밀링조건이 사용 후 PDP패널의 유가금속 용출효율에 미치는 영향
김효섭·김찬미·이철희·이성규a·홍현선a·구자명·홍순직*
공주대학교 신소재공학과, a고등기술연구원 플랜트엔지니어링센타
The Effect of Milling Conditions for Dissolution Efficiency of Valuable Metals from PDP Waste Panels
Hyo-Seob Kim, Chan-Mi Kim, Chul-Hee Lee, Sung-Kyu Lee
a, Hyun-Seon Hong
a, Jar-Myung Koo, and Soon-Jik Hong
*Division of Advanced Materials Engineering & Institute for Rare Metals, Kongju National University, Cheonan 331-717, Korea
aPlant Engineering Center; Institute for Advanced Engineering(IAE), Yongin 449-863, Korea (Received February 14, 2013; Accepted April 16, 2013)
···
Abstract
In this study, the microstructure and valuable metals dissolution properties of PDP waste panel powders were investigated as a function of milling parameters such as ball diameter size, milling time, and rotational speed dur- ing high-energy milling process. The complete refinement of powder could achieved at the ball diameter size of 5 mm due to sufficient impact energy and the number of collisions. With increasing milling time, the average particle size was rapidly decreased until the first 30 seconds, then decreased gradually about 3µ
m at 3 minutes and finally, increased with presence of agglomerated particles of 35µ
m at 5 minutes. Although there was no significant difference on the size of the particle according to the rotational speed from 900 to 1,100 rpm, the total valuable metals dissolution amount was most excellent at 1,100 rpm. As a result, the best milling conditions for maximum dissolving amount of valuable metals (Mg: 375 ppm, Ag 135 ppm, In: 17 ppm) in this research were achieved with 5 mm of ball diameter size, 3min of milling time, and 1,100 rpm of rotational speed.Keywords:
PDP waste panels, Valuable Metals, Dissolution, Display, High energy milling···
1. 서 론
전자 디스플레이는 전기적 신호로 전달된 시각정보를 인간이 인지할 수 있는 형태로 표시해주는 인터페이스
(interface) 장치이다 . 전자 디스플레이는 초기에는 화질과
가격 면에서 경쟁력을 갖는 CRT(Cathode Ray Tube) 가 시
장을 주도하여 왔으나 , 최근에는 전 세계적으로 고화질 디
지털 TV 방송으로 전환되면서 사용자의 요구가 평판 디
스플레이 (Flat Panel Display) 로 이동하였고 , 화면크기의
대형화와 화질의 향상에 집중되고 있다 [1]. 현재 여러 평
판 디스플레이 소자들 (LCD, FED, EL, LED) 이 개발되고
있으며 , 이 중 플라즈마 디스플레이 패널 (Plasma Display
Panel: PDP) 은 기체방전 (Gas Discharge) 현상을 이용한 표
시소자로 대형화 , 평면화 , 경량화 , 다기능화가 쉬워 고화
질 방송에 적합한 차세대 디스플레이로 수요가 급격히 증
가하고 있다 . PDP 시장은 2012 년 기준 약 1,400 만대로 매
년 지속해서 성장하는 추세이다 [2].
하지만 이러한 PDP 의 수요증가와 함께 사용 후 패널의
폐기물량도 매년 빠르게 증가하고 있으며 , 앞으로 전세계
시장전망을 고려하였을 때 많은 양의 사용 후 PDP 제품
이 발생할 것으로 예상하고 있다 . 특히 , 최근 사용자들의
전자제품에 대한 기능 및 디자인에 대한 요구가 다양해지 면서 제품의 사용주기가 점차 짧아지고 교체주기는 가속
화되고 있다 [3]. 이로 인해 제품의 수명과는 상관없이 추
*Corresponding Author : Soon-Jik Hong, TEL: +82-41-521-9387, FAX: +82-41-568-5776, E-mail: [email protected]
가로 발생하는 사용 후 디스플레이 제품의 양도 매년 증 가하고 있다 . 현재 사용 후 디스플레이의 정확한 통계는
없으나 , 2014 년 이후 약 200 만대 이상 발생할 것으로 예
상하고 있다 . 최근에는 환경문제 및 자원확보에 관한 관심
이 증가하면서 사용 후 디스플레이 제품의 처리에 관한 문제가 사회적으로 대두되고 있다 . 또한 , 디스플레이 제품
에는 유가금속 자원이 (Mg, Ag, In 등 ) 다량 포함되어 있
어 선진국에서는 이의 재활용 기술 개발에 국가 차원의
지원과 연구가 진행되고 있다 [4-7]. 하지만 국내에서는 사
용 후 디스플레이가 폐기물로 분류되어 전량 매립 또는 소각되고 있어 환경문제 해결 , 유가금속 자원의 확보 측면
에서 사용 후 디스플레이 패널의 재 자원화 기술개발에 대한 검토가 시급히 요구되고 있다 [9].
