This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License(http://creativecommons.org/licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Journal of Welding and Joining, Vol.33 No.4(2015) pp17-23
보호가스 종류에 따른 고출력 레이저 용접특성
안 영 남*․김 철 희*,†
*한국생산기술연구원 용접접합그룹
The Effect of Shielding Gas Composition on High Power Laser Welding Characteristics
Young-Nam Ahn* and Cheolhee Kim*,†
*Joining R&D Group, KITECH, Incheon 406-840, Korea
†Corresponding author : [email protected]
(Received July 14, 2015 ; Revised August 22, 2015 ; Accepted August 27, 2015)
Abstract
Laser-gas metal arc hybrid welding has been considered as an alternative process of gas metal arc welding for offshore pipe laying. Fiber delivered high power lasers which enable deep penetration welding were recently developed but high power welding characteristics were not fully understood yet. In this study, the influence of shielding gas composition on welding phenomena in high power laser welding was investigated. Bead shapes, melt ejection and dropping were observed after autogenous laser welding with 100% Ar, Ar-20% CO
2, Ar-50% CO
2, and 100% CO
2shielding gas. Process parameter window was widest with Ar-50% CO
2shielding gas and the penetration was deepest with 100% CO
2shielding gas. The melt dropping was not observed when Ar-50% CO
2or 100% CO
2shielding gas was supplied.
Key Words : High-power laser welding, Shielding gas, Process parameter window, Penetration depth, Melt ejection, Melt dropping
\
1. 서 론
레이저용접은 고밀도 열원 용접으로 빠른 용접속도, 깊은 용입, 적은 입열량을 가진 용접공정이다. 또한 로 봇에 레이저 헤드를 장착하여 완전 자동화가 가능하며 높은 품질, 고정밀, 고성능과 변형감소 등 여러 장점으 로 인해 생산라인에 큰 관심을 받고 있다
1-3). 파이프라 인의 용접에는 전통적으로 아크용접이 이용되고 있으나 비교적 최근 오비탈 파이프라인 용접에 고출력 CO
2레 이저 또는 Nd:YAG 레이저용접이 제안되었다
4-5). 레이 저용접은 고생산성에도 불구하고 생산라인에서 발생하 는 부재들 사이의 핏업(fit-up) 오차에 취약하기 때문 에 레이저용접과 아크용접과의 복합공정인 레이저-아크 하이브리드용접 기술이 중요하게 논의되고 있다. 레이 저-아크 하이브리드 용접은 레이저와 아크열원 상호간 시너지 효과에 의해서 용접속도 증가, 변형 감소, 용입 및 간극 대응력 확보 등의 여러 가지 장점을 가지고 있
어 조선 및 자동차 분야를 중심으로 적용성이 확대되었 다
6-8). 기존의 연구에서는 열원으로 레이저와 아크가 동시에 적용되기 때문에 용접현상, 비드형상의 모델링, 레이저-아크 간 거리나 아크용접공정변수, 보호가스 등 다양한 공정변수에 따른 용접특성에 대한 연구가 진행 되었다
9-17).
용접에서 보호가스의 역할은 용융금속을 대기로부터 격리시켜 산화에 의한 결함발생 등을 방지하기 위하여 사용하는 가스이다
18). GMA용접에서는 용적에 작용하 는 전자기적 핀치효과에 의해 용접이행이 용이한 것으 로 알려진 Ar가스의 조성비가 높은 보호가스를 사용하 는데 CO
2를 일부 혹은 100 % 사용할 경우 언더컷이 나 블로우홀과 같은 용접부 결함 방지 및 표면장력 감 소에 의한 비드 표면형상 개선이 가능하다.
최근의 레이저-아크 하이브리드연구에서는 10 kW이 상의 대출력 레이저를 사용하여 후육 파이프용접을 시 도하고 있다
19-21). 그러나 보호가스에 따른 레이저-아크 하이브리드 용접특성을 평가한 선행연구는 보호가스 조
ISSN 1225-6153 Online ISSN 2287-8955
특 집 논 문
C Si Mn P S Cr 0.0586 0.226 1.531 0.011 0.0016 0.14
Ni B Ca Cu Mo N
0.13 0.0001 0.0016 0.157 0.05 0.0034 Table 1 Chemical composition of base metal (wt. %)
Yield strength (MPa)
Tensile Strength (MPa)
Elongation (%)
515 629 35
Table 2 Mechanical properties of base metal
V H
Fd +
0
Shielding gas nozzle 40 deg.
