바이오매스 가스화 내의 H 2 S, COS, CO 2 복합 제거를 위한 메탄올 흡수탑 개발
엄원현⋅김재호⋅이시훈*
,†
한국에너지기술연구원, 가스화 연구그룹, *전북대학교, 자원에너지공학과 (2011년 8월 12일 접수, 2011년 9월 5일 심사, 2011년 10월 19일 채택)
-
Development of a Methanol Absorption System for the Removal of H 2 S, COS, CO 2 in Syngas from Biomass Gasifier
Won Hyun Eom, Jae Ho Kim, and See Hoon Lee* ,†
Gasification Research Center, Korea Institute of Energy Research, Daejeon 305-343, Korea
*
Department of Resources and Energy Engineering, Chonbuk National University, Jeonju 561-756, Korea (Received August 12, 2011; Revised September 5, 2011; Accepted Octorber 19, 2011)
비식용 바이오매스로부터 합성액체연료를 생산하기 위해 바이오매스 가스화와 Fisher-Tropsch (FT) 반응을 연계하는 바이오매스 액화(BTL) 공정이 개발되고 있다. 그러나 바이오매스 가스화 내에 포함되어 있는 H 2 S, COS 및 CO 2 는 FT 반응의 효율을 저하시키고 촉매를 피독시키는 원인이 된다. 따라서 본 연구에서는 합성가스 내에 포함된 산성가스들 의 제거를 위해 lab-scale 메탄올 흡수탑을 제작하여 산성가스 제거 특성을 고찰하였다. 메탄올 흡수탑 내의 온도, 압 력, 메탄올 사용량 및 산성가스 농도에 따른 제거 성능의 영향을 고찰하였다. 메탄올 흡수탑은 H 2 S, COS 의 제거와 동시에 이산화탄소를 효율적으로 제거하여 바이오매스 액화 공정에 효율적으로 이용할 수 있음을 확인하였다.
To make synthetic liquid fuel from biomass such as wood pellet, energy crop and so on, a biomass to liquid (BTL) process by using a biomass gasifier with Fisher-Tropsch (FT) reaction was developed. However H 2 S, COS and CO 2 in syngas from biomass gasifiers resulted in a decrease of the conversion efficiency and the deactivation of the catalyst. To remove acid gases in syngas, a lab-scale methanol absorption tower was developed and the removal characteristics of acid gases were investigated. The methanol absorption tower efficiently removed H 2 S and COS with a removal of CO 2 , so it could be useful process for the BTL process.
Keywords: synthetic fuel, BTL, methanol, H 2 S, CO 2
1. 서 론
1)
에너지원의 대부분을 차지하는 화석연료는 연료 고갈, 기후 변화, 환경오염 등의 문제들을 야기 시키고 있어 이를 대체하는 자원들에 대한 전세계의 관심이 지속적으로 증가하고 있다. 특히 풍력, 태양광 등의 청정에너지원들과는 다르게 바이오매스 자원은 전력 생산을 포 함하여 다양한 에너지를 생산할 수 있어 더 많은 관심을 받고 있다.
더불어 바이오매스는 농업, 임업, 건설 등의 여러 산업에서 부수적으 로 생산되고 있으며 NOX, SOX 등의 환경오염물질 배출이 매우 적고, 기존의 화석연료를 사용하는 설비에 직접 적용이 가능하며 온실가스 저감의 이점도 있다. 현재까지 바이오매스를 에너지로 전환하는 공정 은 크게 연소, 열분해, 가스화 등의 열화학적 공정과 발효, 혐기성소화 등의 생화학적 공정으로 나눌 수 있다. 특히 바이오매스 가스화는 고 온(700∼900 ℃)에서 바이오매스를 공기, 산소, 스팀 등의 가스화제와 반응시켜 CO, H 2 가 주성분인 합성가스를 생산한다[1-3]. 생산된 합성 가스는 FT 공정, 가스 엔진, 메탄화 반응 등의 다양한 후속 공정을 통
† 교신저자 (e-mail: [email protected])
해서 합성액체연료, 전기, 메탄 등으로 전환될 수 있다.
