<응용논문>
DOI https://doi.org/10.3795/KSME-A.2017.41.7.673ISSN 1226-4873(P rint) 2288-5226(Online)
비숙련자를 위한 CNC 조각기 시스템의 개발 방안 연구
양 민 철*· 정 연 찬*
* 서울과학기술대학교 디자인기술융합전공
A Development of CNC Engraving Machine System for Non-experts
Min Cheol Yang* and Yunchan Chung** Dept. of Design and Engineering, Seoul Nat’l Univ. of Science and Technology (Received October 25, 2016 ; Revised March 29, 2017 ; Accepted March 31, 2017)
Key Words: CNC Engraving Machine(CNC 조각기), Engraving System(조각 시스템), Prototyping(시제품 제
작 ), Human Centered Design(인간 중심 디자인)
초록: DIY(Do It Yourself) 중심의 창작 활동이 확산되면서 일반 사용자들이 손쉽게 아이디어를 구체화 할 수 있는 환경이 마련되고 있다 . 3D 프린터를 비롯한 디지털 기술과 도구의 대중화가 급속도로 진행 되고 있는 반면, CNC 조각기의 경우 전문 지식의 부족과 복잡한 사용 절차로 인해 사용이 원활하지 않 다 . 이에 본 연구에서는 3D 형상 모델 파일만 선택하면 자동으로 가공이 가능한 CNC 조각기의 시스템 을 개발하였다. 피삭재와 공구의 크기 및 종류를 제한하고, 생산성의 배제를 통해 공정 계획 및 공구 경로 생성 , 피삭재 고정, 피삭재 좌표계 파악을 자동화하였다. 그 결과 비숙련자도 혼자 충분히 사용 가 능한 CNC 조각기의 시스템이 개발되었다. 이를 통해 기존보다 넓은 범위에서 다양한 사용자들이 사용 할 수 있는 CNC 조각기의 발전이 기대된다.
Abstract: As the culture of making things based on “do-it-yourself” (DIY) activity is increasingly promoted, the
use of recent digital technologies and tools, including the 3D printer, have become widespread. However, the use of computerized numerical control (CNC) engraving machine is considered difficult because of the complicated procedures and specialized knowledge required for its operation. Therefore, this study aims to resolve the issue that limits the usability of the CNC engraving machine. This paper presents a novel CNC engraving machine system for non-experts based on human-centered design. First, the size and type of the workpiece and tool are reduced. Second, computer-aided process planning (CAPP) steps such as tool path generation, workpiece clamping, and corresponding coordinate system are automated by compromising productivity and efficiency. As a result, a CNC engraving machine system that can be easily used by non-experts was developed. This development has great significance in that it opens up the possibility of using the CNC engraving machine for a wider range of DIY activities.
Corresponding Author, [email protected]
Ⓒ 2017 The Korean Society of Mechanical Engineers
1. 서 론
1.1 연구 배경 및 목적
제품을 개발 및 제조할 수 있는 Do It Yourself (DIY) 중심의 창작 활동이 세계적으로 확산되고 있다.
(1)또한 개인용 3D 프린터의 보급으로 인해, 많은 사람들이 이를 이용하여 창작 활동을 진행
하고 있다 .
(2)이에 일반 사용자들도 쉽게 3D 프 린터를 사용할 수 있도록 여러 가지 연구가 진행 되고 그에 맞는 환경이 조성되고 있다 .
(3)그러나 창작 활동의 도구 중 하나인 CNC 조각기의 경 우 , 3D 프린터의 등장 이전부터 제조 활동의 도 구로 쓰였음에도 불구하고 일반 사용자들이 쉽게 사용할 수 있는 환경이 마련되지 않고 있다 .
(4,5)복잡한 사용절차를 해결하기 위한 목적으로 개
발된 CNC 밀링 기계의 연구 사례는 쉽게 발견할
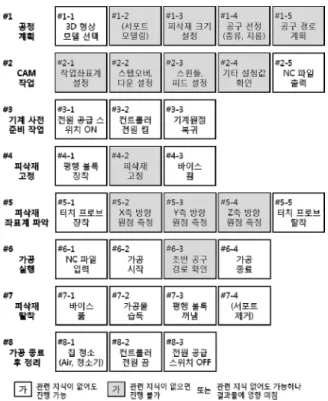
Fig. 1 Current user process for a CNC engraving
machine
수 있다 . 대표적인 사례로, 치과 계열에서 사용되 는 CNC 밀링 기계가 있다. 이 기계는 주 사용자 가 절삭 가공 전문가가 아닌 병원 관계자이기 때 문에 사용 절차를 간소화하고 난이도를 낮추어 범용 기계에 비해 간편하게 제작되었다 . 사용자 가 치아에 관련된 3D 형상 모델 파일을 이 기계 에 입력하고 , 몇 가지 조건만 설정하면 자동으로 가공이 시작된다.
