스크류 펌프 디스펜싱 인쇄를 이용한 결정질 실리콘 태양전지 전면전극 제작에 대한 연구
정 혜 욱* · 신 동 윤*†
* 부경대학교 인쇄공학과
Study on Front Side Metallization of Crystalline Silicon Solar Cells Using a Screw Pumped Dispenser
Hae Wook Chung* and Dong-Youn Shin*†
* Dept. of Graphic Arts Engineering, Pukyong Nat’l Univ.
(Received December 17, 2016 ; Revised February 5, 2017 ; Accepted February 24, 2017)
1. 서 론
파리 기후변화협약이 전세계 195개 협약 당사국 들을 대상으로 2016년 11월 4일에 발효됨으로써 온실가스를 2050년까지 2010년 대비 40~70% 수준 으로 감축해야만 한다.(1) 가장 많은 온실가스를 배
출하는 발전사업에서 석탄화력 발전방식의 비중이 80%인 점을 감안하였을 때, 향후 탈석탄화가 필 수 불가결할 것이며, 이로 인해 신재생에너지 발 전사업에 대한 수요가 더욱 높아질 것으로 예상된 다.(1)
파력, 조력, 지열 및 풍력과 같은 신재생에너지 방식들은 입지조건과 같은 환경적 영향을 강하게 받기 때문에, 상대적으로 환경적 영향을 덜 받는 태양광 발전방식이 주목을 받고 있다. 태양광 발
† Corresponding Author, [email protected]
Ⓒ 2017 The Korean Society of Mechanical Engineers
Key Words: Solar Cell(태양전지), Metallization(전극형성), Dispensing Printing(디스펜싱 인쇄), Screw Pump(스크 류 펌프)
초록: 결정질 실리콘 태양전지의 전면전극은 수광면적을 극대화하면서도 전기적 저항을 최소화하기 위 하여 미세하면서도 높은 종횡비로 형성되어야 한다. 기존의 전면전극 형성공정은 스크린 인쇄가 이용되 었으나, 스크린 제판 개구부의 선폭보다 인쇄된 전극의 선폭이 1.3~2.2 배 넓게 형성되는 문제 때문에 40 μm 급 미만의 미세전극을 형성하기 위해서는 스크린 제판의 개구부는 30 μm 이하여야 한다. 그러나, 개 구부가 미세화될수록 인쇄압력의 증가, 실버 페이스트 전이 불량률 상승 및 메쉬 마크로 인한 전극의 전기적 저항 상승과 같은 문제들이 발생한다. 본 연구에서는 스크린 인쇄를 대체하기 위한 차세대 인쇄 방식으로서 스크류 펌프방식의 디스펜싱 인쇄를 소개하고, 기존 인쇄방식과 차별화되는 점들에 대해 논 의하도록 한다.
Abstract: Finger electrodes on a crystalline silicon solar cell are required to be constructed as narrow and thick as possible in order to minimize shading losses and electrical resistance. The most common means to construct high- aspect ratio finger electrodes has been screen-printing, but it has difficulty achieving fine finger electrodes because the as-printed finger width is generally wider by 1.3–2.2 times the screen opening width. Consequently, it requires an extremely small screen opening (below 30 μm) in order to achieve a finger width below 40 μm. However, the use of such a small screen opening could result in various problems, such as high printing pressure, defective transport of silver paste, and high electrical resistance due to unfavorable mesh marks left on the finger electrodes. In this study, dispensing printing with a screw pump is introduced as an alternative to conventional screen-printing and its unique traits in the front side metallization of crystalline silicon solar cells is discussed.
전방식은 도심발전이 가능하다는 장점이 있으나, 일사량이 상대적으로 낮은 고위도 지역의 경우 태 양광 발전의 경제성이 낮은 편이라서 정부의 정책 적 지원이 없이 자생하기 힘들었다.
