0.7wt% CaO 첨가 AZ91D Eco-Mg 다이캐스팅 부품의 미세조직 및 기계적 특성
서정호†·임현규·김세광
한국생산기술연구원
Microstructures and Mechanical Properties of Diecast 0.7wt%
CaO added Eco-Mg Parts
Jung-Ho Seo†, Hyun-Kyu Lim, and Shae K. Kim
Foundry Tech. Ctr., Korea Institute of Industrial Technology, Incheon 406-840, Korea
Abstract
To prevent oxidation of Mg melt, SF
6gas has been generally used for Mg alloys during melting and casting as a cover gas. The use of SF
6gas, however, will be restricted owing to its crucial impact on global warming. Non-SF
6process during melting and cast- ing in diecasting industry has been proved with Eco-Mg alloys by a simple addition of small amount of CaO into Mg alloys. This paper shows non-SF
6diecasting procedures for 0.7wt% CaO added AZ91D Eco-Mg alloys. Cold-chamber diecasting was performed under CO
2atmosphere without SF
6gas. An increment of mechanical properties, especially strength and ductility of Eco-Mg alloys is, in part, due to high-quality melt, refined grain size and Al
2Ca second phase strengthening. Microstructures and mechanical properties of 0.7wt% CaO added AZ91D Eco-Mg alloys are evaluated in comparison with those of conventional AZ91D Mg alloy.
Key words : AZ91D, CaO, Eco-Mg, Non-SF
6process, Strength, Elongation.
(Received October 30, 2010 ; Accepted November 28, 2010)
1. 서 론
마그네슘은 용탕상태에서 화학적으로 불안정하여 용해 주조 공정 중에 주변 대기 성분과 쉽게 반응을 일으킨다[1]. 주변 대기의 산소와 반응하여 산화물을 비롯한 개재물이 용탕에 생 성되고 이로 인하여 용탕의 품질이 나빠지며 최종 주물의 기계 적 특성에도 악영향을 미치게 된다. 뿐만 아니라 주조 공정의 안전성에도 문제를 일으킨다. 마그네슘 용탕의 주변 대기와의 반응을 막기 위하여 용탕 표면을 보호할 수 있는 가스를 도포 한다. 마그네슘의 용해 주조 공정에서 용탕 표면을 보호하기 위해서 현재 SF6 가스가 널리 쓰여지고 있다. 그러나 SF6 가스 의 지구 온난화에 미치는 영향으로 그 사용이 점차 제한되고 있다. SF6 가스는 CO2 가스의 23,900배 효과를 가지는 지구온 난화 가스이며, 대기 중에서의 수명은 3,200년에 달한다[2]. 마 그네슘 다이캐스팅 산업이 더욱 성장하기 위해서는 non-SF6
공정이 반드시 필요하다. non-SF6 마그네슘 다이캐스팅 공정을 위한 간단하고 효과적인 방법은 마그네슘의 본래의 성질을 그 대로 유지하면서 마그네슘의 산화 및 발화 저항성을 향상시키 는 것이다.
자동차 산업은 90%이상 다이캐스팅에 의해 부품을 생산하고 있을 정도로 다이캐스팅은 산업계의 가장 중요한 제조 공정이다.
하지만 다이캐스팅은 제품에 산화물, 개재물, 미세기공과 같은 주조결함을 일으키게 된다. 이러한 주조결함은 제품의 기계적 특성에 악영향을 미치게 된다[3-5]. 다이캐스팅에서 용탕의 산화 를 방지하기 위해 SF6 등의 보호가스를 사용하더라도 용탕은 SF6가스의 영향이 미치는 범위 즉, 용해로에서 유지되는 경우 에만 유효하게 산화가 방지된다. 따라서 SF6가스를 사용하더라 고 산화물, 개재물 등의 주조결함은 여전히 존재하게 되는 것이 다. 따라서 마그네슘의 산화 저항성이 향상될수록 마그네슘 다 이캐스팅 제품의 기계적 특성의 향상을 기대할 수 있다.
