1. 서 론
최근 과학기술계 전반에 걸쳐 큰 이슈가 되고 있는 나노기술의 대두와 함께 수 nm ~ 수 μ m 의 섬유를 제조 할 수 있는 방법에 대해 매우 큰 관 심이 모아지고 있다.
(1)전기방사는 전하 차이를 이용하여 제조하는 방법으로 다른 방법으로는 가 공할 수 없는 극세 고분자섬유를 제조할 수 있는 기술로 각광받고 있다 고분자 세라믹 복합재료 . , , , 금속 등의 용액이나 용융물을 나노미터에서 서브 미크로미터 직경을 가진 섬유를 제조할 수 있는 비교적 간단하고 쉬운 방법이다.
(2)전기방사를 통해 얻어진 나노섬유는 질량대비
표면적이 넓어 여과효율이 높고 공극률이 매우 높아 필터링 중 발생하는 압력손실이 적으므로 이런 특성 을 이용하여 서브 미크론의 입자나 유해가스 등을 제거할 수 있으며 반도체 무균실 집진용 발전용 , , , , 정밀기계용등 여러 곳에서 사용될 수 있다.
(1,2)본 연구에서는 전기방사법을 이용하여 제조한 폴리아크 릴로니트릴 (PAN; Ployacrylonitrile) 나노필터의 형상 을 알아보고 히트롤러로 부직포와 , PAN 나노섬유를 적층한 공기필터의 여과효율 및 압력손실을 실험적 인 분석을 통하여 PAN 나노섬유 공기필터가 고성능 공기필터로서 적용 가능한지 성능평가 하였다.
실험 장치 및 방법 2.
전기방사법 2.1
과 은 본 실험에 나노섬유를 제조하
Fig. 1 Table 1
학술논문< > DOI http://dx.doi.org/10.3795/KSME-B.2015.39.11.885
ISSN 1226-4881(Print) 2288-5324(Online)
전기방사에 의해 제조한 PAN 나노섬유 공기필터 성능평가
김경철
*· 김태은
*· 이정구
*· 안지웅
*· 박성호
*· 김형만
** 인제대학교 전자 IT 기계자동차공학부
Performance Evaluation of PAN Nanofiber Air Filter Fabricated by Electrospinning
Kyungcheol Kim
*, Taeeun Kim
*, JungKoo Lee
*, Jiwoong Ahn
*, Sungho Park
*and Hyungman Kim
** Dept. of Electronic, Telecommunications, Mechanical and Automotive Engineering, Inje Univ.
(Received June 10, 2015 ; Revised September 2, 2015 ; Accepted September 16, 2015)
Key Words: Nanofiber 나노섬유 ( ), Electrospinning 전기방사 ( ), Polyacrylonitrile 폴리아크릴로니트릴 ( ), Heat Roller 히트롤러 ( )
초록 : 나노물질은 작은 크기와 공기필터 응용장치의 초고표면적과 함께 기계적 물리적 화학적 특성을 , , 가진다 전기방사는 나노섬유 중합체를 제조하는데 있어 가장 효율적인 기술로 인식되어왔다 최적의 . . 제조 조건을 찾기 위해 여러 전기방사 공정 파라미터의 효과에 따른 폴리아크릴로니트릴 , (PAN) 나노섬 유의 직경 성향 및 분포를 분석했다 , . 층간파괴 인성 향상시키고 히트롤러로 적층된 부직포의 형태로 박리를 억제하고 , PAN 나노섬유 공기필터의 여과효율과 압력강하 성능을 실험적으로 평가하였다
.Abstract: Nanomaterials possess unique mechanical, physical, and chemical properties. They are small, and have an ultrahigh surface area, making them suitable for air filter applications. Electrospinning has been recognized as an efficient technique for fabricating polymer nanofibers. In order to determine the optimum manufacturing conditions, the effects of several electrospinning process parameters on the diameter, orientation, and distribution of polyacrylonitrile (PAN) nanofiber are analyzed. To improve interlaminar fracture toughness and suppress delamination in the form of laminated non-woven fibers by using a heat roller, the performances of filter efficiency and pressure drop achieved with PAN nanofiber air filter are evaluated experimentally.
