은수율로생산하는기술을개발하였다.
즉, 효모가포도당을글리세롤로전환하며또한특정세균종류는글
리세롤을 1,3-propanediol로전환한다는사실에착안하여두가지기
능을모두갖는미생물을개발하였다. 미생물입장에서볼때, 포도 당으로부터 1,3-propanediol을만들경우 (2) 고에너지그룹인인산 결합을요구하기때문에글리세롤로부터혐기적인조건에서 1,3- propanediol을합성하는경우 (1)에비하여불리한조건이다.
Glycerol+NADH+H+→1,3-propanediol+NAD++H2O (1) 1/2Glucose+~Pi+2NADH+2H+→1,3-propanediol+2NAD++Pi
+H2O (2)
그러나이프로젝트가시작될당시포도당원료가격이글리세롤 에비하여경제성이있었기때문에연구자들은 (2)번공정을선택 하였다. 기술적인측면에서생촉매로개발하려고결정한대장균의
일종인E. coli K12는아주적은양의글리세롤만을만들수있었
고, 전혀 1,3-propanediol을합성할수없었다. 따라서다음두가지 사항, 첫째, Dihydroxyaceton phosphate(DHAP)가 1,3-propanediol
의주된탄소공급원이기때문에이를활용하여 1,3-propanediol로의 전환능력을증가시키는것과, 둘째, 효율적인인산화및산화환원력 을공급해주는것등을중점적으로고려하게되었다. Fig. 6은최종 적으로개발된생촉매에서의대사흐름을보여주고있다. DHAP를 글리세롤로전환하기위하여필요한두가지효소인 DAR1(glycerol 3-phosphate dehydrogenase)와 GPP2(glycerol 3-phosphate phosphatase)
유전자는Saccharomyces cerevisiae로부터얻었다. 또한, 생성된글 리세롤을 3-hydroxypropionaldehyde로전환하기위하여 glycerol dehydratase(dhaB1-3)는 K. pneumoniae로부터획득하였으며이과 정에서과거에기능이밝혀지지않았던산환환원효소(yqhD)가 3- hydroxypropionaldehyde를매우효과적으로 1,3-propanediol로전환 하는것을발견하였다. 이렇게개발된대장균은농도 135 g/L, 생산
성 3.5 g/L/h 그리고포도당으로부터의질량수율은약 51%로 PD
를생산할수있었다. 포도당으로부터의 PD 생산은산업 BT를이 용한범용화학물질의생산에있어서하나의이정표로간주될정도
로유명한공정이다. 이공정에의한 PD의생산가는약 1,300 $/ton
으로 Shell사의 ethylene oxide 공정과비슷하다고알려진다. 현재 듀퐁사는이렇게생산된 PD와 TPA를중합시켜폴리에스터를합성
하였으며이를 SoronaTM라는이름으로판매하고있다.
3-2-3. 1,4-Diacids(succinic, fumaric, malic acids)
크렙스경로로부터 C4 지방산과생산을위한발효에의해생산 가능한 1,4- Diacids는 THF, BDO, GBL 족, 피롤리디논족등의용 매및고분자로유도될수있는유용한중간체이다. 특히숙신산
(succinic acid)(Fig. 7)의경우 maleic anhydride를대체할수있는 중간체로써연간 270,000 t의시장성을갖는것으로평가된다[25,
26, 27]. 숙신산의경우포도당과 CO2로부터혐기성미생물을이용
하여생산이가능하며, 생산성향상을위하여숙신산과다생산미 생물의유전체서열및대사네트워크가연구되었다 [17]. 현재까지
새로운공정및회수기술의발달에의해농도 110 g/L 까지생산
이가능하며생산규모기준으로연산 75,000톤의경우 US 0.55 $/kg,
그리고연산 5,000톤의경우 US 2.2 $/kg 이하로생산이가능하다고
알려진다. 그러나석유화학유래제품과의경쟁에서우위에서려면 가격을 kg 당 $ 0.50 이하로더낮출필요가있다고알려진다 [1, 8].
3-2-4. 이타콘산(Itaconic acid)
이타콘산은아크릴산또는메타크릴산의유도체로이들을대체할
Fig. 6. Metabolic pathway from glucose to 1,3-propanediol in the recombi- nant E. coli developed by Genencor and DuPont.