노트북, 카메라, 휴대폰 케이스 등 소위 3Cs 제품에 마그네 슘을 적용하게 되면 제품의 경량화 및 내구성 향상을 기대할 수 있어 그 적용이 점차 확대되고 있다. 3Cs 제품 등에 대한 마그네슘의 적용이 더욱 확대되기 위해서는 강도의 향상은 물론 공정 불량률을 줄이는 것이 요구된다. 상용 AZ91D는 주조성이 우수하지만 용탕관리가 잘못되면 산화물, 개재물에 의한 유동성 저하가 초래되며, 이러한 결함은 표면처리 등 후 공정의 수율을 저하하여 원가의 상승으로 작용하게 된다.
합금원소의 첨가에 의해 강도와 연성을 동시에 향상시키는 것은 마그네슘이 자동차나 3Cs 제품에 적용되기 위해서 반드시 요구되고 있지만 결코 쉽지 않다. 최근 Eco-Mg의 개발로 non- SF6 다이캐스팅 공정으로 마그네슘 합금의 강도와 신율을 동시
†E-mail : [email protected]
0.7wt% CaO 첨가 AZ91D Eco-Mg 다이캐스팅 부품의 미세조직 및 기계적 특성 - 서정호·임현규·김세광
−225
−에 향상되는 것이 기대되고 있다. Eco-Mg의 핵심은 기존의 상 용 마그네슘 합금에 소량의 CaO을 첨가하는 것으로 첨가된 CaO의 환원에 의해 Al2Ca 등의 금속간화합물이 결정립계에 형 성되는 것이다. 특히, Eco-Mg는 CaO의 첨가량이나 공정조건과 무관하게 고용체를 형성하지 않는 특징이 있다[6-12]. 이러한 Eco-Mg 합금의 상용적 의미는 non-SF6와 더불어 용탕청정화에 따른 유동성의 향상 및 다이캐스팅 제품의 건전성에 따른 수율 향상에 있다.
본 연구에서는 0.7wt% CaO를 첨가한 AZ91D Eco-Mg의 non-SF6공정 다이캐스팅의 적용 가능성 및 조직의 미세구조와 기계적 특성에 대해서 고찰하고자 한다. 특히, 강도와 연신율의 변화에 대해서 CaO 첨가에 의한 용탕 청정화와 제 2상의 작 용 중심으로 살펴보고자 한다. Toshiba 135-ton Cold chamber 다이캐스팅 머신으로 AZ91D와 0.7wt% CaO 첨가 AZ91D Eco-Mg에 대해서 각각 핸드폰 케이스용 부품을 위한 다이캐스 팅을 수행하였다. 0.7wt% CaO 첨가 AZ91D Eco-Mg는 용탕 보호가스로 SF6 가스를 사용하지 않고 CO2 가스만을 사용하였 다. 0.7wt% CaO 첨가 AZ91D Eco-Mg의 조직 미세구조와 기계적 특성을 평가하여 상용 AZ91D와 비교하고자 한다.
2. 실험 방법
다이캐스팅을 위하여 상용 AZ91D 잉곳을 SF6와 CO2 혼합 가스 분위기에서 용해를 하였고, 기 제작된 0.7wt% CaO를 첨 가한 AZ91D Eco-Mg 잉곳은 SF6 가스를 배제한 CO2가스 분위기에서 720oC로 예열된 Steel 도가니에서 용해하였다.
