배관 침부식 손상 연속모사 장비 개발 및 실증
남 원 창
1·류 경 하
2,†·김 재 형
21서울대학교 에너지시스템공학부, 서울 관악구 관악로 1
2한국기계연구원 원자력산업기기연구센터, 대전 유성구 가정북로 156 (2012년 04월 23일 접수, 2013년 08월 26일 수정, 2013년 08월 28일 채택)
Development and demonstration of an erosion-corrosion damage simulation apparatus
Won Chang Nam1, Kyung Ha Ryu2,†, and Jae Hyoung Kim2
1School of Energy Systems Engineering, Seoul national University, 1 Gwanak-ro, Gwanak-gu, Seoul, 151-742, Republic of Korea
2Korea Institute of Machinery & Materials, 156 Gajeongbuk-ro, Yuseong-gu, Daejeon 305-343, Republic of Korea
(Received April 23, 2012; Revised August 26, 2013; Accepted August 28, 2013)
Pipe wall thinning caused by erosion and corrosion can adversely affect the operation of aged nuclear power plants. Some injured workers owing to pipe rupture has been reported and power reduction caused by unexpected pipe damage has been occurred consistently. Therefore, it is important to develop erosion-corrosion damage prediction model and investigate its mechanisms. Especially, liquid droplet impingement erosion(LDIE) is regarded as the main issue of pipe wall thinning management. To investigate LDIE mechanism with corrosion environment, we developed erosion-corrosion damage simulation apparatus and its capability has been verified through the preliminary damage experiment of 6061-Al alloy. The apparatus design has been based on ASTM standard test method, G73-10, that use high-speed rotator and enable to simulate water hammering and droplet impingement. The preliminary test results showed mass loss of 3.2% in conditions of peripheral speed of 110m/s, droplet size of 1mm-diameter, and accumulated time of 3 hours. In this study, the apparatus design revealed feasibility of LDIE damage simulation and provided possibility of accelerated erosion-corrosion damage test by controlling water chemistry.
Keywords : erosion, corrosion, liquid droplet impingement, damage, pipe
†Corresponding author: [email protected]
1. 서 론
침식과 부식에 의한 재료열화 현상은 원자력발전소의 안전 성과 경제성을 저해하는 중요한 손상기구이다. 원자력 발전소 2차측 증기배관계통의 일부는 건도가 낮아 비교적 큰 크기의 액적을 다량으로 포함한다. 다량의 액적이 고속으로 배관내부 표면에 빈번하게 충돌하는 경우, 침식에 의한 배관 감육이 발 생하고 내부의 화학반응과 더불어 침부식 복합손상을 일으킬 수 있다. 유동가속부식(Flow Accelerated Corrosion, FAC) 및 액적충돌침식(Liquid Droplet Impingement Erosion, LDIE)은 각각 부식 및 침식에 의한 배관 감육 현상의 대표적 인 사례이다. 이러한 배관감육 현상들은 발전소 환경에서 20
년 이상의 긴 운전시간에 걸쳐 발생하는데 최근의 원전 장기운 전 경향에 의해 중요도가 증가하고 있다. 침부식 현상이 전체 배관 감육에 미치는 영향 및 배관감육을 방지하기 위해 적절한 운전조건을 찾는 것은 안전성과 경제성 향상을 위해 매우 중요 한 일이다. 따라서 개별 현상에 대한 손상기구(damage mechanism)를 규명하는 연구가 필요하다.
침식에 의해 발생하는 배관손상현상은 크게 액적충돌침 식(LDIE), 플래싱(Flashing), 캐비테이션(Cavitation), 고 체입자충격(Solid Particle Impingement)의 4가지이다.1) 수질이 비교적 잘 관리되는 발전소 환경에서는 고체입자충 격에 의한 침식은 발생빈도가 크지 않은 것으로 평가되고 있다. 캐비테이션의 경우에는 배관내부 유체의 급감압 등의 조건에서 발생하므로 원전기기 설계 개선을 통해 방지 가능 하다. 플래싱과 LDIE는 액체와 증기가 혼재하는 환경에서
배관감육을 유발하는 요인이다. 플래싱은 차압으로 인해 발 생한 기포가 파손되지 않고 흘러가는 상태에서 발생하므로 발전소 2차측 환경에서는 발생빈도가 크지 않다. 또한 손상 표면이 비교적 매끈하고 발생지점에서 소음과 진동을 유발 하므로 진단가능성이 높아 예방조치가 가능하다. 하지만 LDIE의 경우, 건도가 상대적으로 높지만 액적이 상당수 포 함되어 있는 증기배관에서 발생하고 소음발생이 없으므로 발생빈도가 높은데 반해 진단이 어려운 특징이 있다. 따라서 침식현상 중에서 LDIE의 발생을 예측하는 것이 발전소 배 관감육관리에 중요한 화두가 되고 있다.
