GTT MARK III 스테인리스강 STS304L의 파이버 레이저 용접특성
김종도†․이재범1․송무근2
(원고접수일:2012년 9월 19일, 원고수정일:2012년 11월 7일, 심사완료일:2012년 11월 28일)
Characteristics of Fiber Laser Welding on STS304L for GTT MARK III Membrane
Jong-Do Kim†․Chang-Je Lee1․Moo-Keun Song2
요 약 : 레이저는 고밀도 열원으로써, 입열을 최소화하면서 고속용접이 가능한 장비이다. 특히 최근 상업 화된 고출력 파이버 레이저는 특유의 발진원리 때문에 높은 빔품질과 소형화된 시스템이 가능하다. 이러 한 장점들로 인해 파이버 레이저는 LNG 카고탱크에 대해 선박 내부에서 용접이 가능한 가장 적합한 열 원이라고 판단된다.
따라서 본 연구에서는 선박산업에 레이저 용접기술을 적용하기 위해 파이버 레이저를 이용하여 LNG 선용 스테인리스강의 용접을 진행하였다. 연구에서 사용한 재료는 카고탱크에 사용되고 있는 오스테나이 트계 스테인리스강인 두께 1.2mm의 STS304L였다. 레이저 출력 및 용접속도를 변화시켜가면서 겹치기 및 맞대기 용접을 실시한 후 용입특성을 분석하여 최적의 접합조건을 도출하였다. 그 결과 용접부에서 모재보다 우수한 기계적 성질을 얻을 수 있었다.
주제어 : 파이버 레이저 용접, LNG 카고탱크, 오스테나이트계 스테인리스강, 기계적 성질
Abstract:
Laser is high density heat source, so it can make high speed welding with minimum heat input possible. Especially the high power fiber laser is recently commercialized and has high beam quality and the smallest system size compared with conventional laser due to it's unique oscillating mechanism. Because of these advantages it's thought that the most suitable heat source for LNG cargo tank welding precess which has to be conducted inside of ships. In this study fiber laser was used for welding of stainless steel for LNG carrier to applicate laser welding technique for shipbuilding industry. 1.2mmt STS304L of austenite stainless steel which apply to cargo tank was used for fiber laser welding. Butt and lap welding was conducted changing laser power, welding speed, then penetration characteristic was analyzed and optimal parameters for each materials. Consequently, we found that same or better mechanical properties were obtained in weld compared to base metal.Key w ords:
Fiber laser welding, LNG cargo tank, Austenite stainless steel, Mechanical property†교신저자(한국대학교 기관공학부, E-mail: [email protected], Tel: 051-410-4253) 1 STX 조선해양(주) 기술연구소, E-mail: [email protected], Tel: 055-548-5650 2 한국해양대학교 대학원, E-mail: [email protected], Tel: 051-410-4676
1. 서 론
석유나 석탄과 같은 화석연료의 고갈 및 환경오 염에 대한 문제가 심각해지면서 청정에너지원인 천 연가스가 대체에너지로써 대두되고 있으며, 그 사 용량도 꾸준히 증가하고 있다. 하지만 대기상태의
천연가스를 저장하거나 운송하기에는 어려움이 있 기 때문에 약 -160℃ 이하의 온도로 냉각시켜 액화 천연가스, 즉 LNG 상태로 유지한다. 천연가스의 액 화와 유지방법은 크게 압력을 이용한 상온가압식과 냉각을 이용한 저온상압식으로 나눌 수 있다. 이중
저온상압방식은 탱크의 설계 및 압력에 의한 제약 이 별로 없기 때문에 경제적이며 대형화가 가능하 여 대부분의 대형 LNG, LPG선에서는 이 방식을 채택하고 있다[1-5].
LNG선 중 멤브레인 방식의 GTT MARKⅢ 형식 카고탱크(cargo tank)를 사용하는 선박은 탱크 재료 로 두께 1.2 mm의 스테인리스강(STS304L)을 사용 하고 있다. 스테인리스강은 크롬 함유량이 12 % 이 상이며, 재료표면에 치밀한 부동태 피막의 형성으 로 내부의 재료가 쉽게 부식되지 않는 특성을 가진 다. 특히 오스테나이트계 스테인리스강인 STS304L 은 연성-취성 천이온도가 나타나지 않으므로 저온 용 재료로 많이 사용되어 LNG 카고탱크의 방벽에 적합한 소재이다[6-8].