특히 바이오매스 가스화에 FT 공정을 연계하여 바이오매스로부터 합성액체연료를 생산하는 바이오매스 액화(Biomass-to-Liquid, BTL) 공정은 석유 중심의 사회를 바이오매스 중심의 사회로 전환시킬 수 있는 잠재력을 지니고 있다. 그러나 바이오매스 합성가스 내에 포함 된 H 2 S, COS, CO 2 등의 가스는 FT 반응에 사용되는 촉매의 활성을 저하시키고 전환 효율을 저감시키기 때문에 반드시 제거되어야 한다.
특히 H 2 S, COS 는 촉매의 피독과 성능저하를 막기 위하여 1 ppmv 이
하를 기준으로 하고 있어 이들의 제거를 위한 정제 공정이 반드시 필
요하다[4]. 다양한 산성가스들을 제거하기 위하여 현재까지 물리흡수,
화학흡수, 분리막 공정들이 개발되었으며 흡수 공정은 저온 습식과
고온건식 공정으로 나누어 개발되고 있다. 고온건식공정의 경우 합성
가스의 현열 손실을 줄여 에너지 효율을 높일 수 있지만 FT 공정에
적용하기 위해서는 H 2 S와 COS의 동시 제거와 저감효율을 조금 더 개
선할 필요가 있다. 이에 비해 저온 습식저감방법은 에너지 효율은 건
식 공정보다 낮지만 IGCC 등에서 합성가스 정제공정으로 사용되고
있으며 합성가스 내에 포함되어 있는 H 2 S, CO 2 , COS 가스를 모두 처
리할 수 있다는 장점이 있다[5-9].
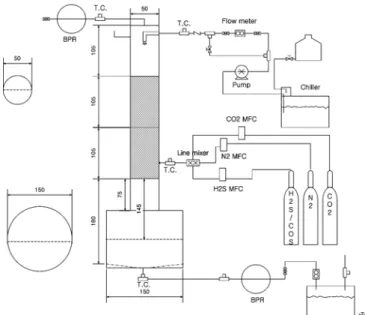
Figure 1. Lab-scale methanol absorption system.
Detector Model 5380PFPD-O.I. Analytical
Column HP-PLOTQ
(300 m × 0.320 mm × 0.02 mm), 250 ℃ Detector H 2 : 11.5 L/min, Air : 11.0 L/min,
Makeup Flow : 10.5 L/min
Oven 100 ℃
Split Ratio 100 : 1
Table 1. Analysis Condition of GC-PFPD
용매 내의 화학적 결합에 의해서 산성가스들을 흡수하여 처리하는 화학적 흡수 공정에 비해 물리적 흡수 공정은 흡수탑 내의 압력이 높 을수록 제거효율이 향상되기 때문에 가압 상태에서 조업되는 가스화 공정에서 배출되는 합성가스 내의 산성가스 제거에 유리하다. 더불어 메탄올을 이용하는 저온 흡수 공정은 온도가 낮을수록 H 2 S, COS에 대한 선택도와 흡수율이 높아지고 감압만으로 용매인 메탄올의 재사 용이 가능하며 이때 메탄올의 냉각에 필요한 에너지가 일정부분 제공 되기 때문에 에너지 소모가 줄어든다.
BTL 공정은 바이오매스 가스화 공정으로부터 시작되어 정제 공정 을 거쳐 FT 공정에서 합성액체연료를 생산하는 것으로 전체 공정이 이루어진다. 각각의 가스화 공정, 정제공정, FT 공정은 석탄 및 석유 화학 산업에서 개발이 이루어져 널리 이용되어 왔다. 그러나 현재까 지 상대적으로 저압에서 공정이 이루어지고 합성가스 내의 수분 함량 이 높은 바이오매스 적용에 대한 연구 결과는 미흡한 상태이다[10].
특히 산성가스들의 복합 정제에 대한 적용 연구는 더욱 부족하며[11, 12] 국내의 연구는 거의 이루어지지 않았다. 이에 본 연구에서는 실험 실 규모의 메탄올 흡수탑을 설계 및 제작하여 바이오매스의 증기 가 스화를 통해 생산되는 합성가스 내의 산성가스들의 제거 성능을 고찰 하였다. 특히 메탄올 흡수탑의 압력, 온도 변화에 따른 H 2 S, COS의 동시 제거 성능을 고찰하였으며 FT 공정을 위한 고순도 정제를 통한 이산화탄소의 부가적 제거 성능도 고찰하였다.
