DOI https://doi.org/10.9725/kstle.2017.33.6.296
Ni-Al계 금속간화합물의 고주파 연소합성코팅에 미치는 볼 밀링의 영향
이한영1,†ㆍ박원규2
1계명대학교 신소재공학과, 2계명대학교 대학원 재료공학과
Effects of Ball Milling for Elemental Powders on Ni-Al based Intermetallics Coating on Mild Steel through Induction Heating Process
Han-Young Lee
1,†and Won-Kyu Park
21Dept. Advanced Materials Eng., Keimyung University, Daegu 42601, Korea
2Dept. of Materials Engineering, Graduated School, Keimyung University, Daegu 42601, Korea (Received October 21, 2017; Revised November 28, 2017; Accepted November 29, 2017)
Abstract − Ball milling of elemental powders in advance and using an induction heating system for intermetallic coatings are known to enhance the reactivity of combustion synthesis. In this work, the effects of simultaneously applying these two incentive methods on the properties of intermetallic coatings are studied. Ni–Al powder com- pacts ball-milled with three different ball-to-powder weight ratio mixtures are synthesized and coated on mild steel by combustion synthesis in an induction heating system. Consequently, similar to an electrical heating sys- tem, the positive effects of ball milling on the combustion synthesis are confirmed in the induction heating sys- tem. The enhancement in synthetic reactivity achieved by applying the two incentive methods at the same time is greater than that by applying each incentive method separately. In particular, the enhancement is remarkable at low reaction temperature. However, there are limitations to improving the reactivity by simultaneously apply- ing the two incentive methods to the combustion synthesis, unlike the reaction temperature. The microstructure and hardness of the coating layer are both influenced by the ball-charging ratio employed in the ball-milling pro- cess.
Keywords − ball-milling(볼 밀링), combustion synthesis(연소 합성), induction heating(유도 가열), intermetallics (금속간화합물), reactivity(반응성)
서 론
형상기억합금, 수소흡장합금 등과 같은 기능성 재료 들의 일반적인 형태로 총칭되는 금속간화합물은 화학적 으로 매우 안정되고 경도가 높을 뿐만 아니라 내식성, 내열성 등의 성질도 우수한 것으로 알려져 있다. 특히 일부 화합물의 경우는 온도가 상승할수록 내력이 증가 하는 소위 강도의 역온도 의존성을 나타내는 것으로 밝 혀져 고온 구조용 신소재로써도 크게 주목을 받고 있
다[1]. 사실 금속간화합물의 실용화에 가장 큰 걸림돌 은 높은 취성이다. 사실 최근에 보론(B)과 같은 합금원 소 첨가로 입계취성이 일부 개선되는 것[2]으로 밝혀졌 으나 실용화까지는 여전히 시간이 걸릴 것이 분명하다.
근년에는 이들 금속간화합물을 코팅재로 활용하고자 하 는 연구[3-11]도 진행되고 있다. 이는 이 방안이 기계가 공을 최소화할 수 있을 뿐만 아니고 금속간화합물 자 체의 우수한 특성을 바로 활용할 수 있기 때문이다. 무 엇보다 연소합성기술을 통해 화합물을 제조하는 합성공 정과 코팅공정을 접목시켜 동시에 처리할 수 있기 때 문이다.
현재 금속간화합물의 연소합성 코팅처리는 진공 핫
†
Corresponding author : [email protected]
Tel: +82-53-580-5548, Fax: +82-53-582-8141
프레스(hot press)에서 주로 이루어지고 있다. 이 경우 는 코팅재의 형상 및 크기에 제한이 있을 수밖에 없고 프레스(press)의 베드(bed)나 슬라이드(slide) 그리고 코 팅하고자 하는 기판재로의 열손실이 일어나 높은 합성 온도를 취하지 않는 이상 코팅층의 합성반응이 불완전 한 것으로 알려져 있다. 그래서 반응성 향상을 위해 고주파유도가열[4, 5]이나 태양열[12] 등과 같은 새로운 가열방식이나 열원을 도입하기도 하고 볼 밀링(ball milling) 처리[10, 11, 13] 등과 같은 분말처리 기술을 도입하는 연구들이 진행되고 있다. 저자도 이미 Ni-Al 계 금속간화합물의 연소합성 코팅을 시도하면서 고주 파 유도가열 방식 도입[10, 11]하기도 하고 볼 밀링 분 말처리[4, 5] 기술을 도입하여 이들이 반응성과 관련된 합성반응 공정(process) 자체에 영향을 미치는 것을 확 인하였다.
