Zr기 비정질 합금 다이캐스팅 주조품의 부식 특성에 미치는 블라스팅 처리의 영향
이병철·김성규 *·박봉규 *·배차헌 **·박흥일 *†
(주)퍼포먼스머티리얼코리아, *부경대학교 신소재시스템공학과, **(주)엠씨엠
The Effect of Blasting Treatment on the Corrosion Characteristics in the Zr-based Amorphous Alloy Die Castings
Byung-chul Lee, Sung-gyoo Kim*, Bong-gyu Park*, Cha-hurn Bae** and Heung-il Park*†
Performance Material Korea Co. Ltd., Pyeongtaek 451-833, Korea
*Department of Materials System Engineering, Pukyung National University, Busan 608-737, Korea
**Modern Casting and Metals. Co., Ltd, Busan 618-819, Korea
Abstract
A Zr-based amorphous alloy specimen was produced by vacuum die casting process. The salt spray test was carried out using the specimens in the as-cast, Al
2O
3and ZrO
2particle blasted state. Using these specimens, the SEM-EDX and XRD analyses, DSC measurement and bending strength test were conducted. After the salt spray test, the specimens were not experienced phase change and thermal characteristics of the alloys were remained unchanged. In the as-cast specimen, corrosion products were not observed.
However, in the Al
2O
3particle blasted specimen, pitting corrosion occurred and the detected corrosion products were ZrCl
2and NaZrO
3. Due to the salt spray test, bending strength of the Al
2O
3blasted specimens showed about 100 MPa lower strength than the other specimens. The bending fracture surface was vein pattern which was shown typically in the amorphous alloys.
Key words: Zr-based amorphous alloy, Diecasting, Blasting, Salt spray test, 3-point bending test
1. 서 론
최근 Zr기의 다성분계 합금이 높은 비정질 형성능을 가지고 있음이 밝혀짐에 따라 동합금 주형 캐스팅법과 같은 전통적인 주조기술을 이용하는 비정질 벌크 합금의 제조 가능성에 대한 많은 관심이 집중되고 있다[1,2]. 이 합금들은 실온에서 아주 높은 강도와 함께 낮은 탄성 계수와 뛰어난 내마모성 등의 기 계적 성질을 보유하고 있다[3].
Zr기 비정질 벌크 합금은 염소 이온을 포함하는 용액에서는 피팅 부식이 일어나지만, 할로겐화물이 없는 용액에서는 우수한 부식 저항성을 나타낸다[4-6]. 또한 Schroeder 등[7]은 Zr41.2
Ti13.8Cu12.5Ni10Be22.5비정질 벌크 합금이 0.5 M NaCl 용액에서
응력부식균열과 피로파괴에 대한 저항성이 낮다는 것을 보여 주었는데, 이 용액은 비정질 합금에 대해 대기 분위기나 환원 수에 비해 응력부식균열을 증가시키고, 피로균열의 성장속도도 3-5배 정도 증가시킨다.
현재의 Zr기 비정질 벌크 합금의 연구는 비정질 형성능 및 기계적 성질의 개선 그리고 부식 특성이 향상된 새로운 합금 조성 개발에 초점이 맞추어지고 있다. Zr-Cu-Ni-Al 합금의 연 구에서 Ti, Nb 또는 Pd의 첨가로 비정질 형성능이 상당히 향 상된다는 것이 알려졌다[8]. 또한 Zr-M-Cu-Ni-Al 합금에서 M 을 Ti, Nb 또는 Ta으로 치환하여 급속응고한 비정질 합금은 염산 용액에 장시간 침지한 후에도 부식 저항이 좋은 것이 발 견되었다[9]. 그리고 Be을 함유하지 않은 Ti기 합금계나 Nb를
Received: Jan. 7, 2014 ; Revised: Apr. 24, 2014 ; Accepted: Apr. 25, 2014
†Corresponding author: Heung-Il Park (Pukyung National Univ.) Tel: +82-51-629-6375, Fax: +82-51-629-6373
E-mail: [email protected]
Journal of Korea Foundry Society 2014. Vol. 34 No. 2, pp. 060~066 http://dx.doi.org/10.7777/jkfs.2014.34.2.060 pISSN 1598-706X / eISSN 2288-8381
© Korea Foundry Society, All rights reserved.
