AC2BS합금의 열간 균열강도 및 인장특성에 미치는 스크랩 함량의 영향
권용호·김헌주 *†
부경대학교 대학원 금속공학과, *부경대학교 공과대학 금속공학과
Effect of Scrap Content on the Hot Tearing Property and Tensile Property of AC2BS Alloy
Yong-Ho Kwon and Heon-Joo Kim*†
Department of Metallurgical Engineering, Graduate School of Industry, Pukyong National University, Busan 48547, Korea
*Dept of Metallurgical Eng., Pukyong National University, Busan 48547, Korea
Abstract
The effects of scrap content on the hot tearing property and tensile property were investigated in AC2BS alloy. The hot tearing strengths were 16.4 kgf/cm2, 15.2 kgf/cm2, 14.9 kgf/cm2 and 13.3 kgf/cm2, respectively, under the constant solid fraction of 29.3%
when the scrap contents of the specimens were 0%, 20%, 35% and 50%. In the same way, tensile strengths of the as-cast condition were 24.5 kgf/mm2, 23.7 kgf/mm2, 17.3 kgf/mm2 and 16.0 kgf/mm2, respectively, and the corresponding tensile strengths of the T6 heat treatment condition were 27.2 kgf/mm2, 26.7 kgf/mm2, 24.2 kgf/mm2 and 23.9 kgf/mm2. Hot tearing strength and tensile strength decreased as scrap content of the specimen increased. According to the evaluation of the quantitative hot tearing and tensile test results, the decrease of these strengths is due to the presence of oxide films which act as crack initiation site of the specimens.
Therefore, elimination of oxide films of aluminum melt to maintain melt cleanliness is required.
Key words: AC2BS, Scrap content, Hot tearing strength, Tensile property
1. 서 론
세계 경제 규모 확대와 이에 따른 자원 고갈에 대비하여 환경보호와 자원 재활용에 대한 관심과 연구가 활발히 진행 되고 있다. 알루미늄은 수송기기 경량화의 핵심 소재로써 사 용범위와 사용량이 지속적으로 확대, 증가되고 있다[1-3]. 특 히 수송기기 산업분야에서 알루미늄 합금 스크랩 사용은 자 원재활용과 경제성 관점을 모두 충족시키는 대표적인 사례로 널리 활성화 되고 있다[4]. 이러한 연구의 일환으로 주조 분 야에서는 경량재료를 사용하여 연비절감을 통한 환경보호와 스크랩 첨가를 통해 자원 재활용을 도모할 수 있는 알루미늄 스크랩 첨가에 대한 연구를 진행하게 되었다.
알루미늄 스크랩을 이용한 자원 재활용으로 지금을 제작할 경우, 원광석을 이용해 지금을 제작할 때의 약 5% 가량의 에너지만 소비된다. 알루미늄 주조제품의 경우 원자재 가격이 최종 제품의 60-70%를 차지하므로 알루미늄 스크랩 활용은 알루미늄 주조품의 가격 경쟁력 강화와 직접적인 관련성을 지닌다[5,6]. 이로 인해 알루미늄 재활용 향상을 위한 다양한 연구들이 시도되고 있다[7,8].
경량재료인 주조용 알루미늄 합금의 경제적 활용 관점에서 소요 알루미늄 합금 중 적정 스크랩 함량에 대한 고찰이 필 요하다.
본 연구에서 스크랩 재활용 알루미늄 합금 사용으로 예상 되는 주조품의 품질에 대한 영향을 고찰하는 관점에서 용융
Received: Mar. 11, 2016 ; Revised: Mar. 18, 2016 ; Accepted: Mar. 25, 2016
†
Corresponding author: Heon-Joo Kim (Pukyong Nat'l Univ.) Tel: +82-51-629-6349, Fax: +82-51-629-6339
E-mail: [email protected]
Journal of Korea Foundry Society 2016. Vol. 36 No. 2, pp. 67~74 http://dx.doi.org/10.7777/jkfs.2016.36.2.67 pISSN 1598-706X / eISSN 2288-8381
© Korea Foundry Society, All rights reserved.
This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creative-
commons.org/licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the
original work is properly cited.