또한 , 산업에서도 흑연 전극 가공에 한해 절차 가 간소화된 스마트 머시닝센터가 개발되었다.
산업용이기 때문에 앞서 언급한 치과 전용 CNC 밀링 기계보다 절차가 복잡하지만, 현재 사용되 는 범용 머시닝센터에 비해 간편하여 사용자의 작업 시간을 대폭 감소시킨다.
CNC 조각기는 흔히 제품 개발 과정에서 프로 토타입 제작에 주로 쓰이며, 일반적인 CNC 밀링 기계와 달리 기계의 정밀도와 강성 등에 차이가 있다. 사용 방법과 사용성은 큰 차이가 없었으며, CNC 조각기의 사용성 개선 연구는 찾기 힘들었 다. 이에 본 연구에서는 일반적인 프로토타입 제 조 상황에서 CNC 조각기를 비숙련자가 사용 가 능하게 하려 한다. 전문 지식과 경험이 부족한 일반 사용자를 지칭하는 비숙련자도 간단하게 사 용 가능한 CNC 조각기의 개발 방향을 제시하고, 실제 개발을 통해 그 가능성을 확인하고자 한다 .
1.2 연구 범위 및 방법
본 연구는 전문지식과 경험이 부족한 비숙련자 도 간단하게 사용할 수 있는 CNC 조각기 시스템의 개발이 가능한지 파악하고, 간단한 프로토타입을 제작하는 데 목적이 있다 . 이를 위하여 먼저 CNC 조각기의 현재 사용자 프로세스를 정리 및 분석하 고 , 목표로 선정할 이상적인 사용자 프로세스를 제 시하였다. 이후 현재 사용자 프로세스를 이상적인 사용자 프로세스로 변환하기 위한 방안을 모색하 고, 변환 과정에서 제기되는 주요 기술 이슈를 제 시하였다 . 그다음 앞선 이슈들이 해결된, 구현 가능 한 최종 시스템을 제안하였다. 최종 제안된 시스템 의 프로토타입 개발을 통하여 제안된 CNC 조각기 시스템의 개발 가능성과 사용성을 확인하였다.
2. CNC 조각기 시스템의 개발 방향
2.1 사용자 프로세스 분석
기존 CNC 조각기의 사용자 프로세스를 파악하
기 위해 가장 기본적인 형태의 3축 CNC 조각기 를 대상으로 프로세스를 정리하면 Fig. 1과 같다.
그림에서 확인할 수 있듯이 , 한 번의 프로토타이 핑을 위하여 복잡하고 긴 절차를 거쳐야 함을 알 수 있다 .
Fig. 1에서 흰색 공정들은 사용자의 지식이 필 요 없는 단순 사용 방법이기 때문에 사용자의 개 입 없이 자동 진행이 가능하다. 이에 반해 회색 공정들은 사용자의 지식이 요구되고 의사결정이 필요한 부분이기 때문에, 자동 진행 이전에 의사 결정을 도와주는 작업이 필요하다 . 따라서, 전문 지식이 없는 비숙련자는 CNC 조각기를 제대로 사용할 수 없음을 알 수 있다 .
2.2 사용자 프로세스 개선의 목표 및 방향
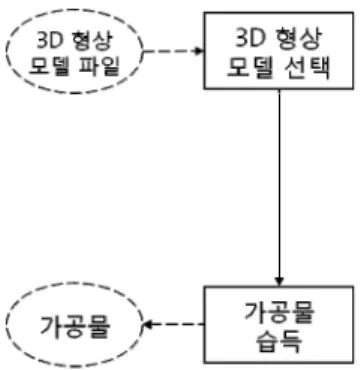
논리적으로 가장 간단하고 전문지식이 필요 없
는 사용자 프로세스는 Fig. 2와 같다. 생산성과
품질 등을 위해 다른 기능이 추가될 수도 있겠지
만 , 우선 가장 기본적인 목표인 ‘비숙련자의 가공
가능’에 초점을 맞추어 나타내었다. 이 사용 프로
세스는 총 2단계로, 사용자가 CNC 조각기에 3D
형상 모델 파일을 입력하면 일정 시간 후에 가공
된 결과물을 얻을 수 있다 . 이 사용자 프로세스
를 제공하는 CNC 조각기는 현재 기술로도 구현
Fig. 2 Ideal user process for a CNC engraving
machine
은 가능하지만, 경제성 및 생산성을 비롯한 많은 제약 조건 때문에 상용화되기는 어렵다 . 그러나 사 용자 측면에서 보면 가장 이상적이기 때문에, 본 연구에서는 이상적인 사용자 프로세스에 최대한 가까운 프로세스를 제공하는 것을 목표로 한다.