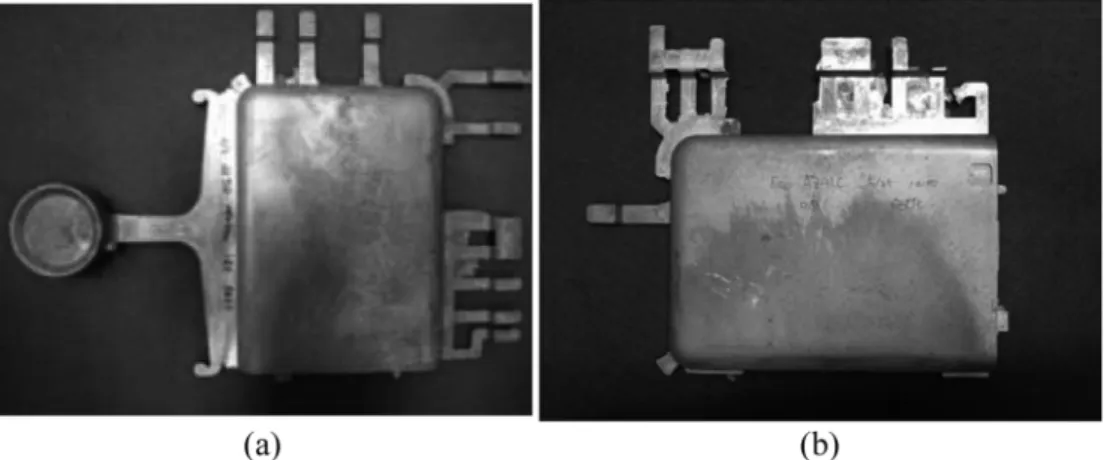
Toshiba 135-ton Cold chamber 다이캐스팅 머신을 사용하였고 핸드폰 케이스의 생산을 위하여 제작한 금형을 사용하였다. 금형 의 온도는 200oC를 유지하였다. 용탕의 온도는 690oC로 유지하 였다. Fig. 1의 (a)와 (b)는 각각 실제 상용 AZ91D와 0.7wt%
CaO를 첨가한 AZ91D Eco-Mg로 다이캐스팅을 한 핸드폰 케이 스 (가로 12 cm, 세로 16.5 cm)이다. ICP-mass spectrometer를 이용하여 다이캐스팅 제품의 성분분석을 실시하였다. 인장특성 평가를 위한 인장시편은 다이캐스팅 제품에서 폭 6 mm, 두께 1 mm, 표점거리 25 mm의 판형인장시편으로 동일한 조건으로 가 공하여 마련하였다. 합금의 미세조직의 변화를 관찰하기 위하여
각 제품의 동일한 부위를 연마하여 Olympus PEM3 광학현미경 으로 미세조직을 관찰하였다. 로크웰 경도 값을 측정하였고 기계 적 특성 평가를 위한 상온 인장테스트는 이동속도는 1 mm/min.
으로 실시하였다. 인장 값은 5회 인장테스트 실시한 값에서 최 고 및 최하의 값을 제외한 평균값으로 나타내었다.
3. 결과 및 고찰
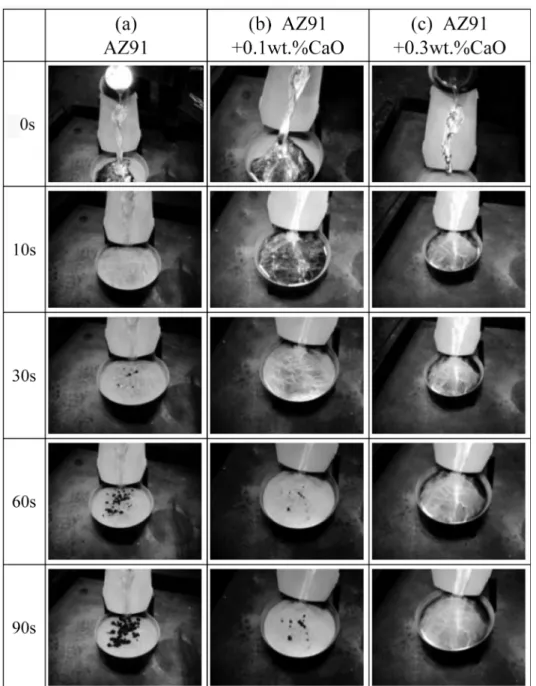
대기 중의 산소와의 극단적인 반응환경에서의 산화의 정도를 관찰하기 위하여 Fig. 2와 같이 상용 AZ91D의 용탕과 CaO를 첨가한 AZ91D Eco-Mg의 용탕을 슬라이드를 통하여 원형의 넓은 금형에 중력주조하여 보호가스의 사용 없이 대기 중에서 응고시키면서 각각 용탕표면의 변화를 관찰하였다. Fig. 2의 (a) 는 상용 AZ91D의 시간의 경과에 따른 대기 중에서의 용탕표 면의 산화 정도를 보여준다. 주조 후 10초 정도 경과하면서 용 탕의 표면에 산화가 시작되고 용탕표면이 변색되는 것을 알 수 있다. 30초 경과하면서 발화가 시작되어 용탕이 소진되면서 격 렬한 불꽃을 내는 것을 보여준다. 