이러한 결과를 토대로 본 연구에서는 이들 반응촉진 방안의 중복효과의 영향을 확인하기 위하여 볼 밀링 처리한 Ni-Al 혼합분말 압분체를 고주파 유도가열을 통해 철강재료 위에 연소합성 코팅을 시도하였다. 특 히 볼 밀링 시 볼(ball)의 장입량을 변화시켜 밀링 에 너지(milling energy)가 상이한 3종류의 Ni-Al 압분체 를 제작하고 고주파 유도가열을 통해 두 연소합성 온 도에서 연소합성 코팅시킨 후 각 코팅층의 성상을 분 석하고 그 영향을 고찰하였다.
2. 실험방법
본 연구에 사용한 혼합분말은 순도 99.9%, 평균입경 3 µm의 Ni분말과 Al분말을 각각 1:1 몰 비가 되도록 각각 칭량(68.5 wt%Ni-31.5 wt%Al)하고 교반기로 48 시간 동안 밀링하여 제작하였다. 밀링 시에는 스테인 리스 볼(stainless steel ball)도 함께 장입하여 볼 밀링 처리가 동시에 이루어지도록 하였다. 이때 볼을 장입 하지 않아 혼합분말에 대한 볼 장입량의 중량비(볼 : 혼합 분말)가 0:1 이 되는 조건(이하 NB재)과 볼의 장입량을 점차 증대시켜 중량비가 3:1 및 10:1 이 되 는 조건(이하 각각 B03재 및 B10재)에서 밀링한 혼합 분말을 각각 제작하였다. 이후 각 혼합분말 0.1 g을 직경 6 mm의 강 몰드(mold)에 넣고 45 kN의 힘으 로 실온에서 5분 동안 가압하여 두께 약 1 mm의 압 분체로 제작하였다.
코팅 기판재로는 시판되는 기계구조용 탄소강 SM45C를 사용하였다. 코팅을 위해 φ10 mm의 환봉에
서 높이 10 mm의 실린더 형 시편을 제작하고 코팅할 면은 버핑(buffing)처리하였다.
본 연구에서의 고주파 연소합성 코팅은 지난 보고 [14]에서 사용한 동일한 장비를 사용하였다. 이 고주파 장치의 용량은 200 kHz, 7 kW이다. 코팅처리도 지난 보고와 동일하게 밀링 에너지가 상이한 3 종류의 압분 체를 기판재와 함께 상하 Al2O3블록 사이에 끼우고 프레스(press)의 베드(bed)와 슬라이드(slide) 간에 장착 한 후 98 MPa의 압력으로 핫 프레싱하였다. 이때 고 주파 유도가열장치의 출력량을 정격출력의 75%로 하 여 초당 23.5 oC의 속도로 두 합성온도 650 oC 및 750 oC까지 가열한 후 각 온도에서 1분 및 10분간 유지하는 연소합성 코팅을 시도하였다.
이후 각 코팅층의 미세조직을 분석하기 위하여 X선 회절시험(Cukα, 30 kV, 30 mA) 및 광학현미경과 주 사전자현미경(SEM)을 통해 코팅층의 표면 및 단면의 미세조직을 관찰하였으며 각 조직의 구성상은 EDX분 석을 통해 확인하였다.
