제38권 제6호 (2018. 12) 한국주조공학회지
−
121−
재활용 스크랩 함유 Al-Si-Cu계 합금의 주조특성에 미치는 결정립 미세화제와 공정 Si 개량화제의 영향
성동현†·김헌주 *
부경대학교 산업대학원 금속공학과, *부경대학교 공과대학 금속공학과
Effect of Grain Refiner and Eutectic Si Modifier on Casting Properties of Al-Si-Cu Alloy System Containing Recycled Scrap
Dong-Hyun Sung† and Heon-Joo Kim*
Department of Metallurgical Eng, Pukyong National Univ. Graduate School of Industry, Busan 48547, Republic of Korea
*Department of Metallurgical Eng, Pukyong National Univ., Busan 48547, Republic of Korea
Abstract
The effect of additives on the castability of the AC2BS aluminum alloy, which contains 35% recycled scrap, was investigated.
For the wide utilization of the recycled scrap AC2BS aluminum alloy, the research results were compared to those with the AC2B virgin alloy, which is typical Al-Si-Cu alloy system. It was confirmed that the addition of Al-5%Ti-1%B increased the α-Al nucle- ation temperature during solidification and decreased the grain size through cooling curve and microstructural observations of the recycled alloy. It was also found that an addition of Al-10%Sr decreased the eutectic Si growth temperature during the solidification process and modified the shape of the eutectic Si of the recycled alloy. The characteristics of fluidity, shrinkage and solidification crack strength were evaluated. For the AC2BS aluminum alloy containing 35% recycled scrap, both α-Al grain refinement due to Ti-B and eutectic Si modifications due to Sr contributed to the improvement of the fluidity. The macro- shrinkage ratio increased with additions of both Al-10%Sr and Al-5%Ti-1%B and the micro-shrinkage ratio increased with the addition of Al-10%Sr but decreased with the addition of Al-5%Ti-1%B. The casting characteristics of TiB and Sr-treated AC2BS aluminum alloy containing 35% recycled scrap are similar to those of AC2B virgin alloy. The improvement of the solidification crack strength of the AC2BS aluminum alloy was possible by the reduction of the grain boundary the stress concentration through the enhancement by both •·-Al refinement and eutectic Si modification. More extensive use of the AC2BS aluminum alloy containing 35% recycled scrap can be expected in the future.
Key words: Grain refinement, Eutectic Si modification, Casting properties, AC2BS alloy
1. 서 론
이산화탄소 배출로 인한 지구온난화와 제한된 에너지 자원 의 고갈에 대한 관심이 고조되면서 이에 대한 대책을 마련하 기 위하여 노력하고 있다. 일반적으로 차체 중량을 10% 감 소시키면 8~10%의 연비를 향상시키는 효과가 있다고 알려져 있다. 알루미늄 합금은 대표적인 경량소재로 자동차용 주요
소재로 비중이 높으며, 차체의 중량을 줄이기 위해서 사용되 는 대표적인 경량 합금으로, 전기자동차 산업에서도 중요한 차체 재료로 비중이 높아질 것으로 기대된다. 자동차 업계에 서는 기존에 사용하던 강재 부품을 경량화 소재로 대체하여 환경 보호와 자원 절약을 위한 연구를 지속적으로 이행하고 있다[1,2].
알루미늄 주조 합금 중 AC2B합금은 주조성과 기계적 성
Received: Nov. 16, 2018 ; Revised: Dec. 6, 2018 ; Accepted: Dec. 21, 2018
†
Corresponding author: Heon-Joo Kim (Pukyong Nat'l Univ.) Tel: +82-51-629-6347, Fax: +82-51-629-6339
E-mail: [email protected]
Journal of Korea Foundry Society 2018. Vol. 38 No. 6, pp. 121~131 http://dx.doi.org/10.7777/jkfs.2018.38.6.121 pISSN 1598-706X / eISSN 2288-8381
© Korea Foundry Society, All rights reserved.
This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creative-
commons.org/licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the
original work is properly cited.
질이 우수하여, 자동차 핵심 부품 중 실린더 헤드를 제조하 는데 사용되는 소재이다. 경량화 핵심 소재인 알루미늄의 스 크랩 활용도를 재고할 수 있으면 자원 재활용과 에너지 절감 으로 인한 환경보호 효과를 배가 할 수 있다. 알루미늄 스크 랩을 이용한 자원 재활용은 원광석을 이용하는 경우에 비하 여 약 5%의 에너지만을 필요로 한다. 알루미늄 주조 제품의 경우, 알루미늄 잉고트 원자재가 최종 주조 제품 가격의 60- 70%를 차지하기 때문에 자원 재활용은 가격 경쟁력 면에서 도 큰 영향을 미친다[3,4]. 그러나 재활용 스크랩이 첨가된 합금의 경우 산화피막의 혼입과 Fe 함량의 증가로 다량으로 형성되는 침상의 철 화합물에 의해 합금의 주조성과 기계적 특성에 악영향을 끼치는 것으로 알려져 있다[5,6]. 스크랩이 첨가된 해당 주조합금의 활용 가능성을 평가하기 위해서 실 질적인 연구범위로 합금의 미세조직에 대한 검토와 함께 주 조특성 평가의 주요항목인 유동성, 수축성 및 응고균열에 대 한 평가가 필요한 것으로 판단된다.
