-오승환: 박사과정, 김헌주: 교수
Received: Mar. 16, 2020 ; Revised: Apr. 28, 2020 ; Accepted: May. 19, 2020
†Corresponding author: Heon-Joo Kim (Pukyong Nat’l Univ) Tel: +82-51-629-6347, Fax: +82-51-629-6339
E-mail: [email protected]
Journal of Korea Foundry Society 2020. Vol. 40 No. 3, pp. 85~96 http://dx.doi.org/10.7777/jkfs.2020.40.3.85 pISSN 1598-706X / eISSN 2288-8381
©Korea Foundry Society, All rights reserved.
This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creative- commons.org/licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
AC4A 알루미늄 합금의 인장 및 응고균열 특성에 미치는 스크랩 첨가 비율의 영향
오승환 * · 김헌주 **
,†*부경대학교 대학원 금속공학과, **부경대학교 공과대학 금속공학과
Effect of Scrap Addition Ratio on Tensile and Solidification Cracking Properties of AC4A Aluminum Casting Alloy
Seung-Hwan Oh* and Heon-Joo Kim**
,†*Department of Metallurgical Eng., Pukyong National Graduate School, Busan 48547, Republic of Korea
**Department of Metallurgical Eng., Pukyong National Univ., Busan 48547, Republic of Korea
Abstract
The effect of an aluminum scrap addition ratio on the tensile and solidification cracking properties of the AC4A aluminum alloy in the as-cast state and heat-treated state were investigated in this study. Generally, the expected problem of using scrap in alu- minum casting is an increase of hydrogen and Fe element inside the aluminum melt. Another issue is an oxide film which has a weak interface with the molten aluminum and acts as potent nucleation sites for internal porosity and crack initiation. Solidification cracking is one of the critical defects that must be resolved to produce high quality castings. A conventional evaluation method for solidification cracking is a relative and qualitative analysis method which does not provide quantitative data on the thermal stress in the solidification process. Therefore, a newly designed solidification cracking test apparatus was used in this study, and the device can provide quantitative data. As a result, after conducting experiments with different scrap addition ratios (0%, 20%, 35%, 50%), the tensile strengths and elongations in the as-cast state were 214, 187.7, 182.1 and 170.4MPa and 4.6%, 3.4%, 3.1% and 2.3%, respectively. In the case of the T6 heat-treated state, the tensile strengths and elongations were 314.9, 294.6, 293.1 and 271.1MPa and 5.4%, 4.6%, 3.8% and 3.1%, respectively. The strength of the solidification cracking was 3.1, 2.4, 2.2and 1.6MPa as the scrap addition ratio increases.
Key words: Utilization of aluminum scrap, Tensile property, Solidification cracking property
1. 서 론
파리 기후변화협약 이후 생산품 중 온실가스 배출량이 높 을 경우 수출 대상국에서 제품에 대한 탄소세를 부과할 수 있다[1]. 이러한 정책의 변화는 항공, 자동차 등 운수산업에 서 연비 향상을 위해 철계 소재를 알루미늄 합금으로 대체하 기 위한 경량화 연구에 박차를 가하는 계기가 되었다[2-4].
그러나 국내의 경우 알루미늄 원자재는 전량 수입에 의존하 고 있으며, 원자재 가격 상승과 변동에 따라 알루미늄 부품 제조업체는 직접적인 영향을 받게 된다.
알루미늄 수요 증가와 알루미늄 원자재 사용 확대에 따라
자동차 부품 산업체에서도 경제적인 이유로 알루미늄 스크랩
사용에 대한 관심이 증가하고 있으며, 알루미늄 스크랩 첨가
비율을 일정량 섞어 사용하고 있다[5,6]. 하지만 스크랩 첨가
비율을 경험에 의해 선정하고 있으며, 스크랩 사용시 나타나 는 문제점과 스크랩이 함유된 합금에 대한 신뢰성 고찰이 부 족한 실정이다.
알루미늄 스크랩을 일정량 사용시 발생하는 문제는 용탕 내에 산화피막, Fe 원소 및 수소 가스의 혼입 등을 예견할 수 있다. Campbell에 의하면 산화피막은 용탕 내 필름 형태 로 존재하며, 응고 시에 덴드라이트 선단에 위치하여 알루미 늄 주조품의 기계적 특성에도 악영향을 미친다는 연구결과[7]
를 보고하였다. 이로 인해 산화피막은 응고균열 민감성을 증 가시키는 요인이 되므로 스크랩 재활용 사용시 용융 금속의 청정도에 대한 신뢰할 수 있는 평가 방법이 필요하다.