2014년 기준 전력 생산단가는 태양광 발전방식 (140원/kWh)이 석탄화력 발전방식(60원/kWh)보다 높았으나, 지속적인 태양전지 효율상승 및 가격 하락 추세로 인해 2020~2025년 경에는 석탄화력 발전방식의 단가와 대등한 수준이 될 것으로 전 망된다.(2) 실제로 지난 2년 간 태양전지 효율의 증가에도 불구하고 비용이 20% 정도 감소함으로 써(3) 페루($48/MWh), 멕시코($35.5/MWh), 두바이 ($29.9/MWh)와 같은 일부 지역의 경우 태양광 발 전단가가 석탄화력 발전단가($40~80/MWh)보다 더 저렴해지기 시작하였다.(4)
다양한 태양전지 종류 중 다결정 혹은 단결정 벌크 타입의 결정질 실리콘 웨이퍼를 이용한 태양 전지가 가장 높은 시장 점유율을 가지고 있다.
Fig. 1은 벌크 타입 결정질 실리콘 태양전지의 전 면부에 형성된 전극의 구성을 보여주고 있다. 전 면전극은 태양전지의 이미터층으로부터 전자를 수 집하는 핑거전극(finger electrodes)과, 다수의 핑거 전극과 태양광 모듈의 메탈 리본을 접합시켜주기 위한 버스바(busbar)로 구성되어 있다.
전면전극이 차지하는 면적이 클수록 태양빛을 수광하는 면적이 줄어들기 때문에 전극의 미세화 에 대한 요구는 지속적으로 제기되어 왔다. 태양 전지 기술발전 로드맵에 따르면 전면전극의 선폭 은 2009년 120 μm에서 2015년 50 μm, 그리고 2026 년에는 25 μm까지 감소할 것으로 예상된다.(3) 전 면전극은 선폭의 미세화 외에도 직렬저항의 감소
를 위해 고종횡비가 요구된다. 또한, 시간 당 2,400장 이상의 태양전지를 처리할 수 있는 저비 용의 공정으로 형성될 수 있어야만 한다. 본 논문 은 스크류 펌프를 이용한 디스펜싱 인쇄에 대한 소개 및 이를 이용하여 태양전지 기판 전면부에 미세 핑거전극을 형성한 연구결과에 대해 논의하 도록 한다.
2. 실 험
본 실험에 사용된 스크류 펌프 디스펜싱 시스템 은 Fig. 2에 보인 바와 같이 x, y 및 z의 3축 이송 이 가능한 벡터 로봇(EzROBO-5 GX ST2520, Iwashita Engineering, Inc., Japan)과 스크류 펌핑 모 터(AMD3-CEC-YD 100 W, ESER Corp., USA)가 장착 된 디스펜서로 구성되어 있다. 벡터 로봇의 x, y 및 z축 최대 이송거리는 각각 250 mm, 200 mm 및 70 mm이며, 최대 이송속도는 300 mm/s이다. 스크 류 펌핑 모터는 회전속도 제어 및 실버 페이스트 가 담긴 시린지 배럴에 공압을 제공해주는 제어기 에 연결되어 있다. 시린지 배럴에 담겨 있는 실버 페이스트는 스크류 펌프 제어기에서 공급해주는 후방공압(back pressure)에 의해 스크류 펌프 본체 로 이송된다. 스크류 펌프 본체로 이송된 실버 페 Fig. 1 Front side electrodes of a monocrystalline silicon
solar cell
Fig. 2 Vector drawing robot with a screw pumping dispenser
이스트는 후방공압과 스크류 펌프의 스크류 회전 에 의해 직경 50 μm의 노즐을 통해 토출된다.
태양전지의 제작은 Fig. 3에 보인 바와 같이, 반사 방지막(SiNx)이 형성되어 있는 단결정 실리콘 웨이퍼 (156 mm×156 mm, 공칭 이미터 면저항 80 Ω/square) 의 후면에 스크린 인쇄기(Tiger SYK1DF-MTV, Daeyoung High Tech Co., Ltd., Republic of Korea)를 이 용하여 알루미늄 페이스트로 후면전극을 인쇄한 후, 180ºC의 핫 플레이트(DHSL.HP2020300, DHSL Korea Co., Ltd., Republic of Korea)에서 7분간 건조하였다.
태양전지 웨이퍼 전면에는 실버 페이스트로 세 개 의 버스바를 스크린 인쇄한 후, 150ºC에서 3분간 건조하였다. 후면전극 및 전면 버스바가 형성되어 있는 태양전지 웨이퍼의 전면에 실버 페이스트를 스크류 펌프방식으로 디스펜싱 인쇄하였다. y축 인 쇄속도는 100 mm/s, 후방공압은 450 kPa, 사용된 노즐의 직경은 50 μm, 핑거전극의 간격은 2 mm였
다. 인쇄된 핑거전극은 150 ºC에서 3분간 건조되 었다.