Corresponding Author, [email protected]
2015 The Korean Society of Mechanical Engineers
Ⓒ
Fig. 1 Schematic diagram of the electrospinning setup 기 위한 전기방사 장치의 개략도와 PAN 나노섬유 제작 조건을 나타내었다 나노섬유를 만드는 방법 . 중 가장 일반적이고 쉽게 접근 할 수 있는 방법은 전기방사법이다.
(3)전기방사기술은 새로운 기술이 아닐지라도 최근 과학 기술계 전반에 걸쳐 큰 이슈 가 되고 있는 나노기술의 대두와 함께 수 nm ~ 수
의 섬유를 제조할 수 있는 방법으로 큰 관심을 μ m
모으고 있다 노즐 끝에 고분자 용액은 중력과 표면 . 장력 사이에 평형을 이루며 반구형 방울을 형성하 며 매달려 있게 되는데 전기장이 부여될 때 이 반 , 구형 방울 표면에 전하 또는 쌍극자 배향이 공기층 과 용액의 계면에 유도되고 전하 또는 쌍극자 반발 , 로 표면장력과 반대되는 힘을 발생시킨다 따라서 . 노즐 끝에 매달려 있는 용액의 반구형 표면은 테일 러 콘 (Taylor Cone) 으로 알려진 원추형 모양으로 늘 어나게 되고 어떤 임계 전기장세기에서 반발정전기 , 력이 표면장력을 극복하게 되면서 하전 된 고분자 용액의 제트가 테일러 콘 끝에서 방출된다.
점도가 높은 용액의 경우 제트 (Jet) 가 붕괴되지 않고 집진판을 향하여 공기 중을 날아가면서 용 매가 증발되고 집진판에는 하전 된 고분자 섬유 , 가 연속적으로 쌓이게 된다 제트가 집진판을 향 . 해 날아가는 과정에서 제트 의 탄도는 굽어지거 나 방향이 바뀌기도 한다.
(2,4,5)전기방사는 Nano NC 사의 NNC-ESP 100 을 이용 하여 실시하였다 본 전기방사에 사용한 고분자와 . 용매는 Sigma Aldrich 사의 PAN 고분자와 Macron 사의 디메틸포름아미드 (DMF; Dimethylformamide) 이 다 . PAN 1 g, DMF 10 ml 를 혼합하여 시간 물리 24 적으로 교반하여 (350 rpm, 40 ℃ ) 용액을 제조하고 제조된 용액은 점도계를 이용하여 점도를 측정하였
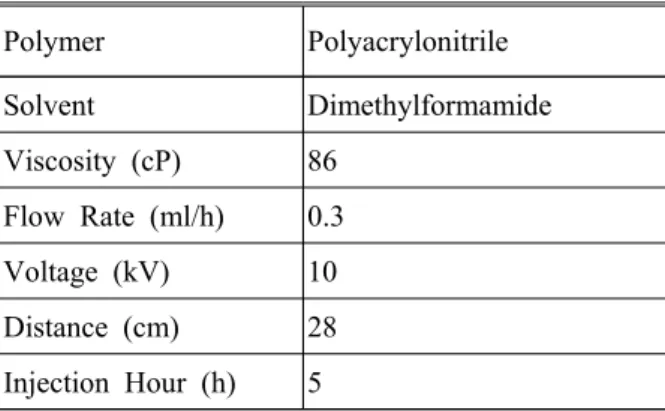
Table 1 Experimental conditions to produce PAN nanofibers by electrospinning
Polymer Polyacrylonitrile Solvent Dimethylformamide Viscosity (cP) 86
Flow Rate (ml/h) 0.3 Voltage (kV) 10 Distance (cm) 28 Injection Hour (h) 5
Table 2 Experimental conditions to manufacture PAN nanofibers air filter by heat roller
Model SKY-325R6
Lamination Size (cm
2) 15 Lamination Velocity (mm/s) 3.3 Lamination Temperature ( ) 140 Measurement Times 4
Fig. 2 Schematic diagram of the heat roller setup
(6)다 . PAN 나노섬유는 제조한 PAN 고분자 용액으로 유량 0.3 ml/h, 전압 10 kV, 분사노즐과 집진판 거리
로 시간 전기방사를 실시하여 제작하였다
28 cm 5 .