알루미늄 합금의 특성 평가 중 주조성을 평가하는 방법에 는 유동성, 수축성, 응고균열성 평가 등이 있다. 알루미늄 스 크랩 사용시 발생하는 문제점 중의 하나인 응고균열성 평가 는 복잡한 형상의 주조품 제조와 급속응고 기술을 적용하는 경우 특히 유의해야 하는 평가항목이다.
일반적으로 사용되고 있는 응고균열 평가법(CRC 금형, N- Tec 응고균열 금형)은 비교 합금의 응고균열 민감성을 상대 적으로 평가하는 방법[8]이며, 정성적인 경향을 평가할뿐 정 량적 평가가 가능하지 않다.
응고균열에 대한 정량적인 평가를 하기 위해 1950년대에 러시아 연구자들은 일축 인장시험기 주변에 열선을 설치하고 고상선(solidus line) 부근까지 온도 상승시켜 실험할 수 있는 장치를 고안[9-11]하였다. 하지만 시험기는 변형속도 제어가 불가능했으며, 30 kPa 이하의 하중을 측정할 수 없었다.
Novikov는 이 문제를 해결하기 위해 시험편을 수직에서 수평 방향으로 안치하고 LVDT와 소형 로드셀을 설치하여 변형량 과 하중을 측정할 수 있는 장치를 개발[12]했다. 하지만 시편 을 가열하는 과정에서 발생하는 문제는 여전히 남아있었다.
본 연구에서 응고균열 특성에 대한 정량적인 자료를 얻기 위해 자체 평가 장치[13]를 개발하였다. Instone의 시험장치 [14] 를 기본으로 제작하였으며, H형 금형의 중심에 압탕겸 주 입구를 설치하였다. 금형과 시험편의 마찰력 최소화를 위해 하 중을 받는 공극부 형상을 원기둥으로 하였으며, 주입 완료 후 H형 금형 중심부로 방향성 응고가 진행되도록 설계하였다. 이 장치는 하중-시간, 변형율-시간 및 온도-시간 등의 주요 변수 에 대한 측정이 용이하여 응고균열 특성 평가에 유용하다.
본 연구의 저자는 알루미늄 스크랩 재활용에 의한 경제적 효과 및 주조 산업 분야에 실용적인 자료 제공을 연구목적으 로 내압성 및 내진성이 우수하여 자동차 엔진 부품과 차체 부품에 사용되는 AC4A 합금에 알루미늄 스크랩 첨가 비율을 4 단계(0%, 20%, 35%, 50%)로 달리하여 실험을 진행하였다.
2. 실험 방법 2.1 시료 제작
본 실험에서 사용된 합금은 AC4A 1차 합금의 용해 과정 에서 스크랩 첨가 비율을 0%, 20%, 35%, 50%로 달리 첨 가한 합금을 사용하였고, Table 1에 사용한 합금의 조성을 나타내었다. 스크랩은 주조과정에서 회수되는 탕구계와 압탕 부를 사용하였다.
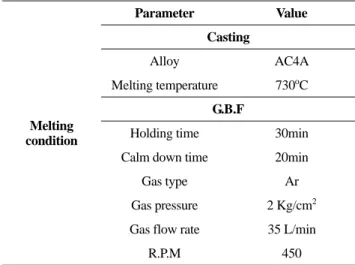
합금의 용해 및 용탕처리 조건은 Table 2에 나타내었다.
시료를 제작하기 위해 AC4A 잉고트와 스크랩을 흑연 도가 니에 장입한 후 전기로에서 730
oC 로 용해하였다. 용탕 내부 에 잔존하는 수소가스 및 불순물을 제거하기 위해 Ar 가스 로 G.B.F (Gas Bubbling Filtration) 처리를 30분 동안 실 시하였고, 가스 및 개재물의 부상을 위해 20분 동안 진정시 간을 두었다.
스크랩 첨가 비율을 달리한 합금의 용탕청정도는 D.I (Density index)법[15]으로 평가하였다. 금형 예열온도; 150
oC, 용탕 주입온도; 710
oC로 하여 D.I 시편을 제작하였다. 대기 압 조건(1atm)에서 제작한 시편의 밀도(
A) 와 감압 조건 (0.7atm)에서 제작한 시편의 밀도(
B) 를 측정하였다. 아래의 식(1)에 밀도를 대입하여 D.I를 계산하였다. 감압 조건의 시 편 제작 시 내부 기포가 최대한 배출되지 않는 최저 감압 조건을 선정하는 것이 중요하며, 본 실험에서 사용한 조건은 예비실험을 통해 얻은 AC4A 합금에 대한 최적 감압 조건 이다.
Table 1.