2. 실험 장치 및 실험 내용
BTL 공정을 위해 합성가스 내에 포함된 H 2 S, COS, CO 2 를 제거하 기 위하여 본 연구는 0.1 Nm 3 /hr 규모의 lab-scale 흡수탑을 설계 및 제작하였으며 Figure 1에 나타내었다. 그림에서 보듯이 실험용 흡수탑 은 메탄올 주입부, 흡수탑, 산성가스 주입 시스템 등으로 이루어졌다.
산성가스와 일반적인 철이 반응함으로써 실제 메탄올의 흡수 효율 측 정에 오차가 발생할 수 있기 때문에 반응성이 적은 SUS316을 사용하 여 흡수탑을 제작하였다. 반응기 단열은 ceramic fiber (Kumkang Korea Chemical co. LTD)를 사용하여 50 mm 두께로 하였다. 가스 주입과 메탄올 주입은 1/4 inch sus 튜브를 사용하였다. 반응기 내의 압력 조
절을 위하여 흡수가 끝난 혼합가스와 메탄올 배출 부분에 각각 back pressure regulator (TESCOM : EMERSON Process Management) 와 압 력계를 설치하였고, 반응기 내부에 메탄올과 산성가스 접촉면을 늘리 기 위하여 packing material (AMT PACIFIC CO., LTD. SP-1000G type, SUS316, surface area = 1000 m 2 /m 3 )을 사용하였다.
반응기에 설치된 level gauge를 확인하여 일정량의 메탄올이 흡수 탑의 하부에 유지됨으로써 메탄올관으로 산성가스가 배출되는 것을 방지했다. 공정의 중요한 변수가 되는 온도를 측정하기 위하여 gas 주 입부와 배출구, 메탄올 주입부와 배출부에 각각 T-type 열전대를 설치 하였고 컴퓨터를 사용하여 실시간으로 온도를 저장하였다. 실험에 사 용되는 산성가스인 H 2 S+COS/N 2 , CO 2 , N 2 를 각각 MFC를 사용하여 원하는 비율로 주입하였고 혼합을 위하여 line mixer를 사용하였다.
Chiller 를 이용하여 메탄올 온도를 낮춘 후 흡수탑에 순환시켜 흡수탑 온도가 흡수 영역에 이르도록 하였다. 가압 상태에서 저온 메탄올을 주입하기 위하여 가압 펌프를 이용하였으며, 액체 유량계와 적산 유 량계를 이용하여 메탄올 주입량을 측정 및 검증하였다. 메탄올은 노 즐을 통해서 흡수탑 내에서 분산되어 주입되었다.
바이오매스의 증기 가스화에 따른 합성가스 내에 포함된 H 2 S, COS, CO 2 의 농도와 동일한 조성의 모사혼합가스를 만들어 산성가스의 저 감 특성을 고찰하였다. 산성 가스의 흡수탑 저감 실험은 메탄올 흡수 탑의 운전 온도 0∼20 ℃, 흡수탑 압력 상압부터 0.689 MPa까지 변화 시켜 가며 수행하였다. 또한 이산화탄소 동시 제거 특성을 고찰하기 위하여 산성 가스 저감 효율이 가장 좋은 조건에서 CO 2 농도를 7∼
24% 로 변화시키며 실험하였다. 산성가스 흡수온도를 조절하기 위하 여 냉각된 메탄올을 순환시켜 반응기 온도가 안정화되는 정상상태에 이르기 위해서 60 min 이상 소요되는 것으로 나타났다. 반응기 온도 를 정상상태에서 실험하기 위해 합성가스 대신 질소를 이용하여 계획 한 실험과 같은 조건으로 유량과 압력을 맞춘 후 pump RPM을 조절 하여 일정량의 메탄올을 60 min 이상 순환시켰다. 이후 온도조건이 정상상태에 이르면 질소 가스를 멈추고, MFC를 이용하여 혼합가스의 비율을 원하는 농도로 조절하여 주입하였다. 메탄올 유입량은 적산유 량계를 이용하여 L/min으로 환산했다. 흡수 반응이 끝난 가스는 MFC 를 통하여 50 mL/min의 유량으로 분취하여 six port valve를 이용하여 GC-PFPD (Agilent co., GC6890) 에 주입하였으며 산성가스를 위한 GC-PFPD 의 분석 조건은 Table 1에 나타내었다.
