DOI: http://dx.doi.org/10.4150/KPMI.2011.18.6.496
Ni-B
분말의 기계적 합금화 과정에서 밀링시간에 따른 미세조직과 상변화 거동김정근·이욱진·박성균a·박익민·박용호* 부산대학교재료공학부, a부산대학교물리학과
Effect of Milling Time on the Microstructure and Phase Transformation Behaviors of Ni-B Powder During Mechanical Alloying Process
Junggeun Kim, Wookjin Lee, Sungkyun Parka, Ikmin Park, and Yongho Park* Department of Materials Science and Engineering, Pusan National University
San 30 Jangjeon-dong, Geumjeong-gu, Busan 609-735, RKorea
aDepartment of Physics, Pusan National University San 30 Jangjeon-dong, Geumjeong-gu, Busan 609-735, Korea
(Received September 1, 2011; Revised September 22, 2011; Accepted October 15, 2011)
Abstract In this study, the effect of milling time on the microstructure and phase transformation behaviors of Ni-12 wt.%B powders was investigated using vibratory ball milling process. X-ray diffraction patterns showed that the phase transformation of mixed Ni-B elemental powder occurred after 50 hours of milling, with a for- mation of nickel boride phases. Through the study of microstructures in mechanical alloying process, it was con- sidered that ball milling strongly accelerates solid-state diffusions of the Ni and B atoms during mechanical alloying process. The results of X-ray photoelectron spectroscopy showed that most of B atoms in the powder were linked to Ni with a formation of nickel boride phases after 200 hours of milling. It was finally concluded that mechanical alloying using ball milling process is feasible to synthesize fine and uniform nickel boride powders.
Keywords: Nickel boride; Phase transformation; Mechanical alloying; Vibratory ball milling
1. 서 론
Nickel boride계 금속간화합물은열·화학적 안정
성 및 내마모특성이 우수하고, 메탄 등의 유기물을 이용하는수소생산공정에서우수한촉매특성을나타 내는 것으로 보고되고 있다. 하지만 nickel boride를 구성하고 있는 Ni과 B은 고융점이며(Ni = 1455oC, B = 2076oC) 융점의차이가크기때문에기존의용해 법을 이용하여 균일한 조성의금속간화합물 제조가 어렵다. 그래서대부분의경우 Ni계 금속염을이용한 화학적인합성법을통해소량합성되고있으나 조성
이 균일하게 제어된 nickel boride의 대량생산이 어
려운단점이있다[1-3].
한편, 기계적합금화법(Mechanical Alloying, MA)
은볼밀링 과정을통해원료분말의소성변형에의한 미시단조(micro forging), 냉간압접(cold welding) 및
파쇄(fracture)를 반복함으로써 복합입자 구성성분의
간격이 원자의확산거리만큼근접하여고상상태에 서 합금혹은화합물을 합성하는방법으로물리·화 학적 성질이균질한 분말의제조가 가능하다. 또한,
융점과 밀도의차이가큰 재료및 고융점재료의합 성과고용한도이상의합금화가가능하고, 성분이제 어된 균일한 조성의 분말을대량으로 합성할수 있 는 장점이있다[4-7]. 따라서 Ni과 B같이비교적고 융점이며융점의 차이가크고고용체 형성이어려운 합금의제조에적용이가능하다. 하지만볼밀링중에
*Corresponding Author : [Tel : +82-51-510-2851; E-mail : [email protected]]
발생하는 높은 충격 에너지로 인해합금 분말에비 정질상이생성되고, Ni과 B의 미세한전기음성도차 이는 nickel boride 화합물(Ni3B, Ni2B, Ni4B3 및
NiB)의 정확한 상동정을 어렵게한다[8]. 따라서기
존의 개념을통해기계적 합금화 중에일어나는 Ni
과 B의 합금화과정 및상변화에 대해정확하게설 명하기 어렵기 때문에상변화 거동에따른 합금분 말의상분석, 열분석및 Ni과 B의화학적결합상태 를 종합적으로고려할 필요가있다.