Focused laser beam
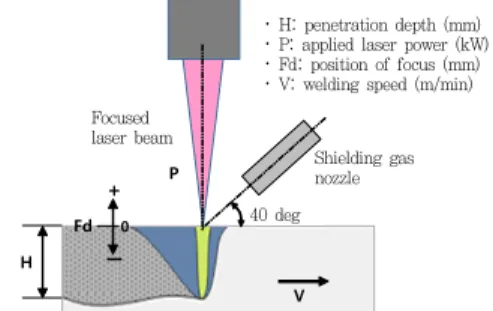
•H: penetration depth (mm)
•P: applied laser power (kW)
•Fd: position of focus (mm)
•V: welding speed (m/min)
P
Fig. 1 Schematic illustration of welding parameters
Fig. 2 Effect of focal position on penetration and weld bead appearance
성에 민감한 CO
2레이저를 이용하였거나
16)출력이 낮은 YAG레이저 계열을 이용한 경우에 해당하여
17)YAG 계열 대출력 레이저를 활용한 경우에 보호가스 조성에 따른 용접특성이 충분히 검토되지 못하였다.
본 연구의 목적은 해저파이프라인 건설을 위한 레이 저-아크 하이브리드 용접의 적용성을 검토하기 위한 선 행연구로서 고출력 레이저용접에서 보호가스 종류에 따 른 용접 특성을 파악하고자 한다. 실제로 아크용접에서 는 Ar-CO
2혼합가스가 주로 사용되므로 이에 대응하 기 위하여 본 연구에서는 100 % Ar, Ar-CO
220 %, Ar-CO
250 %, CO
2100 %의 보호가스를 사용하여 용입깊이, 이면비드의 형상 등을 비교 및 검토하였다.
2. 실험장치 및 방법
본 연구에 사용한 재료는 두께 12.7 mm의 API X65 강판이였으며, 화학적 조성과 기계적 특성을 Table 1과 2에 각각 나타내었다. 실험에 사용한 레이저는 최대출 력 12 kW급 디스크 레이저였으며, 레이저 빔은 200 μm 직경 파이버로 전송한 후 초점거리 280 mm의 광 학계로 소재에 조사되었다. 빔프로파일 측정장비를 이 용하여 측정된 집속 빔의 최소 직경은 0.29 mm였으며 레일리길이 (Rayleigh length)는 2.5 mm이다. 다양 한 레이저용접 변수 중 예비실험을 통하여 초점위치를 결정하였으며, 후속실험에서 초점위치를 고정하고 타 공정변수의 영향을 검토하였다.
Fig. 1은 본 연구의 실험 모식도를 나타낸다. 레이 저는 모재에 수직으로 조사되었으며, 보호가스는 모재 에서 40도 기울여진 노즐을 이용하여 용접부에 20 ℓ /min의 유량으로 공급하였다.
3. 실험결과 3.1 초점위치에 따른 용입특성
고출력 레이저용접에서 초점위치는 비드의 폭과 용입
깊이를 결정짓는 중요한 변수로 본 실험에서는 먼저 초 점위치에 따른 용입특성을 평가하였다. 25 mm 두께의 소재를 대상으로 초점위치는 모재의 깊이방향으로 가장 깊은 –7 mm부터 +1 mm까지 변경하면서 실험을 진 행하였으며 그 결과를 Fig. 2에 나타내었다. 레이저출력 (P)은 8 kW와 12 kW였으며, 1 m/min과 2 m/min 의 용접속도(V)로 실험을 진행하였다. 그래프에서 “a”로 표시된 점선으로 표시한 영역에서는 불안정 용융에 의 한 용접품질이 불균일한 영역이다.