2.3 기술적인 문제점
2.3.1 문제점 분석 방향 설정
본 연구에서 목표하는 CNC 조각기의 개발을 위해서는 2.1절에서 언급한 의사결정 문제를 해 결할 필요성이 있다. 의사결정 문제는 크게 공정 계획 및 공구 경로 생성 , 피삭재 고정, 피삭재 좌 표계 파악이 있다.
공정 계획 및 공구 경로 생성에서는 CAM을 고려하여 공정 계획을 비롯한 공구 및 공구 경 로 , 여러 가공 조건에 대한 의사결정이 요구된다.
그러나 비숙련자의 경우 CAM, 공구 지식, 절삭 가공 지식 등이 부족하며 , 이 지식들을 습득하는 데 많은 시간이 필요하다. 더불어 CAM에서의 의 사결정은 지식뿐만이 아니라 경험에도 많은 영향 을 받으므로, 비숙련자가 좋은 의사결정을 하는 것은 어렵다 .
피삭재 고정에서는 공정 계획과 피삭재의 형상 을 고려하여 피삭재를 적절하게 고정하는 의사결 정이 요구된다. 그러나 비숙련자는 앞서 언급한 바와 같이 지식의 부족으로 인해 공정 계획을 고 려하기 어렵고, 피삭재 형상에 따른 고정 방법을 선정 및 실행하는데 어려움을 겪는다 .
피삭재 좌표계 파악에서는 고정된 피삭재의 위 치 및 크기 등을 파악하고 , CAM에서 설정한 좌 표계와 일치하도록 피삭재의 좌표계를 설정하여 야 한다 . 피삭재의 위치나 크기 측정은 비숙련자 도 충분히 가능하나 CAM 지식이 없는 상태에서
피삭재의 좌표계를 설정하는 것은 어렵다 .
이전에도 앞서 언급한 의사결정들의 관련 연구 는 많이 존재하였으나 , 생산성을 배제하지 않은 연구가 대부분이었다.
(6~8)그러나 본 연구는 생산 성보다 사용성 우선에 초점을 맞추고 있기 때문 에 기존 연구를 그대로 참고하기엔 무리가 있다 고 판단되었다 . 따라서 본 절에서는 각 의사결정 문제에 대한 기존 연구를 분석하고 앞으로 필요 한 연구 방향에 대하여 기술하려 한다 .
2.3.2 공정 계획 및 공구 경로 생성
공정계획 및 공구 경로 생성과 관련된 기존 연 구로는 CAD와 CAPP, CAM, CNC 기계를 통합하 는 전체적인 시스템 차원의 연구와 공정 계획자 동화 연구들이 많이 진행되어 왔다 .
(9)기존 연구 들은 결과물의 높은 품질과 가공 시간 등 생산성 에 초점을 맞춘 연구들이 주로 진행되었으며 대 부분은 특징 형상을 기반으로 공정을 계획하였
다 .
(10~12)Frank 등은 2.5D 공구 경로를 이용하여
자유 곡면에서 미삭을 최소화하는 연구를 수행하 였다 .
(13)그러나 작업자의 사용성을 고려한 공정 계획 및 공구 경로 생성에 관한 연구는 찾을 수 없었다 .
2.3.3 피삭재 고정
피삭재 고정에 관련된 기존 연구로는 다양한 형상과 크기의 피삭재를 고정하는 방식에 관한 연구가 주로 진행되었다.
(14)또한 고정 방식 연구 중 , 자유 곡면을 쉽게 가공할 수 있도록 추가적 인 서포트를 생성하여 고정해 주는 연구가 있었 다 .
(15)본 연구에서는 다양한 형상과 크기의 피삭 재를 고정하는 것은 오히려 사용성을 떨어뜨릴 가능성이 있다고 판단하였다 . 이에 반해 서포트 고정 방식을 사용한다면 공정 계획을 고려해야 하는 부담이 감소되어 사용성을 향상시킬 수 있 다고 판단하였다. 따라서 피삭재의 형상과 크기 요소는 배제한 상태에서 공정 계획 고려에 이점 이 있는 서포트 고정 방식을 이용하는 것이 적합 하다고 판단하였다 . 다만 일부 형상의 서포트 생 성 불가 및 서포트 제거의 용이성, 소재에 따른 데이터의 부족 등의 한계점이 있어 후속 연구가 필요하다.