본연구에서는 nickel boride계금속간화합물을합 성하기위해기계적합금화를실시하였다. 밀링시간 에 따른분말의 형상및 상변화를관찰하였으며, 열 분석과 B원자의화학적결합상태분석을통해제조 된 분말의 합금화 거동 및 화학적균질성에 대하여 알아보고자하였다.
2. 실험방법
원료 분말로서 Ni 분말(순도: 99.9%, 평균입도: 2~3 µm)과 B 분말(순도:99%, 평균입도:45 µm)을사 용하여 Ni-12 wt.%B 비율로혼합하였다. 혼합분말은 진동형볼밀(진동수 25 Hz, 진폭 2.5~3.0 mm)을이용 하여 볼:분말의 중량비(BPR:ball to powder) 50:1, 0~200시간동안볼밀링하였다. 밀용기는 SUS304의원 통형용기(내경:90 mm, 길이:130 mm)이며, 밀링볼은
19.1 mm의베어링용강구(SUJ-2)을 사용하였으며, 분 말의산화를억제하기위하여용기내부를아르곤분 위기로유지하였다. 전술한조건으로 제조한분말의 입자크기를 Image analyzer를 통해측정하였으며내 부조직을 전계방사주사전자현미경(Field Emission-
Scanning Electron Microscope, FE-SEM, HITACHI S-4300)으로관찰하였다. X-선회절법(X-ray diffraction,
XRD, Rigaku D/Max)을 이용하여 합금화과정에서
의 상변화를 관찰하였고, 시차열분석(Differential Thermal Analysis, DTA, DTG-60H)장치를사용하여 열분석을 하였다. 또한 Ni과 B원자의 결합 상태를 알아보기 위해 X-선 광전자분광(X-ray Photoelectron spectroscopy, XPS, EXCALab250) 분석을실시하였다.
3. 실험결과 및 고찰
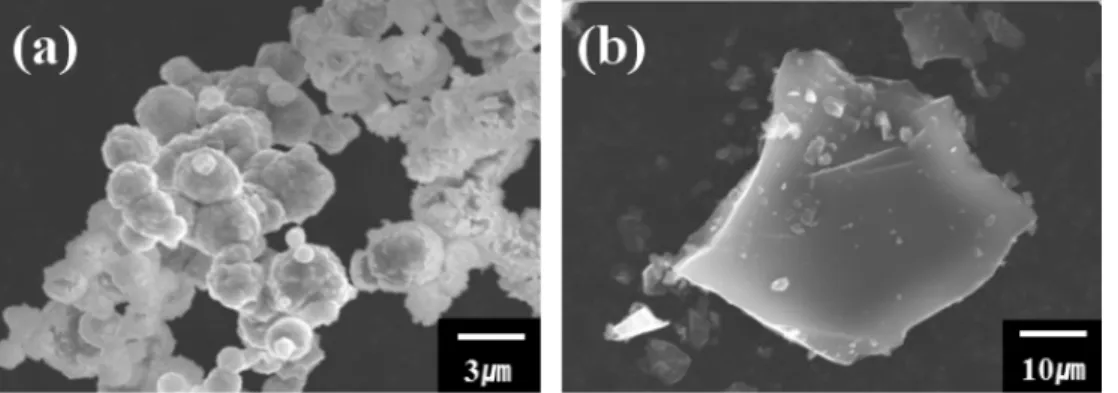
그림 1에 사용한 Ni과 B분말의 SEM 사진을 나 타내었다. Ni분말의평균입경은약 2~3 µm으로구 형이며, B분말은약 30~40 µm 정도로조대하고, 각 진 불규칙한형상이었다.
그림 2는 밀링 시간에 따른 분말의 입도와 단면
Fig. 1. FE-SEM micrographs of initial nickel and boron powder (a) nickel and (b) boron.