전면 및 후면전극이 인쇄된 태양전지는 급속 소 성로(AccuThermo AW 610, Allwin21 Corp., USA)에서 Fig. 4에 보인 소성 프로파일(공칭 승온률 초당 100도, 최대온도 810도)을 이용하여 소성되었다.
핑거전극의 선폭은 5배율 실체현미경(JSZ-7XT, Samwon Scientific Ind. Co., Ltd., Republic of Korea)으 로 측정되었으며, 실버 페이스트의 점도는 25도에 서 레오미터(Haake Mars Rheometer, Thermo Fisher Scientific Inc., Germany)를 이용하여 측정되었다. 핑 거전극의 접촉 비저항 및 단위 길이 당 저항값은 소스 미터(Model 2401, Keithley Instruments, Inc., USA)와 프로브 스테이션(MST 4000A, MS Tech Co., Ltd., Republic of Korea)를 이용하여 측정되었으
며,(5,6) 태양전지의 셀 효율은 한국에너지기술연구
원 태양광연구실에서 보유한 전류-전압 테스트 시 스템(K3000, McScience, Inc., Republic of Korea)으로 측정되었다.
3. 결과 및 토의
결정질 실리콘 태양전지의 전면전극 형성에 가 장 광범위하게 사용되고 있는 스크린 인쇄방식은 일반적으로 스크린 제판 개구부의 1.3~2.2배 정도 로 패턴이 형성된다.(7) 따라서, 미세한 핑거전극을 형성하기 위해 목표하는 패턴의 선폭보다 더 미세 한 개구부를 가진 제판을 사용해야 한다. 그러나, 개구부가 미세화 되어감에 따라 미세 개구부를 통 해 실버 페이스트를 기판으로 전이하는 것이 더욱 힘들어진다. 또한, 인쇄된 핑거전극에 스크린의 메 쉬자국(mesh mark)이 남는데, 이로 인해 핑거전극 Fig. 3 Schematic illustration of monocrystalline silicon
solar cell metallization steps
Fig. 4 Thermal profile used for co-firing of mono- crystalline silicon solar cells
스크린 혹은 스텐실 인쇄와 같이 제판을 사용함 으로써 발생하는 문제점을 해결하기 위해 에어로 졸 젯,(8~10) 잉크젯,(11~13) 정전기젯,(14) 그리고 디스 펜싱 인쇄(15) 등의 비접촉 인쇄방식들이 연구되었 다. 잉크젯의 경우 20 cP 이하의 저점도 잉크가 사 용되는데, 저점도의 분산매에 비중이 큰 실버를 분산하기 위해서는 실버 나노입자가 사용되어야 한다. 실버 나노입자는 글라스 프릿의 융점 (~600ºC)보다 훨씬 낮은 온도에서 입자들 간의 소 결이 시작된다. 실버 나노입자들이 조기에 소결될 경우, 글라스 프릿이 용융하였을 때 태양전지 계 면으로 용융 글라스가 이동할 수 있는 입자들 간 의 공극이 부족해진다.(16) 충분한 양의 용융 글라 스가 태양전지 계면으로 이동을 하지 못할 경우 반사방지막을 제거하지 못함으로써 접촉 비저항이 높아질 뿐만 아니라(17) 계면 접합력이 낮아지는 문제가 발생한다.