본 실험에서는 AC2BS합금의 열간균열강도 및 인장특성에 미치는 스크랩 함량의 영향의 연구결과[4]를 바탕으로 무처리 AC2B합금의 특성과 비교 가능한 최대 스크랩 함량인 35%
인 AC2BS합금의 주조특성 영향을 AC2B 버진합금(virgin alloy)와 비교평가 하였다. 또한, 공정Si조직 개량화제 Al- 10%Sr (이하 Sr첨가로 칭함)와 α 결정립 미세화제 Al- 5%Ti-1%B (이하 TiB첨가로 칭함)을 첨가하여 나타나는 미 세조직의 변화가 스크랩이 첨가된 합금의 주조특성에 미치는 영향을 조사하였다. 이를 통해 버진합금과 특성을 비교하여 알루미늄 주조 산업계에 실무적인 자료제공과 AC2B합금을 대상으로 스크랩 사용 가능성 제시를 연구목적으로 하였다.
2. 실험 방법 2.1 시료 제작
본 연구에서는 Al-Si-Cu계 합금으로 대표적인 AC2B계 합 금이며, 사용된 재료는 스크랩이 함유되지 않은 AC2B합금과 35% 스크랩을 함유한 AC2BS합금이다. AC2BS합금에서 미 량 첨가원소의 영향을 평가하기 위해 무첨가 조건, Al- 10%Sr 모합금 0.05wt% 첨가조건과 Al-10%Sr 모합금 0.05 wt%와 α 결정립 미세화제 Al-5%Ti-1%B 모합금 0.1wt%를 연속첨가한 3종류의 시료를 각각 제작하였다. 스크랩이 함유 되지 않은 AC2B합금과 TiB 미세화제와 Sr 개량화제가 연 속첨가된 AC2BS합금의 조성을 분광분석기(spark emission) 를 사용해 분석하여 결과를 Table 1에 나타내었다. 시료제작
은 흑연 도가니에 잉고트를 장입 후 730oC에서 용해하였으 며, 합금의 용해 조건 및 용탕처리조건은 Table 2에 나타내 었다.
용해 후 용탕청정도를 높이기 위해 Ar 가스로 G.B.F (Gas Bubbling Filtration) 처리를 15분 동안 실시하였으며, 탈가스 후 가스 및 개재물의 부상을 위해 10분간 용탕진정 후 감압응고장치를 이용하여 D.I (Density Index)법[7]을 통 해 용탕 내의 가스농도를 측정하였으며, D.I값 0.1이하의 용 탕으로 실험을 진행하였다.
2.2 열분석 및 미세조직 관찰
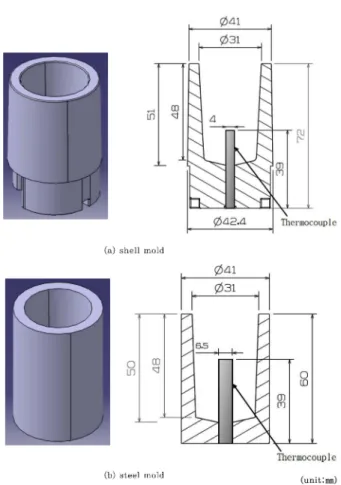
AC2BS합금의 용탕을 사형과 금형에 주입하고 각 몰드에 설치된 0.3 mm의 K-type 크로멜-아루멜(Chromel-Alumel) 열 전대를 사용하여 열분석 실험을 행하였다.
첨가제의 영향을 비교하기 위해서 공정Si조직 개량화제인 Sr과 α 결정립 미세화제 TiB를 첨가하였으며, 용탕주입온도 는 710oC로 설정하고 사형은 상온, 금형 200oC로 각각 예 열온도를 설정하였다.
Fig. 1에 열분석 실험에 대한 모식도이며, 결정립 미세화제 와 공정조직 개량화제 첨가에 따른 냉각곡선으로 초정 α-Al 정출온도 및 공정Si 성장온도를 측정하였다. 초정 α-Al 정출 시 응고잠열 방출에 의해 측정된 열분석곡선의 기울기 변화 가 발생하므로, 이 곡선을 시간에 대해 미분한 곡선의 변곡 점을 확인하여 초정 α-Al 정출온도로 결정하였다. 공정Si 성 장온도도 초정상 정출후 공정Si상이 응고될 때 잠열방출에 의해 열분석곡선의 기울기 변화가 발생하므로, 상기와 동일한
Table 1.
Chemical composition of AC2B and AC2BS alloy (wt.%).Si Cu Fe Mn Mg Zn Ti Cr Ni Pb Sn Sr Al
AC2B 6.19 3.09 0.21 0.28 0.31 0.16 - 0.03 0.15 0.02 0.01 - bal.
AC2BS 6.18 3.66 0.47 0.23 0.35 0.18 0.04 0.02 0.15 0.03 0.01 0.04 bal.
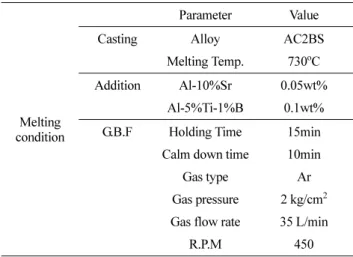
Table 2.
Conditions for melting and melt treatment.Melting condition
Parameter Value
Casting Alloy AC2BS
Melting Temp. 730oC
Addition Al-10%Sr 0.05wt%
Al-5%Ti-1%B 0.1wt%
G.B.F Holding Time 15min
Calm down time 10min
Gas type Ar
Gas pressure 2 kg/cm2 Gas flow rate 35 L/min
R.P.M 450
재활용 스크랩 함유 Al-Si-Cu계 합금의 주조특성에 미치는 결정립 미세화제와 공정Si 개량화제의 영향
−
123−
방법으로 변곡점을 공정Si 성장온도로 결정하였다.
