벌크향상제의 주요 물성에 따른 백판지의 벌크와 건조에너지 평가
이지영·김철환·김은혜 1 ·박태웅 1 ·조해민 2 ·성용주 3†
접수일(2017년 4월 5일), 수정일(2017년 4월 14일), 채택일(2017년 4월 18일)
Effect of Bulking Agent Properties on Bulk and Drying Energy of Duplex Board
Ji Young Lee, Chul Hwan Kim, Eun Hea Kim 1 , Tae Ung Park 1 , Hae Min Jo 2 and Yong Joo Sung 3†
Received April 5, 2017; Received in revised form April 14, 2017; Accepted April 18, 2017
ABSTRACT
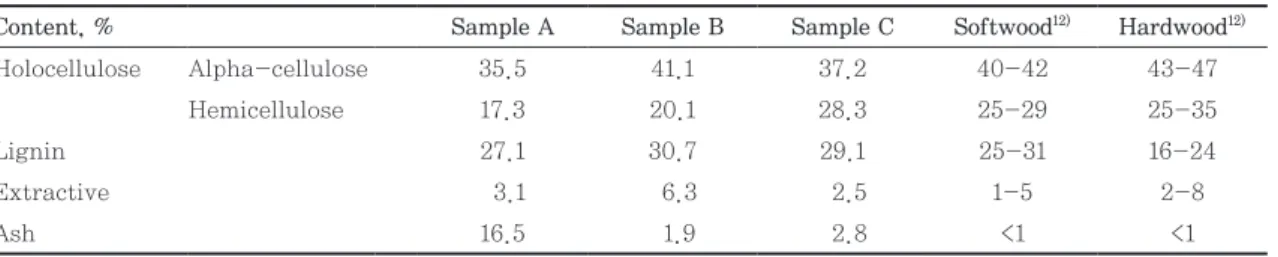
In this study, we investigated the properties of wood powders (WPs), which are used in the Korean duplex board industry, and determined their effect on the bulk and the drying en- ergy requirement of paperboard. Three types of WPs were collected; their chemical com- positions were analyzed, and the physical properties, including particle size and distribu- tion, particle shape, and zeta potential, were measured. Handsheets containing the WPs were then made, and the physical properties and drying energy requirement were deter- mined. The chemical compositions of the WPs were similar to the composition of common softwood and hardwood, except for the ash content. This suggests that papermakers must monitor the ash content of the WPs carefully. The particle size and distribution, and the particle shapes showed the regularity of WP particles. The three types of WPs improved the bulk and reduced the strength of the handsheets. The WP containing the largest and the most regular particles was the most effective at improving the bulk and reducing the drying energy requirement. Therefore, the particle size and distribution in the WP are the most important properties to obtain the desired benefits in a duplex board mill.
Keywords: Duplex board, wood powder, particle size, bulk, drying energy
• 경상대학교 환경재료과학과/농업생명과학연구원(Dept. of Environmental Materials Science/IALS, Gyeongsang Natl. Univ., Jinju, 52828, Republic of Korea)
1 경상대학교 임산공학과(Dept. of Forest Products, Gyeongsang Natl. Univ., Jinju, 52828, Republic of Korea)
2 경상대학교 환경재료과학과(Dept. of Environmental Materials Science, Gyeongsang Natl. Univ., Jinju, 52828, Republic of Korea)
3 충남대학교 농업생명과학대학 환경소재공학과(Dept. of Biobased Materials, College of Agriculture and Life Science, Chungnam Natl. Univ., Daejeon, 34134, Republic of Korea)
† 교신저자(Corresponding Author): E-mail: [email protected]
Printed in Korea http://dx.doi.org/10.7584/JKTAPPI.2017.04.49.2.49
1. 서 론
백판지는 천연펄프와 재생펄프로 제조되는 여러 층의 종이를 합지한 형태로 제조된다.
1)천연펄프는 백판지 표 면이나 이면에 주로 사용되고 중간층으로 갈수록 재생펄 프가 사용되고 전체 평량에서 차지하는 비율이 재생펄프 가 천연펄프보다 높다. 재생펄프로는 신문고지(ONP), 백상고지(white ledger), 폐골판지(OCC) 등이 있으나
2)일반적으로 폐골판지의 사용량이 가장 높다. 폐골판지는 재활용 횟수가 높아 미세분 함량이 높고 섬유의 각질화 때문에 탈수성과 강도가 떨어지고 건조에너지 소비가 증 가하게 된다.
