바이오매스의 열분해 기술 특성 및 동향
- 리그노셀루로오직(Lignocellulosic) 바이오매스를 중심으로
김 주 식
서울시립대학교 에너지환경시스템공학과
Characteristics and Trend of the Biomass Pyrolysis Technology - Focusing on the Lignocellulosic Biomass
Kim, Joo-Sik
University of Seoul, Graduate School of Energy and Environmental System Engineering
Abstract: 리그노셀룰로오직 바이오매스의 에너지화는 열적전환에 의해 주로 이루어진다. 이 열적전환기술에는 연소, 가스화 및 열분해가 있으며 이 중 이 글은 바이오매스 열분해 기술의 특성 및 경향을 서술하고 있다. 특히 이 글은 주요 바이오매스 열분해 산물인 바이오촤 및 바이오오일의 생산과 활용 방법을 기술하고 있으며 현재 이와 관련 진행 중인 연구개발 경향 또한 제공하고 있다.
Keywords: Lignocellulosic biomass, pyrolysis, biochar, bio-oil
1. 서 론
1)
바이오매스란 육상과 수상의 식물과 동물 및 미 생물을 포함하는 지구상의 모든 유기체 전체를 가 리키는 것으로, 농업과 임업 관련 부산물이나 하 수처리장의 슬러지, 도시고형폐기물 등의 유기성 물질 전체를 포함하는 광범위한 용어이다. 생물계 는 식물체를 근간으로 형성되며 식물체는 태양에 너지를 활용한 광합성을 통해 형성된 탄소화합물 이라고 할 수 있다. 따라서 바이오매스는 화석연 료와 더불어 탄소화합물로 이루어진 에너지 저장 물질이다. 이러한 까닭에 바이오매스는 재생자원 중 유일하게 화석연료를 대신하여 에너지원의 역 할을 수행하고 이와 더불어 화학공업의 화학원료 물질 공급원(chemical feedstock)의 역할까지도 수 행할 수 있는 귀중한 자원이다[1,2].
바이오매스가 관심을 끄는 또 다른 요인으로 환 경친화성을 들 수 있다. 현재, 화학 관련 산업에서
저자 (E-mail: [email protected])
발생하는 일차 및 이차 환경오염의 문제는 심각한 수준이다. 이와 관련하여 화학 관련 산업체에 부 과되는 책임과 비용부담 또한 날이 갈수록 무거워 지고 있으며, 부과되는 환경비용이 경영을 어렵게 만드는 요인이 되고 있다. 따라서 이러한 상황을 극복하기 위한 대안으로 “green feedstock”, 즉 환 경친화적 화학공업원료로서의 바이오매스자원 개 발이 관심을 모으게 되었다. 자원을 재활용한다는 잠재력 이외에도 식물체의 성장과정을 통한 CO2
저감, 즉 온실가스의 저감효과가 바이오매스를 차 세대 자원으로 기대하게 하는 또 하나의 중요한 이유가 된다. 바이오매스와 대기 중 CO2의 관계를 정량적으로 평가하는 많은 연구들이 꾸준히 보고 되고 있다. 교토협약 이후 특히 미국, 캐나다, 유럽 연합의 국가 등을 중심으로 한 세계 각국에서 국 가별 CO2배출량을 줄이기 위한 구체적인 방법으 로써 다양한 바이오매스 자원 및 에너지화 정책이 수립되어 실시되고 있다.
Figure 1.
리그노셀룰로오직 바이오매스의 주요 성분들.2. 본 론
2.1. 리그노셀룰로오직 바이오매스
화학 구조적 측면에서 리그노셀룰로오직 바이 오매스는 셀룰로오즈, 헤미셀룰로오즈 및 리그닌 등의 천연 유기 고분자가 주성분인 바이오매스로 서 화석연료와 같이 탄소화합물로 이루어진 에너 지 저장 물질이다(Figure 1).
일반적으로 리그노셀룰로오직 바이오매스는 셀 룰로오즈, 헤미셀룰로오즈 및 리그닌으로 구성되 어 있으면 모두 해당되나 에너지나 화학원료 등으 로서의 활용성을 기준으로 이를 쉽게 구현할 수 있는 리그노셀룰로오직 바이오매스 부산물이 그 주체로 다루어진다. 이러한 관점에서 리그노셀룰 로오직 바이오매스는 크게 네 가지로 분류되는 데, 톱밥 등을 포함하는 목재 부산물(wood resi- dues), 볏짚이나 옥수수 대 등의 농업 부산물(ag- ricultural residues), 폐종이 등의 도시 폐바이오매 스(municipal waste biomass) 및 포플라(poplar) 처 럼 비교적 짧은 시간 내에 생장하여 다량의 에너 지원으로 활용 가능한 작물(dedicated energy crops) 로 나누어진다.