Fig. 7. Derivatives of succinic acid.
수있는원료로사용된다(Fig. 8). 또한분자내에존재하는이중결 합으로인해고분자중합을위한단량체로사용될수있다. 예를들 면 styrene-butadiene lattice의 Co-monomer로사용되어물성향상을 가져오는데사용되고있다[1]. 또한이타콘산은코팅제, 접착제, 충 진제, 합성유리들다양한제품의제조에사용될수있다. 이타콘산
의시장은연간 10,000~15,000 t로평가되고있으며, 대부분폴리머
산업에관련되어있다. 향후새로운시장으로의약및농업분야가 유망한데주로생리활성물질의제조원료로사용될것이기대된다.
이타콘산의생산성은균주에따라큰차이가나며좋은균주를스 크리닝하는것이 매우중요하다고 알려져 있다. 일반적으로
Aspergillus와같은호기성곰팡이를이용한당발효에의해생산이
가능하며, 생산성이좋은신규분리균주인Aspergillus terreus LU-02B
의경우 78g/L 까지이타콘산이생산되었다고보고된바있다 [28, 29].
3-2-5. 기타
위에서언급한네가지기본요소외에도여러가지대체원료물
질들이연구되고있다. 예를들어글리세롤(glycerol)의경우산화반
응에의해 PLA 유사형및글리세릭산으로, 수소화분해반응에의해
폴리프로필렌글리콜및 1,3-프로판디올로, 중합에의해가지형폴 리에스테르등으로유도될수있으며, 이들은부동액및섬유시장 에사용된다. 또한아직까지생물공학적생산방법이확립되진않 았으나 3-Hydroxybutryolacton(3-HBL)은퓨란, 피롤리도브, 테트라 하이드로퓨란과유사한아미노산등의전구체로써거대시장을조 성할수있는기본요소로평가되고있다.
3-3. Biopolymer
바이오폴리머(biopolymer)란생물학적작용을통하여합성되어지 는고분자물질로정의되며다음과같은중요한특징을갖는다. 첫
째, 생분해성(biodegradable)으로환경에노출되었을경우미생물의
작용에의하여분해되어환경에축적되지않는다. 둘째, 상당수의 바이오폴리머는인체에삽입되었을경우에도인체세포및조직에 거부반응을나타내지않는생체적합성(biocompatible)이있다. 셋 째, 상당수의바이오폴리머는생물학적전환반응을통하여합성될 수있으며, 이러한생물전환반응은기존유기화학반응에비하여환 경친화형이란장점이있다. 마지막으로상당수의바이오폴리머는단 량체가재생가능한탄수화물에서생물학적전환반응을통하여생 산된다. 따라서이러한바이오폴리머는환경에부담을주지않으면
서지속적으로생산이가능하다는특징이있다.
바이오폴리머는유래나제조법에따라천연바이오폴리머, 미생물 생산바이오폴리머, 그리고생화학합성바이오폴리머로나눌수있 다. 이중천연바이오폴리머는식물이나해조류에의하여합성되어 축적되는고분자물질이고, 미생물생산바이오폴리머는폴리에스 테르의일종인폴리하이드록시알카노네이트(Polyhydroxyalkanoate, PHA)와같이미생물체내에축적되는고분자이다. 또한생화학합 성바이오폴리머는미생물에의하여생산되어진단량체를화학적인 공정을통하여중합해서만들거나혹은석유에서유래한단량체를 효소와같은생촉매를이용하여중합하여제조한고분자물질이다.
본논문에서는미생물생산바이오폴리머와생화학합성바이오폴 리머에대해살펴보고자한다.