이 연구에서는 이러한 STS304L 소재의 용접에 있어서 파이버 레이저를 적용하여 용접성을 평가하 였다. 현재 LNG선 카고탱크의 용접에는 아크 및 플라즈마 용접이 주를 이루고 있지만 용접속도가 분당 수 cm 정도로 분당 수 m의 레이저에 비하여 매우 저속이다. 빠른 용접이 가능한 레이저를 사용 한다면 용접속도의 개선으로 인해 생산성의 향상을 기대할 수 있다.
고출력 레이저 중에서 파이버 레이저는 가장 최 근에 고출력화가 이루어진 열원으로, 공진기의 구 조상 냉각이 용이하고 빔품질이 우수하며, 소형화 가 가능하다. 또한 레이저빔이 근적외광으로써 파 이버 전송이 가능하기 때문에 복잡한 형상의 가공 에도 자유도가 뛰어나고, 에너지 효율이 20 % 이상 으로 기존의 고체 레이저와 비교하여 상당히 높은 수준이다[9,10]. 따라서 LNG 카고탱크와 같은 극한 의 환경에서 사용되는 재료에 파이버 레이저를 적 용한다면 선박의 내부를 이동하면서 고속으로 고품 질의 용접을 수행할 수 있을 것으로 생각된다. 이 연구는 특히 높은 에너지 밀도로 집속된 레이저의 특성을 활용하여 용융부와 열영향부를 최소화함으 로써 재료의 성능열화를 방지하고, 생산성 향상을 위한 고속 용접조건을 도출하고자 하였다.
2. 실험 재료 및 방법
2.1 실험재료
본 실험에는 오스테나이트계 스테인리스강
STS304L 소재를 사용하였으며, 그 화학조성을 Table 1에 나타낸다. 여기서 재료기호의 L은 저탄 소(low carbon)를 의미하며 탄소를 0.03 % 이하로 감소시켜 용접에 따른 입계부식의 발생을 방지하기 위한 저탄소 스테인리스강을 표시한다. 실험에 사 용한 판재의 크기는 150 × 50 × 1.2 mmt이며, 압연방 향은 시험편의 가로방향과 평행하다.
Element(%)
Material Cr Ni C Mn Si P S Mo
STS304L 18.81 10.05 0.017 1.27 0.38 0.024 0.007 0.101
Table 1: Chemical composition of specimen
2.2 실험방법
실험에 사용한 레이저는 최대출력 5 kW의 파이 버 레이저이며, 시험편을 지그에 고정한 후 스테이 지를 이동시키면서 용접을 실시하였다. 설치사진 및 실험 모식도를 Figure 1에 나타낸다. 광학계는 반사광에 의한 손상을 막기 위해 전진각 1°를 주었 으며, 이때의 광학렌즈와 시험편까지의 초점거리는 300 mm이다. 레이저빔은 직경 150 um 파이버를 통 해 전송되었으며, 레이저빔 조사시 실드가스는 아 르곤가스를 25ℓ/min의 유량으로, 진행방향 후면 20 mm 지점에서 40°각도로 분사하여 용접부를 실 드하였다.
실험은 비초점거리에 대한 영향을 파악한 후 공 정변수인 레이저 출력 및 빔의 이송속도에 따른 겹 치기 및 맞대기 용접을 실시하였다. 맞대기 용접시 맞댐면은 밀링처리를 하여 갭(gap)의 영향을 최소 화하였다.
또한 용접부의 기계적 성질을 파악하기 위하여 마이크로 비커스 경도기를 사용하여 용접부 부근에 대한 폭방향 및 깊이방향의 경도를 측정하였으며, 인장시험을 통해 용접부의 건정성을 평가하였다.
경도측정시 재료의 두께와 압흔의 크기를 고려하여 0.2kg의 하중으로 10초간 가하였으며, 표면에서 0.6mm 깊이에서 폭방향과 용접부 중심을 따라 깊 이방향으로 200um 간격을 두고 경도측정을 하였다.
인장시험은 KS B 0801의 5호 시험편으로 제작하였 으며, KS B 0802의 인장시험방법을 적용하여 속도 2mm/min으로 시험하였다.
fd
Photo -10mm -6mm -4mm -2mm 0mm +2mm +4mm +6mm +10mm
Bead appear.