히트롤러 가공 2.2
와 는 나노섬유 공기필터 제
Fig. 2 Table 2 PAN
작 개략도와 히트롤러를 이용한 PAN 나노섬유 공기필터 제작 조건을 나타내었다.
히트롤러 장비는 온도와 압출속도 조절이 가능 하고 양면롤러가 중으로 되어있으며 회전식 롤 3 , 러 양면에 열이 동시에 전달된다 히트롤러의 적 . 층 가공법은 회전하는 롤러 사이에 공기필터 제 작을 위한 소재를 통과시킴으로써 롤러의 압력과 열을 이용하는 방법으로 다른 공정에 비해 단순 하고 비용이 저렴하고 낮은 에너지를 소비하며 , , 얇은 두께로 가공이 가능하다.
(7,8)가공 공정은 원 경 15 cm
2크기로 제작된 부직포 필터와 PAN 나 노섬유를 넣어 양면온도 140 ℃ , 압출 속도 3.3
적층 회 반복하여 제조하며 나노섬
mm/s, 4 PAN
유 공기필터 는 개의 부직포와 나노섬유 A 1 , PAN 나노섬유 공기필터 는 개의 부직포 사이에 나 B 2 노섬유를 각각 히트롤러에 넣어 적층 가공법으로 압력 및 열융착을 통해 제조하였다.
공기필터 성능 평가 2.3
은 나노섬유 공기필터의 여과효율과
Fig. 3 PAN
압력손실 성능평가 장치의 개략도를 나타내었다.
여과효율 및 압력손실 성능평가 장치는 크게 입자 발생부 테스터 필터 홀더부 검출기 부분으 , , 로 나눌 수 있다 입자 발생부에서 수용액 상태 . 의 NaCl 용액이 응결이 되며 응결 된 입자가 중 , 화기를 통과하면 대전된 입자가 중화되고 입자주 변의 수분이 제거되어 테스터 필터 홀더부에 공 급된다 . 시험입자로는 0 . 1 ~ 0 . 6 μ m 입경의
을 사용하며 테스터 필터 홀더부에서의 압
NaCl ,
축공기는 NaCl 입자와 함께 유량 32 l/m, 면속도 로 유입된다 테스터 필터 홀더부에 원경 5.3 cm/s .
15 cm
2의 PAN 나노섬유 공기필터 와 를 각각 A B
Fig. 3 Schematic diagram for the performance evaluation of PAN nanofibers air filter by the TSI- fractional 3160
설치하고 상 하류부에 입자 계수기와 마이크로마 ․ 노미터를 설치하여 여과효율 및 압력손실을 측청 하였다.
(10)시험방법은 영국 표준 및 유럽 표준 (BS EN 1822-3; British Standard European Norm
으로 실시하였으며 성능시험 조건은
1822-3) Table
에 나타내었다
3 .
실험결과 및 고찰 3.
나노섬유 제작 3.1 PAN
전기방사에 있어 균일한 나노섬유를 제조하기 위해서 용매의 점도와 방사유량 인가전압 분사 , , 노즐과 집진판 거리 등을 잘 조절해야 한다.
(11,12)고분자 용액의 농도가 낮은 상태에서 인가전압이 높은 경우 노즐팁에서 반발전기력이 표면장력을 극복하고 방사되지만 섬유표면에 비드가 형성되 며 인가전압이 낮은 경우에는 노즐팁에서 반발 , 전기력이 표면장력을 극복하지 못하고 방사되지 않는다 반대로 고분자 용액의 농도가 높은 상태 . 에서 인가전압이 낮은 경우에는 노즐팁에서 반발 전기력이 표면장력을 극복하지 못하고 방사되지 않으나 인가전압이 높은 경우 반발전기력이 표 , 면장력을 극복하고 방사되며 섬유의 직경이 커지 고 섬유표면에 비드가 줄어든다.