LDIE는 침식현상으로써 기존에 널리 알려진 FAC와 같은 부식현상과 현상학적 차이점이 있다. 발전소 배관감육의 주 요원인인 FAC의 경우와 비교해보면, FAC현상은 넓은 면적 에 걸쳐 발생하여 얇아진 배관두께가 내압을 견디지 못해 파단이 일어나는 반면에, LDIE의 경우 국부적인 침식효과 로 파단부가 작은 핀홀(pin hole)형태의 손상을 보인다. 이 는 발생예상지점에 대한 정확한 진단기법과 감육률 예측 모 델개발이 요구됨을 의미한다. 또한 국내외의 발전소 손상 사례를 보면 침식 단독에 의한 손상효과보다는 수화학 환경 과 온도, 장기간의 가동에 따른 부식효과에 따라 침부식 복 합손상결과의 빈도수가 높은 것으로 파악된다.
배관내의 LDIE 손상 문제는 그 중요성이 대두되고 있으 며, LDIE로 인한 침식과 FAC가 동시에 발생하는 복합손상 관련 연구는 국내에서 최초로 수행하는 것이다. 국외의 경우 에도 기존 항공기, 미사일 개발 분야에서 고속의 빗방울에 의한 침식현상 등이 연구된 바 있으나 발전소와 같은 배관계 에 대해서는 적절한 손상예측 모델이 전무한 실정이다. 최근 일본 연구진이 고온 고압 증기를 이용한 침식모사실험을 수 행하고 손상모델을 개발 중으로 조사되었고, 미국의 경우에 도 관련연구를 수행예정이므로 해당분야의 기술수준은 세 계적으로 시작단계이다.2)
발전소 노후화에 따라 배관계통의 침부식에 의한 배관감 육이 점점 늘어날 것으로 예상되므로 이에 대처하기 위한 감육률 예측 모델 및 현장진단시스템의 개발이 시급한 실정 이다. 따라서 본 연구에서는 가장 주요한 침식손상요인으로 평가되는 LDIE 현상에 대해 주요영향인자를 실험에 반영할 수 있는 침부식 손상 모사 장비를 개발, 실증하였고 개발된 장비를 이용한 침부식 복합손상 모사와 손상정량화가 가능 한 실험체계 구축을 논의하고자 한다.
2. 장비 개발 및 실증
장비 개발을 위해 침부식에 영향을 미치는 인자들을 조사 하였고 이를 바탕으로 주요 도출 결과물을 예측하였다. 침부 식 손상 연속모사장비의 경우, 발전소 환경에서 장기간에 걸쳐 발생하는 손상결과를 가속화할 수 있는 방법이 필요하
며 발전소 수화학 조건 및 침식 유발 요인인 액적의 특성을 조절할 수 있도록 구성해야 한다. 따라서 내부 화학수 환경 을 통제하기 위해 누설방지(leak-tight)시스템으로 구성되 었으며 액적의 크기 및 충돌속도, 용존산소(Dissolved Oxygen, DO)와 용존수소(Dissolved Hydrogen, DH) 및 pH를 발전소 수화학 환경과 맞출 수 있도록 구성되었다.