PDP 패널은 기판 , 격벽 , 유전체 , 전극 , MgO 보호막 , 투
명 전도막 , 형광체 , 실링제 등의 소자로 구성되어 있으며 ,
이 중 MgO 보호막 , 전극 , 투명 전도막 (ITO) 의 소자에는
각각 Mg, Ag, In 등의 유가금속들이 함유되어 있다 . 하지
만 PDP 패널에서 사용되는 소자들은 대형화를 위하여 구
조적으로 2~3 mm 의 유리기판에 전극과 형광체 등을 바르
고 유전체를 절연층으로 하여 보호하는 형태를 취하기 때 문에 이들 유가금속을 분리해내기란 쉽지 않다 .
일반적으로 사용 후 디스플레이에서 유가금속을 회수하 는 방법으로 산을 이용한 화학적인 방법이 시도되고 있지 만 , 컬릿상태의 원료에서는 유가금속의 충분한 용출을 위
해서 고농도의 산용액과 긴 용출시간이 요구되는 단점이
있다 [10-12]. PDP 는 다른 디스플레이패널에 비해서 더욱
견고한 결합구조를 가지므로 유가금속의 용출효율 향상을 위해서는 컬릿보다 미세화하여 분말형태로 제조하는 것이 유리하다고 할 수 있다 . 이렇게 되면 내부의 유가금속들이
외부로 노출되고 비표면적의 증가로 산용액과의 반응이 증가하여 효과적으로 용출할 수 있다 . 그러나 기존의 미세
화 공정은 공정시간 및 비용의 문제와 미세화 과정 동안 발생하는 분말의 크기 및 형상의 변화 , 분말 간 응집 , 불
순물 등의 다양한 변수 때문에 밀링 조건을 확립하기가 쉽지 않은 문제점을 가지고 있었다 .
이에 본 연구에서는 사용 후 PDP 패널의 유가금속 용
출효율 향상을 위하여 고에너지 밀링장치로 분말을 제조 하고 , 다양한 밀링조건 ( 볼의 크기 , 밀링시간 , 회전속도 ) 이
분말의 미세화 거동과 유가금속 용출효율에 미치는 영향 에 대하여 알아보았다 .
2. 실험방법
본 연구에서는 출발원료로서 기계적인 방법으로 파쇄
및 분쇄하여 제조된 PDP 패널의 컬릿을 이용하였다 . 그림
1(a) 은 PDP 전극의 구조를 나타내는 그림으로 본 연구에서
목표로 하는 전극의 Ag, 투명 전도막 (ITO) 의 In, 보호막의
Mg 가 소자의 형태로 상하 판의 유리 사이에 있음을 알 수
있다 . 그림 1(b) 은 기계적으로 분쇄된 사용 후 PDP 패널
컬릿을 나타내는 사진으로 컬릿의 형태는 날카롭고 불규칙 한 형상을 나타내고 있으며 , 평균적으로 두께 약 3 mm, 지
름 약 5 mm 이하의 조대하고 균일한 크기를 나타내었다 .