3. 실험결과 및 고찰
3-1. 코팅층의 X선회절시험 결과
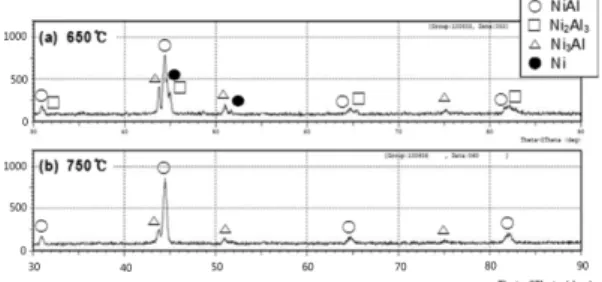
Fig. 1은 혼합분말에 대한 볼 장입량의 중량비가 3:1 이었던 B03재를 두 연소합성 온도(650 oC 및 750 oC) 에서 각각 10분간 연소합성시킨 코팅층 표면에서 X선 회절 시험한 결과를 비교한 것이다. 그 결과 어느 온 도에서도 전기로에 의한 연소합성 결과[6]보다는 반응 이 촉진된 것이 확인되었으나, 여전히 650 oC에서 처 리한 코팅층(a)에서는 화학양론적인 NiAl상외에 Ni3Al, Ni2Al3상 등 여러 형태의 화합물이 관찰되고, 특히, 미 합성된 Ni상도 관찰된다. 한편 750 oC에서 처리한 코팅 층(b)의 경우는 (a)의 경우와 달리 미합성된 Ni상이나
Fig. 1. Results of X-ray diffraction on B03 coating layers reacted at (a) 650 oC and (b) 750 oC for 10 minutes.
중간상(Ni2Al3상) 없이, 소량의 Ni3Al상을 포함하는 NiAl상으로 구성된 것을 확인할 수 있다[5].
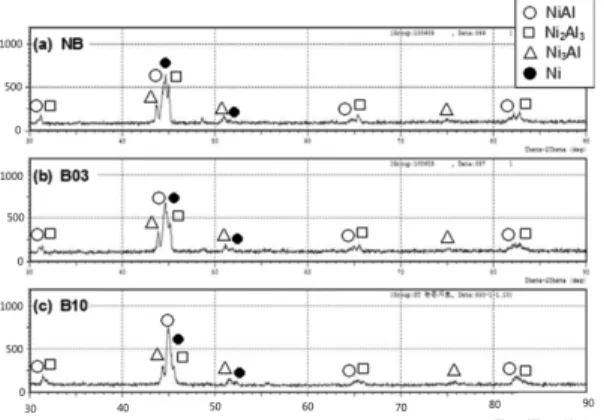
Fig. 2는 볼의 장입량에 따라 밀링 에너지가 상이 한 3종류의 압분체(NB, B03 및 B10)를 650 oC에 서 각각 1분간 연소합성시킨 코팅층 표면에서 측정 한 X선회절 시험 결과를 나타낸 것이다. 그림에서 보듯이 밀링 에너지와 무관하게 이들 코팅층에서는 모두 미합성된 Ni상과 많은 중간상이 관찰되고 있다 . 더욱이 Fig. 2(b)의 경우는 전술한 Fig. 1(a)와 비 교하면 화학양론적인 NiAl상은 적고 중간상이나 미 합성된 Ni상이 훨씬 많은 것으로 밝혀져, 고주파 가 열 시에도 반응성 향상을 위해 유지시간 확보가 필 요함을 알 수 있다. 또한 그림에서는 (a)→(b)→(c) 순으로 중간상과 미합성된 Ni상이 감소하는 것으로 밝혀져 전기로 가열 연소합성 시[10, 11, 13]와 동일 하게 밀링 에너지가 높아질수록 반응이 촉진되는 것 이 확인된다. 한편 750 oC에서 1분 연소합성시킨 코 팅층의 경우는 밀링 에너지와 무관하게 모두 미합성 된 Ni상이 확인되지 않았으나 NB코팅층에서는 중간 상이 상당량 남아있는 것으로 밝혀졌다. 그렇지만 밀 링 에너지가 높아질수록 중간상이 감소하여 B10 코 팅층에서는 거의 소멸되는 것으로 확인되었다. 한편, 이 온도에서 10분간 연소합성시킨 코팅층의 경우는 밀링 에너지 크기와 관계없이 Fig. 1(b)의 결과와 모 두 동일한 미세구조인 것으로 밝혀졌다.
이상과 같이, 합금분말을 볼 밀링 처리하고 고주파 유도가열 방식으로 연소합성 코팅 처리를 한 결과, 이 들을 단독으로 도입하였을 때 보다 반응성이 훨씬 향 상되는 것으로 밝혀졌으나 처리온도의 효과만큼은 크
지 않은 것으로 생각된다.