Fig. 2에서와 같이 레이저출력과 용접속도에 관계없 이 초점위치 –7 mm에서 용입깊이가 가장 얕게 측정 되었으며 초점이 –3 mm 근처에서 용입깊이가 최대로 깊어지는 경향을 보이고 있다. 이 조건 영역에서 대체 로 용접부의 외관품질이 양호하였으나 “a”로 표기된 8 kW, 1 m/min과 12 kW, 2 m/min의 조건에서는 초 점위치 +1 mm에서 표면비드가 불균일한 험핑비드의 형성이 발견되었다. 이러한 험핑비드는 고출력 레이저 용접에서 나타날 수 있는 키홀불안정과 관계가 있는 것 으로 추정되며 고속카메라를 이용한 후속연구를 통해 정확한 원인을 지시예정이다. 본 논문의 모든 후속실험 에서는 이상의 결과들을 참고로 하여 초점위치는 용입 깊이 및 비드 안정성이 양호한 –3 mm로 결정하였다.
・ H: penetration depth (mm)
・ P: applied laser power (kW)
・ Fd: position of focus (mm)
・ V: welding speed (m/min)
Shielding gas nozzle 40 deg Focused
laser beam
V=0.75 m/min V=1.0 m/min V=1.25 m/min V=1.5 m/min
V=0.75 m/min V=1.0 m/min V=1.25 m/min V=1.5 m/min
P=7.5 kW
P=7 kW
V=0.75 m/min V=1.0 m/min V=1.25 m/min V=1.5 m/min
V=0.75 m/min V=1.0 m/min V=1.25 m/min V=1.5 m/min
P=8 kW
P=8.5 kW
V=0.75 m/min V=1.0 m/min V=1.25 m/min V=1.5 m/min
V=0.75 m/min V=1.0 m/min V=1.25 m/min V=1.5 m/min
P=9.5 kW
P=9 kW
Partial Æ ejection
P=10 kW
V=0.75 m/min V=1.0 m/min V=1.25 m/min V=1.5 m/min
Partial Æ ejection
Fig. 3 Correlation of applied laser power and welding speed with weld quality under Ar shielding gas
V=0.75 m/min V=1.0 m/min V=1.25 m/min V=1.5 m/min
V=0.75 m/min V=1.0 m/min V=1.25 m/min V=1.5 m/min
V=0.75 m/min V=1.0 m/min V=1.25 m/min V=1.5 m/min
V=0.75 m/min V=1.0 m/min V=1.25 m/min V=1.5 m/min
V=0.75 m/min V=1.0 m/min V=1.25 m/min V=1.5 m/min
V=0.75 m/min V=1.0 m/min V=1.25 m/min V=1.5 m/min
V=0.75 m/min V=1.0 m/min V=1.25 m/min V=1.5 m/min
P=10 kW P=9.5 kW P=9 kW P=8.5 kW
P=8 kW P=7.5 kW
P=7 kW
Ejection
Ejection Ejection
Ejection Ejection
Ejection Dropping
Partial → ejection
Partial → ejection
a
b
c
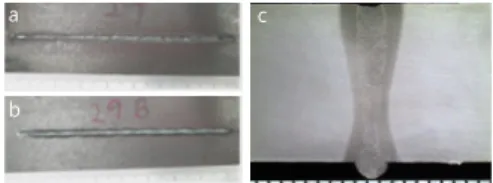
Fig. 4 Top(a) and bottom(b) surface beads and cross section(c) of laser welds (CO
2shielding; P:7 kW;
V:0.75 m/min)
Fig. 5 Appearance of bottom surface where weld formation was changed from partial to full penetration (CO
2shielding; P:6.95 kW; V: 0.75 m/min)
a
b
c
Fig. 6 Top(a) and bottom(b) surface beads and cross- section(c) of laser welds. No dropping was observed. (Ar-50 % CO
2shielding; P:7.3 kW;
V:0.75 m/min)
3.2 보호가스가 용입특성에 미치는 영향
용접에서 보호가스의 역할은 앞서 설명하였듯이 언더 컷, 블로우홀 등의 용접결함 뿐만 아니라 용입깊이와 같은 비드 형성특성에도 중요한 역할을 하므로 본 실험 에서는 레이저 출력, 용접속도에 따라 보호가스 종류별 로 실험을 진행하였다. 실험에 사용된 레이저의 출력범 위는 7~10 kW (0.5 kW 간격)이었으며 용접속도 범 위는 0.75~1.5 m/min(0.25 m/min 간격)이었다.
