Fiber Laser Welding in the Car Body Shop - Laser Seam Stepper versus Remote Laser Welding -
6
0
0
전체 글
(3)
(4)
(5)
(6)
수치

+2

관련 문서
In order to quantitatively examine the characteristics of the butt welding, the welding quality of the cut section, stain-stress behavior and the hardness of
That is, the expansion of material by high temperature and distortion by cooling during welding process is caused by tensile and compressive residual stresses in welding
1) Welding the different metal STS304 and SS400 was successful, and the expansion experiment by Gas Tungsten Arc Welding brought about the cutting face in tensile test is shown
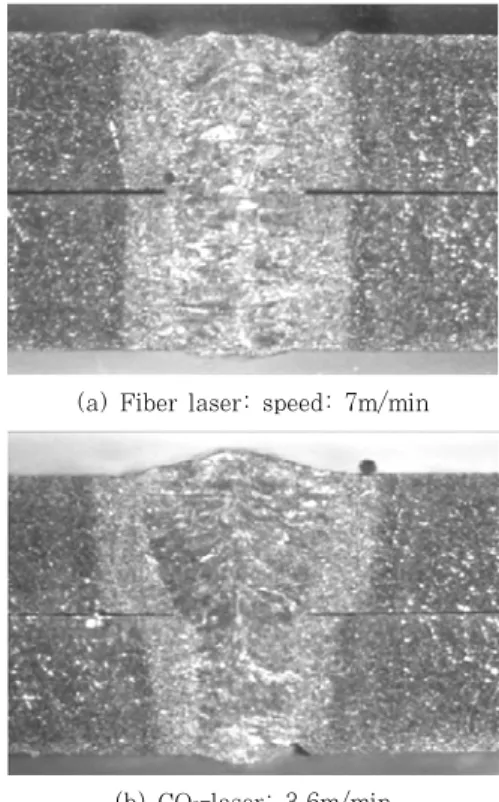
3.9 Bead and cross section profiles of welds in LASER welding. Bead
Thus, the tool material was developed to apply welding about high melting materials and optimize friction stir welding condition in the present study.. 3.3
Welding the base metal, the produced heat transfer to the welding zone that makes
For this reason, in this study, comparing the traditional manufacturing process and relatively high temperature of exhaust gas heat and CO2 laser
In Chapter 2, In order to reduce and prevent welding deformation of T-joints, we will consider the minimum thermal deformation condition by changing the welding
