진공 다이캐스팅 공법을 이용한 연료전지용 알루미늄 분리판의 제조 공정
진철규 *·강충길 **†
*부산대학교 대학원, 정밀가공시스템공학과, **부산대학교 기계공학부
Fabrication Process of Aluminum Bipolar Plate for Fuel Cell using Vacuum Die Casting
Chul-Kyu Jin*, and Chung-Gil Kang**†
*Department of Mechanical and Precision Engineering, Graduate School, Pusan National University, Busan 609-735, Korea
**Engineering Research Center for Net Shape and Die Manufacturing, Pusan National University, Busan 609-735, Korea
Abstract
This study aims to investigate the formability of bipolar plates for fuel cell fabricated by vacuum die casting of ALDC 6. Cavity shape of mold is thin walled plate (size: 200 mm× 200 mm × 0.8 mm) with a serpentine channel (active area: 50 mm × 50 mm).
Before bipolar plate was made by HPDC, computational filling behavior and solidification was performed by MAGMA soft. The final mold design for location and direction of channel was determined by computational simulation. Also, according to injection speed conditions, simulation result was compared to actual die casting experimental result. When vacuum pressure, injection speed of low and high region is 350 mbar, 0.3 m/s and 2.5 m/s respectively, products had few casting defects. On the other hand, at the same as injection speed, without vacuum pressure, products had many casting defects between end of the channel and overflow.
Key words : Vacuum die casting, Injection condition, Filling Behavior, Aluminum bipolar plate.
(Received February 25, 2011 ; Accepted March 24, 2011)
1. 서 론
연료전지는 화학에너지를 전기에너지로 변화시키는 장치로서 수소를 산소와 반응시킴으로써 전기에너지를 얻는다. PEMFC는 작동온도가 낮고, 높은 출력밀도와 빠른 응답성으로 인해 자동 차의 동력 공급원과 산업용 소형 발전분야에 많은 연구가 진행 중이다. 자동차 동력 공급용으로 사용되는 PEMFC의 스택의 경우, 약 400~500개의 분리판이 적층되기 때문에 스택의 무게 에 약 60-80%를 차지하며, 또한, 제작비용에는 35-45%를 차지 한다[1].
연료전지 스택의 구성 부품 중 분리판은 화학반응에 필요한 가스(H2, O2) 를 채널을 통해 다공성확산층(gas diffusion layer) 으로 공급시켜주며, 단위 전지에서 발생하는 전하를 전지에 전달, 스택 내 열 제거 및 반응물질 누수 방지, 구성요소들을 구조적 으로 지지하는 중요한 역할을 한다. 연료전지 성능과 관련되는 전류밀도는 분리판의 내부 유동특성에 큰 영향을 받으며, 유동특 성은 채널의 형상과 단면적 등에 의해 좌우된다.
금속 분리판은 부식에 대한 문제점이 있지만, graphite 및 polymer-carbon composite 분리판에 비해 가볍고, 가격이 저 렴하며 전기전도성 및 기계적 성질이 우수하고 제작하기 쉽다.
따라서 금속 분리판에 적합한 재료를 이용한 높은 정밀도를 요구하는 대량 생산기술 개발 및 공정 체계화가 필요한 실정 이다[2].
금속 분리판의 기계가공 및 절단가공은 시간 및 비용면에 있어서 대량생산에 적합하지 않으며, 스탬핑과 하이드로포밍 공 법은 대량생산체제로서 많은 연구가 진행 중이지만, 미세 채널 을 설계한 치수대로 완벽하게 성형하기가 어렵다[3].
반면, 다이캐스팅 공법은 복잡한 형상의 제품을 한번에 제작 할 수 있고, 대량생산 체제로 제조 단가를 줄일 수 있는 최적 의 공정이다. 특히, 진공 다이캐스팅은 일반 다이캐스팅에서 발 생하는 가스 포집에 의한 기공, 미충전 등을 억제하여 고 신뢰 성이 요구되는 부품을 생산할 수 있다[4]. 다이캐스팅 공정은 이러한 장점이 있음에도 불구하고, 1 mm 이하의 박육(Thin walled) 제품을 제조하기란 상당히 어렵기 때문에 분리판을 주 조공법으로 제작하는 연구는 미비하다.
CAE (Computer Aided Engineering)를 이용하여 양산중인 제품의 결함예측, 제품생산 이전의 설계단계에서 충전이나 응고 해석을 수행함으로써 제품의 품질을 미리 평가하여 최적의 금형 설계 방안을 수립할 수 있으므로, CAE를 통하여 1 mm 이하 박육 제품의 금형 방안을 설립할 수 있다. 한국생산기술연구원
†E-mail : [email protected]
−72− 진공 다이캐스팅 공법을 이용한 연료전지용 알루미늄 분리판의 제조 공정 - 진철규·강충길
동력부품지원센터에서는 CAE에 의한 충전 및 응고해석을 수행 하여 금형 방안을 설정한 다음, 다이캐스팅 공정을 통하여 두께 0.8 mm의 노트북케이스를 제조하였다[5].