분쇄된 컬릿은 취급과정에서의 오염물과 분쇄과정에서 발생한 불순물들을 제거하기 위하여 알코올로 세척한 후 건조하였다 . 세척된 컬릿은 고에너지 밀링장치로 미세화
하여 분말로 제조하였다 . 본 연구에 사용된 고에너지 밀링
장치는 최대 1,100 rpm 의 높은 회전력과 충돌력으로 순간
적으로 큰 에너지를 전이할 수 있어 짧은 시간 동안 분말 의 효과적인 미세화가 가능한 장치이다 . 이는 기존의 저에
너지 밀링장치가 분말의 미세화를 위하여 수 ~ 수십시간의
긴 밀링시간을 요구하는 데 비해 본 장비는 수십초에서 수분의 짧은 시간 내에 가능하므로 다양한 조건에서 분말 의 미세조직 및 미세화 정도를 쉽게 제어할 수 있는 장점 이 있다 . 고에너지 밀링은 밀링과정에서 발생할 수 있는
불순물의 영향을 최소화하고 , 높은 충격량으로 효과적인
미세화를 위하여 지르코니아 (ZrO
2) 재질의 견고한 자 (Jar)
와 볼 (Ball) 을 사용하였으며 , 모든 볼과 시료 ( 컬릿 ) 의 취급
은 무게비에 따라 밀링용기에 장입한 후 아르곤 (Ar) 분위
기로 치환된 글러브 상자 내에서 이루어졌다 . 밀링은 유가
금속 용출효율 향상을 위한 최적의 분말 제조조건을 확립
하기 위하여 다양하게 조건 ( 볼의 크기 , 밀링시간 , 회전속
Fig. 1. Schematic structure of PDP electrode (a) and photo of
waste PDP panel cullet (b).
도 , 시료와 볼의 비율 ) 을 변화시켰다 . 이렇게 제조된 분말
은 유가금속의 용출을 위하여 밀링 후 회수된 분말의 일 정량 (15 g) 을 채취한 후 HCl:H
2O(1:1) 로 희석된 산용액에
분말 : 산용액의 비율을 1:2 로 장입하여 30 분간 교반 및 용
해하였다 . 용출된 용액은 혼합된 분말과 용액의 분리를 위
하여 고밀도 여과지로 2 회 여과하였다 .
밀링조건에 따라 제조된 분말의 크기와 형상은 주사전
자현미경 (FE-SEM) 을 이용해 관찰하였으며 , 미세화에 따
른 크기분포는 입도 분석기 (Mastersizer -2000) 를 이용하
여 분석하였다 . 용출액은 유도결합플라즈마 분광광도계
(ICP, OPTIMA5300 DV) 로 정량분석하여 밀링조건에 따른
유가금속 함유량을 각각 측정하였다 .
3. 결과 및 고찰
전술한 바와 같이 PDP 패널은 소자들 간에 견고한 결합
구조를 갖으므로 사용 후 PDP 패널에서 유가금속을 효과
적으로 회수하기 위해서는 컬릿보다는 미세화하여 분말형 태로 제조하는 것이 유리하다 . 또한 , 유가금속 용출효율의
향상을 위해서는 유가금속의 최대노출과 반응성을 갖는
미세화 조건을 확립하는 것이 중요하다 [13]. 이러한 미세
화 조건은 밀링과정에서 다양한 변수들에 크게 영향을 받 는데 , 그 중에서도 볼의 크기는 초기 조건을 확립하는데
중요한 요소이다 . 그 이유는 밀링과정에서 미세화를 위해
서는 시료에 충분한 충격에너지와 충돌횟수가 가해져야
하는데 [14], 볼의 크기가 적당치 않으면 분쇄가 제대로 이
루어지지 않는다 . 따라서 최적의 밀링 조건을 확립하기 위
한 첫 단계는 효율적인 분쇄가 가능한 볼의 크기를 확립 하는 것이다 .