합금의 청정도 평가방법으로서 용탕응고 시 합금의 정량적 열간 균열평가와 인장특성에 대한 연구를 행하였다.
2. 실험 방법 2.1 시료 제작
본 실험에서 사용한 AC2BS 합금의 잉곳 조성을 Table 1 에 나타내었다. 실험과정에서 제공된 AC2BS 합금을 기본 조성으로 하고, 압탕과 탕구계로 사용된 재료를 재활용하여 스크랩 함량을 변화시켰다.
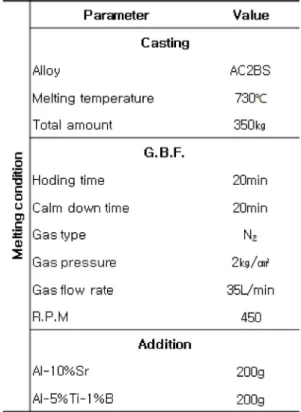
용탕의 용해 및 용탕처리조건을 Table 2에 나타내었으며, 전기로(흑연도가니#60 사용)에 잉곳과 스크랩 함량(0%, 20%, 35%, 50%)을 달리하여 장입 후 730oC에서 용해시켰 다. 결정립미세화 처리를 위해 Al-5Ti-1B를 200ppm 첨가하 였으며, 공정조직 개량화 처리를 위해 Al-10Sr을 200ppm 첨가하였다. 이후 질소가스로 30분간 G.B.F.처리를 하고, 이 후 용탕진정을 위해 20분간 유지시켰다. 용탕진정이 종료된 AC2BS 조성의 용탕을 H형 열간 균열강도 측정용 시험편 금형[9]에 주입하였다.
2.2 D.I.측정 및 deep etching 분석
스크랩 함량 변화에 따른 용탕 내 잔존하는 산화피막 영향 을 D.I.값 변화와 deep etching 시험법에 의한 부식면적비의 변화를 관찰하기 위한 실험을 행하였다.
용탕 내의 산화피막 및 Bi-film의 혼입 정도는 감압응고장 치를 이용한 밀도 측정법인 D.I (Density Index)법[9]을 적 용하여 D.I값으로 추정하였다. D.I값은 대기중에서 응고완료 된 시료와 일정 감압조건(Al합금의 경우 통상 80 mbar)에서 응고완료된 시료의 밀도차이를 대기중 응고시료의 밀도에 대 한 비율의 백분율로 표시한 것이다.
AC2BS 모합금 용탕에 스크랩 함량을 변화시킨 잉곳의 중 앙부를 절단하여 시료로 사용하였다. 이후 절단면을 연마한 후 Etch pits법에 사용되는 부식액(100 ml H2O(L)+ 15 g NaOH(s)) 을 65oC로 7분간 deep etching시켰다[10,11]. 전체 단면적에 서 수축결함부를 제외한 부식면적 비율을 측정하여 스크랩 함 량 변화에 따른 용탕 내 개재물 및 산화피막 혼입 정도를 평 가하였다. 부식 면적을 측정하기 위해 시료를 20배율의 현미 경으로 관찰하고, 1 mm2크기 이상의 부식면적을 산출하였다.
2.3 인장형 열간 균열강도 시험
열간 균열강도의 정량적 평가는 본 연구실에서 개발한 장 치[12]를 사용하여 평가하였다.
본 연구의 열간 균열강도 측정을 위한 시험조건은 Table 3에 나타내었다. 데이터 획득장치와 연결된 열간 균열강도 시 험 장치의 로드셀(용량 500 kgf)과 LVDT(범위0-25 mm)를 통해 시험편에 가해지는 실시간 하중과 변위을 측정하고, 측 정값으로부터 열간 균열특성을 나타내는 응력-변형률 그래프 로부터 열간 균열강도를 평가하였다. 장치의 금형을 150oC로 예열하고, 시험편에 인장력을 가하기 위해 볼트를 장착하였다.
이후 보온로에서 730oC로 유지된 용탕을 주입온도 700oC로 4초간 주입하였다. 응고 시뮬레이션에서 확인한 29.3% 고상 율이 일정하게 유지되는 조건인 주입완료 후 5초 경과한 시 점에 고액 공존구역의 시험편에 인장응력을 가하여 열간균열 을 인위적으로 유도하였다.
