Technical Papers
필름 인서트 사출성형 공정의 오버랩 불량 개선을 위한 필름 고정 시스템 개발 김정호a*, 문지훈a, 박홍석b
Development of Film Fixing System for Improving Overlap Defects in the Film Insert Injection Molding Process
Jung-Ho Kima*, Ji-Hun Muna, Hong-Seok Parkb
a
Gyeongbuk Hybrid Technology Institute, 24-24 Goeyeon 1-gil Yeongcheon Gyeongbuk 770-170 Republic of Korea
b
Mechanical Engineering, The University of Ulsan, Republic of Korea
ARTICLE INFO ABSTRACT
Article history: We carried out research into an environmentally friendly injection molding process that involves filling the mold with polymer after thin films are fixed into the cavity, without the coating, plating process. Film insert injection molding is a new technique in which molten plastic resin is injected into the cavity after films are precisely attached to the side of the mold wall.
In the film insert injection molding process, the insert film is moved by the flow of the molten plastic resin. Overlap defects cause a decline in the productivity and the quality of the manufactured goods. To reduce overlap defects, new injection mold parts are proposed to produce automotive exterior parts using thin films. It is suggested that the best possible method would be to fix the thin films to one side of the mold wall, and develop interior pins to fix the films in the mold. Based on this new pin fixing system, the problem of the film being moved by the flow of the molten resin was improved.
Received 11 December 2012 Revised 31 January 2013 Accepted 17 April 2013 Keywords:
Injection molding Film insert Overlap defect Fixing pin Thin film Automotive parts
* Corresponding author. Tel.: +82-54-330-8013 Fax: +82-54-330-8019 E-mail address: [email protected] (Jung-Ho Kim).
1. 서 론
전 세계적으로 자동차 부품 업계에서는 생존을 위한 친환경 기술 개발
[1]에 많은 관심과 투자를 기울이고 있다. 아울러 자동차 산업 에 대한 정부의 환경규제가 점차 강화되고 있으며 환경오염 방지를 위한 업계의 노력도 활발하게 진행되고 있다. 특히 부품 제조업체 에서 도금과 도장공정을 적용할 경우에는 양산중에 발생하는 중금 속 폐기물 배출 저감설비를 추가로 구축해야 하는 등 엄격한 규정
[2]이 적용되고 있다. 그러나 도금과 도장공정은 지금까지 자동차 외 장 부품의 품질향상과 내구 수명연장을 위한 필수적인 후처리 과정
이였으며, 이를 통해 플라스틱 외관 부품에 금속광택을 갖도록 하 여 제품의 고급화 및 내구성 향상에 기여해왔다
[3].
현재 자동차 외장 부품 가운데 전면부에 장착되는 라디에이터 그릴은 미려한 외관품질을 위해 플라스틱 사출성형 후에 별도의
크롬도금 공정
[4,5]을 거쳐서 제조되고 있다. 그러나 생산과정에서
불균일한 도금 층이 생성되거나, 건조과정에서 이물질이 제품에 붙
는 등 다양한 불량요인이 발생하고 있다. 또한 도금, 도장공정 후에
발생되는 중금속 폐기물의 처리비용 등이 전체적인 제조원가의 상
승에 큰 영향을 준다. 따라서 자동차 업계에서는 생존을 위한 전략
적 측면에서도 친환경 부품개발을 위한 새로운 제조공법에 대한
Fig. 1 Radiator grill of automobile
Fig. 2 Comparison of manufacturing process
Fig. 3 Position of insert films in radiator grill
Fig. 4 Examples of overlap problem in radiator grill 관심과 투자를 기울이고 있다.
따라서 본 연구에서는 자동차 부품의 외관 품질을 위해 기존에 적용되었던 도금, 도장공정을 거치지 않고 용융수지 주입 전 금형 내에 금속광택의 필름을 삽입하여 제조하는 필름 인서트 사출성형 공정을 적용하고, 삽입된 필름을 금형 내부에 안착시켜 성형불량을 최소화하는 필름고정 시스템
[6,7]을 구성하여 성형과정에서 발생하 는 오버랩 불량을 최소화하였다.