3-2. 코팅층의 미세조직
Fig. 3은 650 oC 및 750 oC에서 각각 10분간 고주 파 유도가열 연소합성 코팅한 NB 코팅층의 단면을 광 학현미경으로 관찰한 조직사진을 나타낸 것이다. 그림 에서 알 수 있듯이 코팅층은 기판재와 양호한 접합상 태를 나타내고 있고, 코팅층 내에는 다수의 검은 반점 들이 관찰되고 있다. 이들은 대부분 기공으로 밝혀졌 으나 750 oC에서 처리한 코팅층에서 현저히 많은 것 으로 확인된다. Fig. 4는 볼 밀링 시 볼의 장입량이 상이한 3종류의 압분체를 각각 750 oC에서 1분간 처 리한 코팅층 단면을 관찰한 광학현미경조직 사진이다.
이 경우도 Fig. 3과 마찬가지로 코팅층은 기판재와 양 호한 접합상태를 나타내고 있음을 확인할 수 있다. 그 Fig. 2. Results of X-ray diffraction on each coating
layer reacted at 650 oC for 1 minute.
Fig. 3. Optical micrographs of NB coating layer reacted for 10 minutes at each temperature.
러나 코팅층 내의 기공인 검은 반점은 볼 밀링 시 볼 의 장입량이 증가할수록 감소하고 있다. Table 1은 이
들 코팅층의 기공률을 화상분석기(image analyzer) 로 측정한 결과를 나타낸 것이다. 표에서 알 수 있 듯이 연소합성온도가 높고 처리시간이 길어질수록 코팅층 내의 기공률이 증가하는 것을 알 수 있다.
사실 코팅층 내의 기공은 연소합성반응 진행 정도와 밀접한 관계가 있는 것으로 알려지고 있다[15]. 결 국 전술한 X선회절 시험결과와 동일하게 연소합성 온도가 높고 유지시간이 길어질수록 합성반응이 활 발히 진행되었음을 반영하는 것으로 생각된다. 한편 표에서는 볼 밀링 시 볼의 장입량이 증가할수록 기 공률이 감소하고 있다. 일반적으로 연소합성에 미치 는 볼 밀링의 영향은 분말 간 접촉면적을 증가시킬 뿐만 아니라 분말을 미세화 하는 것으로 알려져 있 다[13]. 따라서 볼의 장입량 증대에 따른 기공률의 감소는 분말의 미세화로 인한 치밀화 때문인 것으로 생각된다.
Fig. 5는 650 oC 및 750 oC에서 1분 및 10분 처리한 NB 코팅층의 기판재와의 계면부근을 관찰한 SEM 조직 사진을 나타낸 것이다. 사진 속에는 EDX 분석 결과도 동시에 나타내었으나 연소합성온도 650 oC에서 처리한 코팅층에서는 유지시간과 관계없이 입자 중심에 미합 성된 Ni상이 관찰되고 이것을 Ni3Al, NiAl상 등이 둘 러싸고 있는 형태인 것이 확인된다. 또한 기판재와의 계면에는 FeAl3이나 FeAl과 같은 Fe-Al계 화합물들이 Fig. 4. Optical micrographs of each coating layer reacted at
750 oC for 1 minute.
Table 1. Porosity of each coating layer at different temperature
No. Reaction Temperature
Reaction Time
Porosity (%)
NB
650 oC 1 min 8.2 10 min 19.7 750 oC 1 min 13.6 10 min 25.7
B03
650 oC 1 min 5.1 10 min 15.2 750 oC 1 min 10.7 10 min 19.2
B10
650 oC 1 min 2.8 10 min 9.1 750 oC 1 min 7.2 10 min 10.0
생성된 것을 알 수 있다. 이러한 미세조직 형태로 미 루어 이 온도에서의 합성반응은 입내확산으로 진행되 었음을 추측할 수 있다[5]. 반면 연소합성온도 750 oC 에서 처리한 코팅층에서는 전술한대로 미합성된 Ni이 확인이 되지 않을 뿐만 아니라 기판재와의 계면에는 Fe-Al계 화합물생성은 없으나 국부적으로 Al-Fe-Ni 가 혼재하는 영역(54.24 at%Al–20.21 at%Fe -25.4 at%Ni)이 확인되었다. 따라서 이 온도에서의 연소합 성반응은 거의 폭발적으로 진행되었음을 예측할 수 있다[5].