Chemical composition of AC4A alloy used. (Wt.%) Scrap
Addition ratio
Si Fe Cu Mn Mg Ti Sr Al
0% 9.50 0.14 0.02 0.28 0.36 0.13 0.01 Rem.
20% 9.54 0.13 0.03 0.27 0.35 0.13 0.01 Rem.
35% 9.34 0.13 0.05 0.25 0.37 0.13 0.01 Rem.
50% 9.4 0.12 0.06 0.24 0.36 0.13 0.01 Rem.
Table 2.
Conditions for melting and melt treatment.
Melting condition
Parameter Value
Casting
Alloy AC4A
Melting temperature 730
oC G.B.F
Holding time 30min
Calm down time 20min
Gas type Ar
Gas pressure 2 Kg/cm
2Gas flow rate 35 L/min
R.P.M 450
(1)
A: 대기압에서 응고시킨 시편의 밀도
B: 감압하여 응고시킨 시편의 밀도
제작한 시료를 주조상태와 T6 열처리 상태로 나누어 특성 을 평가하였다. Table 3에는 본 실험에 적용된 AC4A 합금의 T6 열처리 조건을 나타내었다. 용체화 처리는 535
oC ± 5 C에서 6.5 시간 유지하였으며, 40
oC ± 5
oC의 물에 냉각시키고, 180
oC ± 5
oC 에 5시간 인공시효를 실시하였다.
2.2 미세조직 관찰
본 연구에서 사용된 합금의 미세조직 관찰은 광학현미경과 SEM/EDS 로 실시하였으며, 또한 AC4A 합금의 기본 구성상 을 SEM/EDS로 관찰하였다. 용탕 내 산화피막 및 개재물의 혼입 정도를 평가하기 위해 Deep etching 시험을 실시하였다.
부식액(100 ml H
2O
(l)+ 15 g NaOH
(s))을 사용하여 65
oC에서 7 분 동안 부식시켰다. 20배율의 현미경으로 시료의 부식 면적 을 관찰하였으며, 1 mm
2크기 이상의 부식 면적 비율을 측 정하였다.
2.3 인장특성 평가
ASTM E8 규격[16]의 sub-size 인장시험편을 제작하여 스 크랩 첨가 비율(0%, 20%, 35%, 50%) 변화에 따른 AC4A 합금의 상온 인장특성을 평가하였다.
인장특성 평가는 주조상태와 T6 열처리 상태의 시료를 각 각 제작한 후, 인장시험기의 cross-head 속도를 1 mm/min로 설정하여 인장 특성 평가를 실시하였다. 데이터의 신뢰도를 위해 실험조건당 10개의 시험편에서 얻은 결과의 평균값과 표준편차를 나타내었으며, KS 규격 AC4A 인장특성 요구치 와 비교하였다.
2.4 응고균열 강도 평가
응고균열 강도 평가 장치의 모식도를 Fig. 1에 나타내었다.
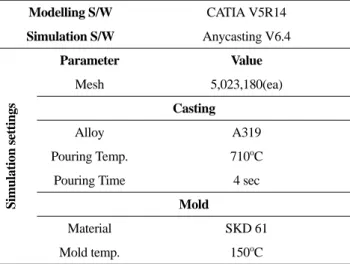
응고균열이 발생하는 지점의 온도 추정을 위해 컴퓨터 주조해 석용 Anycasting
®프로그램을 사용하여 응고해석을 실시하였 으며, 해석조건을 Table 4에 나타내었다. 응고해석의 유용성 을 평가하기 위하여, 시험편의 열전대 위치에서 실측한 온도 과 동일 지점의 응고해석으로 계산된 온도를 비교하였다. 응 고해석에서 열전대의 실제 위치뿐만 아니라 응고균열 발생부 주변 온도분포를 측정을 위해 5 mm 간격으로 가상의 온도 센서를 설치하여 응고구간의 온도변화를 예측하였다. 실제 시 험편에서 응고균열 발생 위치의 온도는 응고해석의 결과로부터 추정하였으며, 이를 통해 ThermalCalc
®프로그램에 Scheil 응 고 조건을 사용하여 최대 응고균열 강도에서 고상율을 계산하 였다.
Density Index
A–
B
A---
⎝ ⎠
⎛ ⎞* 100
=
Table 3.
T6 heat treatment conditions.
Heat-treatment condition
Parameter Value
Solution treatment Holding temperature 535
oC ± 5
oC
Holding time 6.5 hr
Quenching
Holding Temperature 40
oC ± 5
oC
Holding time 5 min
Artificial aging(peak aging) Holding Temperature 180
oC ± 5
oC
Holding time 5 hr
Fig. 1.
Test diagram of solidification cracking strength.
Table 4.