2.2. 리그노셀룰로오직 바이오매스 열적 전환기술 전통적 리그노셀룰로오직 바이오매스의 에너지 활용 방법은 열적 전환(thermal conversion) 방법 이었다. 흔히 볼 수 있는 예로서 옛날 시골집 아궁 이에 장작을 태워 난방을 하는 것을 들 수 있다.
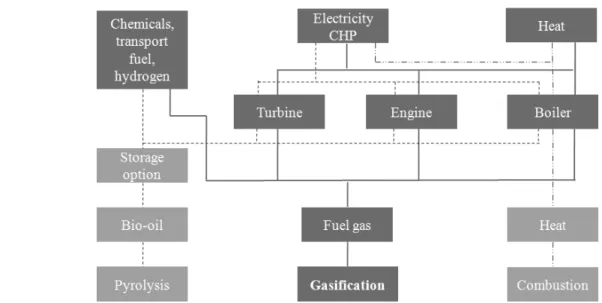
이러한 열적 전환 방법은 오늘날 가정과 산업에도 활용되고 있으며, 현재는 그 방법과 활용의 폭이 확대되어 이 전환방법에 의해 전력/열(power/heat generation), 수송 연료(transportation fuels), 화학 공업의 원료(chemical feedstock)들이 생산되어질 수 있다. 리그노셀룰로오직 바이오매스의 열적 전 환 방법은 크게 연소, 가스화 및 열분해로 나누어 지며 Figure 2는 열적전환 방법에 의해 생산된 에 너지의 다양한 활용 예를 보여주고 있다.
2.2.1. 연소(Combustion)
현재 열적 전환공정 중에서 가장 많이 이용되어 지고 있는 방법으로서, 열병합 발전소 등지에서 리그노셀룰로오직 바이오매스를 연료로 사용하여 그 연소열을 다양한 장비를 이용하여 기계적인 힘 이나, 전기로서 회수하는 기술이다. 이 방법을 사 용할 때에는 리그노셀룰로오직 바이오매스를 직 접 연소시키는 방법과 chip이나 pellet의 형태로 가공하여 연소시키는 방법이 있다. 특히 pellet 형
Figure 2.
바이오매스의 열적 전환 공정.태로 소각할 때는 그 가공비는 많이 요구되나 연 료의 자동 공급이 가능한 장점을 지니고 있다. 이 방법은 다른 열적전환 방법에 비해 단순한 공정이 장점이나 에너지 효율이 낮고 그을음 및 대기오염 물질의 방출 등이 문제되어질 수 있다.
2.2.2. 가스화(Gasification)
가스화는 연소반응의 이론적 산소량보다 적은 양의 산소 공급으로 이루어지는 부분산화(partial oxidation)공정이다. 가스화 공정의 주 생산물은 H2, CO, CO2, CH4및 소량의 저분자 탄화수소를 포함하는 가스로서 저발열량 또는 중발열량을 가 지고 있다. 따라서 가스 생성물을 연소하여 열을 회수하거나 생성가스로 가스터빈이나 가스엔진을 구동시켜 전기를 생산할 수 있는 공정으로 가스화 가 운영되어진다. 열회수나 전력생산 이외에도 가 스화의 생성물은 메탄올을 비롯한 탄화수소류 및 다양한 화학물질을 합성하기 위한 원료로 이용하 기도 한다.
2.2.3. 열분해(Pyrolysis)
열분해란 산소가 없는 상태에서 유기성 고분자 를 열적으로 분해하여 액상 및 고상의 유도체와
가스상의 연료 등 유용한 산물을 생산하는 방법이 다. 이때 회수되는 산물의 형태, 조성, 수율 등은 원료의 형태와 조성, 반응온도와 압력조건, 체류시 간, 촉매의 존재 여부 등 공정조건 등에 따라 민감 하게 영향을 받으며 달라진다. 리그노셀룰로오직 바이오매스의 열분해 산물은 바이오오일, charcoal (또는 바이오촤) 등이며 이들의 생산 방법과 활용 은 다음 장에 제시되어 있다.
2.3. 리그노셀룰로오직 바이오매스 열분해 분류 및 특성
2.3.1. 리그노셀룰로오직 바이오매스 열분해 반응기구 리그노셀룰로오직 바이오매스 열분해 반응의 기 초적인 진행단계를 설명하기 위한 수많은 반응경 로와 메커니즘들이 제시되고 있다. 그러나 리그노 셀룰로오직 바이오매스는 셀룰로오즈, 헤미셀룰 로오즈, 그리고 리그닌과 같은 천연 고분자물질들 이 주성분을 이루는 일종의 복합체로서 열적 분해 (thermal degradation) 과정 역시 복합적인 다단계 반응으로 진행되기 때문에 열분해 과정을 정량적 으로 정확하게 설명하는 것은 매우 어려운 일이다.