Fig. 2. Size distribution and cross-section FE-SEM micro- graphs of Ni-12 wt.%B powder with increasing milling times (x450).
형상을 FE-SEM을통해관찰한사진이다. 밀링시간 이증가할수록분말의평균입도는증가하며, 밀링 1
시간 후 Ni분말의평균 입도는 약 10~30 µm로 증 가하는반면 B분말은밀링전과유사한조대한입자 의 형태를보이고 있었다. 밀링 2시간후 분말의평
균 입도는 100 µm으로 최대 크기에 달하였으며
밀링 2시간을기점으로 급격히 감소하는 경향을나
타내었다. 밀링 25시간이후합금 분말은약 15~25
µm의 입도 분포를 가지고 있으며, 200시간 밀링한
분말은 7~15 µm의 입도분포를 가지는 내부조직이
균질한구형의분말을 나타내었다.
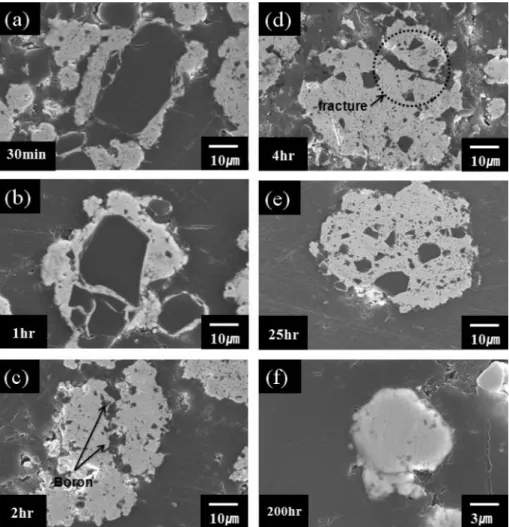
그림 3은 분말 단면의 미세조직을 FE-SEM을 통 해 관찰한사진이다. 30분밀링한 분말은볼과의충 격에 의한 소성변형과 냉간압접으로 인해 Ni분말의
편평화와조대화가발생하였고, B분말이 Ni주위에응 착되어있는형상이관찰되었다(그림 3(a)). 밀링 1시 간 후, 지속적인 소성변형과 냉간압접으로 B분말이
Ni분말내부에 분산된복합입자가 형성되었고, 취성 이 큰 B분말은 Ni분말내부에서 파쇄가 발생하였다.
밀링 2시간후파쇄되어미세해진 B분말과 Ni분말이 층상조직(lamella structure)을이루고, 4시간이후가 공경화로 인한조대한복합분말에크랙이발생하여 분말의 크기가 감소하였으며 분말 내부에미세해진
B분말이관찰되었다. 복합입자는밀링 2시간까지소 성변형에의한판상화 단계를거쳐냉간압접이지배 적으로 일어나는 경향을 보이지만(그림 2(b), (c)) 2
시간이후 B분말이 Ni분말 내부에분산되면서 입도
가 급격하게감소하는 경향을보였다(그림 2(d)). 이
Fig. 3. Cross-section FE-SEM micrographs of Ni-12 wt.%B powder produced by mechanical alloying with different milling times (x1500). (a) 30 min, (b) 1 hr, (c) 2 hrs, (d) 4 hrs, (e) 8 hrs, and (f) 25 hrs.
는 볼의 충격작용으로 조대화된 복합분말의 가공경 화 효과 외에, 파쇄되어 분산된 B분말이 윤활작용을 하여 밀링중에 복합분말의 응집을 억제하기 때문인 것으로 생각된다. 밀링 25시간 이후 구형의 복합분말 내부에 B분말이 분산되어 있고, 200시간 밀링 후 정 상상태(steady state)에 도달하여 층상조직 및 B분말 이 관찰되지 않는 내부조직이 균일하고 미세한 구형 의 합금 분말이 제조되었다.