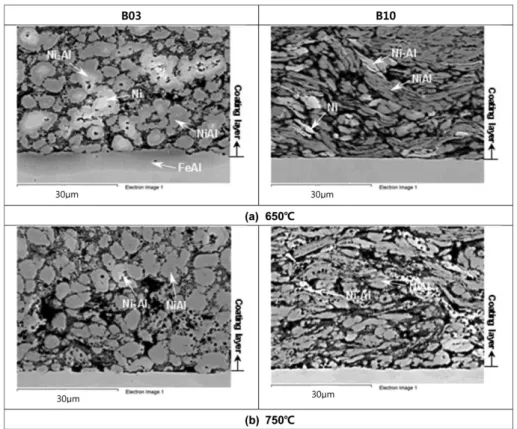
Fig. 6은 볼 밀링 처리한 B03과 B10 압분체를 각각 650 oC 및 750 oC에서 1분 처리한 코팅층의 SEM조직 사진을 비교한 것이다. 볼 밀링 처리하지 않은 NB 코 팅층의 미세조직(Fig. 5)과 비교하면 B03 코팅층의 경 우는 상당히 미세해져 있고 B10 코팅층은 입자들이 압착되어 라멜라(lamella) 조직을 나타내고 있다. 결국 볼 밀링에 의해 코팅층은 더욱 치밀해져 반응성이 향 상되는 것으로 생각되나 650 oC에서 처리한 코팅층에
서는 여전히 미합성된 Ni이 관찰된다. 그러나 NB 코 팅층에서 관찰되었던 FeAl3상은 전혀 확인되지 않고 650 oC에서 처리한 B03 코팅층에서 소량의 FeAl상만 이 관찰되고 있다. 이것은 볼 밀링에 따른 반응성 향 상과 관련된 변화인 것으로 생각된다. 한편 750 oC에 서 처리한 코팅층의 경우는 전술한대로 볼 밀링 시의 볼 장입량과 무관하게 구성상은 거의 동일하였으나 미 세조직의 형태는 그림에서 보듯이 현저히 상이함을 알 수 있다.
Table 2는 각 코팅층의 경도(마이크로비이커스, 50 g) 를 3회 이상을 측정하여 그 평균값을 나타낸 것이다.
전반적으로 코팅층의 경도는 볼 밀링 시 볼의 장입량 이 증대할수록 감소하고 있지만 어느 것도 Hv 300 이상의 높은 경도를 보이고 있다. 합성온도나 유지시 간에 따른 이러한 경도변화는 미세조직상에 잔존하는 미합성된 Ni상과 고경도인 Ni2Al3상의 양적 관계에 크 게 좌우하는 것으로 생각된다. 그러나 완전 합성반응 이 일어나 구성상에 차이가 없었던 750 oC에서 처리 Fig. 5. SEM images of NB coating layer by different time and temperature.
한 코팅층에서도 볼 장입량 증대에 따라 다소 경도가 감소하는 것이 확인되어 미세조직의 형태도 경도에 영
향을 미치는 것으로 생각되었다.
4. 결 론
밀링 시 볼의 장입량을 변화시켜 밀링 에너지(milling energy)를 3종류로 변화시켜 볼 밀링(ball milling) 처리 한 Ni과 Al의 혼합분말 압분체를 철강재료 위에 고주 파 유도가열 방식으로 각각 연소합성 코팅시키고 그 코 팅층을 분석하여 다음과 같은 결론을 얻었다.
1) 연소합성 반응성 향상을 위한 고주파유도가열 방 식과 반응 전 분말의 볼 밀링 처리의 중복적용은 연소 합성반응을 더욱 촉진하는 것으로 밝혀졌다. 그러나 반 응성 향상의 효과는 Al의 입내확산이 일어나는 경우에 관찰되었다.
2) 연소합성 온도와 달리 이들에 의한 반응성 향상 정도에는 한계가 있는 것으로 밝혀졌다.
3) Ni-Al계 금속간화합물 코팅층의 경도는 연소합성 이 진행될수록 감소하였다. 이때 볼 밀링 시 볼의 장 입량에 따라 미세조직의 형태도 상이하여 이들도 경도 에 영향을 미치는 것으로 생각되었다.
Fig. 6. SEM images of B03 and B10 coating layer reacted for 1 minute layer by different temperature.