Table 1.
Chemical compositions of AC2BS alloy used. (Wt.%).Scrap ratio
(%) Si Cu Fe Mn Mg Zn Ti Cr Ni Pb Sn Sr Al
0% 6.19 3.09 0.48 0.28 0.31 0.16 0.05 0.03 0.15 0.02 0.01 0.04 bal.
20% 6.28 3.05 0.48 0.28 0.29 0.16 0.05 0.03 0.12 0.02 0.01 0.04 bal.
35% 6.18 3.66 0.47 0.23 0.35 0.18 0.04 0.02 0.15 0.03 0.01 0.04 bal.
50% 6.21 3.28 0.47 0.23 0.29 0.18 0.04 0.03 0.10 0.03 0.01 0.04 bal.
Table 2.
Conditions for melting and melt Treatment.각 스크랩 함량 시험조건에 따라 열간 균열강도 시험을 3 회 이상 실시하여 최소 1개 이상 유효값이 확보되도록 인장 형 열간 균열강도 시험을 행하였다.
2.4 인장 시험
AC2BS 모합금 용탕의 스크랩 함량 변화에 따른 각 조성 의 잉곳으로부터 Fig. 1의 봉상 인장시험편을 제작하였다. 시 료는 주조 상태와 Table 4의 T6 열처리상태로 각각 인장시 험을 행하였다. 인장시험기의 로드셀 용량은 10,000 kgf이였 으며, 인장속도는 1 mm/min로 상온에서 시험을 행하였다.
각 스크랩 함량 시험조건에 따라 5개씩 최소 유효값이 확 보되도록 인장강도 시험을 행하였다.
3. 결과 및 고찰
3.1 스크랩 함량 변화에 따른 D.I. 측정 및 deep etching 분석
AC2BS 기존 합금에 스크랩 함량 변화(0%, 20%, 35%, 50%)를 했을 때, 용탕 내 잔존하는 산화피막의 증가에 따른 D.I.값과 deep etching에 의한 부식면적비 변화를 D.I. 측정 및 deep etching 실험으로 평가하였다.
용탕 내 잔존하는 산화피막 및 bi-film의 형성과정을 Fig.
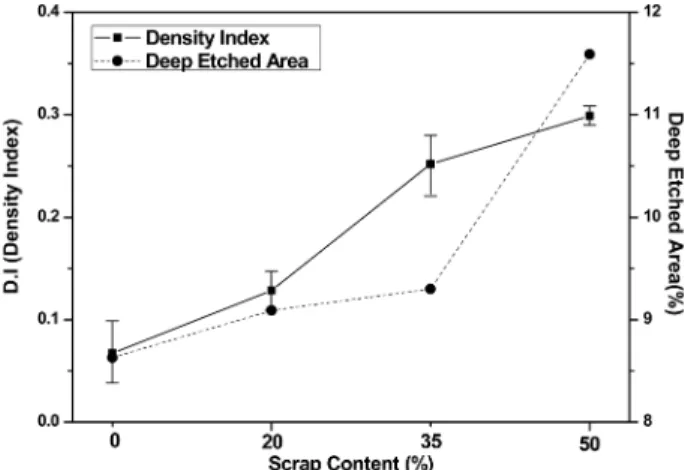
2의 모식도에 나타내었다. 용탕에 존재하는 수소가스 뿐만 아 니라 산화피막과 bi-film의 존재도 D.I.값에 영향을 미치는 것으로 보고되었다[13-15]. G.B.F.장치를 사용하여 20분간 탈 가스처리를 행하고 용탕 진정을 위해 20분간 유지한 조건에 서 D.I.값을 측정한 결과, Fig. 3에서 나타낸 것과 같이 시 료의 스크랩 함량이 증가할수록 D.I.값은 0.07%, 0.13%, 0.25%, 0.30%로 증가하였다.