본 연구에서는 스탬핑 및 하이드로포밍 공정의 성형한계성을 극복하는 액상공정으로 미세채널을 가진 박막제조의 가능성을 제안하고자 한다. ALDC 6(Al-Mg계) 알루미늄 합금은 주조성 이 좋지 않아 박육 제품을 성형하는 것에 어려움이 예상되지만 고강도 및 고인성 특히 내식성이 우수한 합금으로서 분리판에 적합한 소재라 판단된다[6,7]. 분리판이 스택에 적층되어 구성요 소들을 지지 할 때, 리브(rib) 부분이 박막면(Membrane)과 서 로 맞닿는 모서리 부분에서 응력집중에 의한 변형을 막고, 금속 분리판의 부식으로 인한 MEA(Membrane electrode assembly) 의 오염을 막기 위해서 본 연구에서 사용되었다.
주조해석프로그램인 MAGMA soft를 이용하여 serpentine type의 유로 채널(활성면적: 50 × 50 mm)이 삽입된 알루미늄 박 판(가로 × 세로: 200 mm × 200 mm, 두께: 0.8 mm)을 용탕의 충전 거동과 응고해석을 통하여 채널의 위치 및 방향을 설정하 였다. 또한, 사출속도에 대한 성형성의 영향력을 조사하기 위해 각 플런저(Plunger)의 스트로크(Stroke) 제어 조건 (저속 및 고 속구간의 속도 조건)에 대한 시뮬레이션을 수행하여 실제 다이 캐스팅의 실험 제품과 비교하였다.
2. 해석 및 실험 절차 2.1 금형 모델링
박판 알루미늄의 캐비티(Cavity) 사이즈는 가로 200 mm, 세 로 200 mm, 두께 0.8 mm이며, Fig. 1은 채널의 방향과 위치 를 선정하기 위한 캐비티 형상의 3차원 모델링이다. Model 1
은 런너(Runner), 게이트(Gate), 오버플러우(Overflow)를 포함한 박판형태의 모델링이며, Model 2은 세로(충전)방향으로 오버플 로우와 근접한 위치에 삽입된 형태, Model 3은 세로방향으로 게이트와 근접한 위치에 삽입된 형태, Model 4은 채널이 가로 방향으로 게이트와 근접한 위치에 삽입된 형태이다.
두 게이트 사이의 다이아몬드 부분은 용탕이캐비티 중앙에 집중되지 않고 고르게 분산되도록 게이트 중앙부에 블록을 형 성한 것이다. 오버플러우는 제품의 성형성 및 기계적 성질에 영향을 미치는 요소로서 초기 유입된 산화층을 제거하고 미성 형을 방지하기 위해서 최종 충전 부분에 오버플로우를 위치시 켰다. 그리고 고속 사출로 인한 용탕내 가스를 제거하기 위해 오버플러우 끝부분에 진공벤트를 배치하였다. 사출 후에는 제품 을 원활히 제거하기 위해, 캐비티 부분에 직경 ∅25 mm의 이 젝터 핀(ejector pin) 7개와 오버플러우에는 ∅8 mm 3개, 그리 고 런너에는 ∅10 mm 5개를 설치하였다.
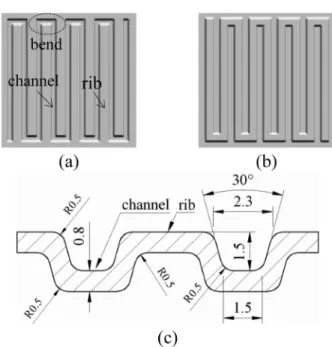
Fig. 2는 채널의 형상과 단면적을 나타내었다. 분리판의 활성 면적은 50 × 50 mm이며, Serpentine flow 채널이 반응가스의 확산에 필요한 표면적이 넓고, 화학반응에 의해 생성된 물을 효 과적으로 제거하는 장점이 있으므로 채널의 형상을 Serpentine type으로 설정하였다[8]. 채널이 90도로 바뀌는 지점은 유동박리 현상이 발생하는 부분으로 square bend type이 circular bend type보다 유동박리 및 압력저하 적게 발생하기 때문에[9] 밴드 부를 square type으로 설정하였다. 채널의 수는 10개, 리브(rib) 는 11개, 벤드는 8개이며, 채널의 깊이와 폭은 1.5 mm 이다.
채널 부분에서 용탕의 유동성 감소를 고려하고 사출 후에는 제 품을 원활하게 제거하기 위하여 채널 폭은 30도의 구배를 갖도 록 설정하였다.
2.2 해석 및 실험 조건
주조 전용 상용 code에 의한 3차원 비압축성 유체의 유동 및 Fig. 2. Geometries of micro-channel: (a) top view, (b) bottom view,
(c) section view (unit : mm).
Fig. 1. 3D die design and different channel types: (a) Model 1, (b) Model 2, (c) Model 3, (d) Model 4 (unit : mm).