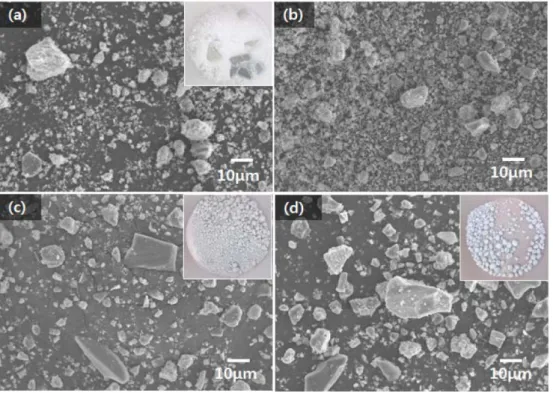
그림 2 는 고에너지 밀링으로 제조된 사용 후 PDP 패널
분말의 밀링 볼 크기에 따른 미세화 경향과 미세조직의
변화를 관찰한 것이다 . 볼의 크기가 5 mm 일때는 컬릿이
완전히 분쇄되어 분말로 미세화되었으나 , 이를 제외한 볼
의 크기에서는 그림 2. (a) 2 mm, (c) 10 mm, (d) 11 mm
의 우측상단에 보여지는 바와 같이 충분한 미세화가 이루 어지지 않고 초기의 수 mm 크기의 컬릿이 그대로 남아있
음을 알 수 있다 . 밀링 시 시료의 분쇄효율은 볼의 크기에
따른 ( 볼의 충격에너지 × 볼과 시료의 충돌 횟수 ) 로 설명할
수 있는데 [15], 같은 무게의 볼이 장입되었을 때 볼의 크
기가 작을 때는 충돌횟수는 증가하지만 , 상대적으로 충격
에너지는 감소하며 , 반대로 볼의 크기가 크면 충격에너지
는 증가하지만 , 충돌횟수는 감소하게 된다 . 따라서 2 mm
크기의 볼로 밀링을 했을 때는 시료를 분쇄하기 위한 충 분한 충격에너지가 가해지지 못했으며 , 10 mm 이상에서는
충격에너지는 충분하지만 , 충돌횟수가 급격하게 감소하여
분쇄가 제대로 이루어지지 않은 것으로 생각된다 . 즉 , 5 mm
에서는 이 두 조건을 모두 만족하였기 때문에 가장 효과 적인 분말의 미세화가 가능했던 것으로 판단된다 .
Fig. 2. SEM micrographs of waste PDP panel powders produced by high energy milling with different ball diameter size; (a) 2
mm, (b) 5 mm, (c) 10 mm, and (d) 11 mm.
밀링시간은 에너지 소비 , 비용 등의 공정 효율성에 직접
적인 관계가 있고 , 시간에 따른 분말의 미세조직 변화를
수반하여 용출효율에 영향을 미치므로 이에 대한 조건확 립 역시 중요하다 . 그림 3 은 고에너지 밀링으로 제조된 사
용 후 PDP 패널분말의 밀링시간 (30 초 , 3 분 , 5 분 ) 에 따른
형상 및 크기를 나타내는 사진이다 . 실험은 충분한 미세화
를 위하여 앞선 결과의 최적 볼 크기인 5 mm 를 이용하여
진행하였다 . 초기의 조대한 컬릿 ( 그림 3(a)) 은 밀링시간 30
초 만에 크기가 급격히 감소하였으며 , 3 분 동안 밀링했을
때 가장 미세하고 균일한 크기의 분말이 제조되었음을 관 찰할 수 있었다 . 이후 밀링시간이 5 분으로 증가함에 따라
분말 간 응집이 발생하여 수십 µ m 크기의 조대한 응집분
말들이 관찰되었다 .
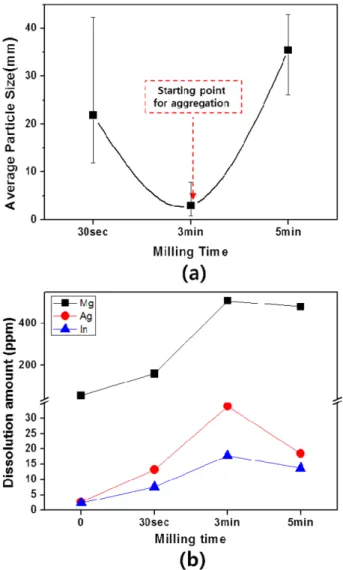
밀링시간 변화에 따른 분말의 평균입자 크기를 그림
4(a) 에 나타내었다 . 밀링이 진행됨에 따라 초기의 컬릿은
(5 mm) 30 초만에 평균 약 20 µ m 의 입자크기로 급격하게
감소하였고 , 이후 3 분의 밀링시간에서는 평균 약 3 µ m 의
균일하고 미세한 분말로 제조되었음을 알 수 있었다 . 밀링
시간이 5 분으로 증가함에 따라 분말의 미세입자의 크기는
지속적으로 감소하였으나 , 미세입자간에 응집으로 조대화
되어 5 분에서의 평균 입자크기는 약 35 µ m 를 나타내었다 .
이러한 결과는 앞선 분말의 전자현미경 사진 결과와 잘 일치하였다 . 3 분 이후 발생하는 분말 간의 응집은 분말이
Fig. 3. SEM micrographs of waste PDP panel powders produced by high energy milling with varying milling time.