Deep etching 측정법은 부식액(100 ml H2O(L)+ 15 g NaOH(s)) 의 작용으로 기지금속 내 제2상 입자들과 함께 산화개재물이 위치하는 부분도 부식시키는 것으로 보고[10,11]되고 있으므 로, 동일 성분의 시료들을 대상으로 측정된 부식면적비는 스 크랩 함량 변화로 인한 시료 내 산화피막의 혼입정도를 평가 할 수 있는 시험법으로 채택하였다. 따라서, D.I. 측정용 시 료와 동일한 조건으로 G.B.F. 처리를 행한 시료를 대상으로 스크랩 함량 변화에 따른 시료내의 산화피막 혼입 정도를 deep etching 시험법으로 부식면적비를 측정하였다.
Fig. 3에 나타낸 것과 같이 스크랩 함량이 증가할수록 deep etching 부식면적비가 각각 8.6%, 9.1%, 9.3%, 11.6%
로 증가하였다. Deep etching 시험법에 의해 측정된 부식면 적비는 시료내의 제2상 입자와 함께 용탕내의 산화피막부도 함께 부식되는 것으로 추정할 때, 스크랩 함량 증가에 따라 용탕 내의 산화피막이 증가되어 부식면적비가 증가되는 것으 로 해석할 수 있다.
기본 AC2BS 합금에 스크랩 투입 함량을 증가시켰을 때, 시료의 D.I.값과 deep etching 부식면적비가 증가함을 알 수 있다.
3.2 스크랩 함량 변화에 따른 인장형 열간 균열강도 평가 AC2BS 기존 합금에 스크랩 함량 변화가 있을 때, 산화피
Table 3.
Experimental conditions for hot tearing test.Fig. 1.
Rod-shaped specimens for tensile test. (KS B 0801 14A Standard).Table 4.
T6 heat treatment conditions.막 혼입에 따른 열간 균열강도의 영향을 조사하기 위해 인장 형 열간 균열강도 실험을 행하였다.
응고 중에 측정되는 열간 균열강도 결정은 응고가 진행 중 인 특정 시점의 고상율을 기준으로 평가해야 한다. 실제 실 험에서 파단위치의 고상/액상 비율은 시험편 파단 지점의 온 도를 컴퓨터 응고해석의 온도 계산 결과로부터 Scheil 방정 식[16]에 대입하여 추정하였다. 응고 시뮬레이션을 통해 열간 균열이 발생하는 부분(끝단부에서 39.94 mm 되는 지점)의
온도가 600oC로 추정되었으며, 이를 Scheil의 방정식에 대입 하여 계산된 고상율은 29.3%였다[17].
응고균열 발생 기준을 정의하는 학설로는 임계 변형율 이 론[18,19], 임계 응력 이론[20], 임계 변형속도 이론[21], 응 고중 보급되는 액상금속의 압력감소에 의한 액압 감소(liquid pressure drop)이론[22,23] 등이 제안되어 있다.
본 연구에서는 상기의 임계 응력 이론에 근거하여 인장형 시험에서 측정되는 응력-변형곡선의 최대 하중 도달시점에서 불안정한 균열이 발생되는 임계점으로 인식하고 해당 응력과 변형율을 기록하였다.
Fig. 4에 나타낸 것과 같이 AC2BS 합금의 스크랩 함량 증가에 따른 열간 균열강도를 평가한 결과 16.4 kgf/cm2, 15.2 kgf/cm2, 14.9 kgf/cm2, 13.3 kgf/cm2로 각각 감소하였다.
스크랩 함량 증가에 따른 용탕 내 산화피막의 증가로 deep etching 부식면적비는 증가하였고, 열간 균열강도는 감소하는
Fig. 2.
Sketch of a bi-film formation and entrainment event.Fig. 3.
Effect of scrap content on D.I. index and deep etched area of AC2BS alloy.Fig. 4.
Effect of scrap content on hot tearing strength of AC2BS alloy.Fig. 5.
Comparison of typical SEM fracture surfaces of hot tearing test specimen in AC2BS alloy.관계를 나타내었다.