그림 4에 밀링 시간에 따른 XRD 회절 패턴을 나 타내었다. 원료 분말은 밀링 전에 Ni과 B의 피크가 관찰되었으며, 25시간 밀링 후 B의 피크는 모두 소 멸되고 FCC Ni의 피크만 관찰되었다. 50시간 밀링 후에는 Ni3B의 피크가 나타나기 시작하였고, 이 상은 밀링 시간이 증가할수록 상대적인 피크 강도가 증가 하며 200시간 밀링 후 Ni2B상의 증가와 함께 감소 하였다. 75시간 밀링한 분말의 경우 Ni3B 피크 및 Ni2B 피크가 관찰되었고, 200시간 밀링 후에는 Ni의 회절피크가 소멸되어 대부분의 Ni2B 화합물 피크와 상대적으로 강도가 감소한 Ni3B 화합물 피크만 남아 있었다. Ni (111) 피크는 밀링 시간이 증가할수록 저 각으로 이동하여 2θ=44.48o에서 밀링 100시간 일 때 44.34o로 감소하는 결과를 보였다. 또한 밀링 시간이 증가할수록 회절 피크의 선폭이 증가하고 상의 변화 가 발생하는데, 이는 파쇄와 냉간압접이 반복됨으로
써 미세한 복합입자가 형성되고 Ni과 B이 인접한 계 면에서 Ni 격자내로 B이 확산하여 고상확산반응이 일어난 것으로 생각된다.
앞서 제시된 분말의 XRD 패턴 및 미세조직을 통 해 기계적 합금화 과정에서 Ni과 B이 결합하여 nickel boride 화합물을 형성하는 것을 확인할 수 있 었으나, B의 경우 원자번호가 작고(원자번호 5) 밀링 과정에서 쉽게 무정형화하기 때문에 200시간의 밀링 후에 분말 내에 존재할 수 있는 미반응된 잔류 B분 말의 존재유무는 XRD와 미세조직을 통해 확인하기 어려웠다. 분말 내부에 존재하는 B원자의 결합상태 는 XPS 스펙트럼 분석을 통해 간접적으로 확인할 수 있으며, 합금 분말의 밀링시간에 따른 B 1s 내각
Fig 4. (a) Evolution of XRD patterns with increasing mill- ing time during mechanical alloying of Ni-12 wt.%B pow- ders.
Fig 5. XPS spectra of B 1s of Ni-12 wt.%B powders with different milling times of 25, 50, 75 and 100 hrs. Dotted lines represent the reference values for B-O bonds (191.5eV)[9], B- B bonds (189.4eV)[10] and B-Ni bonds(187.9eV)[9]. The solid curves represent the smoothing curve of the measured data for better visualization.
준위(core level)의 결합 에너지와 B-O(191.5 eV)[9], B-Ni(187.9 eV)[9], B-B(189.4 eV)[10]의 결합 에너 지를 그림 5에 각각 나타내었다. B 1s 결합에너지
주위를 XPS 스펙트럼을통해관찰한결과 2개의피
크가 관찰되었고, 187.5±0.5 eV의피크와 191.7±0.5 eV의 피크는각각 B-Ni의 결합에너지와 B-O의결
합에너지를나타낸다. XPS 스펙트럼에서관찰된 B-
O 결합에너지는밀링중에 B원자가산소와 반응하
여산화물을형성한결과라고생각된다. 이산화물은 대부분 B2O3로존재하고있으며대표적인무정형물 질로서 XRD를 통해 분석하기 어렵다. 이러한 XPS
산화물 스펙트럼은 J. Legrand et al.[9]이 발표한
nickel boride 합성에있어서나타나는산화물피크의
결과와도 매우 유사한 결과를 나타내고 있다. 이로 인해 Ni과반응하지못한 B이산화물을형성하며 B
의손실이 발생했다고사료된다. B-B의 결합에너지 는스펙트럼에서 나타나지않았으며, 이를통해기계 적 합금화 과정에서 B은 Ni에 고용되거나 Ni과 결 합하는 것을알 수 있다. 하지만 25시간 밀링된분 말의 XRD 패턴(그림 4)에서 nickel boride 화합물 의 피크가 나타나지 않은 것은 밀링 초기에 B이
FCC Ni의 격자내로 확산하여 고용체를 형성하지만
B-rich상은 아직 형성되지 않은 것이라고 생각된다.