(a) 30 sec, (b) 3 min, and (c) 5 min.
Fig. 4. Variation in the average particle size(a) and dissolution
amount of valuable metals(b) of waste PDP panel powders as
a function of milling time.
미세화됨에 따라 증가하는 비표면적으로 인하여 발생하는 반데르발스 인력 때문이다 [19]. 또한 , 이렇게 짧은 밀링시
간동안 (3 분 ) 에도 불구하고 분말의 급격한 미세화가 가능
하였던 이유는 패널의 주요 구성성분인 유리 (SiO
2) 의 취성
특성에도 기인하지만 , 본 연구에서 사용된 고에너지 밀링
장치의 우수한 장비특성도 영향을 미쳤을 것으로 생각된 다 [16-17].
그림 4(b) 는 밀링시간 변화에 따른 유가금속 (Mg, Ag,
In) 의 용출량을 나타낸 것이다 . 밀링시간이 증가함에 따라
Mg, Ag, In 원소들의 용출량이 지속해서 증가하다가 3 분
에서 최댓값을 나타낸 후 , 이후의 밀링시간에서는 용출량
이 다시 감소하는 경향을 나타내었다 . 밀링시간 3 분까지
유가금속 원소들의 용출량이 증가한 이유는 앞서 설명한 바와 같이 밀링시간이 증가함에 따라 분말이 미세화됨으 로써 유가금속 원소들이 외부로 노출되고 , 반응 표면적이
증가하여 용출을 위한 구동력이 향상하였기 때문이다 . 이
후 다시 용출량이 감소한 이유는 분말들 간의 응집이 발 생하여 조대한 응집분말을 형성하게 되고 , 유가금속 원소
를 포함한 미세분말들이 응집된 분말 내부에 재위치 하게 되어 산용액과의 반응면적이 감소하였기 때문이다 [18-19].
또한 , 응집분말은 분말 내부에 수많은 미세기공을 포함하
게 되고 , 이러한 기공들은 모세 현상으로 산용액을 쉽게
흡수하여 반응과정 동안 분말 내에 머금고 있게 된다 . 결
과적으로 응집된 분말의 용출률은 응집되지 않은 분말에 비해 다소 감소하였다 . 즉 , 유가금속 원소의 용출률은 응
집되지 않은 가장 미세한 분말크기를 갖는 3 분의 밀링시
간에서 최대 효율을 나타내었다 .
밀링과정에서 용기의 회전은 볼을 가속하여 시료와의 충돌 또는 마찰을 발생시키고 속도변화에 따라 충격에너
지를 크게 변화시켜 미세화에 영향을 미친다 [20-21]. 따라
서 밀링 회전속도 변화에 따른 효과를 알아보기 위하여
앞선 실험의 최적조건 ( 볼의 크기 5 mm, 밀링시간 3 분 ) 을
이용하여 회전속도 (700, 900, 1,100 rpm) 변화에 따른 미
세화 경향과 용출효율 변화를 알아보았다 .
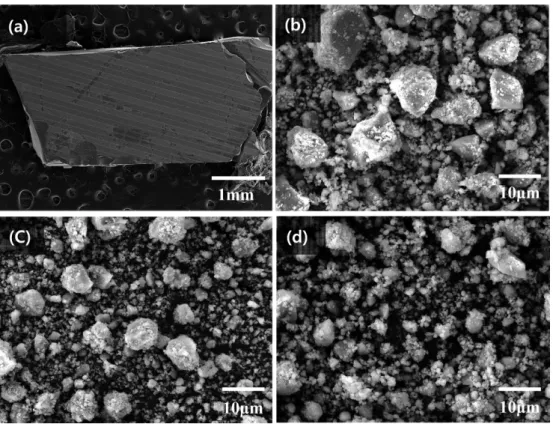
그림 5 는 밀링의 회전속도 변화에 따른 PDP 패널분말
의 미세조직 변화를 나타낸 것이다 . 분말의 크기는 전체
조건에서 평균 10 µ m 이하로 매우 미세하게 제조되었음
을 알 수 있었고 , 밀링속도가 증가함에 따라 입자의 크기
는 약간 감소하고 균일해지는 것을 관찰할 수 있었다 .