리그노셀룰로오직 바이오매스 열분해는 1차 반
응과 후속 반응으로 나누어지는데 산소가 없는 열 분해 반응조건에서 바이오매스의 고분자결합이 분해될 정도의 열에너지가 공급되면 고분자물질 은 저분자물질로 분해된다. 이후 이 1차 열분해 생 성물이 반응로 내에 체류하는 동안 크랙킹(crac- king)이나 탈수반응을 동반하는 재축합(reconden- sation) 반응과 같은 후속반응이 일어나게 된다.
아래 그림은 Broido-Shafizadeh 모델에 따른 리그 노셀룰로오직 바이오매스의 대표 성분인 셀룰로 오즈 열분해 과정을 간략히 설명하고 있다[3].
위 반응기구에 따르면 셀룰로오즈는 열에 의해 먼저 더 활성이 높은 셀룰로오즈 형태로 우선 전 환되고 난 다음 1차 분해산물이 생성된다. 1차 분 해산물은 계속되는 열 공급하에 2차 분해되어 기 타 생성물을 생성하고 있다.
2.3.2. 바이오매스 열분해 기술의 분류
바이오매스 열분해 기술은 주로 pyrolysis vapor 의 반응기 내 residence time, heating rate 등에 따 라 아래와 같이 크게 3가지로 나누어진다. 이 글에 서는 바이오촤 및 바이오오일 생산을 목표로 하는 저속 열분해와 급속 열분해에 대해 그 특성을 서 술하고자 한다.
2.3.2.1. 저속 열분해(Slow pyrolysis)
저속 열분해(slow pyrolysis)는 charcoal (또는 바이오촤)을 생산하는 탄화(carbonization) 과정 시 이루어지는 열분해 방식이다. 저속 열분해는 일반적으로 0.1∼2 °C/sec의 열전달율과 고체 및 기체의 오랜 체류시간이 보장되며 주로 350 °C에 서 600 °C의 반응온도에서 진행되는데 이때는 가
Table 1.
다양한 형태의 열분해 기술 Slow pyrolysisIntermediate pyrolysis
Fast pyrolysis Temperature (oC) 350∼600 350∼450 450∼550 Vapor residence
time 5∼30 min. 10∼20 sec. 1∼5 sec.
Heating rate (oC/s) 0.1∼2 2∼10 10∼1000 Yields (wt%)
Char 25∼35 15∼25 10∼15
Liquid 20∼40 40∼50 50∼75
Gas 30∼40 20∼30 10∼15
스, 오일, 고체 생성물(charcoal 또는 바이오촤) 등 이 고르게 생산되어진다. 주 생성물, 즉 charcoal (또는 바이오촤) 생산 측면에서는 저속 열분해는 전통적 charcoal 생산 공정(traditional charcoal making)과 현대적 공정(modern process)으로 나누 어지기도 한다.
① 저속열분해의 분류
Pit kiln이나 mound kiln 등을 이용하는 전통적 charcoal 생산 공정은 바이오매스의 직접 산화에 의해 charcoal 생산에 필요한 열을 공급 받으며 액 체나 기체 생성물의 회수는 일반적으로 이루어지 지 않는다.
전통적 공정에서 한 걸음 나아가 20세기 초에서 는 대형 retort를 활용하는 산업용 공정개발이 이 루어졌는데 이 방법은 유기 액상의 회수와 공정에 필요한 열 공급을 위해 생성가스를 내부 또는 외 부 순환하는 방식이다[4]. 20세기 후반에는 바이 오촤 생산을 목표로 하는 저속 열분해 공정개발이 주를 이루고 있다. 이러한 공정들은 내부에서 바 이오매스가 일정하게 흐를 수 있는 수평형 관형 킬른(horizontal tubular kiln)에 기초를 하고 있는 데 그 예로는 drum kiln, rotary kiln 및 screw pyro- lyzer 등이 있다. 이러한 반응기를 사용하여 바이 오촤를 생산시키는 공정들은 아직까지는 상업화 에 적용되고 있지 못한 상황이다.
② 바이오촤의 활용
바이오촤란 매우 높은 온도에서 천연유기물질 에 열을 가해 생산된 안정화된 미분 형태(fine- grinded)의 charcoal이다. 일반적으로 바이오촤는 그의 생산온도보다 좀 낮은 온도에서 실시되는 torrefaction 주산물(biocoal이라 불리움)과 구별되 며 분자구조상 화학적으로나 생물학적으로 매우 안정되어 대기 또는 토양 등에서 거의 분해되지 않는다.