Computer simulation settings for solidification analysis
Modelling S/W CATIA V5R14
Simulation S/W Anycasting V6.4
Simulation settings
Parameter Value
Mesh 5,023,180(ea)
Casting
Alloy A319
Pouring Temp. 710
oC
Pouring Time 4 sec
Mold
Material SKD 61
Mold temp. 150
oC
정략적인 평가를 위해 금형 끝부분의 공극부에 미리 볼트 를 설치하고 용탕 주입후 5초 경과시간 유지 후 1 mm/sec 의 속도로 이동시켜, 용탕의 고액 공존구간에 인장력을 가하여 응고균열을 유도하였고, 로드셀(150 kgf)과 LVDT(0-25 mm)를
통해 응고균열이 진행되는 동안 측정되는 응력과 변위량을 기 록하여 파단부의 균열발생과 성장과정을 추정하였다.
Table 5 에 본 연구에 적용된 응고균열 강도 평가 조건을 나타내었다. 용탕 주입온도는 710
oC, 금형의 예열온도는 150
oC 로 하여 스크랩 첨가 비율이 0%, 20%, 35%, 50%인 합금에 대해 실험을 실시하였다. 주입 완료까지 4초가 소요 되고, 5초의 경과시간을 두어 Dendrite coherency가 형성되 는 시점에 인장력을 가하여 응고균열 강도를 평가하였다.
3. 결과 및 고찰 3.1 미세조직 관찰
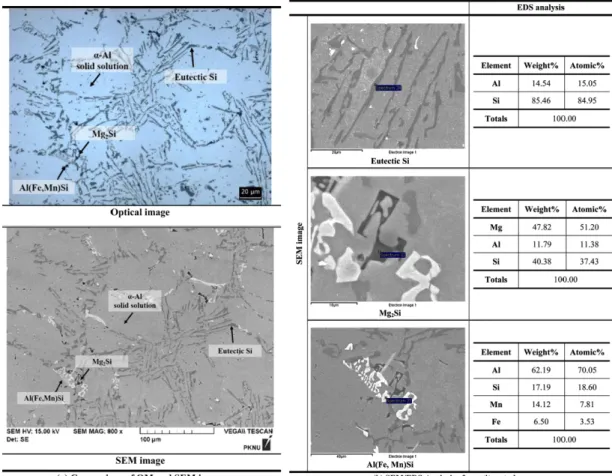
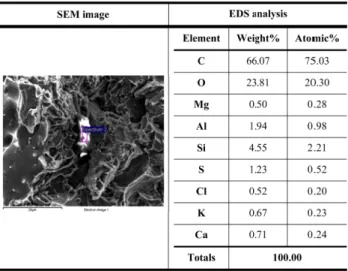
AC4A 합금의 주조상태의 미세조직 관찰 결과를 Fig. 2에 나타내었다. Fig. 2(a)에 광학현미경 사진과 SEM 사진을 비 교 관찰하였다. Fig. 2(b)는 AC4A 합금의 구성상을 SEM/
EDS로 분석한 결과를 나타낸 것이며, AC4A 합금의 기본 구성상은 α-Al 덴드라이트 고용체, 침상의 공정Si, 부정형의 Mg
2Si, Chinese script 형상의 Fe 화합물(Al(Fe, Mn)Si)로 구성되어 있다.
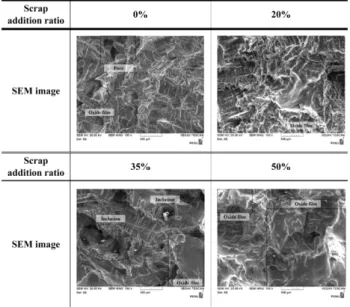
Fig. 3에 스크랩 첨가 시료의 미세조직 상에 존재하는 산
Table 5.Test conditions for solidification cracking strength.
Test condition of solidification cracking strength
Parameter Value
Casting
Alloy AC4A
Pouring Temperature 710
oC
Pouring Time 4 sec
※Elapsed time 5 sec Mold
Holding Temperature 40
oC ± 5
oC
Holding time 5 min
Displacement rate 1 mm/sec
※Elapsed time = Tension applied time – Pouring completion time
Fig. 2.
Observation of basic constituent phase of AC4A alloy.
화피막과 파단 시 나타나는 산화피막 형상을 SEM/EDS로 관찰한 사진을 나타내었다.
산화피막은 알루미늄 용탕이 대기에 노출되면 용탕 표면에 곧바로 형성된다. 용탕주입 과정에서 용탕선단의 자유표면 수 축[17]에 의해 산화피막이 혼입될 수 있으며, 주입 시 발생 한 난류(turbulence)[18]에 의해 산화피막이 혼입되므로 알루 미늄 용탕 내에 산화피막 혼입을 완전히 막기는 어렵다.