2. 연구배경 및 불량원인 분석
2.1 필름 인서트 사출성형 기술 특징
필름 일체형 사출성형공법 즉, 필름 인서트 사출성형(film insert injection molding) 은 금형 내에 인쇄된 금속재질의 박판 필름을 금형 내에 미리 삽입하여 플라스틱 수지의 주입과 동시에 최종 제 품을 성형하는 기술이다. 이를 통하여 제품의 내구성 향상과 함께 미적 가치를 높일 수 있어 자동차 내외장 부품뿐만 아니라 휴대폰 및 전자제품 등에도 폭넓게 적용되고 있다. 그러나 현재의 국내 기 술수준으로는 불량 발생률이 높아 현업에서 다양한 제품에 적용하 기에 어려움이 따른다. 또한 국내에서는 우드 그레인(wood grain) 질감이나 금속광택 표면을 가지는 센터 페시아(center fascia), 콘 솔 박스(console box) 등 일부 자동차 내장부품에만 일부 활용되 고 있다. 그러나 자동차 내장부품에 비해 외장부품에게 더 많은 내 구성과 내후성 등이 요구되기 때문에 필름 인서트 사출성형 공정이 자동차 외장부품에 적용된 사례는 그리 많지 않다. Fig. 1과 같이
인서트 사출성형 공정을 적용하고자 하는 자동차 부품은 라디에이 터 그릴(radiator grill)로써 기존에는 도금 및 도장공정을 거쳐 복 잡하게 제조되어 표면불량이 다수 발생하였으나, 크롬메탈 재질의 박판 필름을 전면에 삽입하여 바로 성형하는 제조 공정으로 불량을 개선하고자 한다.
필름 인서트 사출성형 공정은 금속광택이 있는 박판 필름을 진공 성형한 후 원하는 형태로 절단된 인서트 필름으로 제작하여 사출금 형의 캐비티 코어(cavity core)에 삽입 후 용융 수지를 사출하여 최종 성형품을 제조한다. 기존 제조방법과 비교한 필름 인서트 사 출성형 공정은 Fig. 2에 나타난 바와 같다. 도금 및 도장공정에 의 한 기존 제조방법은 사출성형 후 세척과 건조공정을 반복하며 동도 금(copper plating), 크롬도금(chrome plating) 등 총 9공정을 거 친다. 그러나 필름 인서트 사출성형 공정은 진공 열 성형으로 인쇄 된 필름을 필요한 크기로 절단(trimming) 후 바로 금형에 삽입하 여 성형 하는 3공정만으로 양질의 최종 제품을 얻을 수 있다.
따라서 도금 및 도장과정을 거치는 기존의 제조방법보다 필름 인서트 사출성형을 통하여 공정시간을 최대 30% 가량 단축시킬 수 있으며, 복잡한 기존 공정을 대체, 통합하기 때문에 반제품의 이동이 필요 없어 원가절감과 함께 생산성 향상을 꾀할 수 있다.
2.2 필름 인서트 사출성형 공정 불량원인
라디에이터 그릴의 인서트 사출성형 공정 중 사용되는 크롬메탈
질감의 필름은 Fig. 3과 같이 필름 A와 B가 좌우 각각 2개씩 총
4 개가 삽입되고 아래쪽에도 필름 C, D가 가로방향으로 2개가 삽
입되어 총 6개 인서트 필름이 라디에이터 그릴에 부착된다. 아울러
삽입되는 각각의 필름은 용융수지의 유동압에 의해 움직이지 않도
록 금형 내에 정확히 안착시키고 고정되어야 한다.
Fig. 5 Comparison of steady-state with badness
Fig. 6 Propulsion strategy for the research
Fig. 7 New method for fixing film
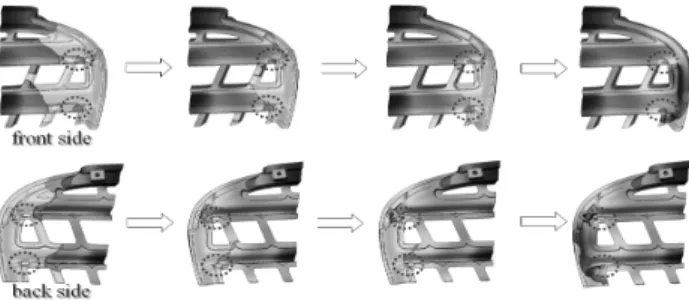
Fig. 8 Formulation of fixing pin shape 그러나 개선 전에 적용되었던 필름 인서트 사출성형 공정은 제작
된 필름을 고정하기 위한 별다른 절차 없이 현장인력이 수작업으로 금형 한쪽 면에 그대로 삽입하여 용융수지 주입을 통하여 성형하였 다. 따라서 금형 내 필름의 안착률이 낮고, 완벽하게 고정되지 않아 사출성형 공정에서 Fig. 4와 같은 불량사례가 발생하였다. 아래 그 림의 화살표 방향에서와 같이 필름의 전면으로 플라스틱 수지가 그대로 드러나 있음을 볼 수 있다. 특히 본 제품이 경우 인서트 필 름이 플라스틱 본체 전체를 덮는 것이 아니라 일부분에 나눠져 가 늘게 직선형으로 분리되어 삽입되기 때문에 각각의 필름에 대한 불량사례가 빈번하게 발생되는 어려움이 있다.