미세조직 관찰의 경우 열분석 시료 hot-junction 인근 부 위를 광학현미경으로 관찰하였으며, SEM/EDS 분석을 통해 서 각 상을 분별하였다. 공정Si조직 개량화제의 효과는 공정 Si 형상의 aspect ratio를 측정하여 평가하였으며, α 결정립 크기 측정은 전해부식 방법으로 증류수, 질산(HNO3), 불화수 소산(HF)을 92:6:2 비율로 제조한 부식액에 전해부식장치 (buehler사 electromet4)를 사용하여 20 V 전압으로 약 40 ± 10초 동안 부식시켰다. α 결정립 크기는 주조조직에서 관찰 되는 많은 편차를 감안하여 측정결과값의 신뢰성을 고려해 덴드라이트 결정립면적을 측정한 평균 α 결정립 면적(mm2) 으로 평가하였다.
2.3 주조성 평가
AC2BS합금에 무첨가, Sr 첨가와 (Ti-B)와 Sr을 연속첨가 한 시료를 제작하여 미량원소 첨가에 따른 AC2BS합금의 주 조특성을 평가하였다.
2.3.1 유동성 평가
유동성은 액상의 금속이 응고로 인해 유동을 정지하기까지
의 충진성을 나타내는 척도[8]로 유동성이 좋지 않을 시 미 충진(mis-run) 결함을 유발하며 건전한 주조품 제조에 영향을 미친다. 따라서 유동성의 평가는 합금의 주조성을 평가하는데 반드시 이행되어야 하는 평가로 알려져 있다.
유동성 평가를 위해 사용한 금형을 Fig. 2에 나타내었다.
유동성 평가의 신뢰성을 확보하기 위하여 먼저 수평계를 사 용하여 금형설치면 바닥을 수평으로 유지하였으며, 일정온도 와 일정한 양의 용탕을 정해진 높이에서 동일한 주입시간 5
Fig. 1.
Schematic drawing of thermal analysis test mold.Fig. 2.
Schematic drawing of fluidity test mold.Fig. 3.
Schematic drawing of (a) Shrinkage test mold and (b) Method for shrinkage measurement.초로 주입되어 용탕이 항상 일정한 운동에너지로 주입되도록 조치하였다. 금형 예열온도 150oC, 용탕주입온도 710oC로 중 력주조를 행하였다. 홈의 크기가 6 mm, 5 mm, 4 mm, 3 mm, 2 mm이고, 길이가 200 mm인 각기 다른 5개의 홈에 충진된 길이를 합산하여 유동성을 정량적으로 비교 평가하였다. 실험 결과의 신뢰성 확인을 위해 정량적으로 측정된 유동길이가 5%이내의 오차값으로 3회 이상 확인된 자료를 실험결과로 사용하였다.
2.3.2 수축성 평가
수축성 평가는 tatur test로 행하였으며, Fig. 3(a)에 모식 도를 나타내었다. 금형 예열온도 150oC, 용탕주입온도 710oC 로 하여 중력주조를 실행하였다.
수축성 평가는 조대수축(macro shrinkage)과 미세수축 (micro shrinkage)으로 나누어 측정하였으며, 측정방법은 Fig.
3(b)에 나타내었다. 조대수축은 몰드내 시료의 원래 형상과 치수에서 응고후 가시적으로 확인 가능한 부분의 변화된 수 축량을 평가하는 것으로, 실험방법적으로는 응고 후 수축된 시료 부위에 충진시킨 물의 체적과 원래 몰드 공극부의 체적 비를 구하여 측정한다. 미세수축은 응고시 시료내부에 형성된
미세기공의 체적비를 평가하는 것으로, 실험에 사용된 합금 조성의 이론밀도와 수중치환법으로 측정한 시료의 실제밀도를 비교 평가한다.
2.3.3 응고균열강도 평가
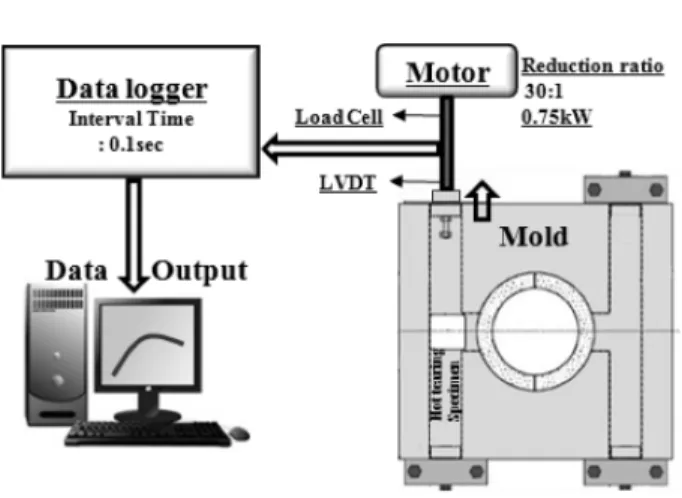
응고균열강도는 응고 시 수축응력과 구속력의 크기 의해서 발생되며, 정성적인 경향을 평가하는 기존의 실험방법에 비교 하여 정량적인 응고균열강도를 평가하기 위해 참고문헌[9]의 연구에서 사용한 장치를 사용하여 응고균열강도를 정량적으로 평가하였다. 실험 장치는 Fig. 4에 도식화하고, 측정을 위한 실험조건은 Table 3에 나타내었다. 본 장치는 용탕의 응고중 수축력 발생과 외부 금형 등에 의한 구속력에 의해 응고중 용탕에 가해지는 응력을 정량적으로 재현해 응고균열강도를 평가하기위해 설계된 장치이다. 실험 장치의 자료획득장치 (Data logger)에 연결된 로드셀의 용량은 500 kgf까지의 하중 측정이 가능하며, 시험편에 인장력을 가하기 위해 볼트와 연 결하였다. 사용된 변위측정기(LVDT)는 0~25 mm까지의 변위 측정범위를 가진다.