3-3-1. 미생물생산바이오폴리머
미생물은여러종류의수용성혹은불용성다당류를생산하는데 이들은범용소재보다는식품소재와같은특수용도로이용되고있 다. 이들미생물생산바이오폴리머는자연계에서미생물이균체외 로방출한효소에의해분해되고분해생성물이미생물에의해자 화되기때문에완전히소멸되는생분해성고분자이다. 많은미생물 이폴리에스테르계열의고분자를체내에축적하며, 대표적인것은
PHA이다. PHA는풍부한탄소원존재하에미생물이성장할때생
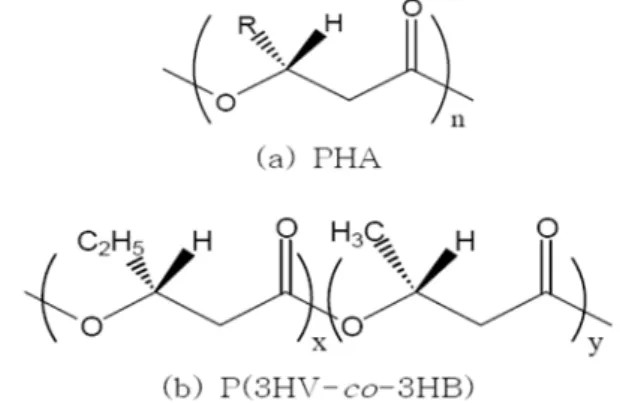
성되는미생물의세포내저장물질이다. PHA는폴리프로피오네이트 를주사슬로하고 3위치에치환기를함유한구조를가지고있는데,
단량체의 R기가메틸인 Poly(3-hydroxybutyrate)(P(3HB))가가장흔 히발견되며실험실에서배지조성을조절함에따라다양한종류의
R기를함유한 PHA가합성되기도한다(Fig. 9). 현재 PHB, PHB-
PHV copolymer 등다양한탄소수를가지는공중합체가생산되고
있다(Table 3). PHA는열가소성이우수하여필름, 섬유등으로용
융가공이가능하기때문에현재사용되는범용고분자, 특히폴리
Fig. 8. Derivatives of itaconic acid.
Fig. 9. Structure of PHA produced by microorganisms.
Table 3. Derivatives of PHA
Polyhydroxyalkanoate Side Chain Polyhydroxybutyrate (PHB) -CH3
Polyhydroxyvalerate (PHV) -CH2CH3
PHBV (Biopol) -CH3 and -CH2CH3
PHBHx (Kaneka) -CH3 and -CH2CH2CH3
PHBO (NodaxTM) -CH3 and -(CH2)4CH3
PHBOd -CH3 and -(CH2)14CH3
프로필렌을대체할수있을것으로기대되고있다[30]. PHA의경 우유리전이온도는 −16~4oC 그리고용융점은 176~180oC 정도이 며일부결정형구조를가지고있다. PHA는다양한분자량으로생 산될수있는데이중저분자량의 PHA는사출성형과용해분사에적 합하며중간분자량의 PHA는방사섬유에적합하다고알려져있다.
특히분자량 600,000정도의 PHA는용해수지, 주조필름의제조에
적절하며분자량 700,000정도의 PHA는분사필름과성형에적절하
다고알려진다. 경도와강도그리고불투명도를증가시키기위하여 탄산칼슘, 활석, 운모등과혼합하여사용하는것이가능하며, 또한 기능성충전재로서색깔을띄게하거나충격에강한고무로만들기 위해서염료나카본블랙을첨가할수있다.