잉크젯, 에어로졸 젯 및 정전기젯 인쇄방식들은
구리와 같은 저비용의 재료를 사용할 수 있다는 장점이 있는 반면, Fig. 5에 보인 바와 같이 도금 시 전극의 후막화와 더불어 광폭화도 함께 진행되 므로 미세전극을 형성하기가 힘들다는 문제가 발 생한다. 또한, 반사방지막의 결함부위에 원하지 않 는 도금이 발생하기도 하는데,(19) 이를 방지하기 위해 도금 전 별도의 코팅 및 패턴공정이 필요하 다는 문제점이 있다.(20)
1회의 인쇄로 0.5 이상의 종횡비를 가지는 미세전 극을 인쇄할 수 있는 인쇄방식으로 디스펜싱 방식이 가장 적합하다. 새크리피셜 페이스트(sacrificial paste) 와 실버 페이스트를 동시에 노즐을 통해 토출하는 방식의 경우 선폭 23.7 μm, 두께 14.7 μm의 핑거전 극을 구현할 수 있었으며,(21) 실버 페이스트만을 공압을 이용하여 노즐로 토출하는 방식의 경우에 는 선폭 27.1 μm, 두께 20.6 μm의 핑거전극을 구현 할 수 있었다.(22,23) 미세전극의 성공적인 구현에도 불구하고 동시 토출 방식은 새크리피셜 및 실버 페이스트 간의 층류 유동(laminar sheath flow)을 유 지하기 위해 실버 페이스트의 고형분 함량에 제약 을 받는다는 단점이 있으며, 프린트 헤드와 기판 간의 간극을 정밀하게 조절해야 하는 어려움이 있 다.(23)
기존 공압방식의 디스펜싱 방식을 이용하여 고 종횡비의 미세한 핑거전극을 인쇄하기 위해서는 실버 페이스트가 빙엄 유사 가소성 유체(Bingham pseudoplastic fluid)의 특성을 가지는 것이 요구된 다. 빙엄 유사 가소성 유체는 Fig. 6(a)에 보인 바 와 같이 항복응력(yield stress)이 존재하며, 항복응 력 이상의 외력이 주어지지 않을 경우에는 실버 페이스트가 유동하지 않는다. 하지만, 항복응력 이 상의 외력이 실버 페이스트에 가해졌을 때는 Fig.
6(b)에 보인 바와 같이 전단 변형률의 증가에 따 라 점도가 급격히 하강한다. 이러한 점도강하 특 성은 디스펜싱 인쇄 시 노즐 토출을 원활하게 한 다. 노즐 외부로 토출되어 전단 변형률이 제거된 Fig. 5 Schematic illustration of light-induced plating for
thickening a finger electrode
실버 페이스트는 항복응력을 회복할 때까지 유동 을 하기 때문에, 고종횡비의 핑거전극을 형성하기 위해서는 신속하게 항복응력을 회복해야 한다. 일 반적으로 실버 페이스트의 점도에 비례하여 항복 응력이 증가할 뿐만 아니라 항복응력 회복시간이 짧아지는 경향을 가지므로, 선폭 27.1 μm, 두께 20.6 μm의 핑거전극을 구현하기 위해 1,882 Pa의 항복응력을 가진 실버 페이스트가 사용되었다. 그 러나, 이와 같이 높은 항복응력을 가진 고점도 실 버 페이스트의 유동을 유발하기 위해서는 15,000 kPa의 높은 압력이 필요하였다.(22) 비록 기존 공압 방식이 동시 토출 방식보다 공정의 단순성 측면에 서는 우수하지만, 항복응력이 높은 고점도의 실버 페이스트를 토출하기 위해 고압이 요구된다는 점 은 장비의 유지보수 빈도증가 및 가동률 저하와 같은 잠재적인 문제점을 내포한다.
본 연구에서 사용된 스크류 펌프 방식의 디스펜 싱 인쇄방식이 기존 공압방식의 디스펜싱 인쇄방 식과 차별화되는 주요한 특징은 Fig. 7에 보인 바 와 같이 카트리지 내부에 장착된 스크류의 기계적 회전을 통해 항복응력 이상의 외력을 실버 페이스
트에 직접 가할 수 있을 뿐만 아니라, 스크류의 회전속도를 제어함으로써 카트리지 내부 벽면과 Fig. 6 (a) representative shear stress and (b) shear
viscosity of silver paste used for dispensing printing with a screw pump
Fig. 7 Schematic illustration of an Archimedes or auger screw pump
Fig. 8 (a) finger electrodes drawn by screw pumped dispensing printing, (b) cross-sectional SEM image, and (c) finger widths along with screw pumping speeds
스크류의 벽면 사이에서 발생하는 전단 변형률을 능동적으로 제어할 수 있으며, 이를 통해 실버 페 이스트의 점도를 원하는 정도로 낮출 수 있다는 점이다. 시린지 배럴에 담긴 실버 페이스트를 Fig.