금형 예열온도 150oC, 용탕주입온도 710oC로 하여 주입시 간 4초로 중력주조를 행하였다. 로드셀과 변위측정기로 측정 되는 하중과 변형량은 자료획득장치를 통해서 모니터로 출력 이 되며 이를 통해 얻을 수 있는 응력-변형률 그래프로 첨 가원소에 따른 응고균열강도를 비교 평가하였다.
3. 실험 결과 및 고찰
3.1 열분석 및 미세조직 관찰
35% 스크랩을 함유된 무첨가제 조건의 AC2BS합금에 공 정Si 개량화제 Sr첨가 그리고 공정Si 개량화제와 α 결정립 미세화제 TiB를 연속 첨가 시료의 초정α 핵생성온도와 공정 Si 성장온도를 측정하기 위한 열분석 곡선을 Fig. 5에 나타 내었다. 각 시료 조건의 열분석 곡선에서 검출된 초정α 핵생 성온도와 공정Si 성장온도를 Fig. 5의 곡선에 화살표(→)로 표시하였으며, Table 4에 해당 온도를 각각 나타내었다. 금형 과 사형에 주입된 용탕의 응고구간 냉각속도는 각각 3.4oC/
sec, 0.3oC/sec이었다.
쉘주형에 35% 스크랩을 함유된 무첨가제 조건의 합금을 주입한 후 측정된 초정α 핵생성온도는 606.4oC였으며, TiB 를 첨가한 경우는 610.7oC로 4.3oC 상승하였으며, 공정Si 성 장온도는 558.4oC로 측정되었다. 이 합금에 Sr을 첨가한 경 우 공정Si 성장온도는 545.2oC로 무첨가 합금보다 13.2oC 하락한 결과를 얻었다.
금형주형에 35% 스크랩을 함유된 무첨가제 조건의 합금주 입을 주입한 후 측정된 초정α 핵생성온도는 601.7oC였으며, TiB를 첨가한 경우는 603.7oC로 2.0oC 상승하였으며, 공정Si 성장온도는 550.9oC로 측정되었다. 이 합금에 Sr을 첨가한 경우 공정Si 성장온도는 531.1oC로 무첨가 합금보다 19.8oC
Fig. 4.
Schematic drawing of solidification-cracking test equipment.Table 3.
Experiment conditions for solidification-cracking test.Hot-tearing test condition
Parameter value
Casting Alloy AC2BS
Pouring Temp. 710oC Pouring time 4.0sec Holding time 5.0sec
Mold Material SKD61
Mold Temp. 150oC Displacement rate 60 mm/min
※Holding time = Load starting time - Pouring completion time
재활용 스크랩 함유 Al-Si-Cu계 합금의 주조특성에 미치는 결정립 미세화제와 공정Si 개량화제의 영향
−
125−
낮게 측정되었다.
금형주조 시료에서 측정된 초정α 핵생성온도와 공정Si 성 장온도는 빠른 냉각속도와 큰 과랭의 영향으로 쉘주조 시료 의 초정α 핵생성 온도와 공정Si 성장온도보다 낮으며 이에 따라 α-Al 결정립과 공정Si 조직이 미세한 형상을 나타낼 것으로 추정된다.
α 결정립 미세화제를 첨가시 초정α 핵생성 온도가 상승한 이유는 불균질 핵생성제인 Al-5%Ti-1%B의 미용해된 TiB2
입자가 미첨가 시료보다 높은 온도에서 용탕내 α 핵생성제 역할을 하고, 입자 주위에서 형성된 TiAl3가 용탕과 포정반 응을 일으키며 초정 α-Al상을 형성하기 때문에 초정α 핵생 성 온도가 증가된 것으로 사료된다[10].
공정Si 개량화제를 첨가 시 공정Si 성장온도가 하락한 이 유는 Sr이 공정Si 성장을 방해하기 때문이다. 즉, 공정이 성 장하는데 더 큰 과냉이 필요하기 때문에 공정 성장온도가 하 락된 것으로 사료된다[11].
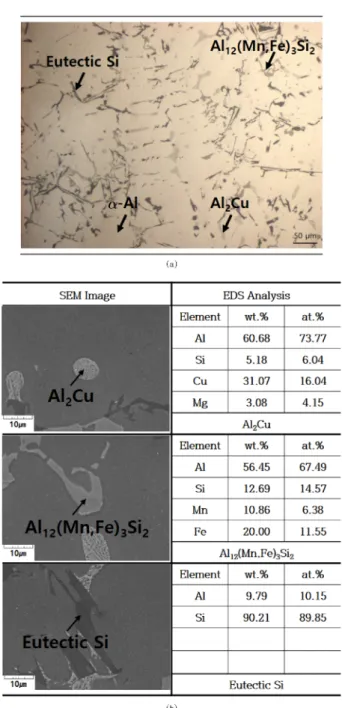
미세조직 관찰은 금형 주조된 시료를 광학현미경과 SEM/
EDS로 분석하였다. 35% 스크랩을 함유된 무첨가제 조건의 시료에서는 초정 α-Al, Si공정이 주된 상으로 관찰되었으며, Al2Cu과 Al12(Mn,Fe)3Si2이 부분적으로 관찰되었다. Fig.
6(a)에 광학현미경 조직을 나타내었고, Fig. 6(b)에는 SEM/
EDS를 통해서 관찰된 상에 대한 분석결과를 나타내었다.
Fig. 7은 공정Si 개량화와, α 결정립 미세화 첨가에 따른 조직 변화를 나타낸 것이다. TiB를 첨가했을 때, 초정 α-Al 상이 미세해진 것을 Fig. 7(a)에서 확인 할 수 있고, 공정Si 개량화제를 첨가했을 때, 공정Si상이 침상에서 섬유상으로 변 화한 것을 Fig. 7(b)에서 확인할 수 있다.