상업화와관련하여 2030년까지는생산되는 PHA의 70%가포장
재료로사용될것이예측된다(Table 4). PHA의판매가격은 kg당
$ 10~12 로서다른바이오폴리머에비하여가격이높은편이다. 원
료비용과가공비가높고생산량이적기때문인데 PHA 최종제품가
격중원료가격이약 40~50%에달한다고알려진다. 따라서저가의
탄소원을이용할경우 2030년까지 PHA의생산가격을 kg당 $ 1.5
이하로낮출수있을것으로예측된다. 현재 PHA의주요사업화현 황은다음과같다. 1980년 ICI(영국)에서최초로 PHBV(P(3HB-co-
3HV)) 발효합성에성공하였음을발표하였으며, 이를 Biopol이라는
상품명으로 발매하였다. 이 후 영국 ICI는 관련기술을 미국
Monsanto에이전하였으나, 2000년에몬산토는관련사업일체를미
국 Metabolix사에 이전하였다. Metabolix는 kg당 생산비를 $ 3
(USD) 이하로낮추기위하여대사공학적기법을적용하였고, 또한
대량생산을위하여다국적화학회사인독일 BASF, 영국 BP 등과
전략적제휴를체결한상태이다. 한편미국 P&G는다양한 PHA에
관한물질특허를보유하고있다. 특히 biopol이가진물성상의단점
을크게개선한 PHBO(상품명 Nodax)와같은고분자가주목을받
고있으며현재파일롯에서 Nodax를연간 10톤정도를생산하여
시험적용하는것으로알려져있다. 일본의 Mitsubishi Gas 화학은
Biogreen이라는상품명으로 PHA를 10톤규모로생산하고있고중
국의 Tianan Biologic Material도연간 1,000 톤정도의대규모생
산공장을운영하고있다고알려져있다. PHA가목표로하는시장
이범용고분자시장이므로향후경제성과다양한물성치만맞출 수있으면세계시장은 30조~40조원정도에이를것으로예측되고
있다. 한국의경우 1990년대초고려합섬, 제일합섬등에서상용화
연구를수행한바있으나중단된상태이며, 현재는 (주)카이로바이
오에서상용화를추진하고있다. PHA관련국내기술은국제경쟁력
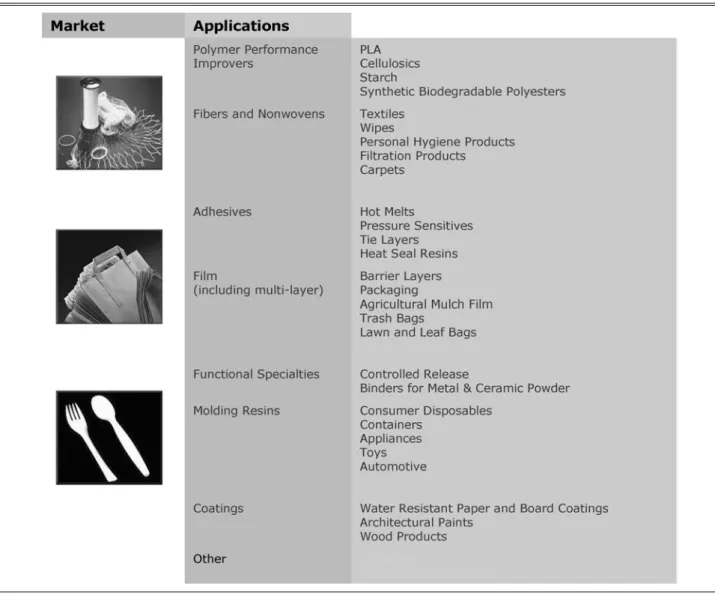
Table 4. Various applications of PHA
을확보하고있는데일례로 KAIST 이상엽교수팀에서 PHA 합성 유전자를포함한재조합대장균을제작하고대사공학을이용한고
효율생산에성공한바있다[31].
3-3-2. 생화학합성바이오폴리머
생화학합성바이오폴리머는미생물이생산하는대사물질을단량 체로사용하여화학적인중합공정으로생산하는고분자물질이나 단량체는석유에서유래하더라도효소와같은생촉매를통해중합·생 산되는환경친화적고분자물질로정의된다. 전자의대표적인사례 는폴리락틱산을들수있고후자의대표적인예로는페놀계고분 자, 아미노산계고분자, 실리콘계고분자등을들수있다.