7의 카트리지 몸체로 공급할 때는 450 kPa 정도의 후방공압이 필요하지만, 스크류 펌프의 스크류가 회전을 시작한 이후에는 후방공압을 300 kPa 정도 로 낮추더라도 토출을 유지할 수 있으며, 토출량 은 스크류 펌프의 회전 속도를 조절함으로써 정밀 하게 제어된다.
스크류 펌프 디스펜싱 방식으로 태양전지 웨이 퍼 전면에 인쇄한 핑거전극의 광학 현미경 사진 및 전자현미경 단면사진을 Fig. 8(a)와 (b)에 도시 하였다. 후방공압을 450 kPa로 고정하였을 때 스크 류의 회전속도를 높임에 따라 실버 페이스트의 점 도가 하강하며, 이에 따라 핑거전극의 선폭이 선 형적으로 증가함을 Fig. 8(c)에서 확인할 수 있다.
30 rpm의 스크류 회전 속도에서 41 μm의 핑거전극 선폭을 형성할 수 있었으나, 100 mm/s의 인쇄 속도 에 비해 실버 페이스트의 토출속도가 너무 낮은 경우 인쇄불량의 발생빈도가 증가하기 때문에 40 rpm 이상의 스크류 회전속도를 사용하여 태양전 지를 제작하였다.
고점도의 실버 페이스트를 토출하는 디스펜싱인 쇄방식은 저점도의 잉크를 사용하는 잉크젯과는
달리 신속한 온-오프 토출제어를 통해 복잡한 패 턴을 인쇄하기에는 부적합하다. 따라서, 시간당 2,400장 이상의 태양전지 생산에 디스펜싱 인쇄방 식을 적용하기 위해서는 Fig. 9(a)에 보인 바와 같 이 다수의 노즐을 통해 실버 페이스트가 연속으로 토출되는 한 개의 디스펜싱 프린트 헤드를 태양전 지 웨이퍼 상에서 왕복시키며 핑거전극을 인쇄하 거나, Fig. 9(b)에 보인 바와 같이 다수의 디스펜싱 프린트 헤드를 어레이 형태로 배열한 후 실버 페 이스트를 연속적으로 토출시키면서 태양전지 웨이 퍼들을 컨베이어 벨트로 이송시키며 인쇄를 수행 해야 한다.
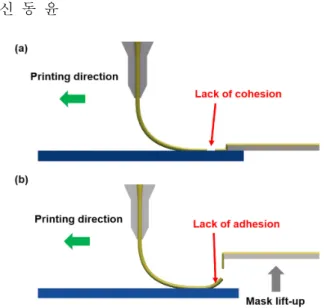
어떠한 방식을 취하든지 간에 실버 페이스트가 태양전지 웨이퍼 가장자리의 수직면에 묻을 경우 에지 션트(edge shunt)가 발생한다. 따라서, 태양전 지 웨이퍼의 가장자리를 임시적으로 마스킹 (masking)해줘야 할 필요성이 있다. 이때 실버 페 이스트의 응집력(cohesive force)이 낮을 경우 Fig.
10(a)에서와 같이 주로 마스크 시작 부위에서 핑 거전극의 인쇄 단락현상이 발생하며, 실버 페이스 트의 부착력(adhesion force)이 부족할 경우 마스크 제거 시 핑거전극이 탈락되는 문제가 발생한다.
따라서, 실버 페이스트의 응집력과 부착력에 대한 세심한 제어도 요구된다.
스크류 펌프 방식의 디스펜싱 인쇄를 이용하여 Fig. 1과 같은 태양전지 샘플들을 제작하였으며, Fig. 4의 소성 프로파일을 이용하여 소성하였다.
핑거전극의 전기적 특성을 측정한 결과 선저항은 0.341 ± 0.006 Ω/cm, 접촉 비저항은 0.220 ± 0.172 mΩ·cm2였다. 스크류 펌프 방식의 디스펜싱 인쇄 Fig. 9 Layout for the mass production of solar cells with
(a) a multi-nozzle dispensing print head or (b) an array of multi-nozzle dispensing print heads
Fig. 10 Defective finger electrodes on the edge of a solar cell wafer due to (a) lack of cohesion and (b) lack of adhesion
로 제작한 태양전지의 전류-전압 특성을 Fig. 11에 도시하였다.