바이오촤는 토양 개질제, 흡착제 및 CO2 se- questration와 관련되어 농업, 환경 분야에서 그 활 용도가 높으며 에너지 분야에서는 연료로서의 활 용 연구가 진행되고 있다. 특히 바이오촤의 연료 용으로서의 활용은 바이오매스 직접연소(direct combustion) 비해 많은 장점을 지니고 있다. 바이 오매스 직접연소 시, 사용되는 바이오매스의 큰 부피 때문에 수송비 부담이 많고, 고수분과 에너 지밀도가 낮은 이유로 연소능이 떨어지고, 분쇄성 (grindability) 또한 좋지 않아 현재 운전되는 석탄 화력발전소 등에 연료로서 적합하지 않으며, 연소 시 그을음이 대량 생산되는 등 많은 단점을 지니 고 있다. 바이오촤의 연료용 활용은 이러한 단점 들이 상당 극복할 수 있어 현재 큰 관심을 끌고 있 으나 그 실용화까지는 바이오촤 생산 비용을 줄이 는 것이 최대 걸림돌이다.
2.3.2.2. 급속 열분해(Fast pyrolysis)
기체상의 체류시간이 매우 적고 열전달율이 주 로 10∼1000 °C/sec에서 진행되는 열분해를 급속 열분해(fast pyrolysis)라 불리는데, 이 공정은 주로 500 °C 부근에서 진행된다. 급속 열분해에서는 제 공된 열에 의해 고분자 물질로부터 생성된 기체가 반응기 내서 극히 짧은 체류시간과 급히 냉각될 수 있는 조건을 제공함으로써 액상 생성물(바이오 오일이라 불림)의 회수율을 극대화할 수 있도록 고안된 공정이다. 급속열분해를 위해서는 빠른 열 전달 속도가 필수조건이 되는데, 이 조건을 만족 시키기 위해서 바이오매스는 미세하게 분쇄된 후 투입되어야 한다.
① 바이오오일의 일반특성
바이오오일(bio-oil)이란 급속 열분해 공정을 적 용한 바이오매스 열분해 액상 생성물을 일컫는 용 어로서, 이외에도 pyrolysis liquid, pyrolysis oil, biocrude oil, liquid smoke, pyroligneous tar 등 여 러 가지 이름으로 불리고 있다. 바이오오일 성분 은 무엇보다 투입한 시료에 따라서 근본적으로 달 라지며, 같은 시료를 사용한 경우라도 반응온도, 체류시간, 시료 입자에 대한 열전달 속도 및 응축 방법 등 공정조건에 따라서도 달라진다. 바로 이 러한 이유 때문에 바이오오일은 물리적으로 화학 적으로 다양한 특성을 나타낼 수 있다. 따라서 하 나의 표준화된 기준으로 품질을 평가하는 것은 매 우 어렵다.
리그노셀룰로오직 바이오매스의 주성분인 셀룰 로오즈, 헤미셀룰로오즈, 리그닌 성분들 자체가 산 소가 결합된 탄화수소류(oxygenated hydrocarbons) 형태의 분자로 구성된 생고분자(biopolymers)라 고 할 수 있기 때문에, 2차적인 반응이 급격히 배제 되는 급속 열분해 공정 특성상 바이오오일은 넓은 분자량 범위에 걸쳐 분포하는 수많은 oxygenated organic compounds를 포함하며 aldehyde, carbox- ylic acids, carbohydrates, alcohols, ketones, fur- furals, phenols 등이 바이오오일의 주요 성분들이 다. 화석연료와 비교할 때 가장 두드러진 특징은 바이오오일에는 시료 자체에 존재하던 수분과 열 분해 반응으로 생성된 수분이 상당량(15∼40 wt%) 함유되어 있다는 사실이다. 이 외에도 낮은 pH, 미세 char 입자의 분산, 상대적으로 높은 밀도와 점도 등 여러 가지 면에서 화석연료와는 차별화되 는 특성을 가지고 있다. 발열량은 보통의 화석 연 료의 절반 수준인 17 MJ/kg 정도이다. 다음의 Table 2는 450∼550 °C의 온도에서 0.1∼2 s의 체 류시간 조건하에 얻어진 바이오오일의 일반적인 특성을 요약한 것이다.
목재는 이제까지 바이오매스 급속 열분해 연구 에서 가장 많이 연구된 원료이며 근래에는 짚류, 올리브 씨앗, 견과류 껍질 등의 농업 부산물에서 부터 사탕수수와 같은 곡물에 이르기까지 다양한
Table 2.
급속열분해로부터 생산된 바이오오일 특성[5]Physical Properities Typical Value Moisture content 25 wt% (15∼30 wt%)
Density 1.2 kg/L
Element analysis (moisture free basis) C
H N S Ash O
55∼58 wt%
5.5∼7.0 wt%
0∼0.2 wt%
< 0.01 wt%
0∼0.2 wt%
35∼40 wt%
High heating value
(moisture free basis) 22.5 MJ/kg HHV as produced
(depending on moisture) 16∼19 MJ/kg Viscosity (at 40 ℃)/
(at 40 ℃ and 25% water) 30∼200 cp / 40∼100 cp
Pour point -23 °C
pH 2.5
solids (char) 0.5∼1 wt%
Distillation maximum 50 wt%
as liquid degrades
리그노셀룰로오직 바이오매스들에 대한 연구가 진행되고 있다.