초점위치는 앞서 언급되었듯이 깊이 방향 –3 mm로 고정하여 실험을 진행하였다. 보호가스 종류에 따라 이 면비드에서 안정된 비드가 형성되지 못하고 용융금속이 매달리는 현상 즉 드롭핑(dropping)이 발생하기도 하 였다.
22)그 경우에는 드롭핑구간을 자세히 알아보기 위 하여 레이저 출력을 미세조절 하여 실험을 실시하였다.
Fig. 3은 Ar 보호가스를 사용한 실험결과이다. 레이 저 출력 7 kW에서는 적용한 모든 용접속도에서 부분 용입을 보이며 안정된 용입현상을 보였다. 레이저 출력 이 7.5 kW에서는 용접속도 0.75 m/min에서 이면비 드에서 드롭핑현상이 발생하였으며 그 이상의 속도에서 는 부분용입이 형성되었다. 레이저 출력 8.0~8.5 kW 범위에서는 모든 용접속도에서 안정된 용접이 이루어졌 으며 용접속도가 증가할수록 용입이 얕아지는 결과를 얻을 수 있었다.
레이저 출력이 9 kW, 용접속도 0.75 m/min에서는 이면비드에서 용융금속의 분출(ejection)이 발생했으며 그 이상의 속도에서는 안정적인 용접이 이루어졌다. 레 이저 출력 9.5 kW에서는 용접속도가 느릴 경우 분출 모드가 시작되었다가 용접속도 1.25 m/min일 경우 부 분용입에서 분출 모드로 바뀌는 천이구간이 존재하였 다. 그 이상의 용접속도에서는 부분 용입이지만 안정적 인 용접이 이루어졌다. 레이저 출력 10 kW에서는 부 분용입과 이면비드 분출간의 천이는 용접속도 1.5 m/min에서 발생하였으며, 그보다 낮은 용접속도에서 는 모두 이면비드 분출이 발생하였다.
CO
2를 보호가스로 사용한 경우 Ar과는 다르게 레이 저 출력 7 kW, 용접속도 0.75 m/min에서 완전용입 용접부가 형성되었다(Fig. 4). 이면비드의 드롭핑구간
을 확인하기 위해 용접속도를 0.75 m/min으로 고정하 고 레이저 출력을 6.95 kW로 낮추어 실험한 결과 Fig. 5와 같이 부분용입으로 진행되다가 용접 중간에 완전용입으로 바뀌는 구간이 발생되었다. 즉 보호가스 로 CO
2를 사용할 경우 드롭핑현상은 발생하지 않음을 확인할 수 있었다. 실험에서 제시한 최고 출력인 10 kW에서는 모든 속도에서 이면비드 분출이 발생되었다.
Ar-20 % CO
2혼합가스를 보호가스로 사용한 실험 에서는 Ar 또는 CO
2단독 보호가스를 사용한 경우의 특성이 모두 나타났다. 최고 출력인 10 kW에서는 100 % CO
2보호가스와 마찬가지로 모든 용접속도에서 분출이 발생되었다. 또한 100 % Ar 보호가스와 같이 레이저 출력 7.3 kW, 용접속도 0.75 m/min에서는 이면비드 에서 드롭핑이 발생되었다. 이것은 Ar을 보호가스로 사 용한 경우보다 레이저 출력이 0.2 kW 낮은 조건에서 드롭핑을 보인 것이다.
한편 Ar-50 % CO
2를 보호가스로 사용한 경우는 Ar-20 % CO
2를 사용한 결과와 비슷한 용접특성을 보 였으나 Fig. 6에 나타나 있는 것과 같이 전술한 용접조 건(P=7.3 kW, V=0.75 m/min)의 용접부에서 이면 비드 드롭핑 구간은 나타나지 않았다.