응고해석에 사용되는 지배방정식들은 연속방정식, Navier-stokes 방정식, 에너지 방정식, Volume of Fluid로 표현되고, 유한 차 분식(Finite Differential Equation)은 충전 해석에 이용된다.
상용 3차원 CAD 소프트웨어인 NX6을 이용하여 3차원 모델 링 수행한 다음 STL 파일로 변환하였다. 주조 전용 상용 code 인 MAGMA soft의 전 처리기에서 STL 파일로부터 cast, gate, biscuit, runner, inlet 등의 material group을 생성하였고, cover
die 및 ejector die, 진공 벤트 등은 MAGMA soft의 자체 형 상 모델러를 이용하여 생성하였다. 요소분할은 FVM (Finite Volume Method)방식으로 thin-walled project에 적합한 mesh solver 5를 이용하였다. 직교좌표 분할에 의해 분할된 요소의 개 수는 박판의 경우 7,313,241개, cast에 해당하는 metal cell 요 소의 수는 241,126개 이다. 채널 삽입형은 12,182,378개, metal cell의 수는 340,231 개로 설정하였다.
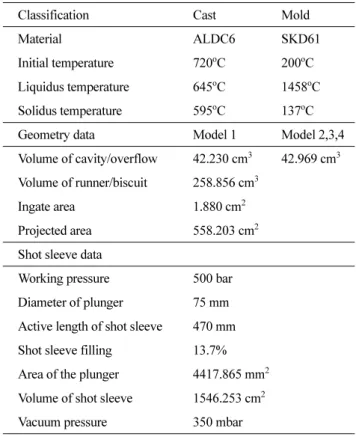
MAGMA soft의 다이캐스팅 해석 절차는 Fig. 3과 같으며, 해석에 이용된 대표적인 물성치는 Table 1에 각각 나타내었다.
Cast의 재질은 ALDC 6 (MAGMA data: AlMg3)로서 용탕 주입온도는 720°C로 설정하고, 금형의 재질은 SKD61종이며, 금형 온도는 200°C로 설정하였다.
Table 2는 MAGMA soft의 시뮬레이션에 사용된 Al-Mg3의 일반적인 합금성분 요소를 나타내며, 해석에 이용된 material group 사이의 열전달은 Table 3에 나타내었다. Ohnaka[10]는 금형 표면에 알루미늄 용탕이 흐를 때, 대류 열전달 계수를 1260 W/m2K로 제한하였으나, 본 해석에서는 금형 내부와의 열 전달 계수는 열전달 효과를 보다 크게 하기 위하여 액상선 이 상일 경우 7,000 W/m2K, 고상선 이하일 경우는 3,000 W/m2K 이며, 금형과 금형 사이에서는 1,000 W/m2K로 설정하였다[11].
금형 온도에 따른 유동 특성을 배제한 실제 실험과 유사한 해 석결과를 얻기 위하여 총 5회 사이클을 수행 한 후 충전 및 응고 해석 결과를 도출하였다.
MAGMA soft에서 사용된 다이캐스팅 기는 660 ton 콜드 챔버 머신이며, 풀런저의 직경은 ∅75 mm, 사출 슬리브(sleeve) 의 길이는 475 mm, 저속에서 고속구간으로 변하는 지점을 405 mm로 설정하였다. 플런저의 스트로크 제어 조건인 저속 및 고속구간의 속도는 Table 4와 같다. 모든 실험 조건은 시 Fig. 3. Flow chart of high pressure die casting (HPDC) simulation.
Table 1. Physical properties used in the high pressure die casting simulations.
Classification Cast Mold
Material ALDC6 SKD61
Initial temperature 720oC 200oC Liquidus temperature 645oC 1458oC Solidus temperature 595oC 137oC
Geometry data Model 1 Model 2,3,4
Volume of cavity/overflow 42.230 cm3 42.969 cm3 Volume of runner/biscuit 258.856 cm3
Ingate area 1.880 cm2
Projected area 558.203 cm2 Shot sleeve data
Working pressure 500 bar
Diameter of plunger 75mm Active length of shot sleeve 470mm Shot sleeve filling 13.7%
Area of the plunger 4417.865mm2 Volume of shot sleeve 1546.253 cm2
Vacuum pressure 350 mbar
Table 2. Chemical composition of Al-Mg alloy in MAGMA data (wt. %).
Mg Si Fe Mn Zn Ni Cu Sn Al
2.5~4.0 ~1.0 ~0.8 0.1~0.6 ~0.4 ~0.1 ~0.1 ~0.1 Bal.
Table 3. Heat transfer coefficients used in the high pressure die casting simulations.
Classification ~ Tsol (595oC) Tlid (645oC) ~ Cast/Mold(hcd) 3,000 W/m2K 7,000 W/m2K Mold/Mold(hd) 1,000 W/m2K
Table 4. Conditions of injection speed according to the plunger stroke.