This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creative-
commons.org/licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the
original work is properly cited.
함유한 Zr기 합금계에서 비정질 형성능이 우수하며, 간단한 공 정으로 비정질 벌크 합금을 제조할 수 있다고 보고되었다 [10,11].
다이캐스팅법으로 정밀하게 주조되는 비정질 합금 주조품 역 시 주입구와 게이트를 절단하고 그라인딩과 블라스팅하여 마무 리 한다. 본 연구는 비정질 합금 다이캐스팅 주조품의 부식특 성에 미치는 블라스팅 처리의 영향을 고찰하는 기초연구이다.
상용되고 있는 Zr기 비정질 합금 다이캐스팅 주조품의 대부분 은 사람의 손과 접촉되는 환경에 사용되고 있어 실제 사용 환 경과 유사한 염수 분무 부식 특성을 관찰하였다. 따라서 본 연구에서는 다이캐스팅 상태, Al2O3입자 또는 ZrO2입자로 블 라스팅한 각각의 Zr기 비정질 합금 다이캐스팅 시험편에 대하 여 염수분무시험을 하였으며, 이들 각각의 시험편의 상변화 및 열적 성질, 부식특성, 굽힘강도 및 파단형태를 조사하였다.
2. 실험 방법
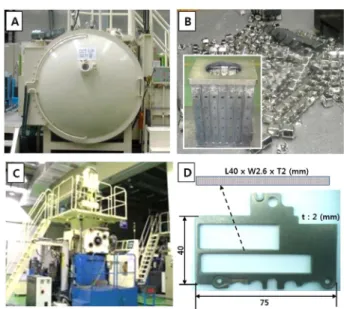
Fig. 1은 본 연구에 사용된 Zr기 비정질 합금의 진공 다이 캐스팅을 위한 모합금 소형 주괴의 제조공정과 진공 다이캐스 팅, 그리고 염수 분무 시험에 사용된 시험편의 형상과 치수를 보여준다.
Fig. 1(A)는 진공상태에서 흑연도가니를 사용하여 모합금을 용해하는 유도용해로와 용해된 비정질 합금을 소형 주괴 주조 금형이 설치된 진공용해 및 주조 챔버이다. 순도 99.99%의 Zr 주괴, 탈가스 처리한 순도 99.9%의 Ti, 순도 99.9%의 Cu 및 Ni 주괴, 그리고 Cu-10%Be 합금주괴(미국 Freedom Alloy Co. 제조)를 200 kg 용량의 흑연도가니에 장입하여 목표 합금 조성의 모합금을 용해하였다. 본 연구에 사용된 비정질 합금은 산화반응성이 매우 높은 Zr, Ti이 함유되어 있기 때문에 챔버 를 1.3 × 10−1Pa로 진공처리 후 고순도 Ar 가스(99.999%)를 주입하여 챔버 내부를 안정화 시킨 후 용해하여 금형에 주입 하였다.
Fig. 1(B)는 Fig. 1(A)의 챔버 속에 설치되어 있는 Waffle- type 금형의 조립모양과 이 금형으로 주조된 Zr기 비정질 합금 소형 주괴의 형상을 보여 준다. 금형의 조립치수는 260 × 335
× 510 mm 이며, 크기 3 × 4 mm 비정질 모합금의 소형주괴를 제조하였다.
Fig. 1(C)는 본 연구에 사용된 수직형 진공 다이캐스팅기를 보여 준다. 이 다이캐스팅기의 특징은 진공 분위기에서 유도용 해와 다이캐스팅이 가능하도록 설계되어 있다. 소형 주괴로 미 리 주조한 Zr기 비정질 모합금을 용량 300 g의 흑연도가니에 장입하고 1.0 × 10−1Pa의 진공분위기에서 용해한 다음 금형 체 결력 150 톤의 수직형 다이케스팅기에서 염수 분무시험용 시 험편을 주조하였다.
Fig. 1(D)는 본 연구에 사용된 Zr기 비정질함금 판상 스프 링 주조품이다. 염수 분무 시험편은 판상 스프링 주조품 사진 에서 점선으로 표시한 부분을 다이아몬드 휠로 절단하여
40× 2.6 × 2.0 mm 크기로 가공하였다. Table 1은 염수 분무 시험에 사용된 Zr기 비정질 합금의 화학조성을 나타낸다.