3.3 적정 용접영역 설정
Fig. 7은 보호가스 종류, 레이저 출력 및 용접속도
에 따른 두께 12.7 mm, API X65 소재의 적정 레이
저 용접영역을 나타내기 위한 도표이다. 본 실험에서
용접영역은 다음과 같이 7가지로 구분하였다. 즉 (1)완
전용입 영역, (2)부분용입 영역, (3)드롭핑 영역, (4)분출
영역, (5)완전용입에서 분출로 바뀌는 영역, (6)부분용
F: Full penetration D: Dropping P: Partial penetration M: Melt ejection FM: Full penetration → melt ejection
PM: Partial penetration → melt ejection PF : Partial penetration → full ejection
10.0 9.5 9.0 8.5 8.0 7.5 7.0
M M M PM M M M PM
M M PM P M M M P
M F P P M M PF P
F F P P F F P P
F P P P F PF P P
D P P P F P P P
P P P P P P P P
Ar shielding Co2 shielding
10.0 9.5 9.0 8.5 8.0 7.5 7.0
M M M M M M M M
M M M P M M M P
M M M P M F F P
PM F P P F F P P
F P P P F P P P
F P P P F P P P
P P P P P P P P
Co2 shielding Co2 shielding
Welding speed (m/min) Welding speed (m/min)
Fig. 7 Surface quality according to welding conditions
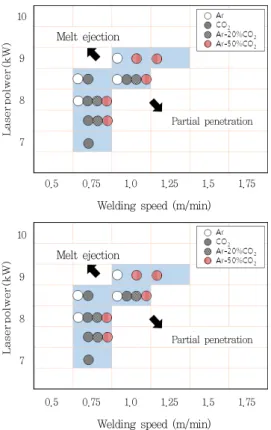
Fig. 8 Process window for full penetration with no surface defect
0.7 0.8 0.9 1.0 1.1 1.2 1.3 1.4 1.5 1.6 9
10 11 12 13
Penetration depth (mm)
Welding speed (m/min) Ar, 7 kW CO2, 7 kW Ar-50% CO2, 7 kW Ar-20% CO2, 7 kW
(a) 7 kW
0.7 0.8 0.9 1.0 1.1 1.2 1.3 1.4 1.5 1.6 9
10 11 12 13
Ar, 8 kW CO2, 8 kW Ar-50% CO2, 8 kW Ar-20% CO2, 8 kW
Penetration depth (mm)
Welding speed (m/min)
(b) 8 kW
0.7 0.8 0.9 1.0 1.1 1.2 1.3 1.4 1.5 1.6 9
10 11 12 13
Ar, 9 kW CO2, 9 kW Ar-50% CO2, 9 kW Ar-20% CO2, 9 kW
Penetration depth (mm)
Welding speed (m/min)
(c) 9 kW
Fig. 9 Effect of laser welding conditions on penetration depth for 12.7 mm-thick API X65 steel
입에서 분출로 바뀌는 영역, (7)부분용입에서 완전용입 으로 바뀌는 영역 등이다.
Fig. 8은 이면비드가 건전하게 형성된 적정 용접영 역의 정리된 결과를 보여준다. CO
2를 보호가스로 사용
한 경우 레이저 출력이 낮은 구간에서부터 적정 용접영 역이 형성되었으며 Ar을 보호가스로 사용하면 Ar-CO
2혼합가스를 썼을 때보다 용접속도가 낮은 쪽에 적정 용 접영역이 존재하는 것으로 나타났다. 또 Ar-50 % CO
2혼합가스를 보호가스로 사용한 경우 용접속도를 기준으 로 할 때 가장 넓은 적정 용접영역이 존재하는 것을 알 수 있다.