1mm
Cross section
0.2mm
0.4mm
Figure 3: Bead appearance and cross section of weld with various defocused distance in STS304L bead welding by fiber laser
(a) Photograph (b) Illustration Figure 1: Setup of experimental equipment
3. 실험 결과 및 고찰
3.1 비초점거리에 따른 용입특성
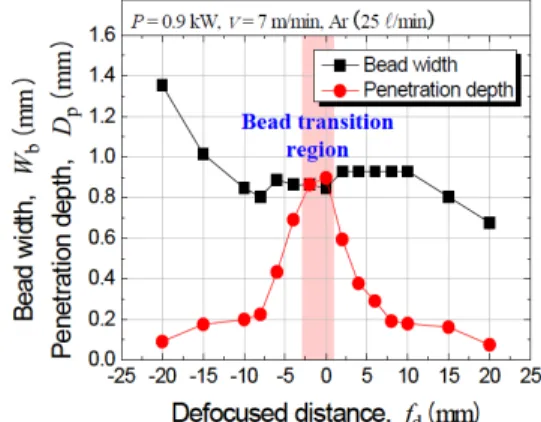
두께 1.2 mm STS304L 시험편에 대하여 레이저 출력 P = 0.9 kW, 용접속도 v = 7 m/min에서 비초점 거리를 fd= -20 ~ +20 mm로 변화시키면서 비드용접 을 실시하였으며, 결과를 통해 최적의 비초점거리 를 선정하였다. Figure 2는 비초점거리에 따른 용입 깊이(Dp) 및 비드폭(Wb)의 변화를 나타낸 것으로, 용입깊이는 초점인 fd= 0 mm에서 가장 깊게 얻어졌 다. 또한 키홀용접이 일어나는 구간은 fd= -4 ~ +2 mm의 범위로 나타났다. 키홀은 레이저에 의해 발 생한 플라즈마가 높은 압력으로 용융금속을 레이저 조사점 주변으로 밀어내면서 융액으로 둘러싸인 공 동이 용융부를 형성하기 때문에 발생한다. 그런데 STS304L의 용접시 사용된 출력은 P = 0.9 kW로 비 교적 낮기 때문에 비초점이 어느 정도 주어지면 파 워밀도가 급격하게 감소하여 키홀을 형성하는 플라 즈마의 압력도 감소함으로 키홀이 형성되는 범위가 제한적으로 나타난 것이라고 판단된다. 이상의 결 과를 토대로 건전한 비드와 최대 용입깊이를 얻을 수 있는 비초점거리로 fd= 0 mm를 선정하였다.
Figure 3은 비초점거리 -10 ~ +10 mm에서의 용접부 단면형상 및 비드외관의 사진을 나타낸 것이다.
Figure 2: Variation of penetration with defocused distance in STS304L bead weld by fiber laser
3.2 겹치기 용접시의 용입특성
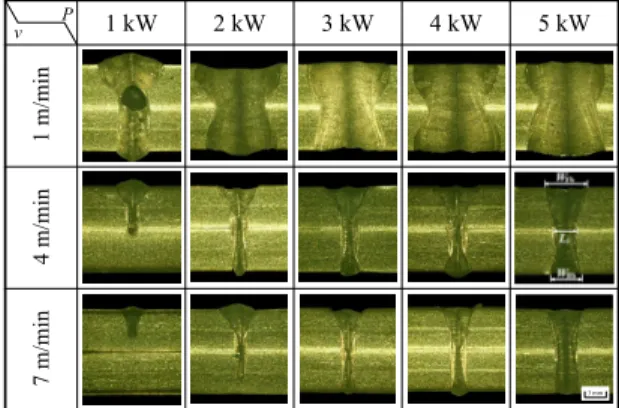
레이저출력 P = 1 ~ 5 kW, 용접속도 v = 1 ~ 7 m/min의 범위에서 겹치기 용접을 실시하였으며, Figure 4에 속도 1, 4, 7 m/min에서의 단면형상을 나 타낸다. 동일한 용접속도일 경우 레이저 출력이 3~5kW에서는 출력의 변화에 관계없이 단면형태가 거의 유사함을 확인할 후 있다. 한편, 레이저 출력 및 용접속도의 변화에 따른 비드폭 및 접합길이의 변화를 Figure 5에 나타낸다. Figure 5(a)와 (b)에서 전면(WFb) 및 후면(WBb) 비드폭의 변화를 살펴보면 레이저출력이 P = 3 kW일 경우 모든 조건에서 관통 용접이 이루어지면서 용접속도가 일정하면 비드폭 도 거의 유사한 경향을 나타내었다. 즉, P = 3 kW 이상의 레이저 출력에서는 용입특성에 미치는 용접 속도의 영향이 크지 않다는 것을 볼 수 있다. 이는 출력이 증가하여도 재료에 가해지는 입열량의 변화 가 크지 않기 때문이다. 재료의 두께가 1.2 mm에 불과하여 겹치기용접을 적용하여도 총 두께가 2.4
v P 1 kW 2 kW 3 kW 4 kW 5 kW
1 m/min4 m/min7 m/min
3 mm 3 mm 3 mm
Figure 4: Cross section of weld with laser power, and welding speed in STS304L lap welding
(a) Front bead (WFb)
(b) Back bead (WBb)
(c) Joining length (Lj)
Figure 5: Variation of bead width and joining length in STS304L lap welding
mm로 두껍지 않아 일정 이상의 출력이 가해지면 재료를 완전히 관통하는 키홀이 형성되고, 그 키홀 을 통하여 입사되는 레이저의 일부가 통과된다.