Polylactic acid(PLA)는전분폴리머에이어상업적으로생산되는
두번째바이오계폴리머로서, lactic acid(젖산, 유산)의중합에의 해생산되는지방족폴리에스테르이다. PLA는물리적특성및기 계적특성이우수하여, 석유화학계열가소성폴리머의대체물로떠
오르고있다. PLA는일찍이체내분해성의료용소재로개발되어왔
다. 단량체인 Lactic acid는 2-히드록시프리피온산으로비대칭의탄
소원자를갖는가장간단한형태의히드록시카르복실산이다. 젖 산은당(글루코오스, 락토오스, 전분, 당밀)의혐기성발효에의해 생성되며, 미생물의종류에따라 L(+)-lactic acid 혹은 D(−)-lactic acid가생성된다. 젖산의원료로는당, 당밀, 사탕수수즙, 유장, 쌀 전분, 밀전분이나감자전분과같이 6탄당으로쉽게분해되는물
질이사용된다. 젖산는 D(−)형과 L(+)형의입체이성질체를가지므
로젖산의광학적순도에따라 PLA의융점과강도가좌우된다. 순
수한 L-PLA 또는 D-PLA는결정성및융점이높으나혼합된 DL-
PLA는무정형이며강도가낮다. PLA의가격은원료인젖산의생 산가와직결되어있으므로최근에는볏짚이나잡목, 옥수수대등 의농업폐기물과같이쉽게얻을수있는목초바이오매스나초본 바이오매스를이용하려는연구가진행중이다. 또한저렴한치즈부 산물, 감자칩부산물을탄소원으로이용하려는연구도진행되고지 속되고있다. 젖산은석유화학원료(아세틸렌이나에틸렌)로부터화 학적합성에의해서도생산할수도있다. 석유화학유래젖산은라 세믹화합물로무정형의비결정성성질을가지며, 생물학적으로분 해가능한접착제로이용된다. 젖산에대한시장의수요는증가추 세에있으며향후발효법에의한젖산이시장을지배할것으로예 측된다.
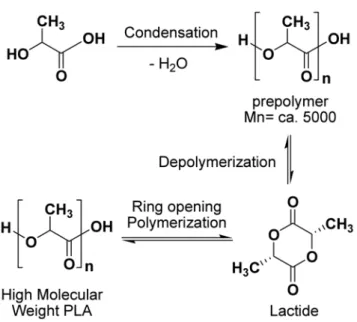
젖산을중합하여 PLA를합성하는방법으로는락티드를경유하 는간접적방법과축중합에의한직접적합성법이있다. 간접적방
법은락티드의환개열중합법(RPO)을이용하는연속식공정이다.
먼저수용성젖산을응축시켜저분자량(5 kDa 이하)의 pre-LA를만
들고, 이의축중합온도를높이고압력을저하시켜 lactide 이성질체
를만들고, 유기금속촉매(tin octoate)를이용한분자내고리화반
응과환개열반응(RPO)으로고분자량(100 kDa 이상)의 PLA를제 조한다(Fig. 10).
PLA의용도는포장용, 섬유, 직물, 수송재료및전자재료용등
매우다양하다. 현재생산되는 PLA는약 75%가포장용으로이용 되고있으나, 향후그용도가다양해질것으로기대된다. 포장재료 의경우 PLA는투명성, 기계적성질, 수분투과도등이우수하여 빵등의음식물포장재료로널리이용된다. 또한인쇄성이좋아다 양한색의프린트가가능하며, 알코올저항성이있으므로향기나향 료품포장에도쓰일수있다. 그러나계면활성제의포장에서는응 력파열의문제점을가지고있다. 농업분야에서는작물재배용의
뿌리덮개와시트등의용도로이용할수있고, 수송분야에서는카 펫이나깔개등의자동차인테리어용으로많이사용되고있으나, 아 직외장용으로사용되지는않고있다. 섬유분야에서는의류용이가 능하므로폴리에스테르나면직물을대체할것으로보고있다. 전자 분야에서는컴팩트디스크용으로이용될수있다. 전분의젖산전 환수율을기준으로계산할경우컴팩트디스크 1개의제조에약 85
개의옥수수낟알이필요하다. 따라서, 이론적으로 1 개의옥수수로 는 10개의디스크를만들수있다. 또한 PLA는 CD의플라스틱케 이스나필름케이스로도이용되며화염저항성이있으므로가구분 야와주방분야에서도이용성이넓다.
PLA가상업화된것은 1980년대후반및 1990년대초 Dupont, Chronopol, Cargill 등이이를개발하면서부터이다. 그후 lactic acid
이나 lactic acid의 dimer 형태인락티드(lactide)를 monomer로이용
할수있게되었다. 여러회사들중 Cargill사는 “옥수수로부터고가
의플라스틱생산”을목표로 1980년대중반부터가장적극적인연
구개발을진행하여왔다. 1997년 Cargill사는 Dow Chemical과공 동으로 Cargill Dow Polymers사(CDP사)를설립하여연 6,000톤/년 규모의파일롯트공장을설립하였고, 2001년말에는 3,000천억원
을투자하여연간 14만톤규모의 PLA 제조플랜트를건설하였다.