기존의 연구결과[24]에 의하면 열간균열발생 시 산화피막이 균열의 발생 시작점으로 보고되어, 열간균열 시험편의 파단면 에서 산화피막의 영향을 고찰하였다. Fig. 5는 열간균열 시험
편의 파단면 사진으로, 용탕 내 잔존 산화피막이 열간균열 파단면 미세형상에 미치는 영향을 나타내는 전자주사현미경 사진이다. 용탕 내 잔존 산화피막이 존재할 때, 인장형 열간 균열실험에서 산화피막과 기지용탕의 계면에서 균열발생이 시 작되므로 파단면의 미세 형상은 불규칙적으로 완만하고 무딘 파단면 특성을 나타낸다.
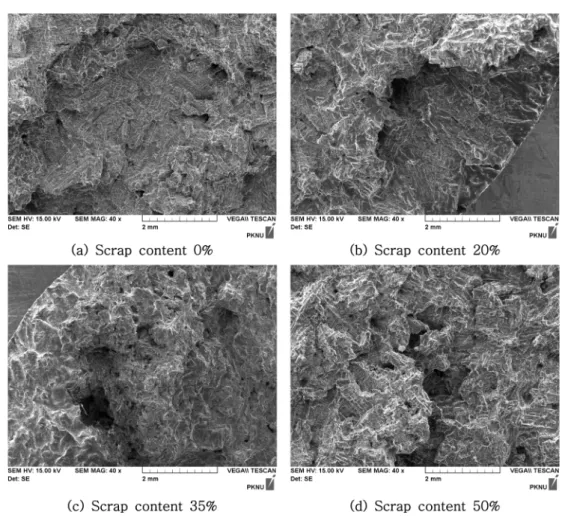
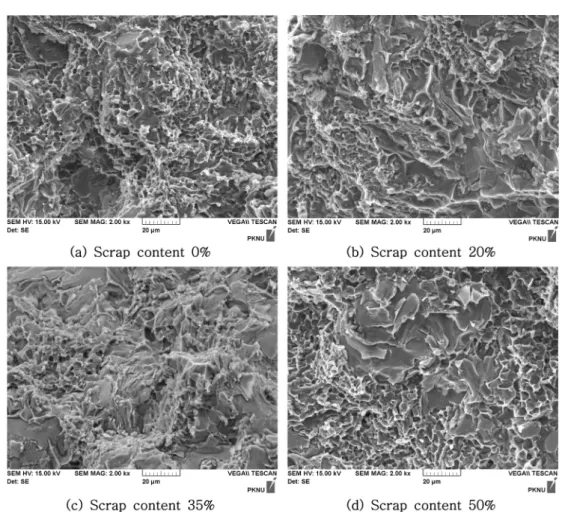
Fig. 6은 스크랩 함량에 따른 각 파단면 형상을 40배로 전자주사현미경으로 찍은 사진이다. Fig. 6을 대상으로 스크 랩 함량 증가에 따른 열간균열 파단면에 산화피막 영향부의 면적비를 계산하여 Fig. 7에 나타내었다. 스크랩 함량이 증가 하면서 열간균열 파단면의 산화피막 영향부는 증가하는 반면 열간 균열강도는 감소함을 알 수 있다.
3.3 스크랩 함량 변화에 따른 인장특성 평가
AC2BS 기존 합금의 스크랩 함량 변화(0%, 20%, 35%, 50%)에 따른 인장강도와 파단연신율에 미치는 산화피막 혼입 영향을 인장시험으로 평가하였다.