2.3.4 피삭재 좌표계 파악
피삭재 좌표계 파악에 관한 기존 연구로는 접
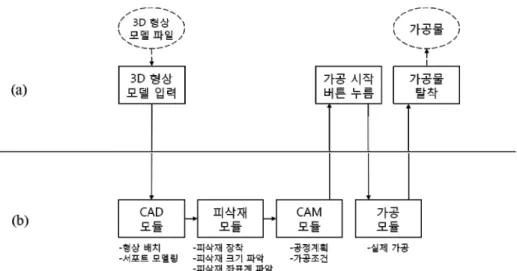
Fig. 3 The suggested process for the CNC engraving machine; (a) user viewpoint, (b) system viewpoint
촉식 방식인 프로브 방식을 비롯하여 비접촉식
방식인 레이저, 이미지 방식 등이 있다.
(16~18)이와 관련된 연구들은 주로 정확하고 빠른 측정에 중 점을 두고 연구되어 왔기 때문에, 경제성 측면의 문제는 있지만 피삭재의 위치 및 크기를 파악하 는 데는 기술적으로 큰 문제가 없다. 그러나 CAM의 좌표계와 피삭재 좌표계 일치에 관한 상 용화 시스템은 드물다. 이는 현재 CAM 시스템과 피삭재 좌표계를 설정하는 CNC 기계가 분리되어 있고, 다양한 소재와 작업 환경을 고려하기에는 상용화에 많은 난점이 있기 때문이다 . 하지만 본 연구에서는 생산성을 고려하지 않고 사용의 간편 에 초점을 맞추고 있으므로 , CAM 시스템과 CNC 기계를 통합한 환경에서 CAM 좌표계와 피삭재 좌표계를 일치시키는 방식의 사용이 가능하다 .
2.4 새 시스템 제안
기존 연구들의 조사 결과, Fig. 3과 같은 프로 세스를 가지는 CNC 조각기 시스템의 개발이 가 능하다고 판단되었다. Fig. 3의 (a)는 사용자가 직 접 수행하는 프로세스이며 , (b)는 사용자의 눈에 보이지 않는 시스템 관점 프로세스이다. 시스템 관점 프로세스는 크게 4개의 모듈로 구성된다.
제안하는 시스템은 논리적으로 가장 간단한 사 용 프로세스를 유지하기 위해 피삭재와 공구의 규격 및 종류를 제한하는 방법으로 기술적인 문 제를 해결한다 . 즉, 피삭재 셋업과 공정 계획, 가 공 조건 설정 등이 모두 시스템에서 자동으로 수 행된다 . 그리고 안전을 위해 ‘가공 시작 버튼’을 추가하였다.
이러한 제약 조건 내에서 구성된 프로세스의 진행은 다음과 같다. 사용자의 관점에서 보면 먼 저 사용자가 원하는 3D 형상 모델 파일을 선택 하고 가공 시작 버튼을 누른 후, 일정 시간 후에 가공물을 탈착한다 . 시스템 관점에서 보면 먼저 CAD 모듈에서는 사용자가 선택한 형상 모델 파 일을 가공하기 좋게 방향 배치를 하고 서포트 모 델을 생성한다. 이후 피삭재 모듈에서는 입력된 형상 모델의 크기에 맞는 피삭재를 규격 내에서 선정한다. 그리고 선정된 규격의 피삭재를 CNC 조각기에 장착하고 알맞은 피삭재가 잘 장착되었 는지 확인한다. 그다음 CAM 모듈에서는 장착된 피삭재와 형상 모델로부터 공구 경로를 생성한 다. 그 후 사용자가 가공 시작 버튼을 누르면 가 공 모듈에서 실제 가공을 시작한다 .
본 논문에서 제안한 비숙련자용 CNC 조각기 시스템은 현재의 기술로 구현 가능하다고 판단된 다. 그러나 사용자 중심 디자인(human-centered design) 측면에서는 그 가능성을 파악하는 기초 단계의 연구이며 지속적인 연구가 필요하다.
3. 제안된 시스템의 구현
3.1 구현계획
2.4절에서 제안한 시스템의 개발 가능성과 사
용성을 파악하기 위해 시스템의 기능들을 간단하
게 구현하였다 . 구현에 앞서 피삭재 장착 부분에
서 Fig. 3의 시스템과 달라진 부분이 몇 가지 있
어 계획을 수정하였다 . 첫째, 피삭재는 경제적인
이유로 사용자가 피삭재를 직접 장착하는 수동
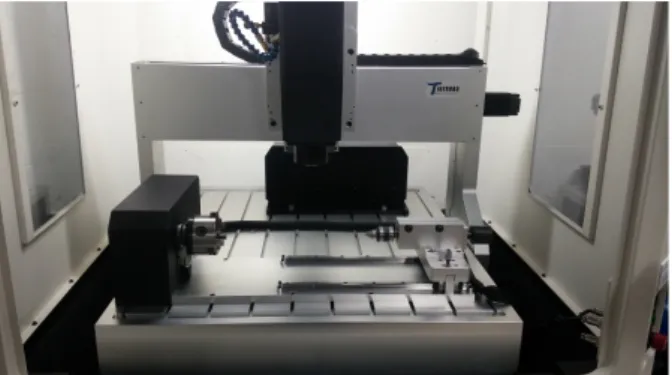
Fig. 4 CNC engraving machine with an index table
used in this study
방식을 선택하였다. 둘째, 다양한 크기와 형태의 피삭재를 허용하지 한 규격의 피삭재로 한정하였 다. 셋째, 피삭재를 항상 같은 위치에 고정하는 방법을 택하였고 , 가공 가능한 형상의 범위를 고 려하여 선반 척을 사용한 4축 조각기 환경을 선 택하였다 .