2-1. 침부식 손상모사 관련인자
침부식에 영향을 미치는 인자는 크게 침식유발인자와 부 식유발인자로 나뉠 수 있다. LDIE와 관련된 침식유발인자 는 액적의 속도, 크기, 충격압, 재료경도 등이 있다. 액적의 속도가 빠를수록 침식손상율이 높은 것으로 알려져 있으며 재료에 따라 특정속도 이하에서는 손상이 일어나지 않는 문 턱속도(threshold velocity)가 존재하는 것으로 알려져 있 다.3) 하지만 침식손상이 발생하는 문턱속도가 동일재료에 대해서도 개별 연구자별로 상이하고 그 범위가 비교적 크므 로 문턱속도 정량화 및 속도에 따른 침식손상율의 평가가 필요하다. 액적 크기의 경우, 크기가 클수록 관성력과 충격 압을 증가시킬 수 있기 때문에 손상을 가속화시키는 인자이 다. 하지만 액적의 크기가 클수록 마찰에 의해 속도가 떨어 질 수 있 수 있기 때문에 액적특성이 손상율에 미치는 영향 을 정량화할 필요가 있다. 충격압은 액적의 밀도 등에 의해 영향을 받을 수 있는 인자이며, 일반적으로 재료경도가 높을 수록 침식저항성이 높은 것으로 알려져 있다.
기존의 LDIE 현상 관련연구에서는 액적의 속도가 가장 큰 영향을 미치는 인자로 알려져 있다. Heymann 등의 연구 로부터 도출된 모델을 보면 LDIE에 의한 침식율은 액적충 돌속도의 4~6제곱에 비례하는 것으로 알려져 있다.4) 하지 만 충격압 및 액적 크기와 같은 액적특성 효과는 기존의 모 델에서 정량화되지 못했으므로 본 연구 장비의 설계에서는 액적 크기에 따른 특성을 볼 수 있도록 개발되었다. 발전소 2차측의 경우, 탄소강 배관소재가 대부분이므로 실험에 사 용되는 소재는 탄소강 재료로 한정할 수 있으며 재료의 열처 리 조건에 따른 탄소강 소재의 경도차에 따른 효과를 고려할 수 있다.
부식유발인자의 경우, DO, DH, 온도 및 pH 등에 따라 달라진다. 약알칼리성 환경에서 낮은 DO값을 가지는 화학 수 조건에서는 재료표면의 마그네타이트(magnetite) 피막 이 쉽게 제거되는 효과가 있고 내부 유동에 의해 부식이 가 속화될 수 있는 여건을 만들 수 있다. 높은 DH 또한 환원반 응을 통해 마그네타이트 용해를 유발시키는 역할을 한다.
Coulon5)의 기존 연구 등에 따르면 액적의 속도가 200m/s 이상의 속도영역에서는 침식이 절대적인 손상기구이나 50~200m/s의 영역에서는 침부식 복합 손상영역에 해당한 다고 알려져 있다. 실제 발전소 배관손상결과를 보면 표면에 충분한 두께의 마그네타이트 산화막을 형성하면서 국부적
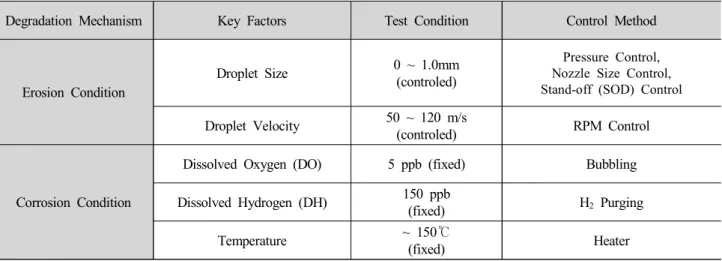
Table 1. Design parameters for the erosion-corrosion damage simulation apparatus
Degradation Mechanism Key Factors Test Condition Control Method
Erosion Condition
Droplet Size 0 ~ 1.0mm (controled)
Pressure Control, Nozzle Size Control, Stand-off (SOD) Control Droplet Velocity 50 ~ 120 m/s
(controled) RPM Control
Corrosion Condition
Dissolved Oxygen (DO) 5 ppb (fixed) Bubbling
Dissolved Hydrogen (DH) 150 ppb
(fixed) H2 Purging
Temperature ~ 150℃
(fixed) Heater
으로 심한 감육현상을 보인다. 이는 장기간에 걸쳐 상대적으 로 작은 액적 등에 의한 침식현상이 존재하며 부식에 의한 감육효과도 무시할 수 없는 수준으로 파악되고 있다. 침부식 손상 연속 모사장비의 설계에 반영되는 주요인자와 정량적 인 실험조건을 다음의 Table 1에 정리하였다. 액적의 크기 는 발전소 환경에서 수백 μm 수준으로 알려져 있으므로 0~1.0mm 직경의 다양한 액적을 노즐설계와 실험조건으로 제어할 수 있도록 설계했다. 액적의 속도는 기존 문헌에서 탄소강 배관소재에 대한 문턱속도로 제시되는 최저 속도 이 상의 범위에서 결정되었으며 최대 120m/s로 설정되었다.