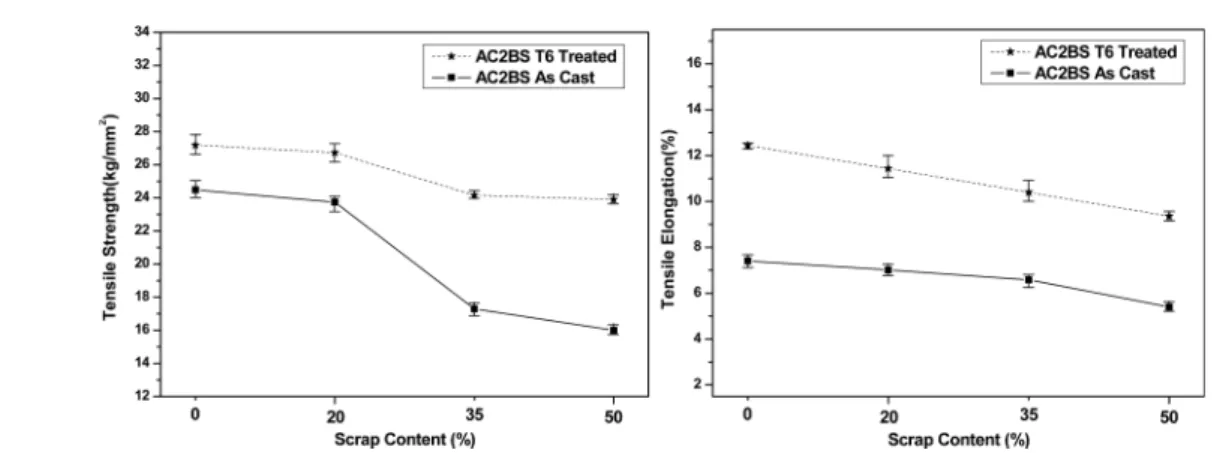
Fig. 8는 스크랩 함량 변화에 따른 인장강도 및 인장시험 의 파단 연신율 결과를 나타낸 것이다. 스크랩 비율이 0%,
Fig. 6.
Comparison of SEM fracture surfaces of hot tearing specimens with the variation of scrap content in AC2BS alloy.Fig. 7.
Effect of scrap content on the fracture area owing to bi-film decohesion in hot tearing test of AC2BS alloy.20%, 35%, 50%로 증가됨에 따라 주조 상태의 인장강도는 24.5 kgf/mm2, 23.7 kgf/mm2, 17.3 kgf/mm2, 16.0 kgf/mm2으 로 각각 감소했으며, 특히 스크랩 함량이 20%에서 35%로 증가할 때, 인장강도의 감소 비율이 가장 크게 나타났다. T6 열처리 후 인장강도는 27.2 kgf/mm2, 26.7 kgf/mm2, 24.2 kgf/mm2, 23.9 kgf/mm2으로 각각 감소했으며, 특히 스크랩 함량이 20%에서 35%로 증가할 때, 인장강도는 감소 비율이 가장 크게 나타났다. 스크랩 함량 변화 시 주조 상태 및 T6 열처리에서 스크랩 함량이 35%일 때, 인장강도는 가장 큰 폭으로 감소하였다.
스크랩 비율이 0%, 20%, 35%, 50%으로 증가됨에 따라 주조 상태의 인장 파단 연신율은 7.4%, 7.1%, 6.6%, 5.4%
로 각각 감소하였다. 스크랩 함량이 50%일 때 스크랩 함량 0%와 비교하여 파단 연신율이 27.0% 감소하였다. T6 열처리 후 인장 파단 연신율은 스크랩 함량 증가에 따라 12.4%, 11.4%, 10.4%, 9.4%로 각각 감소하였다. 스크랩 함량이 50%일 때 스크랩 함량 0%와 비교하여 파단 연신율이 24.2%
감소하였다. G. B. Eisaabadi, P. Davami 등의 연구결과 [25]에 의하면, Al-7Si-0.3Mg 합금의 경우 시료의 잔존 산화 피막 혼입 정도를 필터 사용 유무에 따라 달리했을 때, 잔존 산화피막의 양이 적을 때 최대인장강도는 298.0 MPa, 연신률 은 4.7%에서, 잔존 산화피막의 양이 많을 때 최대인장강도는 280.1 MPa, 연신률은 2.3%로 감소하는 결과를 산화피막 혼 입의 영향으로 설명하였다.
Fig. 9에 정상적인 인장시편 파단형태인 딤플 파단면과 산 화피막 영향을 받은 파단면을 나타내었다. Fig. 10는 스크랩 함량증가에 따른 인장시료 파단면을 전자주사현미경으로 찍은 사진이다.