빠르고 간편한 구현을 위하여 기존 CNC 조각 기를 사용하고 , 조각기 컨트롤이 가능하며 CAD 및 CAM 모듈의 기능을 수행할 수 있는 새로운 소프트웨어를 개발하였다 . 소프트웨어는 조각기 컨트롤러와의 호환성을 위해 Windows XP 운영체 제 , Visual Studio 2008 환경에서 C/C++를 사용하 여 개발하였다. 조각기 컨트롤러는 Mach3을 사용 하였으며 , 제조사 홈페이지에서 제공하는 라이브 러리를 사용하였다.
조각기는 타이니로보사의 TinyCNC-6060C 모델 을 사용하였다. 이 조각기는 기본적으로 3축이나, Fig. 4와 같이 인덱스 테이블(Index Table)을 추가 하여 본 연구의 조건인 4축의 환경을 조성하였 다 . 그리고 가공할 소재는 소형 조각기에서 주로 사용하는 플라스틱 수지를 사용하였다.
3.2 CAD 모듈 3.2.1 방향 배치
방향 배치란 사용자가 입력한 3D 형상 모델 파일을 CNC 조각기에서 가공하기 좋게 그 방향 을 배치하는 작업을 말한다. 본 연구에서는 형상 모델의 제일 긴 쪽을 조각기의 X축, 제일 짧은 쪽을 Z축으로 방향 배치를 하려 한다. 방향 배치 를 하는 방법은 매우 다양하지만 , Fig. 5와 같이 많이 쓰이고 간단한 방법인 Axis Aligned Bounding Box(AABB)와 Oriented Bounding Box (OBB)가 있다.
(19)Fig. 5 Comparison of orientation methods of shape
model; (a) AABB method, (b) OBB method
Fig. 6 Result of OBB method; (a) orientation of
input shape model, (b) modified orientation of shape model with OBB method
본 연구에서는 OBB 방식을 사용하였고, 그 결 과 Fig. 6의 (a)와 같은 비뚤어진 형상 모델을 입 력해도 Fig. 6의 (b)와 같이 제대로 배치가 가능 하였다.
3.2.2 서포트 모델링
4축 조각기에서 3D 형상을 가공하려면 형상 좌우에 가공을 보조해주는 서포트가 생성될 필요 가 있다 . 또한, 이 서포트를 모델링 할 때 고려해 야 할 요소들이 몇 가지 있는데, 본 논문에서는 Boonsuk 등의 연구
(15)를 참고하여 단면 형상 , 단 면 크기, 길이, 개수 및 위치의 요소들을 기준으 로 서포트를 모델링하였다 .
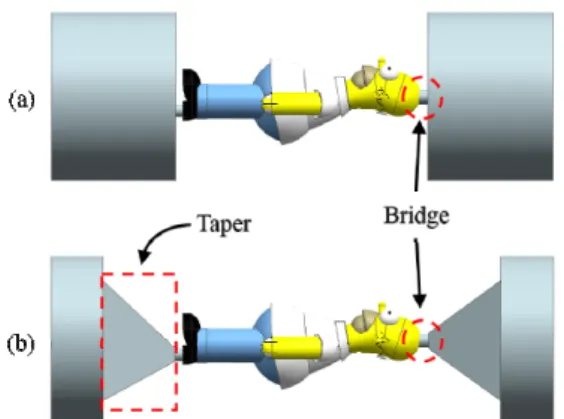
우선 자세한 모델링에 앞서 서포트의 구성을
계획할 필요가 있었는데 , Boonsuk은 Fig. 7의 (a)
와 같은 방식으로 Bridge라는 서포트를 좌우 1개
씩 생성하였다 . 그러나 본 논문에서는 가공 및
서포트의 제거를 용이하게 하기 위하여 Fig. 7의
(b)와 같이 Bridge와 Holder, 두 부분으로 서포트
를 구성하였다.