산화피막은 미세조직 상에 선결함 형태로 관찰되며, 파단 후 SEM/EDS로 관찰한 산화피막 형상은 매끈한 선형태로 얇은 선들이 피막 위에 특정한 방향을 가지는 것을 확인할 수 있다. 이는 용탕이 주입되는 과정에서 발생되는 난류에 의해 용탕 표면의 공기가 혼입된다. 주입 완료 후 응고가 진 행됨에 따라 산화피막 주변의 액압(liquid pressure)이 감소하 게 되고, 산화피막 내부에 고착된 공기 분압이 액압보다 상 대적으로 증가한다. 따라서 혼입된 공기가 산화피막을 뚫고 용 탕 내부로 유입되는 과정에서 방향성을 가지는 선들이 산화피 막 표면에 형성되고, 이후 발생하는 덴드라이트 수축에 의해 표면 주름이 추가적으로 형성된다는 연구결과가 있다[7].
주조상태와 T6 열처리(peak aging) 상태의 미세조직을 비
교한 사진을 Fig. 4에 나타내었다. 주조상태에서 침상의 공정 Si 는 열처리를 통해 단락이 일어나지만 조대화되었으며, 형상 이 연신된 타원형으로 개량되었다. 정출된 부정형의 Mg
2Si 는 열처리 후 구상화 되고 미세해졌다. Fe 화합물은 모서리 형 상이 둥글게 개량되었지만 크기의 변화는 없었다.
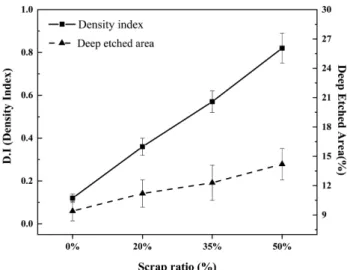
Fig. 5 에 각 스크랩 첨가 비율에 따른 D.I (density index) 와 deep etching 부식면적비를 나타내었다. 탈가스 처리 후
Fig. 3.Observation of oxide film morphology.
Fig. 4.
Comparison of microstructure on as-cast and T6 heat- treated state of AC4A alloy.
Fig. 5.
Effect of scrap addition ratio on D.I and deep etched area of
AC4A alloy.
D.I는 스크랩 첨가 비율이 0%, 20%, 35%, 50%로 증가함 에 따라 0.12, 0.36, 0.57, 0.82로 증가하였다.
D.I가 증가한 원인은 스크랩을 장입할 때 용탕 표면의 공 기 혼입과 용탕 주입 시 발생하는 난류에 의해 산화피막이 형성될 때 산화피막이 용탕 주변의 공기와 함께 혼입되어, X-ray 분석 결과상에 기공결함의 형태로 검출된다고 보고한 Fox와 Campbell의 연구결과[19,20]와 용탕 내 산화피막 혼 입이 증가하면 기포의 농도도 증가한다고 주장한 Dispinar와 Campbell 의 연구결과[21,22]를 참고하여 주입 시 발생하는 난류에 의해 형성된 산화피막의 혼입과 공기 혼입에 의해 D.I가 증가한 것으로 사료된다.
Deep-etching에 사용된 부식액(100 ml H
2O
(l)+ 15 g NaOH
(s)) 은 제 2상 입자와 산화개재물을 부식시키며[23,24], 부식액의 작용으로 산화피막이 존재하는 부분도 계면에서 분리되어 부 식면으로 관찰되었다.
Deep-etching 부식면적은 스크랩 첨가 비율이 0%, 20%, 35%, 50%로 증가함에 따라 9.4%, 11.2%, 12.3%, 14.2%
로 증가하는 경향을 나타내었으며, 기지 내의 2상 입자와 함께 산화피막이 존재하는 부분도 부식되어 스크랩 첨가 비 율이 증가할수록 부식면적비가 증가하는 것으로 판단된다.
3.2 인장특성 평가
스크랩 첨가 비율 변화(0%, 20%, 35%, 50%)에 따른 AC4A 합금의 인장 특성을 평가하여, Fig. 6에 KS 규격 요 구치, 주조상태 및 T6 열처리(peak aging) 상태의 인장강도 와 연신율을 각각 나타내었다.
스크랩 첨가 비율이 증가할수록 주조상태의 인장강도는 214MPa, 187.7MPa, 182.1MPa, 170.4MPa 로 감소하는 경 향을 나타내었다.