3,4)특히 폐골판지의 사용량이 증가하게 되 면 종이의 두께가 감소하게 되기 때문에 기준 평량 대비 두께를 보상하기 위해서는 기준 평량보다 더 많이 사용 하여야 하는 문제가 발생된다. 따라서 백판지의 생산원 가와 품질향상을 위해서는 재생펄프의 사용량을 줄이는 것이 가장 중요하다고 할 수 있다.
5)제지산업에서 펄프의 사용량을 줄이기 위해서 많은 연 구들이 보고되었는데
6-9)최근 국내 백판지 생산공정에서 는 목분(wood powder)을 대체 원료로 사용하고 있다.
5)목분은 목질계 섬유보다 크고 리그닌을 함유하고 있어 소수성을 띠고 있기 때문에 백판지의 벌크 향상과 건조 에너지 절감에 유리하다.
10)또한 벌크 상승에 따라 원료 사용량을 낮출 수 있기 때문에 생산 현장의 오염성이나 작업성을 향상시키는데 도움이 되고 있다. 이러한 이유 로 국내에서는 다양한 종류의 목분이 백판지 산업에서 사용되고 있다.
목분은 일반적으로 목재를 그라인딩에 의해 발생되는 미세한 목재 가루로 등급에 따라 다양한 산업에서 사용 되고 있다. 백판지용 목분은 최대 크기가 0.3 mm 이 하로 정의되고
10)있지만 목분의 주요 기능성인 벌크 상 승과 건조에너지 절감을 위한 백판지용 목분의 주요 물 성에 대해 체계적으로 조사된 연구결과가 보고된 적이 없다.
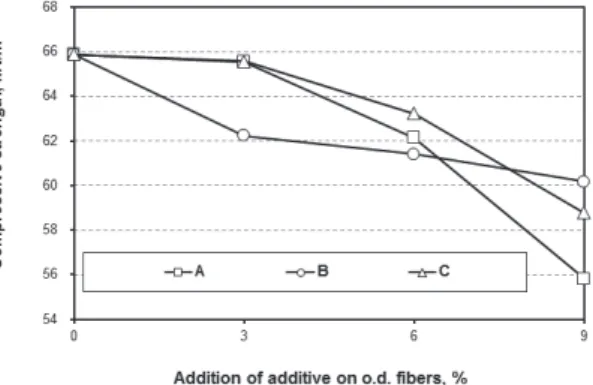
본 연구에서는 국내에서 사용되고 있는 3종류의 백판 지용 목분을 수집하여 목분의 주요 물성을 체계적으로 조사하였다. 그리고 목분을 적용한 수초지를 제조한 후 벌크, 인장강도, 파열강도, 압축강도를 측정하였고 건조 에너지 절감에 대해 조사를 진행하였다. 이를 통해 벌크 상승과 건조에너지 절감을 최대화하기 위해 조절해야 할 목분의 주요 물성을 도출하고자 하였다.
2. 재료 및 방법
2.1 공시재료
국내 백판지용 목분을 수집한 후 60 mesh 스크린 잔 류량이 관찰되지 않는 세종류의 목분를 선정하여 사용 하였고 목분 크기가 작은 순서대로 샘플 A, B, C로 구 분하였다. 수초지 제조를 통한 물리적 특성과 건조에너 지 감소율을 측정하기 위해 D사에 분양받은 국산 폐골 판지(KOCC, Korean old corrugated container)를 사 용하였다. 목분을 수초지에 잔류시키기 위해 C사에서 분양받은 양이온성 폴리아크릴아미드(C-PAM)를 사용 하였다.
2.2 실험방법
2.2.1 목분의 화학조성 및 물리적 특성 분석 방법
목분의 화학조성인 셀룰로오스와 헤미셀룰로오스의 합 인 홀로셀룰로오스(Holo-cellulose), 리그닌, 회분, 추 출물 함량을 분석하였다. 추출물은 에탄올(95%)·벤젠혼 합액(1:2, v/v)으로 용매가 약 10분간 1회 사이펀관을 통 과하여 환류하는 정도로 6시간 가열하여 추출하였다. 홀 로셀룰로오스는 탈지된 시료로 아염소산염법(Wise법)으 로 분석하였다. 홀로셀룰로오스는 식을 산출하여 리그닌 및 회분을 보정하였으며, 셀룰로오스는 17.5% NaOH에 용해하여 정량하였다. 회분은 TAPPI 211에 의거하여 105°C 드라이오븐에 전건하여 얻은 유기충전제 1 g을 도 가니에 담아 525±25°C의 전기 회화로에서 6시간 완전 탄화 시킨 후 0.1 mg까지 무게를 측정하였다.