그결과 $ 3~4 /kg의비교적저렴한가격으로 PLA를공급할수있
게되었고본격적인 PLA시장이열리게되었다. 그러나경제적인여 건으로인하여공장가동률을 2004년현재약 30%이하로알려져 있고최근(2005년) CDP사의 Dow 지분을모두 Cargill사가인수하 였다. 또한 Chronopol사의경우 PLA를 1996년말부터생산하고있 는데주용도는포장재라고알려진다. 한편일본의경우시마쯔사,
미쯔이화학사등이 PLA의상업화에앞장서고있다. 미쯔이화학
사는 90년대초반부터용매환류상태에서 lactic acid로부터직접축
합법으로고분자량 PLA를제조하는기술을개발하여 500톤규모의 파일롯트공장을운영하고있다. 또한일본시마쯔사는개환중합을
이용한 PLA의제조플랜트를연 300톤규모로 1994년 8월부터가
동시켰는데 2003년에도요타자동차가이를인수하여자동차내장 용플라스틱을개발하고있다. 최근미쯔이화학사는미국 CDP사의
Fig. 10. Polymerization of lactic acid.
PLA를일본에독점으로공급하기로계약하였다. 일본의미쓰비시,
가네보합섬, 유니티카, 구라레이등의회사들은 PLA를직접생산하 는대신 CDP사의 PLA를소재로이용하여압출, 방사, 연신, 사출등 의 2차가공에주력하고있다. 주로투명하고기계적물성이뛰어난 섬유, 필름, 용기, 컴퓨터본체, 전자포장재등을활발히개발하고 있다. 국내의경우한일합작회사인도레이새한이일본모회사인도
레이와연결하여 PLA 시장에진입계획에있고, KIST의김영하박
사팀을중심으로의료용 PLA에대하여연구중에있다.
PLA는 2004년현재판매가격은 kg당 $ 4.09 정도이다. 대량생
산이되면 kg당 $ 2.6 까지낮추어질수있다고알려진다. 대표적인
포장재인 PLA 필름은 kg당 $ 6.6~7.2로셀로판필름의가격과비
슷하나, kg당 $ 1.8~3.0인 PP 필름가격의 3배정도이다. PLA의최
종가격은주로 lactic acid 단량체를만드는초기발효공정의효율
에달려있다. 원료인 lactic acid의가격이 PLA 제품가격의 40~50
%를점하고있으므로향후 lactic acid의발효생산가격을석유화학
기본연료인에틸렌수준으로떨어뜨리기위한연구개발이진행되 고있다. 벨기에의 Galactic Laboratories의전망에의하면 2008년에
PLA는 390,000 톤/년이생산되며단가는 $ 1.74 /kg 그리고시장성
장률은 15%정도이다. PLA의용도와판매량은유가와밀접한관계
가있는데유가가 $ 50 이상으로올라갈경우 PLA는식품용기등
으로많은수요를가지고있는 PET에대하여가격경쟁력이있을 것이라고예측되고있다.
PLA와함께폴리글리콜릭산(polyglycolic acid, PGA)도각광을 받는생화학합성폴리머이다. PGA는아주단순한구조단위(-O-
CH2-CO-)를갖는지방족폴리에스테르로생체내에서흡수/분해되
는특성때문에 PLA와더불어의료용재료및플라스틱재료로써 활발한연구가진행되고있다. 글리콜산으로부터합성된폴리글리 콜산은수술용생체흡수성봉합사로실용화되었고, 생체내에서가 수분해되어신진대사경로에도입되어최종적으로는 CO2와 H2O로 체외로배출되는것으로알려졌다.