한편 용접조건에 따라 용입특성이 어떻게 변하는가를 알아보기 위하여 정리한 실험결과는 Fig. 9에 제시되어 있다. 이 그림에서는 레이저 출력이 7 kW, 8 kW, 9 kW 의 변화에 관계없이 CO
2를 보호가스로 사용한 경우에 용입특성이 가장 좋은 것을 알 수 있다. 그 다음으로 Ar-50 % CO
2를 보호가스로 사용한 경우가 용입이 깊 으며, 100 % Ar을 사용한 조건에서는 용입깊이가 상 대적으로 얕거나 혼합가스인 Ar-20 % CO
2의 결과와
Welding speed (m/min)
0.5 0.75 1.0 1.25 1.5 1.75
Partial penetration Melt ejection
10
9
8
7
Welding speed (m/min)
0.5 0.75 1.0 1.25 1.5 1.75
Partial penetration Melt ejection
10
9
8
7 Welding speed (m/min)
Welding speed (m/min)
0.7 0.8 0.9 1.0 1.1 1.3 1.4 1.5 1.6 0.7 0.8 0.9 1.0 1.1 1.3 1.4 1.5 1.6
Welding speed (m/min) 0.7 0.8 0.9 1.0 1.1 1.3 1.4 1.5 1.6
13 12 11 10 9 13 12 11 10 9 13 12 11 10 9
비슷하게 측정되었다. 용접 입열량 측면에서 보면 당연 한 결과이지만 모든 보호가스 조건에서 용접속도가 가 장 낮은 0.75 m/min에서 용입이 가장 깊으며, 용접속 도가 가장 빠른 1.5 m/min에서 용입이 얕은 것을 확 인할 수 있다.
4. 결 론
API X65, 12.7 mm 두께를 갖는 시험재에 대하여 보호가스 종류에 따른 고출력 디스크레이저 용접실험 결과를 요약하면 다음과 같다.
1. 용입깊이에 미치는 초점위치의 영향에서는 –3 mm 근처에서 용입이 가장 깊었으며 +1 mm 이상에서는 험핑비드가 발생되는 경우도 관찰 되었다.
2. 이면비드 품질불안정 요소의 하나인 드롭핑 현상 은 Ar 또는 Ar-20 % CO
2를 사용한 용접에서 발생되 었으나 CO
2와 Ar-50 % CO
2의 경우는 그러한 현상이 발견되지 않았다.
3. 보호가스가 용입특성에 미치는 효과를 알아보기 위한 실험에서 CO
2를 보호가스로 사용한 경우 모든 조 건에서 용입이 가장 깊게 측정되었으며, Ar은 용입깊이 가 얕거나 혼합가스와 비슷한 특성을 보였다.
4. 각각의 보호가스에 대해 건전한 이면비드가 형성 되는 용접영역은 Ar-50 % CO
2보호가스에서 가장 넓 게 형성되었다.
5. 실험에 적용된 용접조건 범위 내에서, 부분용입에 서 완전용입으로 바뀌거나 완전용입에서 이면비드 분출 로 바뀌는 구간이 존재하였는데 Ar-50 % CO
2를 사용 할 경우는 그러한 구간이 발견되지 않았다.
References
1. Korea Welding and Joining Society, Welding and Joining Handbook(2nd Edition), Korea Welding and Joining Society, 3 (2007), 139-140 (in Korean)
2. X. Zhang, E. Ashida, S. Katayama and M. Mizutani, Deep Penetration Welding of Thick Section Steels with 10 kW Fiber Laser, Quarterly Journal of the Japan Welding Society, 27(2) (2009) 64s-68s (in Japanese) 3. S. Katayama, Y. Kawahito and M. Mizutani: Elucidation
of Laser Welding Phenomena and Factors Affecting Weld Penetration and Welding Defects, Physics Procedia, 5 (B) (2010), 9-17
4. Y. Gainand, J. P. Mas, J. P. Jansen, J. C. Coiffier, J. C.
Dupont and C. Vauthier: Laser Orbital Welding Applied to Offshore Pipeline Construction, Proceedings of 3rd International Conference on Pipeline Technology, 2, (2000), 327-342
5. S. Fujinaga, R. Ohashi, T. Urakami, S. Katayama and A.
Matsunawa: Development of an All-position YAG Laser Butt Welding Process with Addition of Filler Wire.