마그네슘이 500oC에서 연속적 으로 산화되면서 발화가 있어나는 이유는 다공질의 MgO 표면 산화층이 대기 중의 산소로 부터 용탕을 차단하는 보호막의 역 할을 못하기 때문이다. non-SF6 공정에 요구되는 최소한의 CaO 첨가량을 확인하기 위하여 0.1wt% CaO를 첨가한 AZ91D Eco- Mg에 대한 동일한 실험을 진행하였다. Fig. 2의 (b)에서 볼 수 있는 것처럼 0.1wt% CaO를 첨가한 AZ91D Eco-Mg의 용탕은 주조 후 60초 정도 경과한 시점에 어느 정도 산화가 발생하는 것을 알 수 있다. 실효적인 non-SF6공정을 위해서는 0.1wt%
CaO의 첨가는 충분하지 못하다는 것을 알 수 있다. Fig. 2의 (c)는 0.3wt% CaO를 첨가한 AZ91D Eco-Mg 용탕의 대기 중 에서의 응고 중인 표면을 보여주고 있다. 90초 이상 시간이 경 과하여 완전히 응고될 때까지 산화와 발화가 전혀 일어나지 않 고 깨끗한 용탕의 표면이 유지되는 것을 확인할 수 있다. 즉, 0.3wt% 이상의 CaO 첨가가 SF6 가스의 도포 없이도 응고 중 충분히 산화와 발화로부터 용탕을 보호할 수 있음을 알 수 있 다. Fig. 3는 Eco-Mg에서 non-SF6용해 주조가 가능한 이유 를 도식적으로 보여준다. CaO를 첨가한 Eco-Mg의 표면산화층 은 CaO와 MgO의 복합 산화층으로 구성되어 MgO로 표면층
Fig. 1. Cell phone case produced by cold chamber diecasting of (a) AZ91D under SF
6, (b) 0.7wt.% CaO added AZ91D Eco-Mg without SF
6gas.
이 구성되는 상용 마그네슘의 표면 산화층 보다 치밀하여 산화 진행을 억제하는 것으로 사료된다. 이때 Eco-Mg의 표면 산화 층을 구성하는 CaO는 첨가된 CaO 자체가 아니고 용탕에서 환원된 Ca가 다시 산화되면서 생긴 CaO이다. 따라서 치밀한 복합 표면산화층의 형성으로 SF6 가스의 사용 없이도 마그네슘 의 용해와 주조가 가능하다[13].
Fig. 4는 SF6 가스를 사용하여 다이캐스팅한 상용 AZ91D와 SF6 가스를 사용하지 않고 다이캐스팅한 0.7wt% CaO 첨가 AZ91D Eco-Mg의 핸드폰 케이스의 경도를 보여준다. 상용 AZ91D의 로크웰 경도는 76.4HRF이고 0.7wt% CaO를 첨가한 AZ91D Eco-Mg의 로크웰 경도는 83.6HRF으로 CaO 첨가에 의해 경도가 현저히 증가함을 알 수 있다.