4. 결 언
여러 BT 분야중 의약관련, 농업관련생명공학기술들은일반 에잘 알려져있다. 반면산업생산에활용되는산업 BT의경우 그중요성과내용이아직잘알려져있지않지만, 여러 BT 분야 중가장크고, 가장장기간의영향력을가진분야이다. 이미잘 알려진기존의산업 BT 분야(치즈, 항생제, 포도주등의생산)외 에유전자조작기술, 유전체이용기술, 대사공학기술 등의발달로 산업적으로유용한생촉매를생산하는일이기술적으로 가능해 졌으며이를바탕으로산업전반에 질적인변화가 큰흐름으로 다가오고있다. 산업 BT는온실효과감소, 석유자원대체등을통 해새로운 부가가치를만드는 경쟁력있는산업으로떠오를것 이며, 특히석유자원의가격이지속적으로상승함에따라재생가 능한바이오매스를이용한산업의생산물경쟁력이점차증가할 것으로예상된다.
감 사
본연구는해양수산부 Sea Grant(2005-35), Brain Korea 21와 Brain
Busan 21의지원으로수행되었으며, 이에감사드립니다.
참고문헌
1. Willke, T. and Vorlop, K. D., “Industrial Bioconversion of Renew- able Resources as an Alternative to Conventional Chemistry,”
Appl Microbiol Biotechnol., 66, 131-142(2004).
2. Aristidou, A. and Penttila, M., “Metabolic Engineering Applica- tions to Renewable Resource Utilization,”Curr. Opin. Biotech- nol., 11, 187-198(2000).
3. Wilke, D., “Chemicals from Biotechnology: Molecular Plant Genetics will Challenge the Chemical and the Fermentation Industry,”Appl Microbiol Biotechnol., 52, 135-145(1999).
4. Schmid, A., Hollmann, F., Park, J. B. and Buhler, B., “The Use of Enzymes in the Chemical Industry in Europe,”Curr. Opin.
Biotechnol., 13, 359-366(2002).
5. Thomas, S. M., DiCosimo, R. and Nagarajan, V., “Biocatalysis:
Applications and Potentials for the Chemical Industry,”Trends Biotechnol., 20, 238-242(2002).
6. Lorenz, P. and Zinke, H., “White Biotechnology: Differences in US and EU Approaches?,”Trends Biotechnol., 23, 570-574(2005).
7. Miller, J. A. and Jr, Nagarajan, V., “The Impact of Biotechnol- ogy on the Chemical Industry in the 21st Century,”Trends Bio- technol., 18, 190-191(2000).
8. Ministry of Commerce, Industry and Energy, “Industrial Bio- technology: Current Status and National Policy for its Promo- tion,” (2005).
9. Ingram, L. O., Gomez, P. F., Lai, X., Moniruzzaman, M., Wood, B. E., Yomano, L. P. and York, S. W., “Metabolic Engineering of Bacteria for Ethanol Production,”Biotechnol. Bioeng., 58, 204- 214(1998).
10. Robinson, C., “The Genetics of Industrial Microorganisms: the First Half Century,”Trends Biotechnol., 17, 178-181(1999).
11. Willem, M. de Vos, Hugenholtz, J., “Engineering Metabolic High- ways in Lactococci and Other Lactic Acid Bacteria,”Trends Bio- technol., 22, 72-79(2004).
12. Palsson, B. O., “In silico Biotechnology. Era of Reconstruction and Interrogation,”Curr. Opin. Biotechnol.,15, 50-51(2004).
13. Zhang, Y. X., Perry, K., Vinci, V. A., Powell, K., Stemmer, W. P.
and Cardayre, S. B., “Genome Shuffling Leads to Rapid Pheno- typic Improvement in Bacteria,”Nature, 415, 644-646(2002).
14. Bae, K. H. and Kim, J. S., “Human Zinc Fingers as Building Blocks in the Construction of Artificial Transcription Factors,”
Nat. Biotechnol., 21, 275-280(2003).
15. Park, S. J., Lee, S. Y., Cho, J., Kim, T. Y., Lee, J. W., Park, J. H.
and Han, M.-J., “Global Physiological Understanding and Meta- bolic Engineering of Microorganisms Based on Omics Studies,”
Appl. Microbiol. Biotechnol., 68, 567-579(2005).
16. Lee, S. Y., Lee, D.-Y. and Kim, T. Y., “Systems Biotechnology for Strain Improvement,”Trends Biotechnol., 23, 349-358(2005).