No V1 (m/s) V2 (m/s) No V1 (m/s) V2 (m/s)
1 0.3 1.28 7 0.5 2.13
2 0.3 1.7 8 0.5 2.5
3 0.3 2.13 9 0.7 1.28
4 0.3 2.5 10 0.7 1.7
5 0.5 1.28 11 0.7 2.13
6 0.5 1.7 12 0.7 2.5
−74− 진공 다이캐스팅 공법을 이용한 연료전지용 알루미늄 분리판의 제조 공정 - 진철규·강충길
뮬레이션 조건과 동일하게 설정되었다.
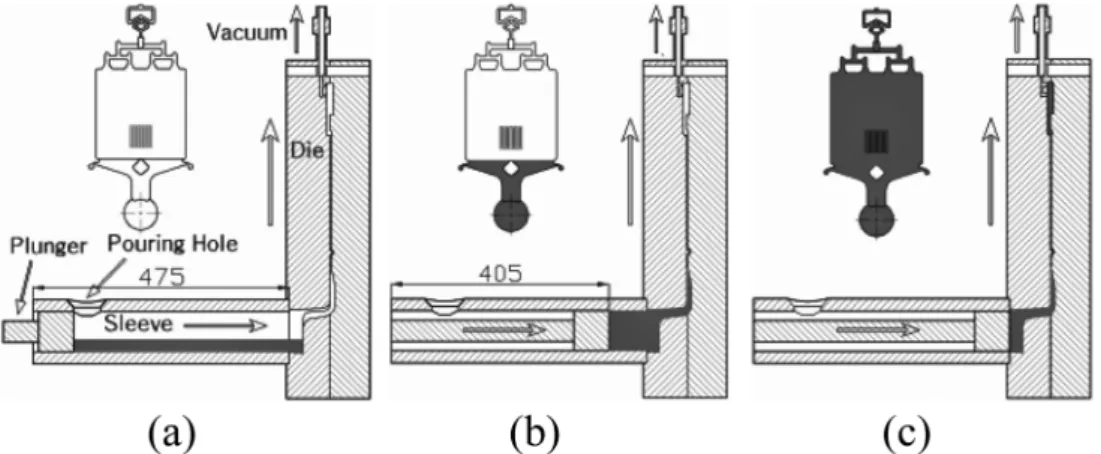
Fig. 4은 진공 다이캐스팅 머신의 공정에 대한 저속 및 고속 구간의 속도에 따른 Shot sleeve system을 나타내고 있다. V1
은 용탕이 게이트 까지 주입되는 플런저의 저속구간 속도를 의 미하고, V2는 용탕이 게이트를 지나서 캐비티를 완전히 채우기 까지의 고속구간 속도를 의미한다. 용탕이 슬리브의 용탕 주입구 로 부어지면, 플런저는 V1의 속도로 슬리브의 405 mm 지점(저 속구간의 끝)으로 이동하며, 진공펌프는 350 mbar의 압력으로 작동하면서 금형 캐비태를 진공상태로 유지시킨다. 저속구간을 지나 고속구간에서는 V2의 속도로 475 mm까지 플런저가 이동 하는 동시에 500 bar의 압력으로 캐비티를 가압한 후에 진공펌 프는 멈추게 된다.
진공펌프가 작동하는 동안 금형의 캐비티 내에서는 대기압보 다 낮은 압력이 생성되면서 용탕에 잔재하는 가스들을 오버플 로우로 빠져나간다. 용탕의 주입온도는 720oC 이며, 로봇 팔에 의해 슬리브의 주입구로 부어진다. 금형의 온도는 열선 카트리 지에 의해 200oC로 유지된다. 플런저의 저속 및 고속구간의 속 도 조건은 Table 4와 같이 시뮬레이션 조건과 동일하다. 금형 온도에 따른 용탕의 유동 특성을 배제하고자 실험 시작 전 5회 의 예비사출을 통해 금형의 온도를 200oC로 안정화하였다.
용탕의 탈가스처리를 한 다음 성분 분석된 ALDC 6 합금의 성분 요소를 Table 5에 나타내었다. 플런저의 속도조건 당 제 품을 5회씩 사출하였으며, 진공에 대한 효과를 알아보기 위해 성형성이 가장 좋은 속도조건에 대해서는 진공펌프 작동을 중 단하여 제품을 5회 사출하였다.
3. 해석 및 실험 결과
3.1 캐비티 형상에 대한 해석결과
두께 0.8 mm의 알루미늄 분리판을 다이캐스팅 공정으로 성형
하기 위한 탄젠셜(Tangential) 게이트 시스템은 용탕이 게이트를 통과하여 캐비티를 충전하는 동안 방향성과 연속성을 갖는 용탕 거동을 확보할 수 있고, 각 게이트 간의 간섭이 없는 장점이 있다[5].
두께 0.8 mm 분리판의 금형 설계 방안은 채널 부분에서 용 탕의 충전 거동을 예측하는 것이 매우 중요하다. 그러므로 게이 트를 통하여 용탕이 캐비티 내로 흘러 들어 갈 때, 채널부분에 서 용탕의 충전 거동 및 온도 분포를 속도 조건 2로 설정하여 각각의 모델링에 대해서 비교하였다.