Fig. 2는 Zr기 비정질 합금 다이캐스팅 주조품의 염수 분무 시험 부식특성에 미치는 표면 거칠기 형태의 영향을 관찰하기 위하여 시험편의 블라스팅에 사용된 Al2O3입자와 ZrO2입자의 크기와 형상을 보여 주는 SEM 사진이다. Al2O3입자는 20~30 µm 크기분포의 다각형 입자형태를 보였으며, ZrO2입자는 10~20µm 크기분포의 구상형태를 보였다. 이들 각각의 블라스 팅 분말을 블라스팅 장치에 넣고 3 bar의 압력으로 염수 분무 시험편의 표면에 골고루 분사하였다. 한편 다이캐스팅 상태의 시험편과 Al2O3입자와 ZrO2입자로 블라스팅 처리된 각각의 시 험편들을 염수 분무 시험기에 설치하고 35oC의 5% NaCl 염 수 용액을 168시간 분사하여 부식시험을 하였다
염수 분무 시험편들의 비정질 형성거동은 X-선 회절기를 이 용하여 조사하였으며, 이 때 분석조건은 Cu Kα선을 사용하였 고, 전압은 40 kV, 전류는 30 mA이었다. 한편, 시차열분석기를 이용하여 염수 분무 시험시편들의 유리천이온도(glass transition temperature, Tg)와 결정화 온도(crystallization temperature, Tx) 및 ∆T (= Tx − Tg)의 변화는 400 K ~ 900 K 온도 범위에서 분 석하였으며, 이 때 약 10 mg의 시료를 99.99% Ar gas 분위
Fig. 1. Die casting process for Zr-based amorphous alloy casting;
(A) vacuum induction melting and alloying chamber, (B) Waffle-type ingot mold and amorphous ingots, (C) vertical vacuum diecasting machine with induction melting furnace and (D) shape and dimensions of a salt spray test specimen cut-off from a pan-spring amorphous castings.
Table 1. Chemical compositions of Zr-based amorphous alloy used for salt spray test.
Element Zr Ti Cu Ni Be
wt. % bal. 11.01 13.23 9.78 3.38
at. % bal. 13.8 12.5 10.0 22.5
기에서 0.16 K/s의 승온시겼다. 염수 분부 시험편의 표면형태 변화는 광학현미경과 주사전자현미경으로 관찰하였으며, 염수에 의한 생성된 부식생성물의 성분은 EDX (energy dispersive x- ray spectroscopy)로 분석하였다. 그리고 염수 분무 시험편의 표면에서 관찰된 석출상은 미세 X-선 회절 분석기로 분석하였 으며, 이 때 분석조건은 Cu Kα선, 전압 40 kV 및 전류 30 mA이었다.
각각의 염수 분무 시험편들은 인스트론 타입의 압축시험기에 서 3-point 굽힘시험을 하였다. 이 때 고정축 사이의 거리는 30 mm이며, 동축의 cross head speed는 3 mm/min이었다. 굽 힘시험은 시험편의 파단이 발생할 때까지 하중을 가하였으며, 시편의 파단거동은 주사전자현미경으로 관찰하였다.
3. 실험 결과 및 고찰
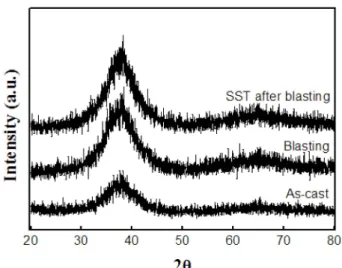
Fig. 3은 주조상태, Al2O3입자 블라스팅 상태 및 블라스팅한 시험편의 염수분무 시험한 시험편의 XRD 분석 결과이다. 각각 시편들에 나타난 회절 곡선의 형태는 회절각(2θ)이 35o~45o 근
처에서 비정질상에서 관찰되는 전형적인 halo pattern이 나타나 고 있으며, 결정질 상이 생성될 때 나타나는 날카로운 피크는 보이지 않았다. 이는 비정질 상태의 다이캐스팅 주조품이 블라 스팅 공정을 거치고 5% NaCl의 염수분무시험 후에도 결정화 되지 않고 비정질 상태를 유지한다는 것을 뒷받침한다.