Fig. 8 Parameters of supports based on diameter of
shape model (PartD); BridgeL (length of bridge), BridgeS (size of bridge), HolderL (length of holder), HolderS (size of holder)
Fig. 7 Support structure suggested by (a) Boonsukand (b) this study
단면 형상은 Bridge와 Holder의 단면인 2차원 형상을 의미한다 . 본 연구에서는 현재 진행 단계 에서 단면 형상에 대한 심도 있는 연구가 필요하 지 않다고 판단하여 간단한 단면 형상 중 가공이 용이한 정사각형 단면 형상을 선정하였다.
단면 크기는 단면 형상에 대한 크기를 뜻한다 . 실제 시험 가공을 통해 단면 크기를 대략적으로 선정하였고 , 형상 모델 직경의 1/7배 정도면 충분 하다고 판단하였다. 따라서 Fig. 8의 형상 모델 직경 (PartD)이 약 45 mm였기 때문에, Bridge의 단 면 크기(BridgeS)는 6 mm로 선정하였다. 또한 Holder의 큰 단면 크기(HolderS)는 가공하지 않은 원 소재의 크기로 선정하였다.
길이는 단면 형상에 수직 방향으로 돌출된 거리 를 뜻한다. 길이는 가공하는 공구의 직경을 고려 하여 선정해야 하는데 , 본 연구에서는 최대 공구 의 직경이 Φ10이기 때문에 10 %의 가공여유를 고려하여 Bridge의 길이(BridgeL)를 11 mm로 선
정하였다 . Holder의 길이(HolderL)는 중요하지 않 은 부분이므로 간단하게 45도를 고려하여 선정하 였다 .
개수는 형상 모델과 직접적으로 닿는 Bridge의 개수이다 . 비틀림과 하중을 고려하면 2개를 생성 하는 것이 바람직하지만, 본 연구에서 개수는 큰 영향을 미치지 않으므로 1개로 선정하였다.
위치는 형상 모델과 Bridge가 맞닿는 부분을 의미한다 . 위치도 마찬가지로 원래는 형상의 끝 부분에 따라 달라지는데, 위치 요소는 본 연구의 주안점이 아니므로 정중앙에 위치하게 하였다 .
3.3 피삭재 모듈 3.3.1 형상
피삭재의 형상을 결정하는데 관련된 중요한 요 소는 피삭재를 고정하는 장치이다. 본 연구에서 는 선반 척 형식의 인덱스 테이블을 고정 장치로 선택하였는데, 일반적으로 선반 척에서는 원기둥 을 장착하여 가공하기 때문에 원기둥 형상의 소 재를 선정하였다.
3.3.2 크기
피삭재의 크기는 사용하는 조각기의 스트로크 를 고려하여 선정하였다. 최대 스트로크 및 공구 의 날장 길이를 고려한 결과 현재 조각기에서는 Z축으로 최대 25mm의 가공이 가능하므로, 인덱 스 테이블의 회전을 고려하여 원기둥의 직경을 Φ50으로 선정하였다. 또한, X축의 스트로크를 고려하여 원기둥의 길이는 200mm로 선정하였다.
3.3.3 소재
피삭재의 소재는 프로토타이핑 용도로 많이 쓰 이는 ABS(Acrylonitrile Butadiene Styrene), 폴리아 세탈(POM, Polyacetal), 폴리프로필렌(PP, Poly- propylene) 등의 수지 중 비숙련자에게 적합하다 고 판단되는 소재 하나를 선정하였다. 이 때 절 삭성이 좋고 칩이 덜 날리며 , 가공 후 표면이 좋 은 소재를 중점으로 선정하였다. 이를 위해, 3개 의 소재를 동일 조건에서 직접 가공하여 각 항목 마다 3점 만점으로 Table 1과 같이 나타내었다.
Table 1에 따라 ABS를 제일 적합한 소재로 선정 하였다.
3.4 CAM 모듈 3.4.1 공정계획
공정계획이란 가공을 시작하기 전, 작업 순서
Material
Criterion ABS POM PP
Machinability 3 3 3
Surface after
Manufacturing 3 2 1
Chip Scattering 3 3 3
Weight 2 1 3
Total 11 9 10
Table 1 Property comparison of workpiece material
(ABS, POM, PP)
와 방법을 정하는 것을 말한다. 여기서는 비교적 큰 공구를 이용하여 대략적인 형상으로 빠르게 가공하는 황삭 , 작은 공구를 이용하여 정밀하게 가공하는 정삭, 황삭과 정삭의 중간 가공인 중삭 으로 공정계획을 한다 .