( 1 2 )PAN 1 g,
를 혼합하여 시간 교반한
DMF 10 ml 24 PAN +
용액을 아래 와 같은 조건으로 방사
DMF Table 4
하였다 전기방사기로 유량 전압 분사노즐과 집 . , , 진판의 거리를 조절하여 각각 15 분씩 방사하고 포집된 섬유 현상을 Fig. 4 와 같이 주사현미경
이미지로 촬 (SEM; Scanning Electron Microscope)
영하였다 . Sample (A), (B) 와 같이 유량을 조절하
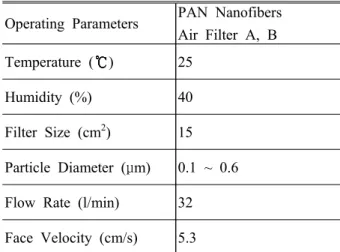
Table 3 Experimental conditions to evaluate PAN nanofibers air filter performance
Operating Parameters PAN Nanofibers Air Filter A, B Temperature ( ) 25
Humidity (%) 40
Filter Size (cm
2) 15
Particle Diameter ( m) μ 0.1 ~ 0.6
Flow Rate (l/min) 32
Face Velocity (cm/s) 5.3
Table 4 Experimental conditions to manufacture PAN nanofibers samples by electrospinning
Sample Flow Rate (ml/h)
Voltage (kV)
Distance (cm)
(A) 0.1 10 28
(B) 0.2 10 28
(C) 0.3 12 28
(D) 0.3 14 28
(E) 0.3 10 23
(F) 0.3 10 18
(A) (B)
(C) (D)
(E) (F)
Fig. 4 Scanning electron microscope image of PAN nanofibers samples
여 전기방사를 실시한 경우 테일러 콘이 불안정 하나 나노섬유 포집이 잘 이루어졌다 그러나 완 . 전한 섬유가 형성되지 않으며 비드도 발견되었 , 다.
전압을 조절한 (C), (D) 경우 섬유의 직경이 100 를 형성하였으나 테일러 콘이 불안정하
~ 200 nm ,
며 분사노즐 끝에서 , PAN + DMF 용액이 집진판 으로 떨어지는 현상이 발생하였다 분사노즐과 .
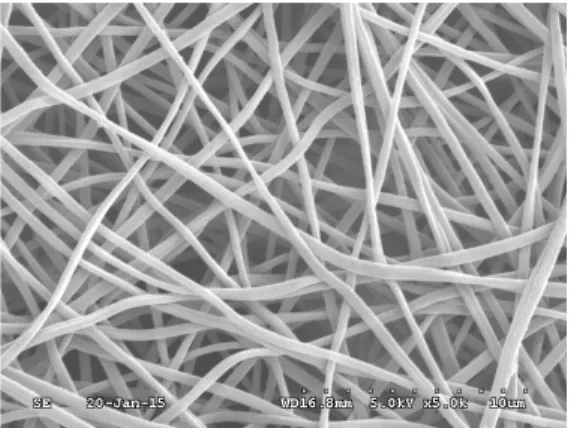
Fig. 5 Scanning electron microscope image of PAN nanofibers
집진판의 거리를 조절한 (E), (F) 의 경우 포집범 위가 좁아지는 현상이 발생하였다 거리가 가까 . 울수록 온전하게 섬유 현상을 형성하지 못하고, 또한 섬유의 직경이 일정하지 못했다 전기방사 . 조건에서 유량 전압 거리 조절 변화에 따른 실 , , 험은 나노섬유의 형성과 직경에 영향을 미친다는 것을 나타낸다 . Fig. 5 는 최적의 조건으로 전기방 사 한 PAN 나노섬유의 SEM 이미지이다 섬유가 . 엉키거나 끊어짐 없이 안정적인 형상을 가지며 비드가 관찰되지 않고 나노섬유의 직경이 , 200 ~
로 형성되었다 따라서 본 시험에서
300 nm . PAN
나노섬유를 제작하기 위한 최적의 조건은 PAN 고분자 1 g 과 DMF 용매 10 ml 를 혼합 전압 , 10
분사노즐과 집진판의 거리 유량
kV, 28 cm, 0.3
ml/h 이다 .