Fig. 4는 염수분무시험 후 시편들의 유리천이온도(Tg)와 결 정화온도(Tx)를 나타내는 DSC 결과이다. 주조상태의 시험편은 Tg와 Tx는 각각 630 K, 710 K이며, 블라스팅한 시험편은 629 K와 715 K, 블라스팅한 후 염수 분무 시험한 시험편은 627 K, 708 K이었다. 각 시험편의 ∆T는 80 K, 86 K 그리고 81 K이었다. 이는 주조상태의 시험편, 제품의 표면에 요철을 준 블라스팅한 시험편 및 블라스팅한 후 염수 분무 시험한 시 험편들의 유리천이 온도와 결정화 온도의 변화가 거의 일어나 지 않았음을 의미한다. 이는 비정질 합금의 시편에 블라스팅
Fig. 2. SEM micrographs of blasting materials of (A) Al
2O
3particles
and (B) ZrO
2.particles.
Fig. 3. X-ray diffraction patterns of as-cast, Al
2O
3blasting and salt spray tested specimen after blasting.
Fig. 4. DSC diagrams of as-cast, Al
2O
3blasting and salt spray tested
specimen after blasting.
Fig. 5. SEM surface morphology of (A) as-cast specimen before blasting, (B) Al
2O
3particle blasting and (C) ZrO
2particle blasting specimen.
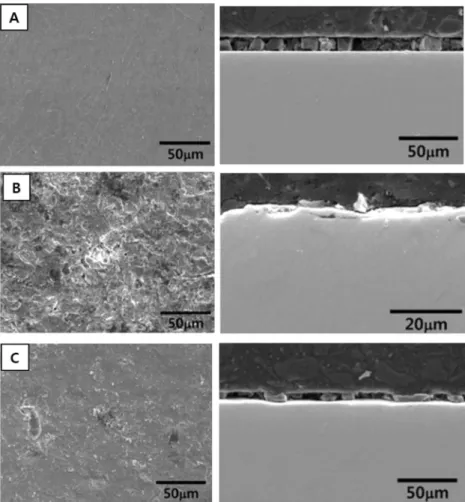
Fig. 6. Surface and cross-sectional SEM morphology of salt spray tested specimen; (A) as-cast, (B) Al
2O
3particle blasting and (C) ZrO
2particle
blasting.
처리와 염수 분무 시험을 행하여도 비정질 합금의 열적 특성 이 유지됨을 나타낸다.
Fig. 5는 주조상태 시험편 및 블라스팅한 시험편 표면을 SEM으로 관찰한 사진이다. Fig. 5(A)와 같이 주조상태의 매끈 한 표면형태는 다각형 Al2O3입자의 블라스팅으로 Fig. 5(B)와 같이 표면의 요철이 심하였다. 한편 구상의 ZrO2입자를 블라스 팅한 경우 다각형의 Al2O3입자를 블라스팅한 시험편보다 표면 요철이 훨씬 약함을 볼 수 있다.
Fig. 6은 35oC의 5% NaCl 염수 용액으로 168시간 염수 분무시험한 시험편의 표면과 단면의 SEM 사진이다. Fig.
6(A)는 주조상태의 표면과 단면의 부식거동을, Fig. 6(B)는 Al2O3입자를 블라스팅한 시험편 표면과 단면의 부식거동을, 그 리고 Fig. 6(C)는 ZrO2입자를 블라스팅한 시편 표면과 단면의 부식거동을 보여준다. 블라스팅처리를 하지 않은 주조상태의 비 정질 시험편은 Fig. 6(A)에서 보는바와 같이 시험편의 표면 및 단면 모두 매끈하였으며, 염수에 의한 부식 생성물도 관찰 되지 않았다. 그러나 다각형의 Al2O3입자를 블라스팅으로 표면 요철이 심한 Fig. 6(B)의 염수분무 시험편의 표면과 단면형태 를 보면 부식기공과 함께 부식 생성물로 보이는 작은 조각들 의 표면에 부착되어 있고, 특히 표면 직하부에서 블라스팅으로 발생한 것으로 보이는 균열에 의한 표면 박리현상도 관찰되었 다. 한편, 구형의 ZrO2입자로 블라스팅한 시험편의 염수 분무 시험편의 표면과 단면의 부식 거동을 보면 Fig. 6(C)에서 보 는 바와 같이 표면에 깊이가 얕은 요철은 있지만 부식흔적 또 는 부식 생성물은 확인되지 않았다.