밀링 회전속도 변화에 따른 분말의 평균입자 크기를 그림
6(a) 에 나타내었다 . 초기의 약 5 mm 크기의 컬릿은 700 rpm 의 회전속도에서 평균 10 µ m 로 입자크기를 나타내었
으며 , 밀링속도가 증가함에 따라 평균입도크기는 지속해
서 감소하는 경향을 나타내어 900 rpm 에서는 5 µ m, 1,100
rpm 에서는 4 µ m 의 크기를 나타내었다 . 특히 , 회전속도가
900 rpm 이상에서는 분말의 미세화 정도가 거의 차이가
Fig. 5. SEM micrographs of waste PDP powders produced by high energy ball milling with different milling speed; (a) 0RPM,
(b) 700RPM, (c) 900RPM, and (d) 1100RPM.
나지 않았는데 , 이는 시료를 파쇄하기 위한 볼의 충격에너
지가 900 rpm 의 회전속도에서 이미 충분히 도달하였고 ,
미세화도 거의 완료되어 이후의 더욱 증가한 회전속도에 서는 큰 미세화의 변화가 없는 것으로 생각된다 .
그림 6(b), (c) 는 밀링 회전속도 변화에 따른 유가금속의
용출량을 나타낸 것이다 . Ag, In 은 회전속도가 증가함에
따라 용출량이 증가하다가 900 rpm 이후에서는 거의 일정
한 값을 나타내었다 . 이는 완전한 미세화가 진행되지 않은 700 rpm 에 비해 900 rpm 과 1100 rpm 에서는 미세화가 완
료되어 거의 비슷한 크기의 입자로 제조되었기 때문에 회 전속도에 따른 용출효율의 증가는 없는 것으로 생각된다 .
반면 , Mg 는 회전속도가 증가함에 따라 지속적으로 증가하
는 경향을 나타내었는데 , Mg 가 패널 내 미량 존재하는 Ag 와 In 보다 상대적으로 많은 양이 함유되어 있고 , 큰 이
온화 경향으로 용출경향이 다르게 나타나는 것으로 판단 된다 . 본 연구장치의 최대 회전속도가 1,100 rpm 이고 , 이
조건에서 세 유가금속의 전체 용출량의 합이 최대값을 나 타내었으므로 최적의 회전속도는 1,100 rpm 임을 알 수 있
었다 .
이상의 결과들로부터 본 연구에서는 사용 후 PDP 패널
컬릿을 고에너지 밀링으로 분말을 제조하고 , 다양한 밀링
조건이 분말의 미세화 거동과 유가금속 용출효율에 미치
는 영향을 알 수 있었다 . 이를 통하여 사용 후 PDP 제품
의 재활용 기술 개발 및 유가금속 확보 가능성을 확인 할 수 있었다 . 또한 , 본 연구에 사용된 고에너지 밀링 장비
(Planetary Mill: P100) 를 이용하면 기존 저에너지 밀링공
정에서 지적되었던 공정시간과 비용의 문제도 크게 개선 할 수 있을 것으로 생각된다 .
4. 결 론
본 연구에서는 사용 후 PDP 패널 분말의 고에너지 밀
링과정에서 밀링조건 ( 볼의 크기 , 밀링시간 , 회전속도 ) 이
분말의 미세화 경향 및 유가금속의 용출효율 특성에 미치 는 영향에 관한 연구를 수행하여 다음과 같은 결론을 얻 었다 .
(1) 밀링 볼의 크기는 충격에너지와 충돌횟수에 의한 균
형에 의해 분말의 미세화 경향에 큰 영향을 나타내었으며 ,
볼의 크기가 5 mm 인 조건에서 충분한 충격에너지와 충
돌횟수로 완전한 분말의 미세화가 가능하였다 .
(2) 밀링시간이 증가함에 따라 초기의 컬릿은 30 초 ( 약 20 µ m) 에서 급격하게 미세화된 후 서서히 감소하다가 3
분에서 약 3 µ m 의 균일하고 미세한 입자크기를 나타내었
으며 , 이후 미세분말간의 응집으로 크기가 약 35 µ m 로 다
시 증가하였다 . 유가금속 용출량은 응집되지 않은 최소 분
말크기인 3 분 조건에서 최댓값을 나타내었다 .