본 연구에서 사용하는 CNC 조각기는 4축으로 가공을 하기 때문에 4축 공구 경로로 황삭 1번, 중삭 1번, 정삭 1번을 계획하였다. 그러나 실제 4 축 공구 경로를 구현하기에는 많은 시간과 노력 이 필요하고, 현재 단계에서 굳이 구현할 필요가 없다고 판단하였다 . 따라서 본 연구에서는 소재 를 90도씩 회전하여, 3축 공구 경로로 4방향에서 가공하는 방식을 채택하였다 . 따라서 각 공정은 0도, 90도, 180도, 270도로 총 4번씩 가공하게 된 다 . 다만, 황삭은 단시간에 소재를 빨리 제거하는 역할이므로 0도와 180도, 2번만 가공한다.
3.4.2 공구 경로
공구 경로는 가공 시 실제 공구가 이동하는 경 로를 뜻한다. 여기에는 라스터, 등고선 경로 등을 비롯한 수많은 공구 경로가 존재하며 , 통상적으 로 가공 품질, 시간 등의 요소를 고려하여 최적 의 공구 경로를 선정한다 .
때문에 본 연구에서도 이에 따라 알맞은 공구 경로를 선정하는 것이 타당하나 , 공정계획의 이 유와 마찬가지로 현재 단계에서는 제일 간단하게 구현 가능한 라스터 공구 경로를 구현하였다 .
3.4.3 가공 조건
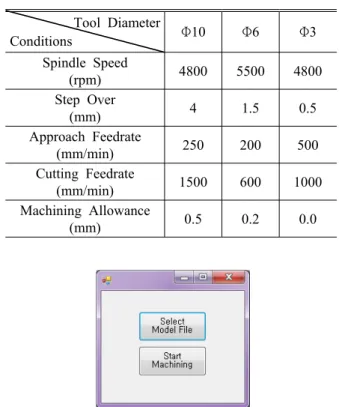
가공 조건은 주축 회전 수 (Spindle Speed), 이송 속도(Feed rate) 등과 같이 가공을 위해 필요한 조 건을 지칭한다 . 이때 우선적으로 선행되어야 하는 것이 공구 선정인데, 이는 공구에 따라 나머지 가 공 조건들이 종속적으로 변경되기 때문이다 .
Tool Diameter
Conditions Φ10 Φ6 Φ3
Spindle Speed
(rpm) 4800 5500 4800
Step Over
(mm) 4 1.5 0.5
Approach Feedrate
(mm/min) 250 200 500
Cutting Feedrate
(mm/min) 1500 600 1000
Machining Allowance
(mm) 0.5 0.2 0.0
Table 2 Machining Conditions
Fig. 9 Interface of the developed software program
공구를 선정할 때도 가공 품질이나 시간 등의 요 소를 고려해야 한다. 그러나 전문 지식이 없는 사용자가 이를 고려하기에는 어려움이 많으므로 사용 가능한 공구를 제한하였다. 본 연구에서 사 용하는 CNC 조각기는 최대 Φ10의 공구밖에 지 원하지 않기 때문에 공구 직경은 Φ10 이하로 제 한하였다 . 그리고 황 · 중 · 정삭을 진행하기 때문 에 각 공정에 맞는 공구의 선정이 요구되었고, 공구 직경 차이에 따른 가공 부하를 고려하여 황 삭은 Φ10, 중삭은 Φ6, 정삭은 Φ3의 공구를 선정 하였다 . 또한 형상의 곡면 가공을 위하여 모든 공구는 볼 엔드밀로 선정하였다.
주축 회전수 및 이송속도 외의 몇 가지 조건들 은 각 공구마다 실제 가공을 통해, 큰 문제가 없 는 수치를 선정하여 Table 2와 같이 정리하였다.
4. 결 과
3절에서 구현한 소프트웨어의 결과는 Fig. 9와 같다. 소프트웨어는 총 2개의 버튼으로 구성되는 데 , 3D 형상 모델 파일을 선택하는 버튼과 가공 을 시작하는 버튼으로 구성되어 있다.