Table 5는 결정립 미세화 정도를 확인하기 위한 α-Al입자 크기의 측정값과 공정Si 개량화 정도를 확인하기 위해 aspect ratio를 나타내었다. α-Al입자크기의 경우, 35% 스크 랩을 함유된 무첨가제 조건에서는 4.5 mm2, TiB가 첨가된 금형시료의 경우 0.6 mm2, TiB가 첨가된 사형시료의 경우 1.7 mm2로 감소되어 초정 α 결정이 미세화된 것을 확인 할 수 있다. α 결정립 미세화 효과가 금형에서 큰 이유는 냉각
Fig. 5.
Change of cooling curve with addition of Ti-B and Sr additives.속도가 더욱 빨라 나타난 결과로 사료된다.
공정Si의 aspect ratio의 경우, 35% 스크랩을 함유된 무첨 가제 조건의 금형시료에서 12.2, Sr이 첨가된 금형시료의 경 우 4.6, Sr이 첨가된 사형시료의 경우 5.9로 측정되어 공정 Si이 개량화 되었음을 알 수 있다. 공정Si 개량화가 금형에서 큰 효과를 보이는 것 또한 금형에서 냉각속도가 더욱 빨라 나타난 결과로 사료된다.
3.2 주조성 평가 3.2.1 유동성 평가
합금의 유동성은 주물 제조에 직접적인 영향을 미치는 중 요한 주조특성 중 하나로 금형의 예열 온도, 용탕의 주입 온 도, 주입 속도, 합금조성 등 여러 인자들의 영향을 받는다.
일반적으로 응고 범위가 넓을수록 유동성에 악영향을 미치 는 반면, 응고 범위가 좁으면 유동성이 좋아지는 반비례관계 를 나타내어[12], 응고 범위가 좁은 순수한 금속의 경우 smooth wall type 또는 스킨형(skin type) 응고로 용탕이 금 형의 벽면에서부터 안쪽으로 응고가 진행되며, 응고가 진행됨 에 따라 용탕의 유동 통로가 막힐 때까지 유동이 진행된다.
하지만 합금의 경우 응고 범위가 넓으며 머쉬형(mushy type) 응고가 진행되면서 용탕 선단에서 형성한 등축정의 초정 α-Al이 성장하여 수지상들의 간격에 의해 복잡한 network를 형성하게 되며 유동에 영향을 미치고 임계 고상률에 도달하
게 되면 유동이 멈춘다. 이 network를 dendrite coherency 라고 부르며, 액상의 원활한 충진을 방해하여 유동성에 악영 향을 미치게 되고, 이로 인해 스킨형 응고보다 유동성이 감 소하게 된다[8,13-15].
Fig. 8은 유동성 실험 시편이며, Fig. 9는 실험결과를 그 래프로 나타낸 것이다. 스크랩이 함유되지 않은 AC2B합금의 경우 유동성 평가 금형에서 충진된 총 길이가 629 mm로 나 타났고, 스크랩35% 함유된 무첨가제 조건인 합금의 경우
Fig. 6.
Microstructure (a) and SEM/EDS results (b) of AC2BSalloys.
Table 4.
Comparison of primary nucleation temperature and eutectic nucleation temperature with addition of TiB and Sr additives.(a) Shell mold specimen
Primary α nucleation temperature
Additive No addition Sr treatment TiB-Sr treatment Nucleation
Temp.(oC) 606.4 606.4 610.7
Eutectic Si Growth temperature
Additive No addition Sr treatment TiB-Sr treatment Growth
Temp.(oC) 558.4 545.2 545.8
(b) Steel mold specimen
Primary α nucleation temperature
Additive No addition Sr treatment TiB-Sr treatment Nucleation
Temp.(oC) 601.7 600.5 603.7
Eutectic Si Growth temperature
Additive No addition Sr treatment TiB-Sr treatment Growth
Temp.(oC) 550.9 531.1 537.5
재활용 스크랩 함유 Al-Si-Cu계 합금의 주조특성에 미치는 결정립 미세화제와 공정Si 개량화제의 영향
−
127−
571 mm, Sr모합금 0.05%를 첨가한 경우 598 mm, Sr과 TiB모합금을 각각 0.05%와 0.1%연속 첨가한 경우에는 693 mm로 스크랩이 함유되었지만 α 결정립 미세화제 첨가에
의해서 유동성이 가장 우수하게 나타났다.
Al-10%Sr을 첨가한 경우에 유동성이 증가하는 이유는 Sr 첨가로 SrAlSi 화합물이 형성되며 이 발열반응에 의한 유동
Fig. 7.
Effect of additive addition on the microstructure of AC2BS alloy.Table 5.
Comparison of α grain size and aspect ratio of eutectic Si.additive No addition Sr treatment TiB-Sr treatment
Steel mold Shell mold Steel mold Shell mold Steel mold Shell mold
Grain size (mm2) 4.5 - - - 0.6 1.7
Aspect ratio 12.2 13.7 4.6 5.9 - -
성 증가[16]와 Sr첨가로 인한 용탕의 표면장력 감소[17]로 이론적으로 설명된다.
Al-10%Sr과 Al-5%Ti-1%B을 연속 첨가한 경우에 유동성 이 가장 우수하였다. 이는 머쉬형 응고를 하는 합금에 α 결 정립미세화와 공정Si 개량화제의 연속첨가를 통해서 초정 α-Al 의 크기가 감소하고 등축정의 α-Al의 형상이 되어 용탕의 유 동이 향상되었다. 또한 머쉬형으로 응고하는 합금의 α 결정립 미세화는 수지상의 형태를 미세하게 바꿔 dendrite coherency 시점을 늦출 수 있어 유동성을 증가시킨다고 한다[13].