나노 공기필터 적층 3.2 PAN
과 은 히트롤러를 이용하여 제조한
Fig. 6 7 PAN
나노섬유 공기필터의 측면 SEM 이미지이다 적 .
층 가공은 양면온도 140 ℃ , 압출 속도 3.3 mm/s,
적층 회 반복하여 제조하며 4 PAN 나노섬유 공기
필터 는 개의 부직포와 나노섬유 A 1 , PAN 나노섬
유 공기필터 는 개의 부직포 사이에 나노섬유 B 2
를 각각 히트롤러에 넣어 적층 가공법으로 압력
및 열융착을 통해 제조하였다 . PAN 나노섬유 공
기필터 는 A PAN 나노섬유 + 부직포를 적층한
구조로 불순물 여과 시 전처리 과정에서 입자입
경이 큰 불순물 (PM 2.0 이상 을 제거하고 입자입 ) ,
경이 작은 불순물 (PM 2.0 이하 을 ) PAN 나노섬유
로 여과하는 구조로 제작하였다 . PAN 나노섬유
공기필터 는 A PAN 나노섬유 + 부직포를 적층한
구조로 불순물 여과 시 전처리 과정에서 입자입
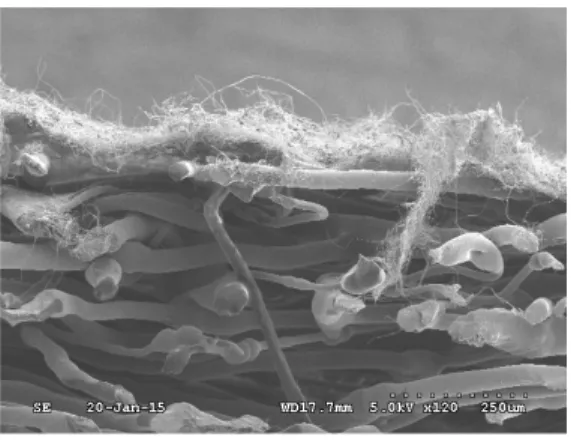
Fig. 6 Scanning electron microscope image of PAN nanofibers air filter A
Fig. 7 Scanning electron microscope image of PAN nanofibers air filter B
경이 큰 불순물 (PM 2.0 이상 을 제거하고 입자입 ) , 경이 작은 불순물 (PM 2.0 이하 을 ) PAN 나노섬유 로 여과하는 구조로 제작하였다 . PAN 나노섬유 공기필터 는 부직포 B + PAN 나노섬유 + 부직포 를 적층한 구조로 미세먼지 및 입자들을 차적으 3 로 여과하여 효율을 향상시킬 뿐 아니라 PAN 나 노섬유를 부직포 사이에 넣어 여재의 내구성 향 상을 도모하였다.
나노섬유 공기필터 성능평가 3.3 PAN
본 연구에서는 여과효율과 압력손실을 평가하 기 위해서 한국생산기술연구원 TSI-Fractional
장비로 나노섬유 공기필터 와
3160 PAN A PAN
나노섬유 공기필터 를 온도 B 25 ℃ , 습도 40 %, 유량 32 l/m, 면속도 5.3 cm/s, 시험입자로는 0.1
입경의 로 성능시험 하였다
~ 0.6 μ m NaCl . PAN 나노섬유 공기필터 는 입자입경 A 0.3 μ m 에서 여과효율 91 %, 압력손실 22 mmH
2O 로 측정되었 고 , PAN 나노섬유 공기필터 는 B 0.3 μ m 에서 여
Fig. 8 Filter efficiency of the PAN nanofibers air filter
Fig. 9 Pressure drop of the PAN nanofibers air filter
과효율 95 %, 압력손실 25 mmH
2O 로 측정되었다 .