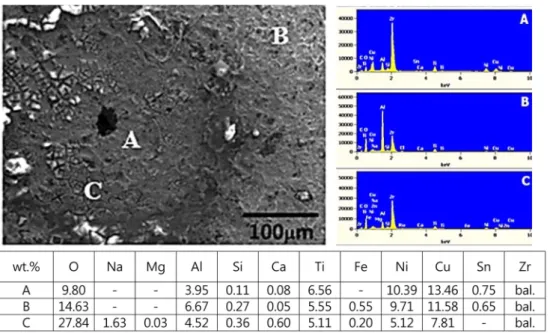
Fig. 7은 Al2O3입자를 블라스팅한 염수분무 시험편의 표면을 SEM-EDX 분석한 결과이다. 부식 기공부로 여겨지는 A, B 및 C 위치에서 [O]는 각각 9.8, 14.6 및 27.8 wt.%, [Al]은
각각 3.96, 6.67 및 4.52 wt.%로 높게 분석되었다. 이로부터 A 및 B 위치의 기공부에는 염수의 성분원소인 [Na], [Ca] 및 [Mg]이 분석되지 않았다. 이는 블라스팅 과정에서 시험편의 표 면으로 파고들어 간 Al2O3입자가 부식기공으로 보이는 요철부 에 잔존하였기 때문으로 보인다.
한편 C 위치는 A 및 B 위치와는 달리 염수의 성분원소인 [Na], [Ca] 및 [Mg]이 각각 1.63, 0.06 및 0.03 wt.%로 분석 되었다. 이는 염수의 성분원소인 [Na], [Ca] 및 [Mg]의 성분 이 분석된 것은 블라스팅 입자의 표면충돌에 의하여 발생한 균열 틈 사이로 염수가 침투하여 부식 생성물이 생겼기 때문 으로 보인다. Fig. 8은 Fig. 7과 동일한 시험편을 미세 X-선 회절 분석한 결과이다. 비정질 기지와 부식기공으로 추정되는
Fig. 7. SEM-EDX analysis of selected pitting area on the surface of Al
2O
3particles blasting and salt spray testing specimen.
Fig. 8. Micro-XRD of amorphous matrix and pitting on the surface
of Al
2O
3particle blasting and salt spray testing specimen.
곳에서 각각 ZrCl2의 염화물계의 화합물과 NaZrO3의 나트륨계 의 화합물이 관찰되었다. 이는 블라스팅 처리된 Zr기 비정질 주조품이 염수환경에 노출되면 염화물 및 나트륨계의 부식생성 물이 생성될 수 있음을 뒷받침한다.
Fig. 9는 Zr기 비정질 함금 주조품의 3-point 굽힘강도에 미 치는 블라스팅 처리 및 연수분무시험의 영향을 보여준다. 주조 상태 시험편, Al2O3입자 블라스팅 시험편 및 ZrO2입자 블라스 팅 시험편을 각각 12개씩 준비하여 염수분무시험 후 굽힘강도 를 측정하였다. 염수분무 시험한 주조상태 시험편, Al2O3입자를 블라스팅한 시험편 및 ZrO2입자를 블라스팅한 시험편의 최대값
및 최소값을 제외한 평균 굽힘강도는 각각 2.7, 2.6 및 2.7 GPa이었다. 주조상태와 ZrO2입자를 블라스팅한 시험편의 굽힘 강도값은 큰 변화가 없었으나, Al2O3입자를 블라스팅한 시험편 의 굽힘강도는 약 100 MPa 정도 저하하였다. 이는 Al2O3입자 를 블라스팅한 시험편 표면의 미세한 노치효과와 염수 분무 시험에서 발생한 미세 부식기공에 의하여 굽힘강도가 저하된 것으로 판단된다.