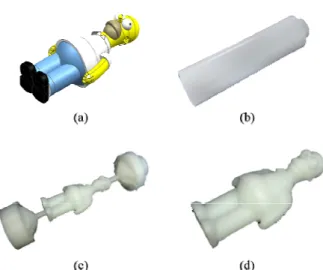
CNC 조각기를 이용하여 Fig. 5의 예제를 가공
한 결과를 Fig. 10에 나타내었다. 가공은 CNC 조
Fig. 10 Machining results of example model; (a)
input 3D shape model, (b) original workpiece before machining, (c) result of machining, (d) result of machining with support removed
Fig. 11 Machining results of another example models
using the suggested CNC engraving machine system
각기를 다뤄보지 않은 산업디자인 전공 대학생 3 명을 대상으로 진행하였다 . 가공 전에 시범 가공 을 한 번 보여주었으며, 실제 가공 시에는 다른 사람의 도움 없이 혼자 진행하였다 . Fig. 10의 (a) 는 입력된 3D 형상 모델, (b)는 가공 전 피삭재, (c)는 가공 후 결과, (d)는 서포트를 제거한 완성 된 결과물이다. 예제의 경우 사용자의 조작 시간 은 약 2분, 기계 가공 시간은 약 2시간 59분이 소요되었다. 가공된 결과물의 정성적 표면 품질 은 FDM 방식의 3D 프린터에서 높이를 0.1mm로 적층 한 결과물과 유사한 수준이었다. 그러나 3D 프린터와 달리 공구 반경보다 작은 오목 형상은 정확히 표현할 수 없었다. 형상 제작 시간은 일 반적인 FDM 프린터와 유사하거나 다소 빠른 편 이다.
다양한 소재로 다른 형상들을 가공한 결과를 Fig. 11에 나타내었다. 그림에서 (a)는 폴리아세탈 소재이며 , (b)는 ABS, (c)는 아크릴 소재이다.
5. 결 론
본 연구에서는 전문지식과 복잡한 사용절차 없 이 비숙련자도 간단하게 사용 가능한 CNC 조각 기 시스템의 개발 가능성에 대하여 논의하였다 . 먼저 CNC 조각기 시스템의 개발 방향 설정을 위 해 현재 사용자 프로세스를 분석하고 이상적인 사용자 프로세스를 제안하였다. 그 결과 현재 사 용자 프로세스에서 의사결정이 요구되는 일부 프 로세스만 해결이 되면, 누구나 간단하게 사용 가 능한 CNC 조각기 시스템의 개발이 가능하다고 판단되었다.
의사결정 문제는 크게 CAM, 피삭재 고정, 피 삭재 좌표계 파악이 있었다. 이와 관련된 기존 문헌들을 조사한 결과 , CAM 및 피삭재 고정 부 분에서는 본 연구가 지향하는 개발 방향과 유사 한 연구들이 진행되었으나 추가 연구가 필요한 실정이었고, 피삭재 좌표계 파악 부분에서는 일 부 문제만 해결되어 추후 많은 연구가 필요하다 고 판단되었다.
기존 연구를 토대로 비숙련자도 충분히 사용 가능하고 현재 기술로 구현 가능한 수준의 새로 운 프로세스를 제안하였다 . 이후 구현한 CNC 조 각기 시스템을 이용하여 실제로 예제 형상을 가 공하였다 . 그 결과, 산업디자인 전공 대학생도 3D 프린터 수준의 결과물을 혼자 가공할 수 있 었다 . 따라서 본 논문에서 설정한 개발 방향이 타당하다는 결론을 얻었다.
CNC 조각기의 등장 이래 수많은 관련 연구들 이 있었으나 이는 대부분 생산성을 기반으로 진 행되었다 . 본 연구는 생산성을 배제한 상황에서 사용성에 초점을 맞춤으로써, 사용자 및 용도의 제한을 벗어나 새로운 영역에서 CNC 조각기를 활용할 수 있다는 점에 의의가 있다.
6. 한계 및 향후 연구
첫째 , 본 연구에서 제안한 이상적인 사용자 프 로세스가 사용자 관점에서 적합한지 판단하는 연 구가 필요하다 . 사용자의 지식수준 및 요구 기능, 접근성 등을 고려하여 사용자에게 맞는 프로세스 를 도출하는 작업이 요구된다 .
둘째, 2.3절에서 정리한 기술적인 문제들을 해
결하는 연구가 필요하다 . 특히 피삭재 고정 및
좌표계 파악 관련 연구는 자료가 부족한 실정이 므로 많은 관심이 필요하다.
셋째 , 본 연구에서 제시한 결과물에 대한 심도 있는 평가가 필요하다. 현재는 비숙련자의 가공 가능성과 프로세스의 축소를 그 결과로 제시하였 지만, 제대로 된 평가 방법과 문항으로 이 결과 가 타당한지에 대한 근거가 요구된다 .
넷째, 3D 프린터와 가공 결과물의 정량적 비교 도 좋은 연구 주제가 될 것이다 .
향후 이러한 한계점들을 보완하여 보다 발전된 형태의 CNC 조각기를 개발하고, 이를 통하여 일 상생활에서 누구나 사용 가능한 프로토타이핑 전 용 CNC 조각기가 상용화되기를 기대한다.
후 기
본 논문은 산업통상자원부 R&D사업 ‘창조혁신 형 디자인고급인력양성사업 ’의 지원으로 진행되 었습니다.
참고문헌