3.2.2 수축성 평가
용융합금의 수축으로 인한 결함은 주조에서 일어나는 가장 일반적인 결함으로 수축결함의 크기 및 분포에 따라 주물의
기계적 특성에 영향을 미치며, 응고가 진행될 때 용탕의 보 급이 원활하게 이루어지지 못하여 발생한다[15,18].
순금속 혹은 공정합금의 경우에 고·액공존 온도범위가 작 아 자유표면에서부터 발생하는 파이프(pipe) 형상의 조대수축 이 잘 형성되는 반면, 고·액공존 온도범위가 넓을 시 주물 내부에서 용탕의 보급이 원활하지 않아 미세한 기공 형태로 미세수축이 형성된다.
Fig. 10은 수축성 실험 시편이며, Fig. 11은 수축성 실험 결과를 첨가제에 따라 조대수축, 미세수축과 전체수축의 비율 로 나타내었다. 스크랩이 함유되지 않은 무첨가제 조건의 AC2B합금 경우 전체 수축량이 5.11%이며, 스크랩35% 함유 된 무첨가제 조건인 합금의 경우 5.10%로 스크랩이 함유되 지 않은 AC2B합금과 비슷한 결과가 나타났으며, Sr을 첨가 한 경우 5.25%, Sr과 TiB를 연속첨가한 경우에는 5.57%로 가장 큰 수축량을 나타내었다.
조대수축의 경우, 스크랩 35% 함유된 무첨가제 조건인 합 금의 경우에 비해서 Sr을 첨가한 경우 큰 차이가 없었으나, Sr과 TiB를 연속첨가한 경우 가장 높은 값을 나타내었다. 이 러한 이유는 α 결정립 미세화 효과로 인하여 용탕보급이 가 장 용이하여 응고 지연부인 압탕 혹은 주입구 주위의 주조품 표면이 대기압력에 견디지 못해 표면에서 함몰이 발생한 결 과로 사료된다[19].
Fig. 8.
Results of fluidity test with addition of scrap, Sr and TiB-Sr additives.Fig. 9.
Results of fluidity length with addition of scrap, Sr and TiB- Sr additives.Fig. 10.
Sectional views of shrinkage test specimens.Fig. 11.
Results of shrinkage measurement with addition of scrap, Sr and TiB-Sr additives.재활용 스크랩 함유 Al-Si-Cu계 합금의 주조특성에 미치는 결정립 미세화제와 공정Si 개량화제의 영향
−
129−
미세수축은 Sr을 첨가한 경우 가장 큰 수축량을 나타내었 으며, 이는 Sr의 첨가로 인하여 용탕의 표면장력이 감소하여 수축기공의 핵생성이 쉬워지고, Sr의 높은 산소친화성에 의해 생성된 기공에 기인한 것으로 설명된다[20,21]. Sr과 TiB를 연속첨가한 경우 미세수축이 최소값을 나타내는데, 이는 결정 립 미세화의 효과로 인하여 용탕의 보급이 원활하기 때문인 것으로 사료된다[22].
3.2.3 응고균열강도 평가
주조품의 응고균열은 주조용 합금에 요구되는 주요한 특성 으로[23] 고상율이 85~95% 이상의 응고 후반부의 결정입계 에서 일어나는 것으로 일반적으로 알려져 있다. 응고균열 강 도는 특히 복잡한 형상의 금형주조 제품과 고압금형주조법 (HPDC) 제조시에는 반드시 검토해야 하는 사항으로, 응고과 정에서 형성된 고상의 결정립 크기, 분포, 형상, 용탕의 온도, 금형의 예열온도, 합금의 응고거동 및 조성 등의 인자들에 의해 영향을 받는 것으로 설명되고 있다[24,25].
응고 수축 및 열 수축은 머쉬영역에서 형성된 고상결정입 계에 응력이 가해지면서 쉽게 응고균열이 일어나는 조건을 형성하며, 합금의 고상과 액상의 공존구간이 길다면 응력을 받는 시간이 길어 응고균열이 촉진된다. 또한 용탕의 표면장 력이 적으면 액상이 먼저 응고된 결정립의 계면으로 분포하
기 쉬우며 이를 통해 결정입계를 약화시키고 응고균열을 촉 진시킬 수 있다[23].
응고균열을 완화시키기 위해 결정립 미세화 방법이 있으며, 주상정을 등축상으로 변화시키고 등축결정의 크기를 감소시켜
Fig. 12.
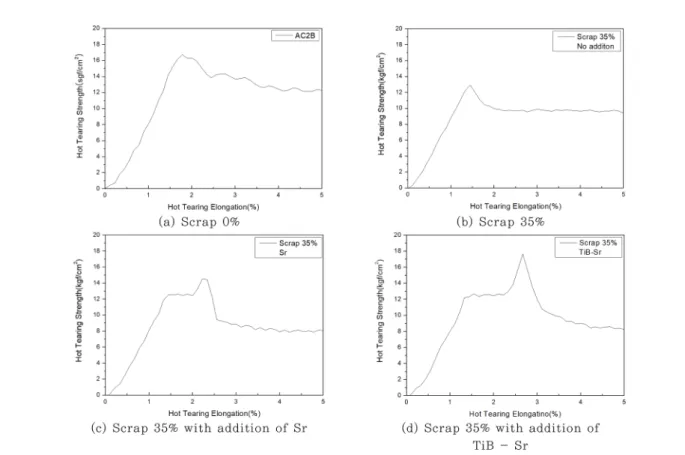
Results of hot tearing strength-elongation curves with addition of scrap, Sr and TiB-Sr additives.Fig. 13.