(3) 밀링 회전속도는 700 rpm 에서 이미 충분히 미세화
되었으며 , 회전속도가 증가함에 따라 분말 크기는 약간 감
소하였으나 , 900 rpm 이후에서는 거의 균일한 크기를 나
타내었다 . 회전속도에 따른 유가금속 용출양에서는 Ag 와 Fig. 6. Variation in the average particle size(a), dissolution
amount of valuable metals(b) Mg, Ag, and (c) In of waste
PDP powder as a function of milling speed.
In 은 900 rpm 이후 거의 일정한 값을 나타내었고 , Mg 는
1,100 rpm 에서 최댓값을 나타내었다 . 최적 회전속도는 유가
금속의 전체 용출량이 합이 최댓값을 나타내는 1,100 rpm
임을 알 수 있었다 (Mg: 375 ppm, Ag: 135 ppm, In: 17 ppm).
(4) 결과적으 본 연구에서는 사용 후 PDP 패널의 유가
금속 용출효율 향상을 위한 밀링조건으로 밀링 볼의 크기 가 5 mm, 밀링시간이 3 분 , 회전속도가 1,100 rpm 임을 확
립할 수 있었다 .
감사의 글
본 논문은 환경부 글로벌탑 환경기술개발사업 중 폐금 속유용자원재활용기술개발사업의 지원에 의하여 연구되 었으며 이에 감사드립니다 ( 과제번호 :11-A02-MD).
참고문헌
[1] S. J. Hwang and H. S. Kim: Ceramist
9
(2006) 75. (Korean
) [2] H. S. Hong, H. M. Lee, M. S. Kong, H. Y. Kang: J. ofKor. Soc. for Geosystem Eng.,
47
(2010) 619.(Korean)
[3] H. S. Hong, M. S. Kong, S. K. Lee and H. Y. Kang: KIC News,
13
(1) (2010) 10. (Korean
)[4] H. Takamichi and M. Toshiaki: Sharp Technical Journal,
92
(2005) 17.[5] J. Chen, J. S. Yao, Y. Y. Zhou, Z. F. Chen, X. Wang and J.
W. Huang: Chinese Journal of Rare Metals,
27
(1) (2003) [6] H. M. Lee, H. S. Hong, H. C. Jung, H. Y. Kang and S. J.101.Hong: J. Kor. Powder. Metall. Inst.,
17
(2010) 88. (Korean
) [7] S. J. Hsieh, C. C. Chen and W. C. Say: Mater. Sci. Eng.B.,
158
(2009) 82.[8] M. Turner and D. Callaghan: Computer Law and Security Report,
23
(2007) 73.[9] K. Takahashi, A. Sasaki, G. Dodbiba, J. Sadaki, N. Sato and Toyohisa Fujita: Metall. Trans. A,
40
(2009) 891.[10] J. Li, S. Gao, H. Duan and L. Liu: Waste Management,
29
(2009) 2033.
[11] K. S. Park, W. Sato, G. Grause, T. Kameda and T. Yoshioka:
Thermochimica Acta,
493
(2009) 105.[12] H. S. Kim, J. J. Sung, C. H. Lee, H. S. Hong and S. J. Hong:
J. Kor. Powder. Metall. Inst.,
18
(2011) 378. (Korean
) [13] H. H. Hausner and M. K. Mal: Hand book of PowderMetallurgy, second edition, Chemical Publishing, New York, NY, 1982.
[14] Randall M. German: Powder Metallurgy & particulate Materials Processing, Metal Powder Industries Federa- tion, NJ, 2005.
[15] Y. R. Uhm, J. W. Kim, J. W. Jung and C. K. Rhee: J. Kor.
Powder. Metall. Inst.,
16
(2009) 110. (Korean
)[16] W. K. Kang, Fikret Yilmaz, H. S. Kim, J. K. Lee J. M.
Koo and S.J. Hong: J. Alloys and Compd.,
536S
(2012) [17] J. W. Song, H. S. Kim, S. S. Kim, J. M. Koo and S. J. Hong:S45.J. Kor. Powder. Metall. Inst.,
17
(2010) 242. (Korean
) [18] Melgardt M. de Villiers: Int. J. Pharm.,136
(1996) 175.[19] C. H. Lee, M. K. Jeong, M. F. Kilicaslan, J. H. Lee, H. S.
Hong and S. J. Hong: Waste Management,
33
(2013) 730.[20] R. J. Charles: Trans. AIME,
203
(1957) 80.[21] M. Gao, and E. Forssberg: Powder Technol.,