Fig. 11은 주조 상태에서 인장 파단 연신율과 인장 파단면 의 산화피막 영향부의 관계를 나타낸 것이다. 스크랩 함량이 증가할수록 인장 파단 연신율은 지속적으로 감소함을 알 수 있었다. 산화피막의 증가가 연신율을 감소시키는 기존의 연구 결과[26]와 동일한 경향으로 본 연구에서는 저자가 개발한 정량적 평가가 가능한 열간 균열장치로 스크랩 함량 증가에
Fig. 8.
Effect of scrap content on the tensile strength and elongation of AC2BS alloy.Fig. 9.
Comparison of typical SEM fracture surfaces of as-cast condition tensile test specimen in AC2BS alloy.따른 열간 균열 강도값과 인장 파단 연신율 감소의 주요 원 인으로 bi-film 등 산화피막 증가로 인한 균열 발생부 증가 로 추정된다.
알루미늄 열간 균열강도와 주조품의 기계적 특성은 알루미 늄 용탕 청정도에 따라 큰 영향을 받으므로 용해시 스크랩
함량의 제한, G.B.F 등 적절한 용탕처리 기술 적용과 주입시 의 용탕난류 발생 억제 대책을 통한 산화피막과 bi-film 방 지대책이 중요하다.
4. 결 론
AC2BS 합금을 대상으로 스크랩 함량 변화(0%, 20%, 35%, 50%)에 따른 열간균열 강도 및 인장 특성에 미치는 영향을 연구한 결과, 아래와 같은 결론을 얻었다.
1) 본 연구에서 AC2BS 합금에 스크랩 함량이 증가함에 따라, D.I.값은 0.07%, 0.13%, 0.25%, 0.30%로 각각 증가 하였고, deep etching 방법으로 측정한 부식면적비는 각각 8.6%, 9.1%, 9.3%, 11.6%로 증가하였다.
2) 고상율이 29.3%으로 일정한 상태에서 스크랩 함량이 증가함에 따라 열간 균열강도를 평가한 결과 16.4 kgf/cm2, 15.2 kgf/cm2, 14.9 kgf/cm2, 13.3 kgf/cm2로 각각 감소하였다.
3) 스크랩 함량이 증가됨에 따라 인장특성을 평가한 결과, 주조 상태의 인장강도는 각각 24.5 kgf/mm2, 23.7 kgf/mm2, 17.3 kgf/mm2, 16.0 kgf/mm2로 감소했으며, T6 열처리 후 인 장강도는 각각 27.2 kgf/mm2, 26.7 kgf/mm2, 24.2 kgf/mm2,
Fig. 10.
Comparison of SEM fracture surfaces of as-cast condition tensile test specimens with the variation of scrap content in AC2BS alloy.Fig. 11.
Effect of scrap content on the fracture area owing to bi-film decohesion in tensile test of AC2BS alloy.23.9 kgf/mm2로 감소하였다.
4) AC2BS 알루미늄 합금에 스크랩 비율이 증가할 때, 열 간 균열강도와 인장강도는 감소하는 경향을 나타내었다. 이는 스크랩 함량이 증가할수록 파단면에서 관찰되는 산화피막 영 향부가 증가하여 균열발생 지점으로 작용하여 열간 균열강도 와 인장강도가 감소하는 경향을 나타낸 것으로 추정된다.
감사의 글
이 논문은 부경대학교 자율창의 학술연구비(2016년)에 의하 여 연구되었음.
References
[1] J. L. Jorstad, Die Casting Engineer, “Future technology in Aluminum die casting”, 9 (2006) 18-25.
[2] G. Trenda, Cast Plant Technol., “Die casting alloy for ductile thin-walled Structural Parts”, 22 (2006) 28.
[3] Kim HS, Kim HM and Kim WY, Trends in Metals and Materials Engineering, “Trends in the Aluminum Scrap Recycling Industry” 23 (2010) 23-30.
[4] J. A. S. Tenorio and D. C. R. Espinosa, J. Light Metals 2,
“Effect of salt/oxide interaction on the process of aluminum recycling.”, (2002) 89-93.
[5] S. Das and W. Yin, Journal of Metals, “Trends in the Global Aluminum Fabrication Industry”, 59 (2007) 83-87.
[6] Lee YI, Han YS, Kim DH and Kim WT, The Korean Institute of Metals and Materials, “Understanding and use of aluminum application”, Seoul (2005) 272.