Table 2. Vickers hardness value of each coating layer No. Reaction
Temperature
Reaction Time
Hardness (Hv)
NB
650 oC 1 min 393.0 10 min 345.0 750 oC 1 min 363.7 10 min 370.6
B03
650 oC 1 min 363.5 10 min 368.0 750 oC 1 min 377.9 10 min 323.0
B10
650 oC 1 min 331.2 10 min 348.3 750 oC 1 min 341.1 10 min 300.0
References
[1] Izumi, O., Intermetallics, Chap. 4, pp. 54, Sangyo- tosho, Tokyo, Japan, 1990. (ISBN 4-7828-3533-7) [2] Materials Sci. Soc. of JPN, Intermetallic Compounds
for Materials, Chap. 3, pp. 88, Shokabo, Tokyo, Japan, 1995. (ISBN 4-7853-6714-8)
[3] Salehi, M., karimzado, F., Tahvilian, A., “Forma- tion of TiNi Intermetallic coatings on carbon tool steel by a duplex process”, Surface and Coatings Technology, Vol. 148, pp. 55-60, 2000.
[4] Lee, H.-Y., Ikenaga, A., Kim, S.-H., Kim, K.-B.,
“The effects of induction heating rate on properties of Ni-Al based intermetallic compound layer coated on ductile cast iron by combustion synthesis”, Inter- metallics, Vol. 15, pp. 1050-1055, 2007.
[5] Lee, H.-Y. Kim, T.-J., Cho, Y-J., “Effects of induc- tion heating conditions on ni-al based intermetallic compound coating”, Kor. J. Met. & Mater., Vol. 48, No. 2, pp. 141-147, 2010.
[6] Lee, H.-Y., Roe, J.-K., Ikenaga, A., “Sliding wear properties for Ni-Al based intermetallic compound layer coated on ductile cast iron by combustion syn- thesis”, Wear, Vol. 260, pp. 83-89, 2006.
[7] Lee, H.-Y., “Analysis of wear properties for ni3al layer coated on ferrous materials by diffusion treat- ment after combustion synthesis at low tempera- ture”, J. Korean Soc. Tribol. Lubr. Eng., Vol. 25, pp. 7- 12, 2009.
[8] Okamoto, A., Ikenaga, A., Yoshimoto, T., Hirose, Y., Lee, H.-Y., “Effects of silicon addition on nickel-alu-
minide surface coatings through combustion synthe- sis”, J. of Jpn. Foundrymens Society, Vol. 77, pp. 744- 751, 2005.
[9] Kimata, T., Uenish, K., Ikenaga, A., Kobayashi, K.,
“Enhanced densification of combustion synthesized Ni-Al intermetallic compound by si addition”, Inter- metallics, Vol. 11, pp. 947-952, 2003.
[10] Lee, H.-Y., Cho, Y-J., Kim, T-J., Bang, H-J., “The effect of ball-milling of elemental powders on ni-al based intermetallic coatings using the heat of mol- ten cast iron”, Kor. J. Met. & Mater. Vol. 50, No. 1, pp. 28-33, 2012.
[11] Lee, H.-Y., “The effect of ball-milling energy on combustion synthesis coating of Cu-Al-Ni based Intermetallics”, J. KSTLE, Vol. 27, No. 1, pp. 1-6, 2011.
[12] Sanchez, C., Ferriere, Bautista A., Rodriquez, G. P., Lopez-Almodovar, M., Barba, A., Sierra, C., Vazquez, A. J., “NiAl intermetallic coatings elaborated by solar assisted SHS process”, Intermetallics, Vol. 14, pp. 1270-1275, 2006.
[13] Van Dyck, S., Delaey, L., Froyen, L., buekenhout, L., “Reactive powder metallurgy of Ni3Si-based alloys”, Intermetallics, Vol. 3, pp. 309-314, 1995.
[14] Lee, H.-Y., “A Study for Ni-Al based Intermetallics coating onto aluminum substrate by induction heat- ing”, J. of the KSTLE, Vol. 28, No. 2. pp. 56-61, 2012.
[15] Morsi, K., “Reaction synthesis processing of Ni-Al intermetallic materials”, Mater. Sci. Eng., No. A299, pp. 1-15, 2001.