발전소 수화학 환경을 모사하기 위해 DO, DH, 온도 값을 설정하였으며 수화학조건을 유지하면서 철이온 농축을 통 해 저 pH실험이 가능하도록 화학수를 공급하는 시스템을 구축하고 부식을 가속화할 계획이다.
2-2. 침부식 손상 연속모사장비 설계 및 제작
앞서 살펴본 침부식 손상인자에 대한 고려를 바탕으로 발 전소 수화학 환경을 모사하면서 액적의 크기를 정밀 제어 및 측정할 수 있는 침부식 손상 연속모사장비를 개발하였다.
LDIE 손상모사와 액적 크기의 상관관계를 구하기 위해서는 균일한 크기분포를 가지는 액적을 얻을 수 있도록 장비를 설계해야한다. 하지만 액적의 크기의 경우 정밀 제어가 쉽지 않고, 제어할 경우에도 LDIE 손상효과를 낼 수 있는 고속의 액적을 측정할 수단이 제한적이다. 따라서 다양한 실험방법 을 조사하여 설계에 참고하였다.
ASTM(American Society for Testing and Materials) 에서는 침식 발생 표준화 시험법으로 크게 다음의 3가지 방 법을 추천하고 있다.6-8) 첫 번째 방법은 ASTM G32-09방 법6)으로 탄성고주파를 이용하여 재료에 반복적인 충격을 전달하여 표면을 침식시키는 방법이다. 비교적 장비가 단순 하고 재료 침식 저항성을 평가하기 좋은 방법이나 LDIE와
같은 액적특성을 반영하기 힘들다. 두 번째 방법은 ASTM G73-10의 방법7)으로 고속의 회전체에 시편을 부착하여 침식을 평가하는 방법으로 액적충돌에 의한 손상모사에 유 리하나 시편과 액적의 충돌방향과 수직하는 속도성분의 영 향, 미세액적의 경우, 회전체에 의해 생기는 유동을 따라 관 성에 따른 흐름으로 시편에 의도하는 충격손상을 모사하는 것이 어렵다. 또한 고속회전 시, 원심력에 의해 시편이 받는 응력 등이 충분히 낮도록 설계되어야 한다. 세 번째 방법은 ASTM G134-95의 방법8)으로 고압의 액체를 노즐을 통해 분사하는 방식으로 노즐과 시편사이의 거리(Stand-off distance, SOD)를 조절하여 분무되는 액적의 크기를 조절 할 수 있다. 노즐형상에 따라 다양한 액적 형성이 용이한 장점을 가지고 있으나 고속액적의 속도를 측정하기 위해 고 가의 레이저 도플러 속도계 등의 장비가 필요하다.
위와 같은 침식 발생 표준화 시험법들의 장단점을 고려하 여 화학수 제어가 가능하면서 LDIE에 영향을 미치는 주요 인자인 액적의 속도와 크기를 제어할 수 있는 장비를 개발하 였다. 개발된 장비는 ASME 설계기준에 근거하여 압력용기 를 설계하였다.9) 설계된 압력용기는 100~150℃의 화학수 를 이용한 액적발생을 위해 내부를 가압할 수 있도록 설계되 었다. 설계된 장비는 노즐 형상, 노즐 전후단의 압력차, SOD 를 달리하여 액적 발생 및 크기 제어가 가능하다. Fig. 1은 설계 제작된 장비와 내부의 시편부착대를 보여준다.
발생되는 액적의 특성을 측정하는 기법으로 이미지프로 세싱 기법을 사용하였다. 이미지 프로세싱 기법은 자동차 엔진연료분사 모사 등의 연구에서 사용된 경험이 있고 중복 입자에 대한 선별 처리 및 비 구형입자에 대한 영향도 고려 할 수 있으며 레이저를 이용한 속도측정방법 등에 비해 비교 적 간단한 장비 구성과 경제성을 갖춘 방법이다.10) 이미지프 로세싱 기법을 이용하기 위해서는 획득된 디지털 이미지를 통해 사진 상에서 액적의 경계를 정의하는 절차를 거쳐야
(a) Front view (b) Specimen holder Fig. 1. Erosion-corrosion damage simulation apparatus.