4. 결 론
지금까지 결정질 실리콘 태양전지의 차세대 인 쇄방식으로서 스크류 펌프 방식의 디스펜싱 인쇄 에 대하여 소개하였다. 스크린이나 스텐실 인쇄방 식으로 고종횡비의 핑거전극을 형성하기 위해서는 높은 항력응력을 가진 고점도의 실버 페이스트를 목표 핑거전극 선폭보다 더 미세한 개구부로 통과 시켜야 하는데, 개구부가 미세화될수록 실버 페이 스트의 전이 불량률이 높아진다는 문제점이 있다.
또한, 개구부에서 발생하는 높은 전단 변형률 때 문에 실버 페이스트의 점도가 급격히 하강하게 되 며, 판 분리 이후 항복응력을 회복하기까지 시간 이 걸리기 때문에 개구부의 선폭 이상으로 실버 페이스트가 퍼져 버리는 문제가 있다. 특히, 스크 린 인쇄의 경우 핑거전극에 스크린의 메쉬자국이 남기 때문에 전기적 저항이 높아지는 문제가 발생 한다.
반면, 디스펜싱 인쇄방식은 에어로졸 젯이나 잉 크젯, 정전기젯 인쇄방식에 비해 고형분 함량이 높은 고점도 실버 페이스트를 인쇄할 수 있기 때 문에 1회 인쇄로 충분한 도막 두께를 균일하게 인 쇄할 수 있다는 장점이 있다. 특히, 스크류 펌프 방식의 디스펜싱 인쇄는 스크류의 회전으로 인해 발생한 전단 변형률 때문에 실버 페이스트의 점도 가 하강하여 유동성이 증가하기 때문에 기존 공압 방식의 디스펜싱 인쇄보다 낮은 후방공압을 사용 할 수 있다는 장점이 있다. 또한, 비접촉 인쇄의 특성 상 노즐 토출 후 실버 페이스트에 가해지는
수 있는 시간적 여유가 있다. 그 결과, 태양전 지 웨이퍼 상에서 실버 페이스트의 퍼짐이 제한되 므로 노즐 구경보다 미세한 고종횡비의 핑거전극 을 인쇄할 수 있다.
이러한 장점에도 불구하고 아직까지 스크류 펌 프 방식의 멀티-노즐 디스펜싱 프린트 헤드가 국 내에서 개발되지 않았다. 태양광 시장에서 기술선 도 지위를 탈환하기 위해 40 μm급 이하의 핑거전 극을 고속으로 인쇄할 수 있는 50 노즐 이상의 멀 티-노즐 디스펜싱 프린트 헤드의 개발이 차세대 태양전지 전극형성용 인쇄장비를 위해 요구된다.
후 기
이 논문은 부경대학교 자율창의학술연구비(2016 년 : C-D-2016-0462)에 의하여 연구되었습니다.
참고문헌
(References)
(1) Seo, T.-J., 2016, “Changes that the Paris Climate Convention will Bring,” Korea Investment &
Securities, Co., Ltd.
(2) Kang, J.-H., 2016, “Prospects and Issues of the World Renewable Energy Industries in 2016,” KEXIM Overseas Research Institute.
(3) SEMI PV Group 2016, International Technology Roadmap for Photovoltaic (ITRPV.net), Results 2015,
<http://www.itrpv.net>
(4) Kang, J.-H., 2016, “Photovoltaic Industry Trends in the 1st Quarter of 2016,” KEXIM Overseas Research Institute.
(5) Shin, D.-Y. and Kim, Y.-R., 2014, “Comparison of Contact Resistivity Measurements of Silver Paste for a Silicon Solar Cell Using TLM and CTLM,” Trans.
Korean Soc. Mech. Eng. B, Vol. 38, No. 6, pp. 539~
545.
(6) Shin, D.-Y., Yoo, S.-S. and Seo, J.-Y., 2015,
“Uncertainty Analysis in Contact Resistivity Measure- ments of Crystalline Silicon Solar Cells,” Int. J. Precis.