Fig. 5(a)는 80% 충전된 해석 결과이며, Fig. 5(b)는 실제 다 이캐스팅 실험에서 플런저를 395 mm 이동시켜 충전을 진행시킨 시편의 사진이다. 해석결과와 실제 충전양상이 게이트 왼쪽에서 조금 차이를 보이지만, 거의 비슷한 것을 볼 수 있다. 80% 충 전된 해석 및 실험결과로서 용탕이 런너를 통하여 게이트로 흘 러 들어가면 게이트가 캐비티와 접한 부분에서 면적이 감소하기 때문에 용탕의 전진속도는 증가하고, 좌우 속도는 감소한다. 그 러므로 용탕이 케비티 절반을 채우는 동안 런너 전체가 채워 지는 양상을 나타낸다.
Fig. 6은 각 캐비티 모델링에 대한 해석 결과이다. Fig. 6(a) 는 박판형태로서 용탕이 얇은 게이트를 통하여 흘러 들어가면서 흐름이 세 갈래로 나눠지지만, 지속되는 용탕의 유입으로 인해 Fig. 4. The process of a vacuum die casting: (a) before injection, (b) Low speed injection region (V1), (c) High speed injection region (V2).
Fig. 5. The comparison of 80% filled state: (a) numerical simulation, (b) experimental result.
Table 5. Chemical composition of ALDC 6 alloy after component analysis (wt. %).
Mg Si Fe Mn Ni Cu Sn Zn Al
2.42 0.62 0.47 0.42 0.07 0.07 0.04 0.03 Bal.
하나의 흐름으로 합쳐지고, 오버플러우 부근에서는 온도 저하가 발생한다. 탄젠셜 게이트 시스템은 사출속도에 의한 게이트의 속도변화를 유도하여 더 좋은 유동의 흐름을 확보할 수 있을 것이라 판단된다. Fig. 6(b)는 채널이 세로(충전)방향으로 오버 플러우 부근에 위치한 것으로 채널부분에서 온도강하로 인해 미 충전 및 탕경과 같은 주조결함이 발생될 것으로 예상된다. Fig.
6(c)는 채널이 충전방향으로서 용탕의 흐름이 채널부위에서 비산
되지만, 채널이 게이트와 가까운 곳에 위치하므로 지속되는 용 탕과 증압으로 인하여 흐름이 완화되는 것을 볼 수 있다. Fig.
6(d)는 채널이 가로방향으로서 충전방향과 반대이므로, 용탕이 채널의 깊이(1.5 mm)와 rib면에 맞닿으면서 흐름이 끊어 지는 현상과 함께 급격한 온도 강하가 발생한다.
용탕이 게이트를 통과하여 캐비티 절반까지는 균일한 온도분 포를 보이지만, 최종 충전부위인 오버플러우 부근에서 온도강하 Fig. 6. Temperature distribution for each model: (a) Model 1, (b)
Model 2, (c) Model 3, (d) Model 4.
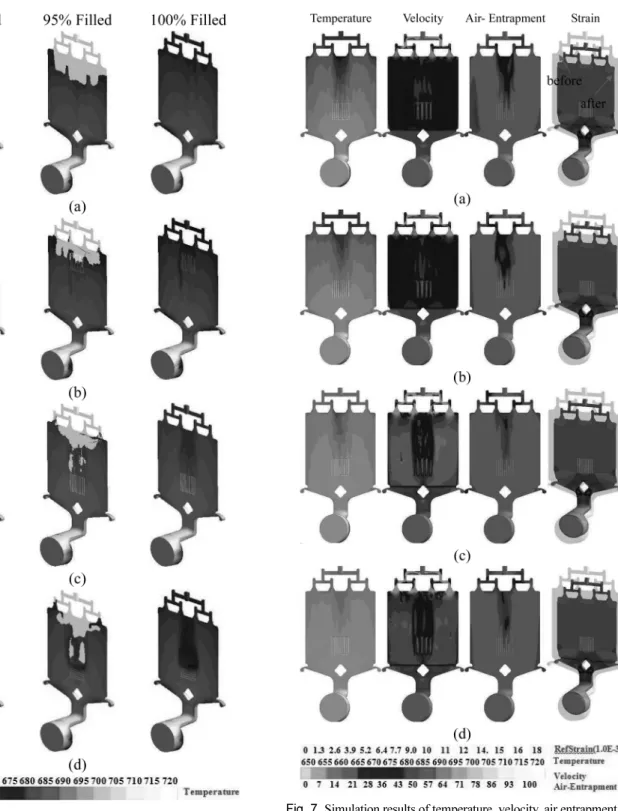
Fig. 7. Simulation results of temperature, velocity, air entrapment and solidification contraction by injection speed: (a) condition 1, (b) conditon 9, (c) conditon 4, (d) conditon 12.