Table 2. Nozzle outlet velocity and measured mean droplet diameter according to pressure difference between the front and rear sides of a nozzle
, atm Nozzle Outlet Velocity, m/s Mean Droplet diameter, μm0.1 4.7 -
0.3 8.1 -
0.5 10.4 820
0.7 12.4 -
0.9 14 -
1 14.7 270
1.5 18.1 -
1.8 19.8 120
한다. 이 때 사용되는 방법은 여러 가지가 있으나 본 연구에 서는 명도 차의 최빈값을 이용하는 방법을 선택하였다.
Table 2는 노즐 전 후단 차압에 따라 노즐출구 액적의 속도 를 베르누이 방정식과 노즐형상계수를 고려하여 이론적으 로 계산된 값과 발생하는 액적에 대한 평균 액적경의 측정값 을 보여준다. 액적경의 측정은 노즐출구에서 SOD가 80mm 인 지점에서 측정했다. 압력차가 클수록 출구속도는 빨라지 고 액적경은 작아지는 경향성을 보인다. 이처럼 개별 노즐형 상에 대해 온도, 압력차, SOD에 따른 평균액적경을 데이터 베이스화하면 손상모사실험 시 유용하게 사용될 수 있다.
2-3. 저경도합금을 이용한 모사손상 실증
개발된 장비를 이용하여 저경도합금에 대한 손상모사실 험을 수행하였다. 해당 시편의 재료로 알루미늄합금계열인 6061 Al 합금을 사용하였으며 다음의 Table 3은 6061 Al
합금의 성분 조성을 보여준다. 본 재료는 석출경화를 통해 기계적 물성을 강화한 합금이다. 본 저경도합금 손상 모사실 험에 사용되는 6061 Al합금은 경도가 낮아 침식에 대한 가 속화실험이 가능할 것으로 예상되었다. 가공된 시편은 가로 30mm, 세로 18mm, 두께 3mm로 시편이 준비되었으며, 기계연마와 전해연마를 통해 표면을 처리하였다. 기계연마 는 600에서 1200 그리트(grit)의 사포로 각 1시간씩 연마 하였으며 전해연마는 순수 200ml, 95% 에탄올 380ml, 85% 인산 400ml의 혼합용액을 이용하여 27volts에서 12 분간 연마하였다.
실험조건은 다음의 Table 4와 같다. 본 실험에서는 지름 1mm 노즐에서 분사되는 물줄기를 이용하여 수격(water hammer)실험방식과 유사하게 설계하여 침식손상을 가속 화할 수 있도록 구성하였다. LDIE에 의한 침식효과만을 고 려하기 위해 이온교환수지를 거친 순수를 사용하였으며 온
Table 3. Chemical composition of the 6061 Al alloy
Chemical composition (%, min.-max.)
Al Si Cu Mg Cr Fe Mn Zn Ti Others
95.85- 98.56
0.4- 0.8
0.15- 0.40
0.8- 1.2
0.04- 0.35
no minimum,
max. 0.7
no minimum, max. 0.15
no minimum, max. 0.25
no minimum, max. 0.15
less than 0.05 each,
0.15 total
Table 4. Test conditions of erosion damage simulation(6061 Al alloy)
Material
Test conditions Temp., ℃ Velocity,
m/s
Droplet Size, mm
Water condition
ΔP, MPa
Load current, A
Duration Time, hr 6061 AA
(specimen A, B)
20 110 1.0 Deionized
water 0.1 8.0-8.6 3
(a) before impingement (b) impingement (c) after impingement
Fig. 2. Snapshot of impingement on the specimen surface.
도, 모터회전수에 의한 속도, 노즐 전 후단 압력차 등을 실험 시간동안 모니터링 하였다. Fig. 2는 알루미늄 합금인 6061 Al 시료의 손상실험의 실제를 보여준다. 모터 회전수에 의해 시편 끝단 속도는 110m/sec 이며 촬영조건은 f값 2.8, ISO 320, 셔터속도 1/10 sec로 얻은 이미지이다.