한편 Figure 5(c)는 용접조건에 따른 접합길이(Lj) 의 변화를 나타낸 것으로, 접합길이는 겹치기 용접 시 상판과 하판이 용융접합된 영역이기 때문에 접 합부의 성능을 결정하는 중요한 요소가 된다. 용접 속도가 일정할 경우, P = 3 kW 이상에서는 출력에 따른 접합길이 역시 유사한 값을 보이고 있다. 이 로인해 관통용접이 가능한 출력에서는 용접속도가 접합길이에 미치는 영향이 출력의 영향보다 크다는 것을 알 수 있다.
따라서 P = 3 kW 이상에서는 용융부의 형상이 크게 변하지 않는 것을 감안하여 P = 3 kW가 두께 1.2 mm STS304L의 겹치기 용접시 적당한 출력이라 생각된다.
3.3 맞대기 용접시의 용입특성
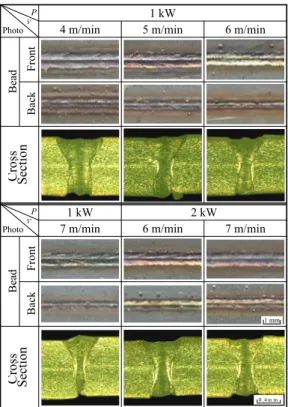
Figure 6는 STS304L의 맞대기 용접시 레이저출 력 및 용접속도 변화에 따른 비드외관과 단면형상 을 나타낸 것이다. 겹치기 용접의 경우 출력 P = 1 kW, 용접속도 v = 5.0 ~ 6.0 m/min의 조건에서 완전 한 관통용접을 얻을 수 없었다. 그러나 맞대기 용 접에서는 1 kW에서도 6.0 m/min까지 안정적으로 관 통용접이 가능하였다. 이것은 맞대기 용접의 경우 맞대기 면사이의 미세한 갭과 용접 형상인자로 인 해 키홀의 형성이 용이하기 때문으로 판단된다.
비드외관을 살펴보면 스패터의 부착은 거의 나 타나지 않았음을 알 수 있는데 이것은 STS304L에 대해서 사용되는 출력이 낮아 금속증기의 압력이 상대적으로 낮으며, 동시에 전면과 이면비드로 플 라즈마가 분출되어 용융금속의 비산이 적기 때문으 로 생각된다.
이 결과로부터 용접속도에 따른 생산성을 고려 할 때 레이저출력 P = 2kW, 용접속도 v = 7.0 m/min 을 맞대기 용접의 최적 조건으로 설정하였다. 그러 나 이 조건에서도 이면비드의 폭이 넓게 형성되고 있으므로 용접속도를 더욱 증가시키더라도 안정적 인 용접이 가능할 것으로 예상된다.