Fig. 5은 상용 AZ91D와 0.7wt% CaO를 첨가한 AZ91D
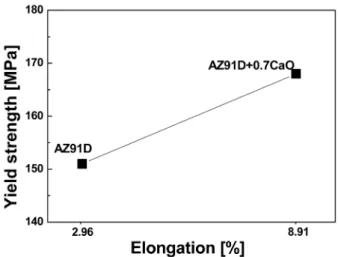
Eco-Mg 각각의 항복강도와 최대인장강도를 보여주는 그래프이 다. 상용 AZ91D의 항복강도는 151MPa, 최대인장강도는 242 MPa이며 0.7wt% CaO를 첨가한 AZ91D Eco-Mg는 각각 168 MPa, 276MPa이다. 0.7wt% CaO를 첨가한 AZ91D Eco-Mg 의 경우 SF6가스를 사용하지 않은 열악한 분위기에서 다이캐 스팅을 하였음에도 불구하고 항복강도와 최대인장강도가 모두 상용 AZ91D에 비하여 증가하였다. Fig. 6는 상용 AZ91D와 0.7wt% CaO를 첨가한 AZ91D Eco-Mg 각각의 연신율을 보 여준다. 상용AZ91D의 연신율은 2.96%이고, 0.7wt% CaO를 첨가한 AZ91D Eco-Mg의 연신율은 8.91%이다. non-SF6 공정 으로 다이캐스팅한 0.7wt% CaO 첨가 AZ91D Eco-Mg의 연신 율이 상용 AZ91D에 비하여 현저히 증가한 것을 알 수 있다.
즉 0.7wt% CaO를 첨가한 AZ91D Eco-Mg는 non-SF6 공정
Fig. 2. The melt surface change of the (a) AZ91, (b) AZ91 + 0.1wt.%CaO, and (c) AZ91D + 0.3wt.%CaO alloys during gravity casting and
solidification under an ambient atmosphere without protective gas [13].
0.7wt% CaO 첨가 AZ91D Eco-Mg 다이캐스팅 부품의 미세조직 및 기계적 특성 - 서정호·임현규·김세광
−227
−다이캐스팅임에도 불구하고 AZ91D에 비하여 강도뿐만 아니라 연신율이 동시에 증가하였다. 일반적으로 합금에 의한 물성 변 화에서 어떤 하나의 물성의 향상은 다른 물성의 희생으로 연결 되는 경우가 많다. 대표적인 것이 항복강도와 연신율의 관계로, 일반적으로 항복강도가 증가하게 되면 연신율은 낮아지는 경향 을 나타낸다[14]. 그러나 CaO를 첨가한 Eco-Mg에서는 항복강 도와 연신율이 동시에 증가함을 확인하였다. 0.7wt% CaO를 첨 가한 AZ91D Eco-Mg의 항복강도와 연신율의 관계는 Fig. 7에 나타내었다. 0.7wt% CaO를 첨가한 AZ91D Eco-Mg에서 보이
는 강도와 연신율의 동시 증가는 상기한 바와 같이 산화 및 발 화 저항성 향상에 따른 용탕의 청정화 그리고 후술할 CaO 첨 가에 의한 Al2Ca상 등의 형성으로 인한 조직미세화 및 제2상에 의한 강화작용에 기인한다. 다만, 항복강도가 증가함에도 불구하 고 연신율이 증가한 원인은 금속학적 측면 보다는 상용 AZ91D가 주조 결함이 없는 경우에 나타낼 수 있는 이론적 수 치를 CaO 첨가에 의해 유지하게 된 것으로 보아야 할 것이다.
Fig. 8은 0.7wt% CaO를 첨가한 AZ91D Eco-Mg에 형성된 Al2Ca상의 EDS mapping에 의한 성분 비교를 보여준다. Fig.
8의 (a)는 Al2Ca상의 BSE (back scattered electron) 이미지이 며 (b), (c), (d)는 각각 Mg, Al, Ca의 성분을 나타낸다. 더욱 이 산소 성분은 검출되지 않았다. 이는 응고상태에서 용탕에 첨 가된 CaO가 그 자체로 존재하지 않고 CaO에서 Ca가 환원됨 을 보여준다. Al과 Ca가 동일한 결정립계에서 분포됨을 알 수 있는데, CaO에서 환원된 Ca가 Al과 금속간화합물을 형성하여 주로 결정립계에 존재하고 있다는 것을 알 수 있다. 반응상형성 에 의해 Al2Ca상이 주로 결정립계나 아결정립계에 형성되는 것 이다[6-12]. 일반적으로 금속 Ca는 강한 분별성향을 가지고 있
Fig. 3. Schematic illustration of surface oxide film for (a) current Mg
alloys and (b) CaO added Eco-Mg alloys.