3. 연구결과 및 고찰
Fig. 3은 손상시료의 표면을 스테레오 마이크로스코프를 통해 관찰한 사진이다. 손상시편의 가장자리에 직경 1mm내 외의 비교적 큰 분화구 현태의 손상을 확인할 수 있다. 이는 반복적인 충격에 의한 소성현성이 일어남을 의미한다. 분화 구형태의 손상 가장자리가 완만한 것은 본 시편재료가 연성 이 높은(ductile)재료이기 때문으로 생각된다. 물줄기와 직 접적으로 충돌하는 영역은 시편의 중앙부에 해당될 것으로 추정되나 실제 손상은 시편의 가장자리에서 더 크고 빈번하 게 일어났다. 충돌시의 스넵샷 이미지를 통해 분석해보면
시편이 물줄기와 충돌 후 발생되는 액적이 비산되어 시편의 가장자리에서 재 충돌 할 수 있으므로 가장자리 부근에서의 충돌횟수는 시편중앙에 비해 훨씬 크고 그에 따라 손상의 정도가 심하였다고 추정 가능하다. 이는 추후 작은 액적에 대한 충돌 실험 시 액적 크기뿐만 아니라 충돌영역에서 액적 의 수밀도 등을 고려해야함을 의미한다. 좀 더 정확한 측정 을 위해 액적과 시편의 충돌 영역을 국소적으로 제한하는 방법, 즉 시편의 크기를 줄이거나 액적이 분포하는 영역을 좁게 하는 방법을 고려할 필요가 있다.
본 실험에서 발생하는 손상은 질량손실률로 볼 때 3.2%
가량이다. Ripken11)의 LDIE 모사실험(1100 Al 합금, 액적 충돌속도 약 150m/s, 액적경 약1.2mm)의 경우, 손상결과 는 1.5×105cycles에서 0.4%의 질량손실률을 보여준다.
실험조건 및 재료경도의 차이가 있고 침식 손상율은 비선형 적인 것으로 알려져 있으므로 직접적인 비교는 힘들다. 하지 만 본 실험결과는 모터회전수를 고려할 때, Ripken의 충돌 횟수에 비해 약 3.6배(5.5×105cycles) 더 많으므로 질량
(a) Damaged specimen (b) Damaged specimen (stereo) Fig. 3. Image of damaged specimen(6061 Al alloy)
손실률이 0.4%에 비해 높은 3.2%의 질량손실률 값을 보여 주는 것은 타당한 실험결과로 볼 수 있다.
4. 결 론
본 연구에서는 배관 침부식 손상 모사가 가능한 실증장비 를 개발하였다. 개발된 장비는 발전소 환경을 반영할 수 있 는 화학수제어가 가능하고 LDIE에 대해 주요 영향인자인 액적의 속도 및 크기 제어와 측정이 가능하다. 개발된 장비 를 통해 저경도재료인 알루미늄합금에 대한 침식손상 모사 실증실험을 수행하여 침식 손상이 가능함을 실증하였다. 손 상결과는 기존의 타 연구의 실험결과에 비추어 타당한 질량 손실률을 보여준다. 향후 본 실험 장비를 이용하여 배관의 대표적인 손상현상인 LDIE 손상기구 개발과 영향인자에 따 른 손상정량화를 통해 발전소 배관 시스템에 적용이 가능한 평가식을 개발할 예정이다.
감사의 글
본 연구는 2013년도 지식경제부의 재원으로 한국에너지 기술평가원(KETEP)의 지원을 받아 수행한 연구 과제입니 다. (No. 2010T100101014)
참고문헌
1. EPRI, Technical Report 1011231 (2004).
2. I. Nishiguchi, F. Inada, Makoto Takahashi, B. Ogawa, T. Inagaki, T. Ohira, K. Iwahara, K. Yamakami, E-journal of Advanced Maintenance, 2, 14-24 (2010/2011).
3. F. J. Heymann, ASM handbook 18, 221 (1992).
4. F. J. Heymann, ASTM Spec. Tech. Publ., 408, 70 (1967).
5. P. A. Coulon, Lubr. Eng., 42(6), 357 (1986).
6. ASTM test standard G32-09, ASTM (1972).
7. ASTM test standard G73-10, ASTM (1982).
8. ASTM test standard G134-95, ASTM (1995).
9. ASME Sec. VIII Div.1, ASME (1992).
10. G. Bertollini, L. Oberdier, Y. Lee, Opt. Eng., 24, 464 (1985).
11. J. F. Ripken, ASTM Spec. Tech. Publ., 408, 3 (1967).