또한 Ni (111) 피크가 저각으로 이동한 것을 통해
B이 Ni내에고용되어 Ni의 격자상수가증가한 것을 알 수있다.
그림 6는 밀링시간에따른합금분말의 DTA 그
래프이다. 8시간밀링한분말의경우 2개의피크, 즉
1차 피크(400oC)와 2차 피크(500oC)로 발열 피크가 각각구분되어나타나며밀링시간이 증가함에따라
1차피크는점점사라지고, 2차 피크는저온으로이
동하여 100시간밀링한분말의경우에는약 460oC에 서 2차 피크만관찰되었다.
밀링에따르는 합금화과정을 검토하기위하여합 금 분말을 각각 200oC, 450oC, 600oC에서 30분간 열처리하여 XRD 패턴을 관찰해 보았다. 그림 7은 열처리 후 XRD 패턴으로 200oC에서는 as-milled
분말과동일한회절피크가 관찰되었다. 450oC 열처 리 후 Ni3B 상이 나타나고, 600oC 열처리후 Ni2B
상이 나타남을관찰할 수있는데이를 통해그림 6
의 DTA 그래프에서 나타난 두 개의 피크는 Ni3B
화합물과 Ni2B 화합물의형성과 관련된발열피크인 것으로생각된다. 이는밀링후 Ni 격자내에고용체 를 형성하거나일부 화합물을이루는 B이열처리를
통해서안정한 B-rich상을형성하며 열을방출한 것
으로생각된다. 1차피크의강도(intensity)는밀링시 간이증가하여 Ni3B 화합물이형성됨에따라감소하 여 100시간밀링후에는대부분 소멸되었다. 따라서 밀링시간이증가할수록고용체를 형성하던 B이 Ni
과의 화합물을 형성함으로써 Ni3B상의 양이 점진적 으로증가했다는것을알 수있다. 또한 2차피크가
Fig. 6. Non-isothermal DTA curves of Ni-12 wt.%B powders
with different milling times. Fig. 7. XRD profile of 8h-milled powder after thermal treat- ment to 200oC, 450oC and 600oC.
저온으로이동한것은밀링시간이증가함에따라소 성변형과파쇄및냉간압접으로 유도된분말표면의 결함이 확산에 필요한 활성화에너지를 감소시키기 때문에 500oC보다 낮은 온도에서 확산이 일어나
Ni2B상이형성된것으로생각된다. 75시간밀링한분 말에서는더이상저온으로피크가이동하지않는것 을 관찰하였고 이것은 일정 시간의 밀링 이후에
nickel boride 화합물이 분말 표면부터 형성되고, 이
후 공유결합을형성하는 Ni-B 결합이확산을방해
하는 에너지장벽 역할을하여[11], B-rich상의형성
을 억제하기 때문인것으로판단된다. 고상확산반응 에서상형성 엔탈피(Formation enthalphy, ∆Hf)를통
해 합금화 경향을 나타낼 수 있으며 nickel boride
화합물 중 Ni3B(-30.46 kJ/mol)의 ∆Hf가 가장 낮기
때문에 밀링 중에 우선 형성이 되었다[12]. 하지만
Ni2B(-21.13 kJ/mol)상 보다 ∆Hf가 낮은 Ni4B3(-26.03
kJ/mol)상이기계적합금화및열처리후에도생성되
지 않은것은 Ni4B3상을형성하는데필요한 B의분 율이 Ni2B 화합물보다더 크기 때문에 B원자가 Ni
격자내로 확산하는데 더 큰 에너지 및 시간이 필요 한 것으로생각된다.