Results of solidification crack strength with addition of scrap, Sr and TiB-Sr additives.응력분산을 유도한다. 또한 머쉬영역에서 고상결정입계로 액 상이 집중 분포하는 것을 감소시켜 응고균열강도를 증가 시 킨다고 한다[26,27].
응고균열의 발생시점을 정의하는 학설은 임계 변형율이론 [28], 임계 응력 이론[29], 임계 변형속도 이론[30] 중 본 연 구에서는 임계 응력 이론에 근거하여 응력-변형률 곡선의 최 대 하중 도달시점을 응고균열 발생시점으로 판단하였다.
Fig. 12은 AC2B합금[4]과 첨가제에 따른 AC2BS합금의 응력-변형률 그래프를, Fig. 13은 응고균열강도를 비교하여 나타낸 것이다. 스크랩이 함유되지 않은 무첨가제 조건인 AC2B합금의 응고균열강도는 16.4 kgf/cm2, 스크랩35% 함유 된 무첨가제 조건인 합금의 응고균열강도는 12.4 kgf/cm2, 스 크랩35% 함유된 합금에 Al-10%Sr을 첨가한 경우 14.5 kgf/
cm2로 응고균열강도값이 감소하였다. Al-10%Sr과 Al-5%Ti- 1%B을 연속 첨가한 경우 응고균열강도는 17.1 kgf/cm2로 스 크랩이 함유되었지만 α 결정립 미세화제 첨가에 의해서 응고 균열강도값이 증가하여 스크랩이 함유되지 않은 AC2B보다 다소 높은 값을 나타내었다. Sr과 TiB를 연속첨가한 경우에 가장 좋은 응고균열강도가 나타난 것은 α 결정립 미세화 효 과로 인하여 결정립계의 면적이 크게 증가하여 하중을 분산 시키는 효과가 나타나고, 제한적이지만 Sr첨가로 인하여 공정 Si 형상이 개량되어 응력집중이 완화되어 응고균열강도가 증 가한요인으로 판단된다.
재활용 스크랩 35%함유된 AC2BS 알루미늄 합금의 주조 특성을 AC2B 버진합금과 비교한 결과, 재활용 스크랩이 35%함유된 AC2BS 알루미늄 합금에서 유동성과 응고균열 강도가 낮은 값을 나타냈지만, Sr과 TiB를 연속첨가한 경우 AC2B 신지금 재료보다 높은 값을 나타내었다. 또한, 수축성 은 재활용 스크랩 첨가와 무관하게 AC2B 버진합금과 비슷 한 값을 나타내어 주조특성 측면에서 재활용 스크랩이 35%
함유된 AC2BS 알루미늄 합금 사용확대가 기대된다.
4. 결 론
재활용 스크랩을 35%함유한 주조용 AC2BS 알루미늄 합 금에 0.05% Sr과 0.1wt% (Ti-B)+0.05wt% Sr을 연속첨가 했을 때, 나타나는 주조특성을 AC2B 버진합금과 비교한 연 구결과는 다음과 같다.
1) Sr을 첨가하였을 때 공정Si 성장온도가 감소하였다. Sr 과 TiB를 연속적으로 첨가하였을 때 초정 α-Al 핵생성 온 도는 증가하였으며, 공정Si 성장온도는 감소하였다. 결정립크 기는 결정립 미세화제 무첨가 시료에서 4.5 mm2였으나, Al- 5%Ti-1%B을 첨가한 결과 α-Al의 크기가 감소하여 금형시료 조건에서 0.6 mm2, 사형시료 조건에서는 1.7 mm2로 감소하 였다.
2) 첨가제에 따른 AC2BS합금의 유동성을 평가한 결과, 35% 스크랩을 함유한 무첨가제 조건의 경우 571 mm, Sr을
첨가한 경우 598 mm, Sr과 TiB를 연속첨가한 경우 693 mm 로 나타났으며, Sr과 TiB를 연속적으로 첨가한 경우에 가장 유동성이 우수하였다.
3) 첨가제에 따른 AC2BS합금의 수축성을 평가한 결과, Sr을 첨가한 경우 조대수축은 큰 변화가 없었고 미세수축은 증가하였다. Sr과 TiB를 연속 첨가한 경우 조대수축은 증가 하였고 미세수축은 감소하였다.
4) 첨가제에 따른 AC2BS합금의 응고균열 강도를 평가한 결과, Sr을 첨가한 경우와 Sr과 TiB를 연속적으로 첨가한 경우 모두 응고균열 강도가 증가하였으며, 공정Si 개량화와 α 결정립 미세화 모두 응고균열 강도 향상에 기여하였다.
References
[1] I.N. Fridlyander, V.G. Sister, O.E. Grushko, V.V. Berstenev, L.M. Sheveleva and L.A. Ivanova, Metal Science and Heat Treatment, “Aluminum alloys promising materials in the automotive industry”, 44 (2002) 365-370.
[2] W.S. Miller, L. Zhuang, J. Bottema, A. J. Wittebrood, P. De Smet, A. Haszler and A. Vieregge, Materials Science and Engineering: A, “Recent development in aluminium alloys for the automotive industry”, 280 (2000) 37-49.
[3] Samuel M., Journal of Materials Processing Technology, “A new technique for recycling aluminium scrap”, 135 (2003) 117-124.
[4] Kown YH and Kim HJ, J. Korea Foundry Society, “Effect of scrap content on the hot tearing property and tensile property of AC2BS alloy”, 36 (2016) 67-74.
[5] E. Rincon, H.F. Lopez, M.M. Cisneros and H. Mancha, Materials Science and Engineering: A, “Temperature effects on the tensile properties of cast and heat treated aluminum alloy A319”, 519 (2009) 128-140.