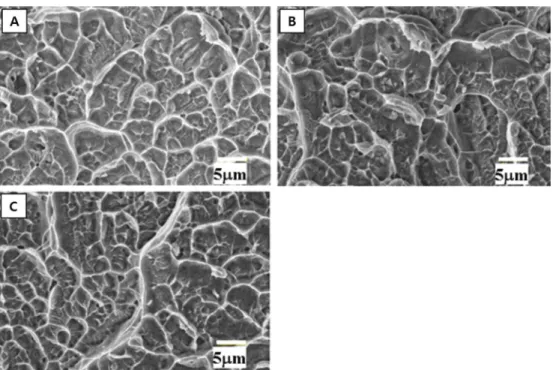
Fig. 10은 Fig. 9의 각각의 굽힘시험편 파단면의 대표적인 SEM 사진이다. 주조상태, Al2O3입자 블라스팅 및 ZrO2입자 블라스팅한 시험편 모두 비정질 합금의 전형적인 파괴형태인 vein pattern을 보였으며, 이는 본 연구에 사용된 Zr기 비정질 합금 다이캐스팅 주조품이 블라스팅 처리 또는 염수분무 부식 시험 환경에서 비정질의 특성이 변하지 않음을 뒷받침한다.
4. 결 론
Zr기 비정질 합금을 진공 다이캐스팅하고 염수분무시험을 하 였다. 주조상태, Al2O3입자 및 ZrO2입자를 블라스팅한 각각 의 염수분무 시험편에 대하여 SEM-EDX, DSC, XRD 및 굽 힘시험을 하고 상변화 및 열적 성질, 부식특성, 굽힘강도 및 파단형태를 조사한 결과 다음과 같은 결론을 얻었다.
1) 주조상태, Al2O3블라스팅 및 ZrO2입자 블라스팅한 각각 의 염수분무 시험편의 X-선 회절 시험 결과, 모든 시험편에서 결정질의 피크는 관찰되지 않았으며, 블라스팅 및 염수 분무 부식 환경에서 Zr기 비정질 주조품의 비정질의 특성은 변하지 않았다.
Fig. 9. Effect of basting treatment on the 3-point bending strength of the salt spray tested specimens; as-cast, Al
2O
3particle blasting and ZrO
2particle blasting specimens.
Fig. 10. SEM bending fracture morphology of salt spray tested specimens: (A) as-cast (B) Al
2O
3particle blasting and (C) ZrO
2particle blasting
specimens.
2) 주조상태의 시험편의 Tg와 Tx는 각각 630 K와 710 K, Al2O3입자로 블라스팅한 시편의 Tg와 Tx는 각각 629 K와 715 K, 블라스팅하여 염수 분무 시험한 시편의 Tg와 Tx는 각 각 627 K와 708 K이었으며, 블라스팅 및 염수분무 시험으로 Zr기 비정질 합금의 열적 성질 변화는 거의 없었다.
3) 염수분무 시험편의 SEM-EDX 및 X-선 회절 시험결과, 주조상태 시험편의 표면 부식기공은 거의 관찰되지 않았으나, Al2O3입자 블라스팅 시험편의 표면기공에서 염수의 성분원소인 [Na], [Ca] 및 [Mg]이 분석되었으며, micro-XRD 분석결과 이들 부식생성물은 ZrCl2 및 NaZrO3의 화합물로 확인되었다.
4) 염수분무 시험한 주조상태, Al2O3입자 블라스팅 및 ZrO2
입자 블라스팅한 시험편의 평균 굽힘강도는 각각 2.7, 2.6 및 2.7 GPa이었다. 주조상태와 ZrO2입자 블라스팅 시험편의 굽힘 강도값은 큰 변화가 없었으나, Al2O3입자 블라스팅 시험편의 경우 표면의 미세노치와 부식기공생성으로 굽힘강도가 약 100 MPa 정도 저하하였다.
5) 주조상태, Al2O3입자 블라스팅 및 ZrO2입자 블라스팅한 시험편의 파단형태를 관찰한 결과, 비정질 합금의 전형적인 파 괴형태인 vein pattern을 보였으며, 주조품의 블라스팅 처리 또는 염수분무 부식시험 환경에서 비정질의 특성이 변하지 않 았다.
감사의 글
이 논문은 부경대학교 자율창의학술연구비(2013년)에 의하여 연구되었음.
참고문헌