② 급속열분해 반응기
바이오매스로부터 액상 생성물을 얻고자 하는 급속 열분해 공정의 핵심 조건인 빠른 열 전달 속 도, 적정 온도의 제어, 반응기 내 증기상 생성물질 의 짧은 체류시간 등을 성공적으로 실현시키기 위 해서는 다양한 반응기들이 개발되어져 왔다. Figure 3은 대표적인 반응기 형식을 보여주고 있다[6].
가. Ablative pyrolysis reactor
가열된 반응기 벽에 시료물질을 가압하여 눌러 줌으로써 열을 전달하는 원리로 만들어진 것이다.
열분해 대상이 되는 바이오매스에 의한 열흡수 속 도보다 반응기에 대한 열공급 속도에 의해 더 큰 영향을 받는 공정이라는 점에서 다른 급속 열분해
반응기들의 원리와 상당히 다르다. 따라서 다른 반응기처럼 시료를 미세하게 분쇄할 필요가 없다.
초반에는 CNRS (Centre National de la Recherche Scientifique, France)에서 이 형식의 반응기에 관 한 연구를 선도하였다. 1980년에 NREL (National Renewable Energy Laboratory, USA)에 의해 ablative vortex reactor (20 kg/hr)가 개발된 이후 꾸준한 연구가 진행되어 1994년에는 30 kg/hr 규 모의 공정이 세워지기도 하였다. 영국의 Aston University (UK)에서 rotating blade reactor가 개발 되었고 최근에는 Technical University of Denmark 에서 Pyrolysis Centrifuge Reactor (PCR)이란 ablative reactor가 개발되었다.
나. Fluid beds
제작과 조작이 용이하며 반응기 내 온도가 균일 하고 촤 분리가 다른 반응기에 비해 쉽게 이루어 진다. 또한 스케일 업 경우 큰 어려움 없이 진행될 수 있는 장점이 있어 많은 공정에서 채택되어진 반응기 형태이다. Union Fenosa (Spain, 200 kg/hr), Dynamotive (Canada, 400 kg/hr), Wellman (UK, 250 kg/hr), RTI (20 kg/hr) 등 몇몇 회사들에 의해 서 파일롯트 단위(pilot unit) 또는 상용화 플랜트 (commercial plant) 수준으로 개발하여 가동하고 있다.
다. Circulating fluid beds and transported beds Ensyn사(Canada)에 의해서 상업적인 수준으로 개발되었으며, Ensyn에서 제공한 공정이 현재는 Red Arrow (USA)에서 1∼2 t/hr에 이르는 상업화 규모의 plant들을 설치하여 smoke 림팩 제조에 적 용되고 있다. Ensyn은 ENEL (Italy, 650 kg/hr)와 VTT (VTT technological research center, Finland, 20 kg/hr)에도 공정을 제공하였다. CRES (Center for Renewable Energy Sources, Greece, 10 kg/hr) 는 fluid bed char의 연소와 재순환될 유동 매개체 인 모래를 재가열하기 위해 char를 연소시키는 후 속적인 2차 반응기를 설치하는 Ensyn의 반응기와 달리 circulating fluid bed unit와 합쳐진 형식의
Figure 3.
전형적 급속 열분해 반응기.반응기를 개발하였고 10 kg/hr 규모로 운전되었다.
라. Auger reactor
뜨거운 모래와 바이오매스가 auger에 의해 혼합 되면서 열분해가 진행되는 구조이다. 주로 소규모 플랜트용으로 적당하며 단점으로는 모래를 가열 시키고 순환시키는 시스템이 필요하다는 점이다.
현재까지 상업화 규모로 운전되는 auger reactor는 없는 것으로 알려져 있다.
마. Vacuum vessel
캐나다의 Pyrovec사가 vacuum 열분해를 연구 해 왔다. 시간당 3.5톤 규모의 시연 장치가 설치되 어 운전되었으나 값비싼 진공펌프와 스케일 업의 경우 어려움 등으로 인해 현재는 상업화 규모는 없는 것으로 알려져 있다.
바. Rotating cone Reactor
원심력에 의한 전달효과가 주가 되는 일종의 transported bed reactor로서 바이오매스는 회전하 는 corn에서 기계적으로 열전달 물질(주로 모래) 와 혼합되며 열분해된다. 1989년 University of Twente (Netherlands)에서 10 kg/hr 규모의 소형장치로서 고안되었으며 지금은 BTG Co. (Netherlands)에 의 해 발전되었다. BTG는 현재 말레이시아에 50 t/day 규모의 공정을 건설하였다.