−76− 진공 다이캐스팅 공법을 이용한 연료전지용 알루미늄 분리판의 제조 공정 - 진철규·강충길
가 발생하므로 채널의 방향과 위치는 Model 3처럼 충전방향인 세로방향으로 게이트에 근접한 위치가 적절한 것으로 판단되며, 이로 인하여 금형 방안을 설정하였다.
3.2 사출속도 대한 해석 및 실험 결과
캐비티 형상에 대한 해석결과를 통하여 금형의 캐비티를 Model 3으로 설정하였으며, 저속 및 고속구간에서 플런저의 속도조건에 따른 시뮬레이션 및 실험 결과를 분석하였다.
Fig. 7과 8은 저속 및 고속구간의 속도에 따른 해석 및 실험 결과이다. Fig. 7은 용탕의 온도 분포와 속도, 공기 포집, 응고 수축에 대한 해석 결과이며, Fig. 8은 실제 진공 다이캐스팅의 실험 결과이다. Fig. 7(a)-(d) 모두 런너 및 게이트에서의 속도 는 20 m/s이며, 게이트를 지나 캐비티 입구에서부터는 40 m/s 이상으로 급격하게 증가한다. 이것은 플런저가 고속구간에서 고 속으로 움직이면서 용탕이 얇은 게이트를 통과하기 때문에 속도 가 급속하게 증가한다. 오버플러우 입구에서는 단면적이 감소하 기 때문에 속도가 100 m/s로 급격하게 증가하며 캐비티 좌우 벽면부에서 속도가 빠른 것을 볼 수 있다.
응고 수축량에서도 볼 수 있듯이 단면적 변하가 큰 게이트와 캐비티 연결부, 그리고 오버플러우와 캐비티 연결부분에서 응고 수축량이 크다. 이는 제품 사출 후 응고 수축에 의하여 크랙이
발생할 가능성이 크다는 것을 알 수 있다. 속도조건 1번의 최 종 충전시간은 1.373초 이며, 4번은 1.365초, 9번은 0.6초, 그 리고 12번 조건은 0.592초였다. 저속구간의 속도가 높을수록 최종 충전시간이 상당히 줄어든다는 것을 알 수 있다.
Fig. 7(a)와 (b)의 경우 고속구간의 낮은 속도로 인해 캐비티 입구에서 속도가 40 m/s로 낮고, 특히 채널 부분에서부터 급격 한 온도 및 속도강하(695oC, 25 m/s)가 발생하여 용탕이 부분 적으로 응고가 되고, 혼입된 가스가 진공 벤트로 빠져나가지 못 한다. Fig. 8의 실제 실험의 제품에서 볼 수 있듯이 미충전이 발생하였고, 탕주름 및 크랙, 오버플러우 부근에서는 스윌, 공기 포집 등의 주조결함이 많다. 반면 Fig. 7(c)와 (d)는 고속구간의 높은 속도로 인하여 캐비티 입구에서 속도는 60 m/s 이며, 채 널을 지난 속도강하가 줄어들면서 균등한 온도 분포와 혼입된 가스가 줄어들었다. Fig. 8(c)는 오버플러우 부근에서 약간의 탕 주름과 벽면부의 높은 속도로 인한 탕주름을 제외하고는 결함이 없으며, Fig. 8(d)는 채널 끝부분에서부터 탕주름이 많고, 응고 수축에 의한 크랙이 존재한다.
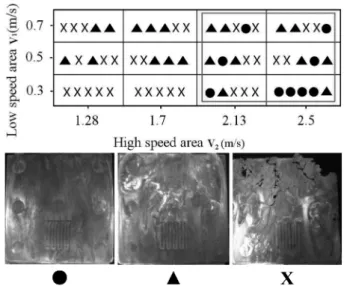
Fig. 9는 실제 사출 실험에서 저속 및 고속구간의 속도에 대한 성형 가능 구간을 조사한 것이다. ‘●’는 캐비티의 성형 이 완벽한 것이며, ‘▲’는 채널부분에는 성형이 이루어 졌지만 채널 끝부분에서 부터 오버플러우 앞부분 사이에 크랙이나 탕 주름과 같은 결함이 있음을 의미한다. 그리고 ‘X’는 미충전으로 성형이 불가능한 것을 나타낸다. 저속 및 고속구간의 속도가 낮 을 때는 대부분 미성형이 발생하며, 고속구간의 속도가 높을수 록 성형성이 높아진다. 특히, 저속구간의 속도는 0.3 m/s 이상일 경우, 성형성에는 별 다른 영향력이 보이지 않지만, 고속구간의 속도는 큰 영향을 미치는 것으로 판단된다.
저속구간의 속도 0.3 m/s, 고속구간 2.5 m/s 일 때 성형성이 가장 좋은 조건이며 80%이상 완제품을 얻을 수 있었다. 대부 분의 조건에서 미충전 발생한 이유는 ALDC 6 합금에는 주조 성과 관계되는 Si 함유량이 미소하기 때문이며, 주조 결함이 많은 것은 채널부분에서 용탕이 1.5 mm의 채널 깊이와 리브면 Fig. 8. Samples manufactured by vacuum die casting under different
injection speed: (a) condition 1 (b) conditon 9, (c) conditon 4, (d) conditon 12.