Welding International, 19 (6) (2005), 441-446
6. C. Bagger and F. O. Olsen: Review of laser hybrid weld- ing, Journal of Laser Applications, 17 (1) (2005), 2-14 7. H. Staufer: Laser-Hybrid Welding of Ships, Welding
Journal, 83 (6) (2004), 39-41
8. H. Staufer: Laser Hybrid Welding and Laser Brazing at Audi and VW, Welding in the World, 50 (7-8) (2006), 44-50
9. C.-H. Kim, H.-B. Chae, J.-K. Kim and J.-H. Kim:
Development of Laser-Rotating Arc Hybrid Welding Process, Journal of Korean Welding Society, 24 (1) (2006), 88-92 (in Korean)
10. C.-H. Kim, H.-B. Chae, C.-W. Lee, J.-H. Kim and S.
Rhee: Welding Phenomena in Laser-GMA Hybrid Welding Process with and without Arc Rotation, Journal of Korean Welding Society, 24 (3) (2006), 221-227 (in Korean)
11. H.-B. Chae, C.-H. Kim, J.-H. Kim and S. Rhee:
Improvement of Gap Bridging Ability in CO
2Laser- GMA Hybrid Welding, Journal of Korean Welding Society, 24 (5) (2006), 397-404 (in Korean)
12. C.-H. Kim, N.-H. Kang, H.-B. Chae and J.-H. Kim:
Modeling of Weld Beads for Laser-GMA Hybrid Welding, Key Engineering Materials, 345-346 (2007), 1481-1484
13. C.-H. Kim, H.-B. Chae, J.-K. Kim and J.-H. Kim:
Optimization of Laser-Arc Interspacing Distance dur- ing CO
2Laser-GMA Hybrid Welding by Using High-Speed Imaging, Advanced Materials Research, 26-28 (2007), 481-484
14. H.-B. Chae, C.-H. Kim, J.-H. Kim and S. Rhee:
Welding Phenomena in Hybrid Laser-Rotating Arc Welding Process, Materials Science Forum, 539-543 (2007), 4093-4098
15. C.-H. Kim, W.-Y. Choi, J.-H. Kim and S. Rhee:
Relationship between the Weldability and the Process Parameters for Laser-TIG Hybrid Welding of Galvanized Steel Sheets, Materials Transactions, 49 (1) (2008), 179-186
16. H.-B. Chae, C.-H. Kim, J.-H. Kim and S. Rhee: The Effect of Shielding Gas Composition in CO
2Laser-Gas Metal Arc Hybrid Welding, Journal of Engineering Manufacture, 222 (11) (2008) 1315-1324 17. C.-H. Kim, H.-S. Lim and J.-K. Kim: Position Welding
using Disk Laser - GMA Hybrid Welding, Journal of Achievements in Materials and Manufacturing Engineering, 28 (1) (2008), 83-86
18. Korean Welding Society: Encyclopedia of Welding and Joining, Korean Welding Society, (2001), 94 (In Korean)
19. M. Rethmeier, S. Gook, M. Lammers and A. Gumenyuk,
Laser-Hybrid Welding of Thick Plates Up to 32 mm
using a 20 kW Fiber Laser, Quarterly Journal of the
Japan Welding Society, 27 (2) (2009), 74s-79s
20. S. Gook, A. Gumenyuk, and M. Rethmeier: Orbital Laser-Hybrid Welding of Pipelines using a 20 kW Fibre Laser, Proceedings of the Fifth International WLT- Conference on Lasers in Manufacturing, Munich, (2009)
21. A. Gumenyuk, S. Gook, M. Lammers and M. Rethmeier:
High Power Fibre Laser Welding for Pipeline pplica-
tions, Proceedings of the 5th International Congress on Laser Advanced Materials Processing, (2009), 09-145 22. P. Haug, V. Rominger, N. Speker, R. Weber, T. Graf,
M. Weigl, and M. Schmidt: Influence of Laser Wavelength on Melt Bath Dynamics and Resulting Seam Quality at Welding of Thick Plates, Physics Procedia, 41 (2013), 49-58
∙안영남
∙1982년생
∙한국생산기술연구원 용접·접합연구그룹
∙용접시공 및 공정최적화
∙e-mail : [email protected]
∙김철희
∙1973년생
∙한국생산기술연구원 용접·접합연구그룹
∙용접공정해석 및 자동화
∙e-mail : [email protected]