3. 실험 결과 및 토의
Lab-scale 메탄올 흡수탑의 냉각 시 온도 변화를 고찰하기 위하여
일정량의 질소 가스를 주입한 후, 저온의 메탄올 순환을 통해 냉각되
는 온도 분포를 Figure 2에 나타내었다. 그림에서 A는 5 L/min의 가스
흐름, -20 ℃의 chiller 온도, 0.689 MPa의 압력, 0.315 L/min의 메탄올
유량인 상태에서의 온도 변화이다. B는 가스 유량 및 흡수탑 내의 압
Figure 2. Temperature profile in lab-scale methanol absorption system.
Methanol [L/min]
0.00 0.05 0.10 0.15 0.20 0.25 0.30
H 2S [p pm]
0 20 40 60 80 100
0 o C, 0.345 MPa -10 o C, 0.345 MPa -20 o C, 0.345 MPa
(a) Pressure : 0.345 MPa
Methanol [L/min]
0.00 0.05 0.10 0.15 0.20 0.25 0.30
H 2S [p pm]
0 20 40 60 80 100
0 o C, 0.689 MPa -10 o C, 0.689 MPa -20 o C, 0.689 MPa
(b) Pressure : 0.689 MPa
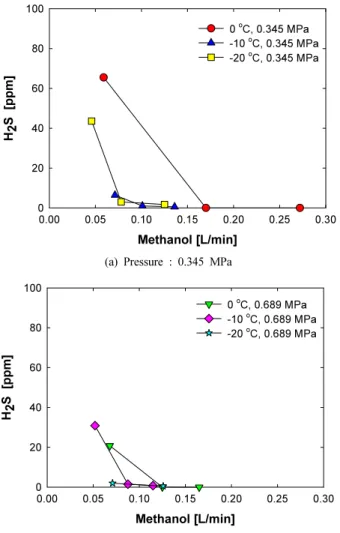
Figure 3. Effect of methanol flow on the concentration of H 2 S.
Methanol [L/min]
0.00 0.05 0.10 0.15 0.20 0.25 0.30
CO S [p pm]
0 5 10 15 20 25 30
0 o C, 0.345 MPa -10 o C, 0.345 MPa -20 o C, 0.345 MPa
(a) Pressure : 0.345 MPa
Methanol [L/min]
0.00 0.05 0.10 0.15 0.20 0.25 0.30
CO S [p pm]
0 5 10 15 20 25 30
0 o C, 0.689 MPa -10 o C, 0.689 MPa -20 o C, 0.689 MPa
(b) Pressure : 0.689 MPa
Figure 4. Effect of methanol flow on the concentration of COS.
력을 고정시킨 상황에서 메탄올 유량을 0.332 L/min으로 증가시키고 chiller 온도를 -30 ℃로 낮춘 조건이다. 그림에서 보면 A, B 조건 모두 에서 메탄올이 주입된 후에 정상상태에 도달하는 시간이 대략 60 min 정도 소요되는 것으로 나타났다.
Figure 3은 메탄올 주입량에 따른 H 2 S의 제거 성능을 비교하여 나타
낸 것이다. 황화수소의 농도는 100 ppm으로 하였으며 메탄올 흡수탑 의 압력은 0.345, 0.689 MPa, 메탄올의 온도는 0, -10, -20 ℃로 하였 다. 그림에서 보듯이 압력 조건에 상관없이 메탄올의 온도가 낮아짐 에 따라서 흡수탑 외부로 배출되는 가스상에 포함된 황화수소의 농도 가 동일한 메탄올 양에서 급격하게 감소함을 알 수 있다. 특히 0 ℃와 -20 ℃의 조건을 비교하면, 황화수소의 농도가 1 ppmv 이하까지 저감 되도록 만드는 메탄올 사용량은 50% 가량 저감됨을 확인할 수 있다.
Figure 3(b)를 보면 1 ppm 이하로 산성가스 농도가 떨어지는 메탄올 유량이 0.345 MPa일 경우와 비교할 때, 30% 이상 저감되는 것을 확 인할 수 있다. 특히 -20 ℃, 0.689 MPa 조건에서는 황화수소 배출량이 거의 1∼2 ppm으로 나타나 메탄올의 온도와 조업 압력이 메탄올 흡 수탑의 성능에 큰 영향을 끼침을 확인할 수 있다. 황화수소의 흡수가 압력과 온도에 영향을 크게 받는다는 것은 모델링 및 고압 흡수탑에 서의 연구 결과와 동일하다[7,8].