주조상태의 AC4A 합금에 대한 KS 규격 인장강도 요구치 는 170MPa로 스크랩 첨가 비율이 0%~35%인 경우 KS 규 격 요구치를 만족하지만 스크랩 첨가 비율이 50%인 경우에 는 KS 규격 요구치를 달성하지 못하였다.
주조상태 AC4A 합금의 KS 규격 연신율 요구치는 3%이 며, 스크랩 첨가 비율이 증가할수록 연신율은 4.6%, 3.4%, 3.1%, 2.3% 로 감소하였다. 스크랩 첨가 비율이 0%~35%인 경우 KS 규격 요구치를 만족하지만 스크랩 첨가 비율이 50%인 경우에 KS 규격 요구치를 달성하지 못하였다.
T6 열처리 상태의 인장강도는 스크랩 첨가 비율이 증가할 수록 314MPa, 294.6MPa, 293.1MPa, 271.1MPa로 감소하 는 경향을 나타내었다.
T6 열처리 상태 AC4A 합금의 KS 규격 인장강도 요구치는 240MPa, 연신율 2%이며, 스크랩 첨가 비율에 따른 AC4A 합 금의 인장강도는 모두 KS 규격 요구치를 만족하였다.
연신율은 스크랩 첨가 비율이 증가할수록 5.4%, 4.6%, 3.8%, 3.1% 로 감소하나, KS 규격 요구치를 모두 만족하였다.
주조상태보다 T6 열처리 후 인장강도와 연신율이 증가한 이유는 Fig. 4에 나타낸 주조상태와 열처리 상태의 미세조직 차이에 의한 것으로 판단된다. 침상의 공정Si은 열처리를 통 해 형상이 개량되고 연신율 향상에 기여한다. 정출된 Mg
2Si 는 본 연구에서 실시한 용체화 처리 온도(535
oC-6.5hr) 에서 완전히 분해되지 않았지만, 부정형에서 열처리 후 구상으로 형상이 개량되고 크기가 미세해졌다. Fe화합물은 조대하며, 상분율이 높아 연신율에 악영향을 미치므로 스크랩 사용시 Fe 화합물의 혼입에 유의하여야 한다.
Fig. 7 에 주조상태와 T6 열처리 상태의 인장시험편의 파단 면 관찰 사진을 나타내었다. T6 열처리 상태의 파단면에서 α-Al 덴드라이트 고용체의 딤플(dimple)이 관찰되며, 열처리 후 연신율이 증가한 원인을 설명할 수 있다.
스크랩 첨가 비율이 증가할수록 주조상태와 T6 열처리 상 태의 인장강도와 연신율이 모두 감소한 원인으로 El-Sayed와 Campbell에 의하면 용탕 주입 시 난류로 인해 Bi-film이 형
Fig. 6.Effect of scrap addition ratio on tensile property of AC4A
alloy.
성될 때, 공기와 함께 혼입되어 주조품 내부로 유입된다는 연구결과[25]를 보고한 바 있다. 응고가 진행됨에 따라 액압 의 감소로 산화피막 내에 갇혀있던 공기가 빠져나가면서 산 화피막이 찢어지게 된다. 찢어진 산화피막은 덴드라이트 사이 로 선단에 파묻혀 존재[17-19]하게 되며, 인장력이 가해지면 응력을 집중시키는 장소로 작용하게 된다. Fig. 7에서 관찰한 파단면에서 산화피막이 존재하며, 이는 인장강도와 연신율을 감소시키는 결정적인 원인이다.
Fig. 8에 T6 열처리 상태의 인장시험편(스크랩 첨가 비율 50%) 에서 관찰된 개재물의 성분분석 결과를 나타내었으며, 플럭스 성분의 개재물로 분석되었다.
스크랩을 사용한 알루미늄 합금의 인장특성을 향상시키기
위해 용탕 주입 시 산화피막 및 개재물 혼입을 줄일 수 있 는 탈가스 처리 방안과 주조방안에 관한 더욱 세심한 주의가 필요하다.
3.3 응고균열 강도 평가
스크랩 첨가 비율(0%, 20%, 35%, 50%)에 따른 AC4A 합금의 응고균열 강도를 정량적으로 평가하였다.
주조 조건에 따라 응고균열 강도가 달라지며, 이는 주조 조건에 따른 냉각속도, 고상율(solid fraction), 결정립 크기 및 용탕보급(feeding)의 정도 등이 변하기 때문에 나타나는 현상이다[26-29]. 그러므로 응고균열발생 시점을 명확하게 구 분하기 위해 주조 조건 및 고상율을 함께 규정해야 한다. 하 지만, 실제 평가를 진행하는 가운데 시험편 전체에 대한 온 도, 고상율 및 용탕 유동에 대한 자료를 수집하기 어렵다.