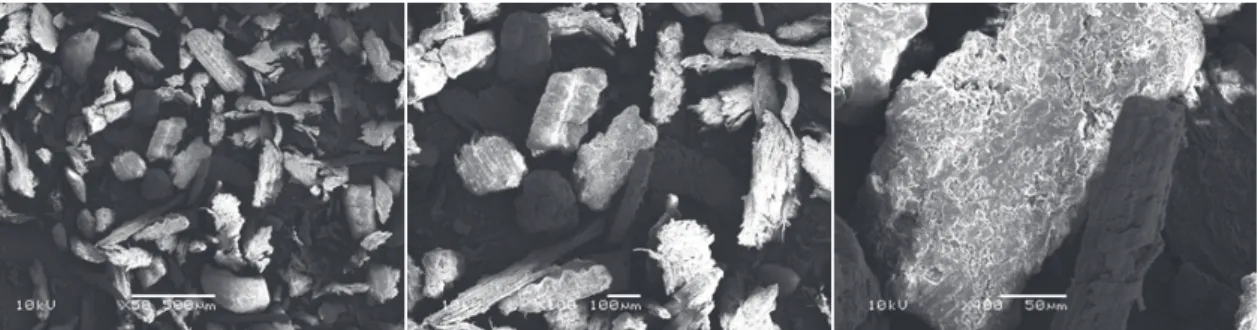
목분의 크기를 분석하기 위해 입도분석기(1090LD, CILAS, FRANCE)를 사용하여 평균 입도와 입도 분포 를 측정하였고 목분 입자들이 형태를 파악하기 위해 주 사전자현미경(JSM-5600LV, JEOL, Japan)을 이용하 여 50배, 100배, 400배 이미지를 촬영하였다. 정전기적 특성인 제타전위(zeta-potential)를 측정하기 위해 제 타전위측정기(Zetasizer Nano, Malvern, UK)를 사용 하여 목분의 평균제타전위를 측정하였다.
2.2.2 목분을 적용한 수초지 제조 및 물리적 특성 측정 방법
KOCC를 18시간 동안 물에 침전시켰다가 10% 농도로
고속해리기를 이용하여 약 30분간 해리시킨 후 섬유가
뭉침 없이 완전히 분산된 것을 확인하고 지료로 사용하
였다. 해리가 된 지료는 농도 0.5%로 희석을 실시한 후 사용하였다. 벌크와 강도 측정을 위해 TAPPI Standard Method T 205에 의거하여 100±4 g/m
2의 수초지를 제 작하였다. 목분을 전건섬유 대비 3, 6, 9%로 펄프슬러리 에 투입한 후 600 rpm 조건으로 교반을 실시하면서 보 류제로 C-PAM을 전건섬유 대비 0.1% 투입하였다. 보 류제를 투입하고 600 rpm 조건으로 2분간 교반을 실시 한 후 수초지를 제조하였다. 제조된 습지필은 3.5 kg
f/ cm
2의 압력조건에서 5분간 압착한 후 실험실용 실린더 건조기로 건조시켰고 물리적 특성 측정 이전에 조습처리 를 실시하였다. 이 후 23°C, 50% RH에서 24시간 조습 처리된 수초지의 두께를 측정한 후 TAPPI Standard method에 의거하여 평량, 벌크(TAPPI T 411), 회분함 량(TAPPI T 211)을 측정하였으며, 인장압축강도 시험기 (Tensile & Compression Tester, FRANK-PTI, Ger- many)와 파열강도시험기(Mullen type bursting tes- ter, Daeill Machinery, Korea)를 사용하여 인장강도 (TAPPI T 494), 압축강도(TAPPI T 818) 및 파열강도 (TAPPI T 403)를 측정하였다.
2.2.3 목분을 적용한 수초지의 건조에너지 감소율 측정 방법
습지필의 수분함량 측정을 위해 0.5% 로 희석된 KOCC 지료를 이용하여 평량 100±4 g/m
2의 습지필을 제작하 였다. 목분을 전건섬유 대비 3, 6, 9%로 펄프슬러리에 투 입한 후 600 rpm 조건으로 교반을 실시하면서 보류제로 C-PAM을 전건섬유 대비 0.1% 투입하였다. 보류제를 투 입하고 600 rpm 조건으로 2분간 교반을 실시한 후 습지 필을 제조하였다. 제조된 습지필은 3.5 kg
f/cm
2의 압력 조건에서 5분간 압착한 후 최종적으로 수분함량 측정용 습지필을 제조하였다. 이후 항온건조기(WiseVen, Dai- han Scientific, Korea)를 사용하여 105°C 조건으로 전 건시켜 습지필의 수분함량을 측정하였다.
11)측정된 습지
필 수분함량을 이용하여 식 1과 같이 건조에너지 감소율 을 계산하였다.
11)Reduced drying energy requirement (%)
=