FT 공정의 안정적인 운전을 위해 합성가스 내의 COS도 반드시 제
거되어야 한다. 일반적으로 COS는 H 2 S 에 비해 거의 1/10 정도 존재하
는 것으로 알려져 있으며 바이오매스 증기 가스화에서는 20 ppmv 이
하로 배출되고 있다. 이에 본 연구에서는 황화수소와 동일한 조건에
서 대략 20 ppmv의 COS 주입하여 이의 저감 특성을 고찰하였으며
이 결과를 Figure 4에 나타내었다. 그림에서 보듯이 황화수소의 저감
과 비슷하게 메탄올 유량의 증가, 메탄올 온도의 하강, 흡수탑 내부의
Temperature [oC]
-25 -20 -15 -10 -5 0
H2 S in- out m ole/ m eo h [ m ol /L]
0.0000 0.0001 0.0002 0.0003 0.0004 0.0005
MeOH [ L/min]
0.06 0.08 0.10 0.12 0.14 0.16 0.18
H 2 S at 0.345 MPa H 2 S at 0.689 MPa
MeOH at 0.345 MPa MeOH at 0.689 MPa
Figure 5. H 2 S removal with methanol temperature.
Methanol [L/min]
0.06 0.08 0.10 0.12 0.14 0.16 0.18 0.20 0.22
Co nce ntrat ion [p pm]
0 2 4 6 8 10 12
H2S 350 ppm, -20oC, 0.689 MPa COS 105 ppm, -20oC, 0.689 MPa H2S 84 ppm, -20oC, 0.689 MPa COS 15 ppm, -20oC, 0.689 MPa
Figure 6. Effect of methanol flow on the concentration of H 2 S and COS.
CO 2 input [%]
5 10 15 20 25
Remove [%]
0.0 0.2 0.4 0.6 0.8 1.0
CO 2 absorpti vi ty [m ol/L]
0.0 0.2 0.4 0.6 0.8 1.0
CO 2 remove H 2 S remove COS remove CO 2 absorptivity
Figure 7. Effect of CO 2 removal on CO 2 initial concentration.
압력 증가에 따라서 COS가 더 많이 저감되는 것을 확인할 수 있다.
그러나 FT 공정을 위한 산성가스들의 최소 조건인 1 ppmv를 만족시 키기 위한 메탄올 사용량은 동일 조건의 황화수소보다 더 많이 필요 하였다. 같은 농도의 메탄올을 기준으로 H 2 S와 COS의 흡수능을 각각 비교해보면 H 2 S에 대한 흡수능이 COS에 대한 흡수능과 비교하여 약 10 배가량 높은 것으로 나타났다. 이는 현재까지 가스 정제 목표를 위 해 황화수소만을 고려하고 있으나 보다 안정적인 운전을 위해서는 COS 의 저감을 고려해야 함을 보여준다. 더불어 산성가스들의 제거 효율 향상을 위해 메탄올의 온도, 압력 등의 조절을 통해 비용효율적 인 운전이 가능함을 확인하였다.
Figure 5 는 메탄올의 온도에 따른 황화수소 농도 변화를 나타내었 다. 그림에서 보면 온도가 감소할수록 1 ppm 이하의 황화수소농도를 유지시키기 위한 메탄올 사용량이 감소하는 것을 알 수 있다. 또한 동 일 온도에서는 압력이 증가할수록 사용량이 감소하고 있음을 확인할 수 있다. 0.689 MPa에서 온도가 0 ℃에서 -20 ℃로 감소할 때 단위 메탄올 당 황화수소 저감량은 0.0001 mol/L에서 0.0035 mol/L로 증가 하고 -20 ℃에서 압력이 0.345 MPa에서 0.689 MPa로 증가할 때 단위 메탄올 당 황화수소 저감량은 0.0035 mol/L에서 0.0048 mol/L로 증가 하는 것을 확인할 수 있다. 또한 메탄올의 온도 저감과 압력의 증가는 단위 메탄올 당 흡수량을 증가시킴을 확인할 수 있다.