a
Weld Base
metal aa
Weld Base
metal
(a) Horizontal hardness distribution and microstructure
0 0 0.4 0.4 0.8 0.8 1.2 1.2 1.6 1.6 2.0 2.0
Distance from surface, (mm)Distance from surface, (mm)
Hardness, (Hv) v = 7.0 m/min
150 200 250 100
a a 0 0 0.4 0.4 0.8 0.8 1.2 1.2 1.6 1.6 2.0 2.0
Distance from surface, (mm)Distance from surface, (mm)
Hardness, (Hv) v = 7.0 m/min
150 200 250 100
a a
aaa
(b) Vertical hardness distribution and microstructure Figure 7: Microstructure and hardness distribution in lap welding of STS304L at P = 3 kW
vP Photo
1 kW
4 m/min 5 m/min 6 m/min
Bead FrontBackCross Section
vP Photo
1 kW 2 kW
7 m/min 6 m/min 7 m/min
Bead FrontBack
1 mm 1 mm
Cross Section
0 .2 m m
0 .4 m m
Figure 6: Bead appearance and cross section with laser power and welding speed in butt welding
3.4 용접부의 기계적 성질
Figure 7은 STS304L의 겹치기 용접시 레이저 출 력 P = 3 kW에서 가장 입열이 큰 용접속도 v = 1 m/min와 입열이 가장 낮은 v = 7 m/min의 조건에서
용접된 시편의 가로 및 세로방향의 경도분포를 나타 낸 그림이다. 전체적인 경향은 용접속도가 v = 1 m/min의 경우에서는 용접부의 경도가 감소하는 반 면 v = 7 m/min에서는 증가하고 있다. 이는 용접속도 가 빠를수록 응고속도가 빠르게 되어 조직이 미세화 됨에 따라서 경도값이 증가하는 것이라고 볼 수 있 다. Figure 7(a)의 a와 b 미세조직을 비교하면 두 조 건 모두 용융경계면을 나타낸 것으로 a의 v = 7 m/min에서는 용접속도의 상승에 의한 빠른 응고속 도에 기인하여 수지상정의 조직을 나타내는 반면, b 의 v = 1 m/min 속도에서는 상대적으로 느린 응고속 도에 기인하여 등축정의 조직을 보이고 있다. 이는 Figure 7(b)의 조직사진에서도 관찰된다. 따라서 STS304L의 경우 탄소의 함유량이 극히 적기 때문에 이와 같은 경도분포의 차이는 탄소에 의한 것이 아 니라 용접속도에 기인하여 발생한다고 볼 수 있다.
No. 1 No. 2
No. 3 No. 4
. Figure 8 Photographs of fracture shapes in tensile test of STS304L
Figure 8은 STS304L의 맞대기 용접시 인장시험 에 의한 파단형태를 나타내고 있다. 그림에 보듯이 STS304L은 대부분 모재에서 파단되었다. 한편 용 접부의 일부분이 파단된 1번 시편의 경우에도 파단 의 시발점은 모재이다.
(a) Fracture starting point (b) Cross section of A
(c) Fracture surface of A (d) Fracture surface of B .
Figure 9 Macro images of fracture surface in test No.1 specimen of Figure 8
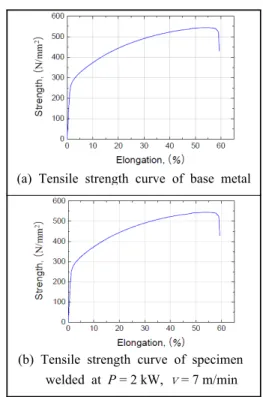
(a) Tensile strength curve of base metal
(b) Tensile strength curve of specimen welded at P = 2 kW,
v
= 7 m/min Figure 10: Tensile strength curves of base metal and welded specimenFigure 9은 1번 시편의 파단부 매크로 사진이다.
그림에서와 같이 모재부에서 파단이 시작되었으며 파면 관찰을 통해 모재에 기공이 존재함을 확인할 수 있는데, 파단의 시발점인 (c)부분을 확대한 (d)를 살펴보면 모재에 다수의 기공이 존재하고 있으며, 이 기공에 의한 응력집중이 파단의 원인이라 판단 된다. Figur 10에 나타낸 모재와 1번 시편에 대한 각각의 응력-신율 곡선을 비교해보면 거의 유사한 형태를 나타내고 있어, 용접부 부근의 모재에 대한 물성저하는 거의 없는 것을 확인할 수 있다. 인장 시험 결과 STS304L 모재의 인장강도 값은 542 MPa 이었으며 용접재의 인장강도 값은 545 MPa로, 최적 의 조건에서 용접된 시험편은 모재에 비해 용접재 의 강도 및 연신율이 약간 증가하는 경향을 나타내 었다. 이는 빠른 응고속도를 가지는 레이저 용접의 특성상 용접부의 조직이 미세화됨에 따라서 강도가 상대적으로 증가하였기 때문으로 판단된다.