[7] Gabrielle Gaustada, B. Elsa Olivetti and Randolph Kirchainb, Resources Conservation and Recycling, “Improving aluminum recycling: A survey of sorting and impurity removal technologies”, 58 (2012) 79-87.
[8] A. R. Khoei, I. Masters, and D. T. Gethin, J., Materials Processing Technology, “Design optimisation of aluminium recycling processes using Taguchi technique”, 127 (2002) 96- 106.
[9] J. L. Jorstad, Wayne and D. L. Zalensas, American Foundrymen's Society Inc, “Aluminum Casting Technology 2nd Edi”, (1997) 21-26.
[10] M. Jaradeh and T. Carberg, Light metal, “Method Developed for Quantitative Assessment of Inclusions in Aluminum Billets”, (2007) 679-684.
[11] T. H. Nguyen and R. T. Foley, J. Electrochem. Soc., “The chemical nature of aluminium corrosion, III. The dissolution mechanism of aluminium oxide and aluminium powder in
various electrolytes.”, 127 (1980) 2563-2566.
[12] Kim HJ, J. Korea Foundry Society, “Quantitative Evaluation of Solidification Crack Strength of AC2B Aluminum Casting Alloy”, 34 (2014) 136-142.
[13] D. Dispinar and J. Campbell, International Journal of Cast Metals Research, “Critical assessment of reduced pressure test. Part I: porosity phenomena”, 17 (2004) 280-286.
[14] D. Dispinar and J. Campbell, International Journal of Cast Metals Research, “Critical assessment of reduced pressure test. Part II: quantification”, 17 (2004) 287-294.
[15] D. Dispinar and J. Campbell, Foundry Trade Journal, “Metal quality studies in secondary remelting of aluminium”, 178.
3612 (2004) 78-81.
[16] Merton C. Flemings, Solidification Processing, McGraw-Hill Book, (1974) 247-8.
[17] Kim HJ, J. Korea Foundry Society, “Effect of Mold Preheat Temperature on Solidification Crack Strength of AC2B Aluminum Alloy”, 34 (2014) 162-169.
[18] H. G. Fjr and A. Mo, Metall. Meter. Trans. B, “A mathematical model for thermal stresses in direct chill casting of Aluminium billets”, 21B (1990) 1049-1061.
[19] B. Magnin, L. Katgerman and B. Hannart, Proc. 7th Conf.
Modelling of Casting, Welding and advanced solidification processes, VII, Edit by X. M. Cross and J. Campbell, “Physical and numerical modelling of thermal stress generation during DC casting of Aluminum alloys”, Warrendale, PA, USA (1995) 303-310.
[20] D. J. Lahaie and M. Bouchard, Metall. Meter. Trans. B,
“Physical modeling of the deformation mechanisms of semisolid bodies and a mechanical criterion for hot tearing”, 32B (2001) 697-705.
[21] N. N. Prokhorov, Russian Castings Production, “Re nement in the hot tearing of cast Al-Cu alloy”, 2 (1962) 172-175.
[22] M. Rappaz, J. M. Drezet and M. Gremaud, Metall. Meter.
Trans. A, “A new hot-tearing criterion”, 30A (1999) 449-455.
[23] D. G. Eskin and L. Katgerman, Metall. Meter. Trans. A, “A quest for a new hot-tearing criterion”, 38A (2007) 1511-1519.
[24] A. K. Dahle, S. Instone and T. Sumitomo, Metallurgical and Materials Transaction A, “Relationship between Tensile and Shear Strengths of the Mushy Zone in Solidifiying Aluminum Alloys”, 34A (2003) 105-113.
[25] G. B. Eisaabadi, P. Davami, Kim SK and N. Varahram, Materials Science and Engineering A, “Effects of hydrogen and oxides on tensile properties of Al-Si-Mg cast alloys”, 552 (2012) 36-47.
[26] Kim KB, Seok HK, Kim YS, Yoon JC, Lee DY, Chunga CR and Hana DS, Journal of Ceramic Processing Research,
“Optimization of melt treatment for in-house recycling of Al alloy scrap”, 7 (2006) 266-270.