H 2 S 와 COS의 농도를 석탄 가스화 공정과 비슷하게 증가시켜 메탄 올의 사용량을 측정한 결과를 Figure 6에 나타내었다. 황성분이 많이 포함된 석탄 가스화에서는 황화수소 농도가 300∼1000 ppmv 정도 나 오는 것으로 알려져 있다[13]. 그림에서 보면 -20 ℃에서 황화수소가 84 ppm 에서 350 ppm으로 증가하면 메탄올 사용량이 0.12 L/min에서 0.2 L/min 으로 증가해야만 1 ppm 이하까지 저감시킨다. 동일한 농도 조건을 만족시키기 위한 COS의 제거 성능 결과를 보면, 주입된 COS 농도는 6배 이상 증가하였으나 메탄올 사용량은 2배 정도 증가하였다.
따라서 메탄올의 온도 저감과 압력의 증가는 단위 메탄올 당 흡수량 을 증가시킴을 확인할 수 있으며 산성가스들의 농도 변화에 따라서 메탄올 주입량의 증가를 통해 농도 유지가 가능함을 확인하였다. 더 불어 저농도의 산성가스를 제거하는 것이 고농도의 산성가스를 제거 하는 것보다 효율면에서 떨어진다.
메탄올 흡수탑은 다양한 산성가스들을 제거함과 동시에 온실가스 로 알려진 이산화탄소도 흡수한다. 이는 FT 공정에서 요구하는 산성 가스 농도를 맞추기 위한 메탄올 흡수탑의 운전이 FT 공정의 inert gas 인 이산화탄소를 저감시킴으로써 효율을 향상시킬 수 있음을 의미한 다. 이에 본 연구에서는 가장 좋은 성능을 보인 -20 ℃, 0.689 MPa 조 건에서 이산화탄소 농도를 7∼24 vol%까지 변화시켜 가며 이산화탄 소의 저감 특성을 고찰하였다. Figure 7은 이산화탄소 주입량의 변화 에 따른 산성가스들의 흡수도와 이산화탄소 저감량 및 흡수도의 변화 를 나타내었다. 그림에서 보면 이산화탄소의 농도가 증가할수록 이산 화탄소 흡수도가 0.38에서 0.5까지 증가하고 있음을 확인할 수 있다.
따라서 산성가스들을 제거하기 위해 사용되는 메탄올 흡수탑은 온실 가스인 이산화탄소도 동시에 제거할 수 있어 이의 이용은 폐기물로부 터 청정에너지 자원 생산에 큰 도움을 줄 것이다.
4. 결 론
BTL공정의 FT 반응에 사용되는 촉매를 보호하기위해 메탄올을 이 용한 합성가스정제법을 온도, 압력 등의 운전 조건에 따라 고찰하였 다. 흡수반응기 압력이 0.689 MPa일 때 메탄올 온도가 -10 ℃에서 -20
℃로 냉각된 경우 H 2 S 를 1 ppmv 이하로 저감하기 위한 메탄올 사용
량이 약 22% 감소하였고, 메탄올 온도가 -20 ℃일 때 흡수반응기 압
력이 0.345 MPa에서 0.689 MPa로 H 2 S 를 1 ppmv 이하로 저감하기 위
한 메탄올 사용량이 약 46% 감소하였다. 그러나 COS의 흡수능과 H 2 S
의 흡수능을 비교하면, COS의 흡수능이 떨어져 BTL용 복합 정제를
위해서 COS의 농도를 반드시 고려해야 함을 확인하였다. 더불어 H 2 S 농도를 1 ppm 이하로 유지시키는 메탄올 흡수탑에서 CO 2 농도에 따 라 37∼50%를 제거함으로써 메탄올 흡수탑이 BTL 공정을 위해 H 2 S, COS, CO 2 를 동시에 제거할 수 있음을 확인하였다.
참 고 문 헌
![Figure 6. Effect of methanol flow on the concentration of H 2 S and COS. CO 2 input [%]51015 20 25Remove [%]0.00.20.40.60.81.0 CO 2 absorptivity [mol/L]0.00.20.40.60.81.0CO2 removeH2S removeCOS removeCO2 absorptivity](https://thumb-ap.123doks.com/thumbv2/123dokinfo/5039797.311024/4.892.69.427.112.344/figure-effect-methanol-concentration-absorptivity-removecos-removeco-absorptivity.webp)