Fig. 4. Rockwell hardness values of cell phone case produced by cold chamber diecasting of AZ91D under SF
6and CaO added AZ91D Eco-Mg alloys without SF
6gas.
Fig. 5. Strength (YS and UTS) of tensile test specimen produced cold- chamber diecasting of AZ91D under SF
6gas and 0.7wt% CaO added AZ91D Eco- Mg alloys without SF
6gas.
Fig. 7. Relationship between strength and ductility of non-SF
6Diecast 0.7wt% CaO added AZ91D Eco-Mg Alloys.
Fig. 6. Elongation of tensile test specimen produced by cold-chamber
diecasting of AZ91D under SF
6and 0.7wt% CaO added
AZ91D Eco-Mg alloys without SF
6gas.
어 마그네슘에 첨가되면 먼저 고용체를 형성하고 그 이후에 공 정상을 형성하게 되나, CaO에서 환원된 Ca는 고용체를 형성하 지 않는다는 점이 주목할 점이다. 또한 CaO 첨가에 의한 Al2Ca상의 형성으로 취성이 강한 β-Mg17Al12상의 형성이 억제 되어 신율 향상에 기여하게 된다. 또한 Al2Ca상은 층상구조로 되어있어 결정립계를 확장시킨다. Al2Ca상에 의한 제2상 강화와 Al2Ca상에 의한 조직미세화의 영향으로 0.7wt% CaO를 첨가한 AZ91D Eco-Mg의 강도와 연신율이 동시에 증가한다.
Fig. 9의 (a)는 SF6 가스를 사용하여 다이캐스팅한 상용 AZ91D의 광학현미경 상의 조직사진이고, (b)는 SF6가스를 사 용하지 않고 다이캐스팅한 0.7wt% CaO를 첨가한 AZ91D Eco-Mg의 조직사진이다. 사진에서 보여지는 바와 같이 상용 AZ91D의 조직은 조대하고 다공성을 띄고 있다. 또한 결정립의 배열이 불규칙적이다. 반면 0.7wt% CaO를 첨가한 AZ91D Eco-Mg의 조직은 현저히 미세화됨을 알 수 있고 non-SF6공정 임에도 불구하고 다공성이 현저히 감소하였다. Al2Ca상의 형성으 로 조직이 미세화되었고 Al2Ca상이 규칙적으로 배열되고 있다.
조직 미세화와 상의 균일한 배열에 의해 0.7wt% CaO를 첨가한 AZ91D Eco-Mg의 강도와 연신율이 non-SF6공정의 열악한 분
위기임에도 불구하고 동시에 증가하는 결과를 가져왔다.