Fig. 9. Experiment result by injection speed conditions according to the plunger stroke.
을 넘으면서 유동성이 급격하게 낮아지기 때문이다.
채널 끝부분에서부터 냉각된 용탕을 제거하기 위해서는 캐비 티 끝부분의 중심에 오버플러우를 추가해야 하며, 용탕이 캐비 티 좌우 벽면부에 부딪치면서 급격하게 속도가 증가하기 때문에 벽면부에 오버프러우를 추가해야한다. 또한, 캐비티 두께 0.8 mm 다이캐스팅의 경우, 게이트의 단면적이 작기 때문에 저 속구간에서는 낮은 속도로 설정하여 게이트까지 층류 유동을 유도하고, 고속구간에서는 용탕이 얇은 캐비티의 후면에서 냉각 이 되지 않도록 고속으로 가압해야 한다.
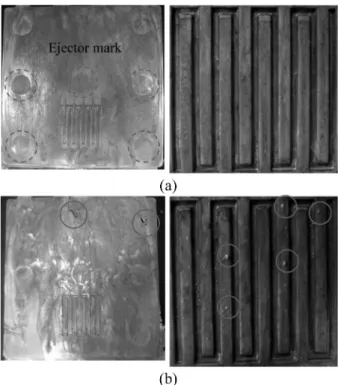
저속 및 고속구간의 속도조건(Table 4)에서 성형성이 가장 좋 은 4번의 조건으로 진공펌프를 중단하고 5개의 제품을 사출 한 결과 3개는 채널의 끝부분에서부터 미충전이 발생하였고, 2개는 Fig. 10(b)에서처럼 오버플러우 부근에서 탕주름과 응고수축에 의한 크랙이 발생하였다. 박판 제조의 경우 일반 다이캐스팅 보 다는 진공 다이캐스팅이 성형성에 더욱더 효과적이라는 것을 알 수 있다. Fig. 10의 오른쪽 사진은 진공 유무에 따른 기공 (porosity)의 효과를 알아보기 위한 것으로 두 캐비티의 채널부 분을 절단한 다음, 전기로에 넣어 520oC에서 4시간 동안 용체 화 처리를 한 것이다. 진공을 사용한 채널의 경우, 미소한 몇 개를 제외하고는 표면에 blister가 나타나지 안았으며, 진공을 사용하지 않은 채널은 크고 작은 수많은 blister들이 표면에 발 생하였다. 이것은 진공 다이캐스팅이 일반 다이캐스팅에서 발생 하는 가스 포집에 의한 기공을 제거하는 효과가 크다는 것을 알 수 있다.
제품의 위치에 따라 두께 및 경도 값을 Fig. 11에 나타내었 다. 두께 측정은 Fig. 11(b)처럼 제품을 각각의 위치에 따라 12개로 절단한 다음, 간단한 폴리싱 작업 후, Fig. 11(a)처럼
디지털현미경을 이용하여 측정하였다. 경도측정은 비커스 경도기 를 사용하여 실시하였다. 시편의 평균 두께는 0.78 mm 이며, 경도는 70.37 Hv 이다.
캐비티가 게이트와 접한 부분에서는 두께 값이 0.8 mm 이상 으로 본래의 두께보다 높았으며, 충전방향으로 오버플러우에 근 접할수록 두께 값이 작았다. 경도 값도 게이트와 접한 부분에서 높게 측정되었으며, 채널 끝부분에서부터 70 Hv이하로 낮게 측 정되었다. 이는 제품의 채널 끝부분과 이젝터 핀 주위에서 탕주 름이 존재하는 이유로서, 용탕이 채널과 이젝터 핀 부분을 지나 면서 온도 및 속도강하로 인하여 냉각 현상이 발생하였고, 부분 적으로 냉각된 용탕은 오버플러우까지 빠져나가지 못하여 발생 한 것이라 판단된다. 또한, 오버플러우 와 캐비티의 두께 차이 (2.3 mm)와 결함으로 인한 수축량 때문에 두께 및 경도가 낮은 Fig. 10. Comparison of product surface and blister of channel part
between vacuum die casting and conventional die casting for condition 4: (a) vacuum (b) no vacuum.
Fig. 12. Simulation results of solidification behavior for condition 4: (a) 13% state, (b) 15% state, (c) 20% state.
Fig. 11. Thickness and hardness at each position of product for con- dition 4: (a) measurement of channel thickness using digital microscope, (b) thickness and hardness graph (unit: mm, Hv).