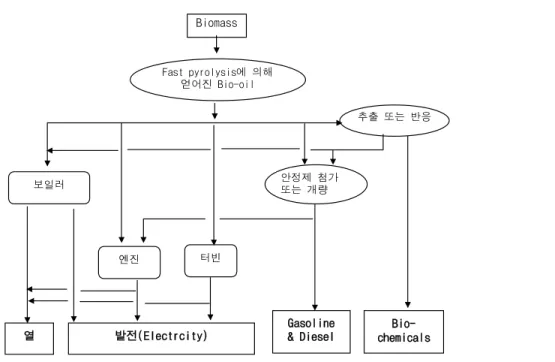
③ 바이오오일의 활용
바이오오일은 이미 언급한 바와 같이 수분을 많 이 포함하고 있고 그 속에 존재하는 유기성분들 또한 산소원소를 많이 가지고 있기 때문에 발열량 이 낮아 연료로서의 가치가 화석연료보다는 많이 떨어진다. 이러한 성질 때문에 바이오오일 그 자
Biomass
엔진 터빈
보일러 안정제 첨가
또는 개량
추출 또는 반응 Fast pyrolysis에의해
얻어진 Bio-oil
열 발전(Electrcity) Gasoline
& Diesel Bio- chemicals
Figure 4.
바이오오일의 활용.체로서는 수송용 연료로서는 부적절하여 산업용 버너, furnace, 보일러 등의 static application에서 light fuel oil, heavy fuel oil의 대체유로서 사용이 가능하며 power plant나 CHP (combined heat and power)에서의 보조연료로서도 활용 가치가 있다 할 것이다. 바이오오일이 transportation fuel로 사 용되려면 주로 반응 물질이나 촉매를 활용하여 발 열량을 높이는 2차 공정을 거쳐야 한다.
연료로서의 활용뿐 아니라 바이오오일은 다양 한 유기성분으로 구성되어 있기에 이를 잘 분리하 면 고부가가치의 biochemicals을 획득할 수 있다.
2.4. 리그노셀룰로오직 바이오매스 열분해기술 국내외 동향
2.4.1. 저속열분해 기술의 동향
현재 바이오매스의 저속 열분해 기술은 charcoal (또는 바이오촤) 생산에 중점을 두고 있다. 산업용 charcoal 생산 공정으로 유명한 것은 내부 가열을 이용하는 Missouri kiln 공정, 외부 가열을 하는 VMR retort, 가스순환시스템을 갖춘 batch-fed형
의 Degussa (Reichert) 공정, 그리고 연속 공정인 Lambiotte 공정 등이 있다. Kiln내에서 바이오매 스의 산화를 통해 열공급을 하는 Missouri kiln 공 정에서는 charcoal 수율이 20∼30% 정도이며, 최 근 미국 내에서는 이 공정을 활용한 많은 공장들 이 대기오염 기준을 맞추지 못해 운전을 그만 두 었다고 한다. VMR retort의 경우 charcoal 수율이 30∼32%에 달한다고 알려져 있으며 Degussa (Rei- chert) 공정의 경우 너도밤나무로부터 34%의 charcoal 수율이 가능하다고 알려져 있다. 이러한 공정들의 대부분의 목표는 생산에너지의 감소, 환경기준 맞 추는 데 있다고 할 수 있다.
바이오촤 생산을 목적하는 중요 공정으로서 drum kiln을 사용하는 BEST Energy 공정 및 Pro-Natura’s Pyro-6 및 7공정, skrew pyrolyzer를 활용하는 Haloclean 공정을 들 수 있다. 다음 Figure 5는 호 주의 BEST Energies 공정을 나타내고 있다.
이 공정은 연속공정으로서 약 550 °C 부근에서 운전되며 드럼 내 고체 체류시간이 약 30분에 달 하는 것으로 알려져 있다. 이 공정은 시연 규모로 발전하여 시간 당 건조 바이오매스 300 kg까지 처
Figure 5.
BEST Energies 저속 열분해 공정.리할 수 있는 공장이 건립되었다.
바이오촤는 연료뿐만 아니라 기후변화와 연결 된 탄소 sequestration관점에서 많이 연구되어지고 있다. 바이오촤 생산기술의 상업화의 관건은 바이 오촤의 활용도의 검증과 생산 단가를 낮추는 데 있다고 할 것이다. Dynamotive사의 경우 바이오 촤의 혼소가 상업화 전 단계에 진입했고, BTG-BTL 사는 torrefraction/carbonization에 의한 바이오콜/
바이오촤 상업화 생산 공정(2.5 t/h)을 준비해 둔 상태인 것으로 알려져 있다. 국내에서는 신재생에 너지로 각광받고 있는 바이오매스를 활용한 기존 의 바이오에너지(바이오디젤, 바이오알코올 등) 생산 연구에 비해 바이오촤에 대한 연구는 매우 부족한 실정이나 최근 RPS 제도의 도입으로 바이 오촤의 연료로서의 활용이 산업체에서 심각하게 검토되고 있는 상황이다, 특히 철강 산업체에서는 코크스의 대체로 바이오촤의 활용을 검증하고자 하는 시도가 진행 중이다.