나노섬유 공기필터 는 나노섬유 공기
PAN B PAN
필터 보다 부직포를 한층 더 적층시켜 압력손 A 실이 높아 졌지만 구조적인 안정감을 가지며 여 과효율이 높고 영국 표준 및 유럽 표준 BS EN 1 공기필터 성능평가를 기준으로 고효율 공 822-3
기필터(EPA; Efficient Particulate Air filter) E 11
포집효율 이상 투과율 미만 을 만족
( 95 % , 5 % )
한다.
(13)Fig. 8 은 PAN 나노섬유 공기필터 와 A B 의 여과효율을 나타내며 Fig. 9 는 PAN 나노섬유 공기필터 와 의 압력손실을 나타낸다 A B .
4. 결 론
본 연구에서는 PAN 고분자로 전기방사 하여
제작된 PAN 나노섬유를 히트롤러에 넣어 공기필
터를 제작하여 성능 평가한 결과 다음과 같은 결
론을 얻었다 . PAN 1 g, DMF 10 ml 를 교반한 고 분자 용액으로 PAN 나노섬유를 제작하기 위한 최적의 조건은 전압 10 kV, 분사노즐과 집진판의 거리 28 cm, 유량 0.3 ml/h 이다 방사된 . PAN 나 노섬유는 비드가 형성되지 않고 섬유가 엉키거나 끊어짐 없이 안정적인 형상을 가지며 섬유직경이 를 가질 수 있었다 공기필터를 제 200 ~ 300 nm .
작하기 위해 히트롤러를 이용하여 부직포와 PAN 나노섬유를 적층 공정으로 압력 및 열융착 시켜 원경 15 cm
2의 PAN 나노섬유 공기필터 와 를 A B 제작하였다 공기필터 성능시험에서는 . NaCl 입자 입경 0.3 μ m, 유량 32 l/m, 면속도 5.3 cm/s 일 때 PAN 나노섬유 공기필터 는 여과효율 A 91 %, 압력손실 22 mmH
2O, PAN 나노섬유 공기필터 B 는 여과효율 95 %, 압력손실 25 mmH
2O 로 측정 되었다.
후 기
이 연구는 인제대학교 산학협력단의 지원으로 수행되었으며 시험에 도움을 주신 포항공과대학 , 교와 한국생산기술연구원 관계자분들께 감사드립 니다.
참고문헌
(References)
(1) Kim, G. T., Ahn, Y. C., Lee, J. Y., Choi, J.
W., Shin, H. S., Lee, J. G. and Seong C. M., 2003, “Fabrication of Polymer Nanofibers Using Electrospinning,” Proceedings of the KSME 2003 Fall Annual Meeting, pp. 1869~1874.
(2) Lee, J. W., So, D. S. and Su, H. S., 2010,
“Nanofibers : Preparations and Applications,” The Korean Society of Industrial and Engineering Chemistry, Vol. 13, No. 1, pp. 32~49.
(3) Christian, B., Benjamin S. H. and Benjamin C.,
2006, “Nanofibrous Materials and Their Applications,”
Vol. 36, pp. 333~368.
(4) Lee, S. G., Choi, S. S. and Joo, C. W., 2002,
“Nanofiber Formation of Poly(etherimide) Under Various Electrospinning Conditions,” Journal of the Korean Fiber Society, Vol. 39. pp. 1~2.
(5) Deitzel, J. M., Kleinmeyer, J., Harris, D. and Beck Tan, N. C., 2001, “The Effect of Processing Variables on Morphology of Electrospun Nanofibers and Textiles,”
Polymer, Vol. 42, pp. 261~272.
(6) TRYCITE
®Polystyrene Films Application Information, Lamination to Polystyrene Foam Sheets, The Dow Chemical Company, Midland, MI (USA).
(7) Richardson, T. and Lokensgard, E. 2004, Industrial Plastic: Theory and Application, fourth ed., Delmar Learning, p. 210.
(8) Ashter, S., A. 2013, Thermoforming of Single and Multilayer Laminates: Plastic Films Technology, Testing, and Applications, Elsevier, pp. 72~73.
(9)
http://www.tsi.com/uploadedFiles/_Site_Root/Products/Literature/Spec_Sheets/3160-5001197A_USA.pdf