−78− 진공 다이캐스팅 공법을 이용한 연료전지용 알루미늄 분리판의 제조 공정 - 진철규·강충길
것이라 판단된다. 이것은 시뮬레이션에서는 고려되지 않았던 변 수이다. Fig. 12는 캐비티 충전 후 용탕의 응고해석에 대한 결 과로서 오버플러우 부근에서는 상대적으로 두께가 얇기 때문에 다른 위치보다 먼저 응고가 된다는 것을 알 수 있다.
캐비티의 두께가 0.8 mm로서 얇기 때문에 제품을 적절히 취 출할 수 있는 이젝터 핀의 개수와 직경, 그리고 이젝터 핀의 끝부분이 이동 금형의 이젝터 핀 홀의 정확한 위치에 자리잡도 록 금형 설계 및 제작이 고려되어야 한다.
4. 결 론
알루미늄 분리판을 제조하기 위한 ALDC 6 소재의 진공 다 이캐스팅 공정에 대한 금형 형상 및 사출속도가 성형성에 미 치는 영향은 다음과 같다.
1) 금형 형상에 대한 분리판의 방향 및 위치는 충전방향으로 게이트에 근접한 위치가 적절함을 알 수 있었다.
2) 저속구간의 속도 0.3 m/s, 고속구간 2.5 m/s 일 때 성형성 이 가장 좋은 속도조건으로서 저속구간에서는 낮은 속도로 설정 하며, 고속구간에서는 용탕이 얇은 캐비티의 후면에서 냉각이 되지 않도록 고속으로 가압해야 한다.
3) 두께 0.8 mm 분리판의 경우, 성형성을 확보하기 위해 Si 함유량이 높은 주조용 알루미늄 합금을 선정하고, 사출 후에는 코팅처리를 시행하는 것이 좋을 것이라 판단된다.
4) 진공 다이캐스팅이 일반 다이캐스팅에서 발생하는 가스 포 집에 의한 기공을 제거하는 효과가 크다는 것을 알 수 있다.
5) 채널부분을 지나면서 부분적으로 냉각된 용탕과 벽면에서 빠르게 흐르는 용탕을 완벽하게 제거하기 위해 캐비티 끝의 중 간부분과 좌우 벽면부에 오버플러우와 추가해야 한다.
6) 사출 후 제품을 금형에서 변형 없이 취출하기 위해서는 이젝터 핀의 개수와 직경, 그리고 이젝터 핀의 끝부분이 이동 금형의 이젝터 핀 홀의 정확한 위치에 자리잡도록 금형 설계 및 제작이 고려되어야 한다.
감사의 글
이 논문은 2011년도 정부(교육과학기술부)의 재원으로 한국 연구재단의 지원을 받아 수행된 연구임(No. 2009-0081077).
참고문헌
[1] EG & G Services Parsons, Inc., U.S. Department of Energy Office of Fossil Energy, “Fuel Cell Handbook 5th”, 2000, 3-1 ~ 3-8
[2] A. Hermann, T. Chaudhuri, P. Spagnol, International Journal of Hydrogen Energy, “Bipolar Plates for PEM fuel cells: A review”, Vol. 30, 2005, 1297-1302
[3] S. Mahabunphachai, O. N. Cora, M. Koc, Journal of Power Sources, “Effect of manufacturing processes on formability and surface topography of proton exchange membrane fuel cell metallic bipolar plates”, 2010, 5269-5277
[4] X. P Niu, B. H. Hu, I. Pinwill, H. Li, Journal of Materials Processing Technology, “Vacuum assisted high pressure die casting of aluminium alloys”, Vol. 105, 2000, 119-127 [5] Y. C. Kim, C. S. Kang, J. I. Cho, C. Y. Jeong, S. W. Choi, S. K.
Hong. J. Mater. Sci. Technol, “Die Casting Mold Design of the Thin-walled Aluminum Case by Computational Solidification Simulation” Vol. 24, No. 3, 2008, 383-388
[6] ASM handbook, casting Metal Park, Ohio: ASM international, 1989, 785-91
[7] N. Kawagoishi, H. Nisitani, T. Toyohiro, N.Yamamoto and T.
Tsuno, Trans. Jpn. Soc. Mech. Eng. Part A, “Influence of Microstructures on the Crack Growth Behavior of Small Fatigue Cracks in Squeeze-Cast Aluminum Alloys”, Vol. 60, No. 570, 1994, 358-363
[8] J. Park, X. Li. Journal of Power Sources, “An experimental and numerical investigation on the cross flow through gas diffusion layer in a PEM fuel cell with a serpentine flow channel”, Vol. 163, 2007, 853-863
[9] R. Boddu, U. K. Marupakula, B. Summers, P. Majumdar, Journal of Power Source, “Development of bipolar plates with different flow channel configurations for fuel cells”. 2009.
1083-1092
[10] I. Ohnaka, MARUZEN, “Introduction of Compute Heat and Solidification Analysis”, 1985, 167~208
[11] D. H. LEE, C. G. KANG, S. K. LEE, Journal of the Korean Foundrymen’s Society, “Prediction Defect of Automotive Components by Filling and Solidification Analysis, Vol. 20, No.
3, 2000, 159-166