2.4.2. 바이오매스 급속열분해 기술의 동향
바이오오일은 기존 화석연료에 비해 산소 함량 이 매우 높고(약 35∼45%) 그 성분들이 지니고 있 는 반응기(functional group)로 인해 장기 저장성 이 떨어지는 단점을 지니고 있다. 이러한 점을 극 복하고자 바이오오일 upgrading에 관한 연구가 지 속적으로 진행되고 있는데 그 방향은 크게 물리적 (physical) upgrading 및 촉매(catalytical) upgrading 및 화학적(chemical) upgrading으로 나눌 수 있다.
물리적 upgrading은 바이오오일이 기존 화석연 료와 특성이 상이한 점을 극복하여 연료로서의 성 질을 개선하려는 목적으로 진행되는데, 예를 들어 바이오오일 내의 고형 성분을 제거하기 위한 fil- tration, 높은 점성을 줄이기 위한 용매 첨가 및 기 존 화석연료와의 혼합성(mixablilty)을 개선하기위 한 emulsion화 등이 있다.
한편 촉매를 이용하여 바이오오일을 upgrading 하여 기존 화석연료(디젤, 가솔린, kerosene, 메탄, LPG)와 같은 연료로 전환하는 연구가 전 세계적
Figure 6.
바이오매스 급속 열분해 업그레이딩 기술들.으로 광범위하게 진행되고 있다. 이들 연구목표는 촉매를 활용하여 바이오오일의 탈산소를 유도하 여 그 발열량을 높이고 장기간의 저장성을 확보하 는 것이었다. 촉매를 사용하는 바이오오일의 upgra- ding은 크게 두 가지 방법으로 진행되고 있다. 하 나는 hydrodeoxygenation (HDO)이며 다른 하나 는 zeolite cracking이다. HDO는 산소를 제거하기 위해 수소를 사용하는 고압공정으로서 원유와 유 사한 오일을 생성시킨다. 이 공정에 사용되는 촉 매들은 전통적 hydrodesulphurization (HDS) 촉매 들인데, 예를 들면 Co–.MoS2/Al2O3[7] 또는 Pd/C 와 같은 금속 촉매들이다[8]. 또한 탈산소를 위해 HZSM-5, 실리카-알루미나 같은 산 촉매를 사용하 여 수소의 첨가 없이 방향족 탄화수소 등을 생성 하는 공정개발도 꾸준히 연구되어지고 있다. 이러 한 연구들을 통해 바이오오일이 저장성이 뛰어난 연료로 전환되고 전환된 오일의 발열량이 증대되 는 등 연료로서의 특성이 증대되나 촉매공정에 수 반되는 비용문제, 촉매의 비활성화, 수소의 높은 가격 및 고압공정 등을 고려할 때 그 경제성에 대
한 해결책이 나와야 할 것으로 보인다.
마지막으로 화학적 upgrading은 최종적으로 al- kanes이나 수소 등을 회수하거나 기타 바이오오일 의 화학적 성질을 개선하기 위해 다양한 화학 공 정을 이용하는 방법인데, 이와 관련하여 바이오오 일의 가스화를 통한 수소 생산, 바이오오일의 수 용성 성분들의 reforming, 바이오오일의 esterifi- cation을 통해 산 함량을 낮추거나 발열량을 높이 는 연구들이 진행되고 있다. Figure 6은 바이오매 스의 급속열분해 upgrading 방법을 요략하고 있다 [9].
바이오오일은 연료뿐만 아니라 biochemicals의 원료로서도 사용될 수 있다. 예를 들어 바이오오 일 성분 또는 바이오오일 자체는 페놀수지, 유기 비료, 토양개량제, NOx 및 SOx 제어를 위한 첨가 제 등의 원료로서 사용될 수 있다. 바이오매스 열 분해로부터 생성된 페놀은 기존의 합성페놀 대체 물질로서 가능성을 인정받고 있다. 바이오매스의 열분해로 생성되는 비료는 식물에 대한 무독성, 지속적인 비료 기능 발휘 및 토양개량제의 역할을
동시에 하는 것으로 보고되고 있다. 캐나다의 Dyna- motive사에서는 NOx 및 SOx 제어 약품으로서 bio-lime을 개발하기도 하였다. 특히 목재로부터 얻어진 바이오오일로부터 smoke flavor를 획득하 는 기술은 상업적으로 생산하는 단계에 이르고 있 다[10]. 최근에는 바이오오일로부터 특수한 고부 가가치의 biochemicals을 얻고자 하는 연구가 진 행되고 있다. 그 한 예로, 약품이나 다른 생화학적 인 물질의 원료가 되는 레보글루코산(levogluco- san) 또는 레보글루코제논(levoglucosenone)을 바 이오매스의 급속 열분해를 통해 생산하는 연구가 진행되고 있다[11].
상업적인 바이오오일 생산은 주로 미국, 캐나다 등의 북미와 영국, 네덜란드, 독일 등의 유럽 지역 을 중심으로 이루어지고 있으며, 아시아 지역에서 는 최근 중국이 활발한 연구투자를 하고 있다.