[6] Jung JG, Park JS, Ha YS, Lee YK, Jun JH,Kang HS and Lim JD, J. Kor. Inst. Met. & Mater., “The optimal solution treat- ment condition in a Al-Si-Cu AC2B alloy”, 47 (2009) 223- 227.
[7] J.L. Jorstad, Wayne and D.L. Zalensas, Aluminum Casting Technology 2nd Edition, American Foundrymen's Society Inc, IL (1997) 21-26.
[8] Cho JS, Kim JH, Sim WJ and Im HJ, J. Korea Foundry Society, “The influence of alloying elements on the fluidity of Al-Zn-Mg alloys”, 32 (2012) 127-132.
[9] Kim HJ, J. Korea Foundry Society, “Quantitative evaluation of solidification crack strength of AC2B aluminum casting alloy”, 34 (2014) 136-142.
[10] Mark Easton and David StJohn, Metallurgical and Materials Transactions A, “Grain refinement of aluminum alloys Part I.
the nucleant and solute paradigms—a review of the literature”, 30 (1999) 1613-1623.
[11] Nogita K., Yasuda H., Yoshida K., Uesugi K., Takeuchi A., Suzuki Y. and Dahle A. K., Scripta Materialia, “Determination of strontium segregation in modified hypoeutectic Al–Si alloy by micro x-ray fluorescence analysis”, 55 (2006) 787-790.
[12] Sabatino Marisa Di, Ph.D. Thesis, Norwegian University of Science and Technology, “Fluidity of aluminum foundry
재활용 스크랩 함유 Al-Si-Cu계 합금의 주조특성에 미치는 결정립 미세화제와 공정Si 개량화제의 영향
−
131−
alloys” (2005).
[13] Kown YD, Lee ZH and Kim KH, J. Korea Foundry Society,
“The effect of grain refinement on fluidity of Al-4.8%Cu- 0.6%Mn alloy”, 22 (2002) 109-113.
[14] Ravi K. R. Pillai R. M., Amaranathan K. R., Pai B. C. and Chakraborty M., Journal of Alloys and Compounds, “Fluidity of aluminum alloys and composites: A review”, 456 (2008) 201-210.
[15] Dahle A.K., Tonedel P.A., Paradies C.J. and Arnberg L.RG, Metallurgical and Materials Transactions A, “Effect of grain refinement on the fluidity of two commercial Al-Si foundry alloys”, 27A (1996) 2305-2313.
[16] Joo DH and Kim MH, J. Korea Foundry Society, “Modification of hypoeutectic Al-Si alloys by strontium”, 15 (1995) 209- 219.
[17] Kim MH and Lee JT, J. Korea Foundry Society, “The effects of Sc on the microstructure of hypoeutectic Al-Si alloys”, 24 (2004) 145-152.
[18] P.D. Lee, A. Chirazi and D. See, Journal of Light Metals,
“Modeling microporosity in Al-Si alloys: a review”, 1 (2001) 15-30.
[19] Kim HJ and Park SM, J. Korea Foundry Society, “Effect of Ti, B, Zr elements on grain refinement and castability of Al- 4wt%Mg-0.9wt%Si-0.3wt%Mn-0.15wt%Fe casting alloy”, 35 (2015) 120-127.
[20] D. Emadi, J.E. Gruzleski and J.M. Toguri, Metallurgical Transaction B, “The effect of Na and Sr modification on surface tension and volumetric shrinkage of A356 alloy and their infuence on porosity formation”, 24B (1993) 1055-1063.
[21] L. Liu, A. M. Samuel and F. H. Samuel, Journal of Materials Science, “Influence of oxides on porosity formation in Sr- treated Al-Si casting alloys”, 38 (2003) 1255-1267.
[22] M. Petric, J. Medved and P. Mrvar, METALURGIJA, “Effect of grain refinement and modification of eutectic phase on shrinkage of AlSi9Cu3 alloy”, 50 (2011) 127-131.
[23] Eskin D. G. and Katgerman L., Metallurgical and Materials Transactions A, “A quest for a new hot tearing criterion”, 38 (2007) 1511-1519.
[24] Kim HJ, J. Korea Foundry Society, “Quantitative evaluation of solidification crack strength of AC2B aluminum casting alloy”, 34 (2014) 136-142.
[25] Oh SH and Kim HJ, J. Korea Foundry Society, “Effect of minor additives on casting properties of AC4A aluminum casting alloys”, 37 (2017) 148-156.
[26] Y. Li, Q. L. Bai, J. C. Liu, H. X. Li, Q. Du, J. S. Zhang and L.
Z. Zhuang, Metallurgical and Materials Transactions A, “The influence of grain refinement and morphology on the hot tearing susceptibility, contraction, and load behaivors of AA7050 alloy inoculated with Al-5Ti-1B master alloy”, 47A (2016) 4024-4037.
[27] E.Easton, H.Wang, J.Grandfield, D.StJohn and E.Sweet, International Conference on Aluminium Alloys, “An analysis of the effect of grain refinement on the hot tearing of aluminum alloys”, 28 (2004) 224-229.
[28] Hallvard G. and Fjaer Asbjorn Mo, Metallurgical and Materials Transactions B, “A mathematical model for thermal stresses in direct chill casting of aluminum billets”, 21 (1990) 1049-1061.
[29] M. Rappaz, J. M. Drezet and M. Gremaud, Metallurgical and Materials Transactions A, “A new hot-tearing criterion”, 30A (1999) 449-455.
[30] Prokhorov N. N., Russian Casting Production, “Re nement in the hot tearing of cast Al-Cu alloy”, 2 (2001) 172-175.