4. 결 론
본 연구에서는 조성이 균일하게 제어된 nickel
boride 분말을합성하기 위해 고에너지 진동형볼밀
을이용하여기계적합금화를행하였으며, 밀링시간 에따른분말의 합금화거동및분말특성을관찰하 였고, 다음과같은결론을 얻을수있었다.
1) 200시간의진동형볼밀링을통해 Ni과 B분말로 부터 기계적으로 합금화된 미세하고 균일한 nickel
boride 합금분말을성공적으로제조하였다.
2) 밀링 시간에 따른 합금 분말의 XRD 패턴을
관찰한 결과 50시간의 밀링처리 후 nickel boride상 이 형성되었으며 밀링시간이 증가함에 따라 Ni피크 는 감소하고, 최종적으로 200시간밀링후 Ni피크는
완전히 사라지며 nickel boride 화합물의 피크만존
재하였다.
3) 밀링 시간에 따른 분말내부의 B원자의 1s 결 합에너지를 XPS를 통해분석한결과 B원자는기계 적 합금화과정 중 대부분 Ni상 내부에고용되거나
일부 Ni과 반응하여 nickel boride 화합물을 형성한 것으로보이며, 기계적합금화과정에서주된합금화 기구는고상확산반응으로생각된다.
4) 본 연구에서 사용된 볼밀링 공정은 기존의
nickel boride분말제조공정인무전해환원법등과비
교할 때 분말의 조성 제어가용이하며 대량의 분말 합성이 가능한 장점이 있으며, 균일하고 미세한
nickel boride 합금분말 합성이가능하여새로운분말
제조공정으로의적용이기대된다.
감사의 글
이 논문은 정부(교육과학기술부)의 재원으로 한국 연구재단의 2010년도기초연구사업(No.2010-0024312)
과선도연구센터육성사업(No.R15-2006-022-02001-0)
지원을받아수행된것임.
참고문헌
[1] V. M. Azahazha, V. E. Semenenko and N. N. Pil- ipenko: Powder Metall. Met. Ceram., 46 (2007) 32.
[2] N. Ueda, T. Mizukoshi, K. Demizu, T. Sone, A. Ikenaga and M. Kawamoto: Surf. Coat. Technol., 126 (2000) [3] D. Acosta, N. Ramirez, E. Erdmann, H. Destefanis and E.25.
Gonzo: Catal. Today., (2008) 133.
[4] C. C. Koch, In: R. W. Cahn, P. Haasen and E. J.
Kramer, Editors: Mater. Sci. Technol. Vol. 15, VCH, Weinheim, PA (1991) 193.
[5] C. C. Koch: Mater. Sci. Eng., A244(1) (1998) 39.
[6] C. Suryanarayana: Mater. Sci. Eng., A304-306 (2001) [7] J.-W. Song, H.-S. Kim, S.-S. Kim, J.-M. Koo and S.-J.151.
Hong: J. Korean Powder Metall. Inst., 17(3) (2010) 242 (Korean).
[8] Yu. N. Bekish, T. V. Gaevskaya, L. S. Tsybulskaya, G.
Y. Lee and M. Kim: Prot. Met. Phys. Chem. Surf.,
46(3) (2010) 325.
[9] J. Legrand, A. Taleb, S. Gota, M, J. Guittet and C.
Petit: Langmuir, 18 (2002) 4131.
[10] E. A. Il'inchik: J. Appl. Spectroscopy, 75 (2008) 883.
[11] Lixia Yanga, Guanghui Mina, Huashun Yua, Jiande Hana and Y. B. Padernob: Ceram. Int., 31 (2005) 271.
[12] O. Teppo and P. Taskinen: Mater. Sci. Technol., 9 (1993) 205.