이러한 한계를 극복하고자 응고 해석 프로그램을 활용하였으 며, 응고 해석 프로그램과 실제 평가에서 얻은 결과를 비교 하였다.
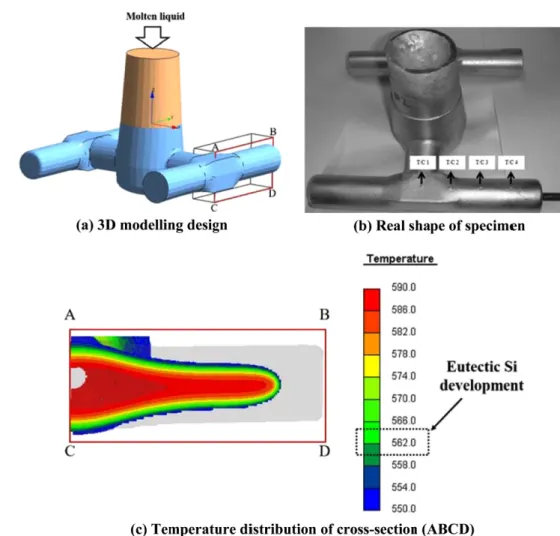
Fig. 9(a)에 응고 해석을 위한 3D 모델링과 실제 시편 형 상 및 T/C 위치를 나타내었다. Fig. 9(b)는 응고균열 발생부 인근 단면의 온도 분포를 Anycasting S/W
®로 계산한 결과 를 나타낸 것이다.
Table 6에 각 T/C에서 측정한 온도와 동일한 위치에서 Anycasting S/W
®로 측정한 온도를 정리하였다. 실제 측정 온도와 응고 해석을 통해 측정된 온도는 비교적 유사한 값을 나타내며, 응고 해석 프로그램 예측값에 대한 신뢰를 얻을 수 있었다.
본 연구에서 실시한 응고균열 강도 평가는 최대 응력에서 균열이 발생되는 임계응력 이론[30]에 근거하여 균열발생 시 점을 결정하고 온도 측정 및 고상율을 계산하였다.
Fig. 7.
Fractography of tensile specimens of AC4A alloy.
Fig. 8.
EDS analysis of inclusion on fracture surface of AC4A
alloy.
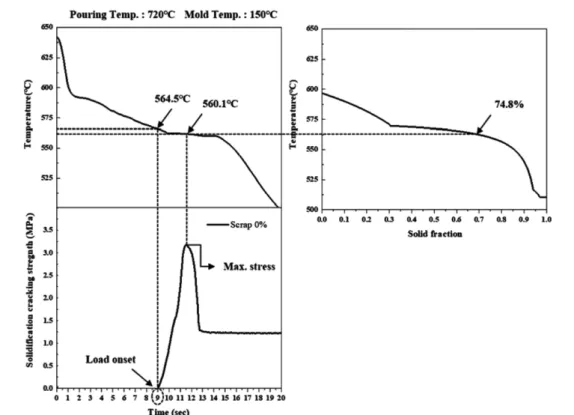
Fig. 10에 스크랩 첨가 비율이 0%인 시험편의 실제 균열 발생 위치에서 측정된 온도와 계산된 고상율 및 응고균열 강 도-시간 그래프를 나타내었다. Anycasting S/W
®로 실제 응 고균열이 발생한 위치에서 추정된 온도는 560.1
oC였으며, 해 당 온도에서 ThermoCalc
®S/W의 Scheil 조건으로 계산한 고상율이 74.8%였고, 이 때 응고균열 강도는 최대값을 나타
내었다.
본 연구에서 실시한 응고균열 강도 평가는 모두 동일한 고 상율에서 진행되도록 일정 온도로 유지하였으며, Fig. 11에 스크랩 첨가 비율에 따른 AC4A 합금의 응고균열 강도를 나타내었다. 스크랩 첨가 비율이 0%, 20%, 35%, 50%로 증가함에 따라 응고균열 강도는 3.1MPa, 2.4MPa, 2.2MPa, 1.6MPa 로 감소하였다.
스크랩 첨가 비율이 증가할수록 응고균열 강도가 감소한 이유는 Fig. 12에 나타낸 바와 같이 용탕주입 시 발생하는 난류에 의해 산화피막이 형성되고 이 과정에서 공기도 혼입 되어 내부 기공을 형성한다. 산화피막과 기공은 α-Al 덴드라 이트 고용체 사이에 위치하여 주조결함으로 존재한다. 따라서 외부하중 작용 시 용탕 내부의 산화피막과 기공은 응력집중 장소로 작용하여 응고균열 강도를 약화시킨다[7].