4. 결 론
GTT MARK Ⅲ 타입의 LNG선용 스테인리스강 STS304L의 파이버 레이저 용접을 실시한 결과, 다 음과 같은 결론을 얻을 수 있었다.
(1) 비초점거리에 따른 비드용접을 실시한 결과, 비초점거리 fd= 0 mm에서 가장 깊은 용입을 얻을 수 있었으며, 키홀용접이 일어나는 구간은 fd= -4 ~ +2 mm의 범위로 나타났다.
(2) 두께 1.2 mm STS304L의 겹치기 용접시 레이 저 출력 P = 3 kW 이상의 조건에서 용접속도가 v = 7 m/min까지 관통용접이 이루어졌다. 따라서 P = 3 kW 이상의 출력에서는 이면으로 소실되는 빔의 양 이 증가하여 출력증가에 따른 효과가 급격하게 감 소한다는 것을 알 수 있었다.
(3) 맞대기 용접시 최적의 조건은 레이저출력 P
= 2 kW, 용접속도 v = 7.0 m/min으로 설정하였으며, 이 출력에서 용접속도가 더욱 증가하더라도 안정적 인 용접이 가능할 것으로 생각된다.
(4) 용접부의 경도를 측정한 결과 STS304L의 용 접부는 탄소의 영향보다는 용접속도, 즉 응고속도 에 기인하여 경도값의 차이를 나타내었다. 또한 인 장강도는 모재와 비교하여 유사하거나 다소 우수하
게 나타났다.
후 기
본 연구는 지식경제부 및 정보통신산업진흥원의 대학 IT연구센터 육성지원 사업의 연구결과로 수행 (NIPA-2012-H0301-12-2009)되었으며, 또한 국토해양 부의 지원으로 수행한 해양에너지 전문인력 양성사 업의 연구결과입니다.
참고문헌
[1] K. S. Kim, S. H. Boo, C. Y. Park, Y. G. Cho and J. S. Lee, “An experimental study on the tensile and fatigue strength of SUS304L lap weld at the cryogenic temperature”, Journal of Ocean Engineering and Technology, vol. 22 no.
3, pp. 96-102, 2008.
[2] J. H. Kim, Understanding of LNG Ship, Dasom Pub., 2006 (in Korean).
[3] J. D. Yoon, “What is LNG”, Journal of Korea Petroleum Association, no. 64, pp. 56-62, 1986 (in Korean).
[4] D. S. Lee, “A developing tendency of liquefied natural gas carriers”, Journal of The Korean Society of Marine Environment & Safety, vol.
15 no. 3, pp. 269-274, 2009 (in Korean).
[5] Y. J. Kim, S. D. Yeo and S. I. Kim,
“Construction of GAZ transport & techniga membrane(Mark-Ⅲ) Type LNG ship”, Bulletin of The Society of Naval Architects of Korea, vol. 33 no. 6, pp. 42-49, 1996 (in Korean).
[6] J. H. Moom, D. R. Yoon, D. C. Kim, D. W.
Lee and T. W. Jang, “Influence of lap weld shapes on shear strength by plasma arc welding of SUS 304L”, Proceedings of the 2004 Spring Annual Meeting of The Korean Welding and Joining Society, pp. 129-130, 2004 (in Korean).
[7] E. A. Trillo, R. Beltran, J. G. Maldonado, R. J.
Romero, L. E. Murr, W. W. Fisher and A. H.
Advani, “Combined effects of deformation (strain and strain state), grain size, and carbon content
on carbide precipitation and corrosion sensitization in 304 stainless steel”, Materials Characterization, vol. 35, no. 2, pp. 99-112, 1995.
[8] H. S. Kwon, H. S. Kim, C. J. Park and H. J.
Jang, Understanding of Stainless Steel, Korea Metal Journal, 2007 (in Korean).
[9] L. Quintino, A. Costa, R. Miranda, D. Yapp, V.
Kumar and C. J. Kong, “Welding with High Power Fiber Lasers - A Preliminary Study”, Materials and Design, vol. 28, pp. 1231-1237, 2007.
[10] M. Y. Lee, “A multi killowatts CW fiber laser welding”, Journal of Korean Welding and Joining Society, vol. 26, no. 4, pp. 318-323, 2008 (in Korean).