Eng. Manuf.-Green Tech., Vol. 2, No. 3, pp. 237~244.
(7) Shanmugam, V., Wong, J., Peters, I. M., Cunnusamy, J., Zahn, M., Zhou, A., Yang, R., Chen, X., Aberle, A.
G. and Mueller, T., 2015, “Analysis of Fine-Line Screen and Stencil-Printed Metal Contacts for Silicon Wafer Solar Cells,” IEEE J. Photovolt., Vol. 5, No. 2, pp. 525~533.
(8) Mette, A., Richter, P. L., Hörteis, M. and Glunz, S. W., 2007, “Metal Aerosol Jet Printing for Solar Cell Fig. 11 I-V characteristic of a screw-pump dispensing
printed solar cell
Microeng., Vol. 20, p. 125003.
(12) Shin, D.-Y., 2011, “Investigation of Laser-induced Damage to a Surface Energy Patterned Solar Cell Wafer for the Formation of an Inkjet-printed Seed Pattern,” J. Ceram. Process. Res., Vol. 12, No. 2, pp.
s114~s117.
(13) Shin, D.-Y., Cha, Y.-K., Ryu, H.-H. and Kim, S.-H., 2012, “Impact of Effective Volume Ratio of a Dispersant to Silver Nano-particles on Silicon Solar Cell Efficiency in Direct Ink-jet Metallization,” J.
Micromech. Microeng., Vol. 22, No. 11, p. 115007.
(14) Shin, D.-Y., Seo, J.-Y., Tak, H. and Byun, D., 2015,
“Bimodally Dispersed Silver Paste for the Metalli- zation of a Crystalline Silicon Solar Cell using Electrohydrodynamic Jet Printing,” Sol. Energy Mater.
Sol. Cells, Vol. 136, pp. 148~156.
(15) Shin, D.-Y., Yoo, S.-S., Song, H.-E., Tak, H. and Byun, D., 2015, “Electrostatic-Force-Assisted Dis- pensing Printing to Construct High-Aspect-Ratio of 0.79 Electrodes on a Textured Surface with Improved Adhesion and Contact Resistivity,” Sci. Rep., Vol. 5, p. 16704.
(16) Kim, S. Y., Kim, S. J., Jee, S. S., Park, J. M., Park, K. H., Park, S. C., Cho, E. A., Lee, J. H., Song, I. Y., Lee, S. M., Han, I. T., Lim, K. R., Kim, W. T., Park, J.
C., Eckert, J., Kim, D. H. and Lee, E.-S., 2013,
“Capillary Flow of Amorphous Metal for High
with Plated Metallization,” Energy Procedia, Vol. 67, pp. 84~92.
(20) Lee, C.-J. and Shin, D.-Y., 2012, “Mask Patterning for Two-Step Metallization Processes of a Solar Cell and Its Impact on Solar Cell Efficiency,” Trans. Korean Soc. Mech. Eng. B, Vol. 36, No. 11, pp. 1135~1140.
(21) Beutel, M., Lewis, A., Prondzinski, M., Selbmann, F., Richter, P., Bamberg, F., Raschtschepkin, P., Krause, A., Koch, C., Hentsche, M., Stegemann, K.-H., Schneiderlöchner, E. and Neuhaus, H., 2014, “Fine Line Metallization by Coextrusion Technology for Next Generation Solar Cells,” Sol. Energy Mater. Sol.
Cells, Vol. 131, pp. 64~71.
(22) Pospischil, M., Klawitter, M., Kuchler, M., Specht, J., Gentischer, H., Efinger, R., Kroner, C., Luegmair, M., König, M., Hörteis, M., Mohr, C., Wende, L., Lossen, J., Weiβ, M., Doll, O., Koehler, I., Zengerle, R., Clement, F. and Biro, D., 2013, “Process Develop- ment for a High-Throughput Fine Line Metallization Approach Based on Dispensing Technology,” Energy Procedia, Vol. 43, pp. 111~116.
(23) Pospischil, M., Klawitter, M., Kuchler, M., Jahn, M., Efinger, R., Schwarz, R., Wende, L., König, M., Clement, F. and Biro, D., 2016, “High Speed Dispensing with Novel 6” Print Head,” Energy Procedia, Vol. 98, pp. 61~65.