Fig. 13 에 응고균열 강도 시험편의 파단면을 SEM으로 관 찰한 사진을 나타내었다. 응고균열 강도 평가는 등강도 온도 (equicohesive temperature) 이상에서 실시하기 때문에 응고
Fig. 9.3D modelling design of solidification cracking specimen and temperature distribution of the vertical cross-section (ABCD) by
Anycasting S/W
®.
Table 6.
Comparison of temperatures by T/C and predicted by Anycasting S/W
®.
Position Temperature (oC)
Real-time measurement Prediction by Anycasting S/W®
T/C1 590.6 593.1
T/C2 569.3 571.5
T/C3 565.8 568.2
T/C4 561.4 560.9
균열 시험편의 파단면은 입계 분리에 의한 입계파괴가 나타 나므로 파단면에 -Al 덴드라이트 고용체 형상과 산화피막이 관찰된다[31]. 또한, 산화피막 주위로 개재물도 관찰되는데 산화피막은 젖음성이 우수하여 개재물의 핵생성 장소로 작용 하며, 난류에 의해 산화피막 형성 시 개재물과 함께 혼입된 것으로 사료된다[7,32,33].
인장특성과 응고균열 특성에 대한 스크랩 첨가 비율의 영
향을 비교하기 위해 본 연구에서진행한 인장강도와 응고균열 강도 및 각 시험편의 산화피막 면적비의 분석결과를 Table
Fig. 10. Correlation between temperature, solid fraction and solidification strength.Fig. 11.
Effect of scrap addition ratio on a solidification cracking strength of AC4A alloy.
Fig. 12.
Simulation results of oxide film formation by turbulence
generated when molten liquid is poured into the mold
though anycasting S/W
®.
7에 정리하였다. Fig. 7, 13에서 관찰한 사진을 기준으로 스 크랩 첨가 비율이 증가할수록 측정한 산화피막 면적분율은 증가하였으며, 이에 따라 인장강도와 응고균열 강도는 감소하 였다.
응고균열 강도 시험편에서 측정된 산화피막 면적비가 인장 시험편보다 높게 나타나는 이유는 응고 후반부에 팽창되는 산화피막이 덴드라이트 사이에 존재하는 것이 많이 관찰되기 도하지만[17], 응고균열 강도 평가는 고상율 74.8%에서 평가 하므로 미응고 액상 부분에 존재하는 산화피막이 스크랩 첨 가 비율이 높아질수록 많이 분포하고 강도 또한 낮게 나타난 것으로 사료된다.
Fig. 14에 스크랩 첨가 비율이 0%, 50%인 인장시험편의 파단면 관찰 사진과, Fig. 15에 응고균열 강도 시험편의 파 단면 관찰 사진을 각각 나타내었다. 스크랩 첨가 비율이 0%
인 인장시험편의 파단면은 대부분 미세한 딤플이 관찰되며, 스크랩 첨가 비율이 50%인 경우 딤플과 산화피막이 파단면 곳곳에 분포하는 것을 확인할 수 있다.
스크랩 첨가 비율이 0%인 응고균열 시험편의 파단면은 입 계 분리에 의한 α-Al 덴드라이트 고용체가 주로 관찰되며, 스크랩 첨가 비율이 50%인 경우 파단면 곳곳에 분포하는 산화피막과 입계 분리에 의해 나타나는 α-Al 덴드라이트 고 용체가 혼재되어 있다.
본 연구에서 인장특성 평가는 상온에서 진행되었으며, 응고 균열 강도는 560
oC 부근의 고상율 74.8%에서 평가되었다. 인 장강도 시험, 응고균열 강도 시험과 파단면 비교 분석을 통하 여 얻은 결과, 실험 방법에 상관없이 스크랩 첨가 비율이 증 가할수록 파단면에서 관찰되는 산화피막 분포 비율이 증가하고 인장특성과 응고균열 특성을 저하시키는 역할을 하였다. 또한 응고균열 강도 시험이 사용 합금의 열간균열 강도(Hot
Fig. 13.Observation of a fracture surface on solidification cracking
test specimens of AC4A alloy.
Table 7.
Comparison of properties both tensile specimen and solidification cracking specimen.
Scrap addition
ratio
Tensile test(As-cast) Solidification cracking test
Strength (MPa)
Elongation (%)
Oxide area (%)
Strength (MPa)
Oxide area (%)
0% 214 4.6 1.3 3.1 1.6
20% 187.7 3.4 3.2 2.4 9.4
35% 182.1 3.1 3.7 2.2 12.1
50% 170.4 2.3 5.1 1.6 38.4
Fig. 14.
Comparison of fracture surface both scrap addition ratio 0% and 50% tensile specimen.
Fig. 15.