17. Hong, S. H., Kim, J. S., Lee, S. Y., In, Y. H., Choi, S. S., Rih, J.
K., Kim, C. H., Jeong, H., Hur, C. G. and Kim, J. J., “The Genome Sequence of the Capnophilic Rumen Bacterium Mannheimia suc- ciniciproducens,”Nat. Biotechnol., 22, 1275-1281(2004).
18. Ezeji, T. C., Qureshi, N. and Blaschek, H. P., “Acetone Butanol Ethanol (ABE) Production from Concentrated Substrate: Reduc- tion in Substrate Inhibition by Fed-batch Technique and pRod- uct Inhibition by Gas Stripping,”Appl. Microbiol. Biotechnol., 63, 653-658(2004).
19. Lawford, H. G. and Rousseau, J. D., “Cellulosic Fuel Ethanol:
Alternative Fermentation Process Designs with Wild-type and Recombinant Zymomonas mobilis,”Appl. Biochem. Biotechnol., 105-108, 457-469(2003).
20. Zaldivar, J., Nielsen, J. and Olsson, L., “Fuel Ethanol Production From Lignocellulose: a Challenge for Metabolic Engineering and Process Integration,”Appl. Microbiol. Biotechnol., 56, 17- 34(2001).
21. Crabbe, E., Nolasco-Hipolito, C., Kobayashi, G., Sonomoto, K.
and Ishizaki, A., “Biodiesel Production from Crude Palm oil and Evaluation of Butanol Extraction and Fuel Properties,”Process Biochem., 37, 65-71(2001).
22. Fukuda, H., Kondo, A. and Noda, H., “Biodiesel Fuel Produc- tion by Transesterification of Oils,”J. Biosci. Bioeng., 92, 405-416 (2001).
23. Zvosec, R., “3-Hydroxypropionic acid−a new Intermediate Plat- form,” http://www.nrel.gov/biotech_symposium/docs/abst5-03.
doc(2003).
24. Cargill, “Cargill and Codexis Launch Research Collaboration to Develop Industrial Bioproducts Platform,” Press release, http://
www.cargill.com/today/releases/2003/03_05_19codexis.htm(2003).
25. Zeikus, J. G., Jain, M. K. and Elankovan, P., “Biotechnology of Succinic Acid Production and Markets for Derived Industrial Products,”Appl. Microbiol. Biotechnol., 51, 545-552(1999).
26. Wee, Y. J., Yun, J. S., Kang, K. H. and Ryu, H. W., “Continuous Production of Succinic Acid by a Fumarate-reducing Bacterium Immobilized in a Hollow-fiber Bioreactor,”Appl. Biochem. Bio- technol., 98, 1093-1104(2002).
27. Lee, S. Y. and Hong, S. H., “Engineering of Escherichia coli Central Metabolic Pathways for the Production of Succinic Acid,”Biol. Syst. Eng., 830, 30-38(2002).
28. Willke, T., Welter, K. and Vorlop, K. D., “Biotechnological Pro- duction of Itaconic Acid From Sugar,”Zuckerindustrie, 126, 444- 447(2001).
29. Willke, T. and Vorlop, K. D., “Biotechnological Production of Itaconic Acid,”Appl. Microbiol. Biotechnol., 56, 289-295(2001).
30. Lee, S. Y., Hong, S. H., Lee, S. H. and Park, S. J., “Fermentative Production of Chemicals That Can Be Used for Polymer Synthe- sis,”Macromol. Biosci., 4, 157-164(2004).
31. Lee, S. Y., Wong, H. H., Choi, J., Lee, S. H., Lee, S. C. and Han, C. S., “Production of Medium-chain-length Polyhydroxyalkanoates by High Cell Density Cultivation of Peudomonas putida Under Phosphorus Limitation,”Biotechnol. Bioeng., 68, 466-470(2000).
32. Park, S. J., Choi, J.-I. and Lee, S. Y., “Engineering of Escheri- chia coli Fatty Acid Metabolism for the Production of Polyhy- droxyalkanoates,”Enzyme Microb. Technol., 36, 579-588(2005).
33. Duda, A. and Penczek, S., “Polylactide [poly(lactic acid)]: Syn- thesis, Properties and Applications,”Polymer, 48, 16-27(2003).