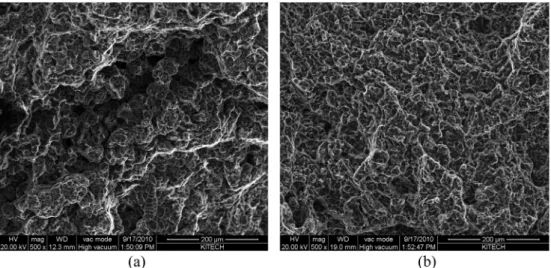
다이캐스팅 제품에서는 미세기공이나 개재물 등의 주조결함과 제품의 기계적 특성 간에 밀접한 관계가 있다. 하중에 의한 파 단과정을 고려하면 미세기공이나 개재물 등의 주조결함이 집중 되어 있는 부분에서 균열이 시작되기 때문이다[15]. Fig. 10은 다이캐스팅한 제품에서 가공한 인장시편 파단면의 SEM 이미지 를 보여준다. Fig. 10의 (a)는 SF6 가스 사용하여 다이캐스팅한 상용 AZ91D의 인장시편의 파단면이고 Fig. 10(b)는 SF6 가스 를 사용하지 않고 다이캐스팅한 0.7wt% CaO를 첨가한 AZ91D Eco-Mg의 인장파단면이다. 취성이 강한 상용 AZ91D의 인장파 단면은 오목하게 파인 cleavage plane이 결정립 내부에서 현저 하게 관찰되고 있다. 이것은 많은 미세기공이나 개재물이 형성 되었다는 증거이다. 반면에 0.7wt% CaO를 첨가한 AZ91D Eco-Mg의 인장 파단면에서는 cleavage plane이 거의 관찰되지 않는다. 미세기공의 면적비율이 취성이 강한 상용 AZ91D의 인 장 파단면에서 0.7wt% CaO를 첨가한 AZ91D Eco-Mg 보다 높은 것을 알 수 있다. 이와 같이 미세기공이나 개재물 등의 주조결함의 감소로 0.7wt% CaO를 첨가한 AZ91D Eco-Mg는 조직미세화 제2상의 형성으로 항복강도가 증가함에도 불구하고
Fig. 8. Comparison of elemental mapping images of (a) BSE image, (b) Mg, (c) Al, and (d) Ca by EDS for 0.7wt% CaO added AZ91D Eco-Mg
alloy.
0.7wt% CaO 첨가 AZ91D Eco-Mg 다이캐스팅 부품의 미세조직 및 기계적 특성 - 서정호·임현규·김세광
−229
−연신율이 증가하는 결과를 가져온 것이다.
Fig. 1에서와 같이 본 연구에서 제작한 핸드폰 케이스는 비 교적 넓은 면적을 가지는 제품이다. 그럼에도 불구하고 0.7wt%
CaO를 첨가한 AZ91D Eco-Mg의 경우 SF6 가스를 사용하지 않았지만 금형에 용탕이 잘 충진되어 주조성이 우수한 상용 AZ91D와 동등한 주조성을 보이며 우수한 제품으로 다이캐스팅 되었다. 산화물, 개재물 등의 주조결함이 억제 되어 non-SF6
공정임에도 불구하고 우수한 주조성을 나타내고 있다. Eco-Mg 에 의해서 SF6 가스의 사용 없이도 공정 불량률을 줄일 수 있 고 주조결함의 감소로 표면처리 등의 후 공정 수율의 향상을 기대할 수 있다.
4. 결 론
non-SF6공정임에도 불구하고 0.7wt% CaO를 첨가한 AZ91D Eco-Mg는 cold chamber 다이캐스팅에 의해 핸드폰 케이스를 대량으로 생산 가능하였다. 이것은 CaO 첨가에 의해 치밀한 복 합 산화층이 형성되어 마그네슘의 산화 저항성이 향상되었기 때 문이다. 산화 저항성의 향상으로 SF6가스의 사용 없이 다이캐
스팅이 가능하였으며, 용탕청정화에 따라 기계적 특성을 향상할 수 있었다. 0.7wt% CaO를 첨가한 AZ91D Eco-Mg의 미세조 직이 상용 AZ91D에 비하여 현저히 미세화되는 것을 확인하였 다. 로크웰 경도 값이 상용 AZ91D에 비하여 0.7wt% CaO를 첨가한 AZ91D Eco-Mg에서 증가하였고 항복강도와 최대인장강 도가 향상되었다. 0.7wt% CaO를 첨가한 AZ91D Eco-Mg에서 강도가 증가함에도 연신율이 동시에 증가하는 것이 주목할 점이 다. 다만, 금속학적 측면에서는 연신율이 증가된 것은 아니며, 상용 AZ91D 합금이 결함이 없는 경우 나타낼 수 있는 이론적 수치를 유지한 것으로 해석되어야 한다. 즉, 0.7wt% CaO를 첨 가한 AZ91D Eco-Mg에서 보이는 강도의 향상 및 연성의 유지 는 용탕의 청정도 향상, 주조 결함의 감소, 조직의 미세화, Al2Ca의 제2상에 의한 강화에 기인한다.
참고문헌