2010년 IEA에서 조사한 보고서에 따르면, 현재 상업적으로 바이오오일을 생산하기 위한 설비는 17 곳에 이르고 있다 한다. 특히 Dynamotive사를 중심으로 한 캐나다에서 설비 규모가 대폭 커지고 있는데, 이러한 설비의 증가는 바이오오일 이용시 장 확대에 긍정적인 영향을 주고 있으며, Dyna- motive사의 경우 가동율 100%일 경우 연간 총 66000톤의 바이오매스를 열분해할 수 있다 한다.
캐나다의 Ensyn사(40 dry ton/day capacity), 네델 란드의 BTG사 또한 바이오오일 생산과 biochemi- cals 회수에 관해 실증단계 연구를 지나 상업화의 초기 단계에 있다고 한다.
3. 결 론
지금까지 살펴보았듯이 전 세계적으로 바이오 매스 에너지 개발의 필요성이 널리 인식되고 있으 며, 이러한 바이오에너지 생산의 일환으로서 미국, 캐나다, 유럽을 중심으로 바이오매스 열분해 기술 및 그 생산품의 활용 연구개발이 활발히 전개되고 있다. 바이오촤의 경우 연료로서뿐만 아니라 기후 변화와 관련하여 그 관심이 매우 높고 바이오오일 은 그 자체 생산기술뿐만 아니라 수송 연료로서의
upgrading 기술의 발전이 이루어지고 있다. 바이 오오일의 연료적 측면에서만 아니라 보다 고부가 가치를 이루어내기 위해 바이오오일로부터 bio- chemicals 회수 연구 또한 심도 깊어지고 있다. 화 석연료의 고갈이 머지않은 일이고 현재 우리들이 겪고 있는 기후 변화가 심각한 이때, 바이오매스 열분해 기술의 중요성은 더욱 넓게 인식될 것으로 예상된다. 아직까지 바이오매스 열분해에 대한 기 반이 미약한 우리로서는 이제라도 관련 기술에 대 한 기초 연구 및 활용 연구에 최선을 다하여야만 미래에는 기술 종속국의 위치를 벗어나 선도국의 자리를 점하여 기술 자립을 이룩할 수 있으리라 예상된다.
참 고 문 헌
1. W.G. Hohenstein and L.L. Wright, Biomass and Bioenergy, 6, 161 (1994).
2. D.L. Klass, “Biomass for Renewable Energy, Fuels and Chemicals,” Academic Press, 495 (1998).
3. A.G.W. Bradbury, Y. Sakai, and F.A. Shafi- zadeh, “Kinetic model for pyrolysis of cellu- lose,” Journal of Applied Polymer Science, 23, 3271 (1979).
4. M.J. Antal and M. Grønli, “The art, science and technology of charcoal production,” In- dustrial and Engineering Chemistry Research, 42, 1619 (2003).
5. A.V. Bridgewater, “A Guide to Fast Pyrolysis of biomass for Fuels and Chemicals,” PyNe Newsletter Guide 1. March 1999, Aston University, Birmingham, UK.
6. R.H. Venderbosch and W. Prins, “Fast pyro- lysis technology development,” Biofuels, Bio- products and Biorefining, 4, 178 (2010).
7. D.C. Elliott and G.N. Neuenschwander, Liquid fuels by low severity hydrotreating of bio- crude. In: Bridgwater AV, Boocock DGB,
editors. Developments in thermochemical bio- mass conversion. Wiley Blackie, 611 (1997).
8. J. Wildschut, F.H. Mahfud, R.H. Vender- bosch, and H.J. Heeres, “Hydrotreatment of Fast Pyrolysis Oil Using Heterogeneous Noble- Metal Catalysts,” Ind. Eng. Chem. Res., 48, 10324 (2009).
9. A.V. Bridgwater, “Review of fast pyrolysis of biomass and product upgrading,” Biomass and Bioenergy, 38, 68 (2012).
10. A.V. Bridgewater, “Principles and pratices of biomass fast pyrolysis processes for liquid,”
J. of Analytical and Applied Pyrolysis, 51, (1999).
11. X. Zhang, J. Li, W. Yang, and W. Blasiak,
“Formation Mechanism of Levoglucosan and Formaldehyde during Cellulose Pyrolysis,”
Energy Fuels, 25, 3739 (2011).
김 주 식
독일 함부르크대 화학과 박사 독일 에어랑엔 대학 연구원 독일 KIST-Europe 객원연구원 현 서울시립대 환경공학부 교수

![Table 2. 급속열분해로부터 생산된 바이오오일 특성[5]](https://thumb-ap.123doks.com/thumbv2/123dokinfo/4970493.301219/6.825.92.396.142.575/table-급속열분해로부터-생산된-바이오오일-특성.webp)