구체적인 불량사례를 살펴보면 용융수지의 불균일한 흐름에 의 해 발생하는 오버랩(overlap)문제가 전체 불량의 대부분을 차지하 고 있으며, 오버랩 불량의 빈도가 특히 높은 원인은 필름을 금형에 장착 시 필름과 금형 간에 생기는 공차에 의해 이탈 및 간섭 현상으 로 정확한 위치 고정이 어렵고, 사출성형 공정에서 고압의 용융수 지가 유입되면서 유동에 의해 삽입된 필름이 움직이거나 들뜸으로 인하여 필름과 금형사이에 플라스틱 수지의 유입이 발생되기 때문 이다. Fig. 5는 필름의 안착 시 용융수지의 유동에 의해 발생되는 오버랩 불량을 정상상태와 비교하여 나타낸 그림이다. 정상적인 필 름 안착상태에서는 금형표면과 필름간의 공간이 없으나, 비정상적 인 필름의 안착 시에는 들뜸 현상으로 금형표면과 필름사이로 용융 수지가 유입된다.
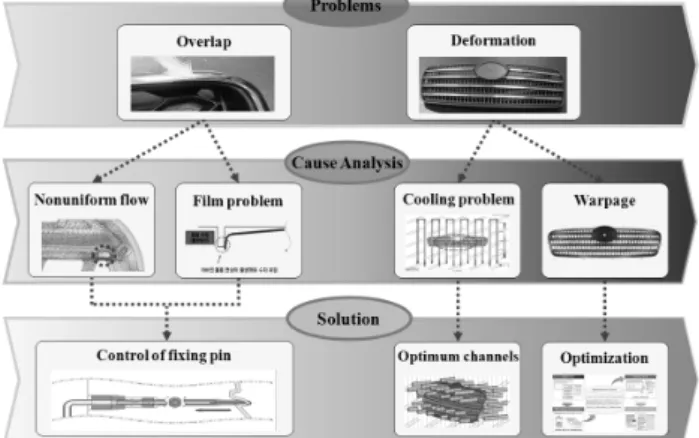
2.3 제품 불량원인 분석
라디에이터 그릴의 생산공정에서 발생하는 문제점을 찾고 그 원인 을 분석하여 해결할 수 있는 구체적인 방안을 Fig. 6과 같이 제시하 였다. 먼저 가장 많은 발생사례를 보인 오버랩 문제의 해결을 위해 용융수지의 유동에 의해 움직이는 인서트 필름을 고정할 수 있는 제 어장치를 사출금형에 설치하고, 사출성형 후 제품의 뒤틀림 등 후변 형 문제
[8]는 냉각채널 및 냉각조건의 최적화
[9]를 통하여 개선하였다.
3. 인서트 필름 안착 시스템 구조
3.1 필름 고정 시스템 개요
본 연구에서는 Fig. 7과 같이 사출성형 전 금형 내 필름 인서트 전에 필름 고정을 위한 별도의 과정을 추가하였다. 아울러 인서트 필름을 금형 내에 정확히 안착시키기 위한 필름 고정 장치의 형상 과 작동 메커니즘을 설계하고, 제작된 필름 고정 장치가 금형 내에 서 용융수지의 유동에 의해 받는 영향을 고려하였다.
3.2 필름 고정용 핀 형상 설계
인서트 필름의 안착을 위한 고정용 핀의 형상을 금형과 필름 안
쪽의 형상을 고려하여 다양한 형태로 초기 설계하였다. 고정용 핀
형상은 필름 안착능력, 용융수지 유동압, 후퇴거동 가능 여부 등을
고려하여 Fig. 8의 하단부와 같은 형상으로 필름 후면의 형상에
맞춰 가공하였다.
Fig. 9 Position of insert pins in radiator grill
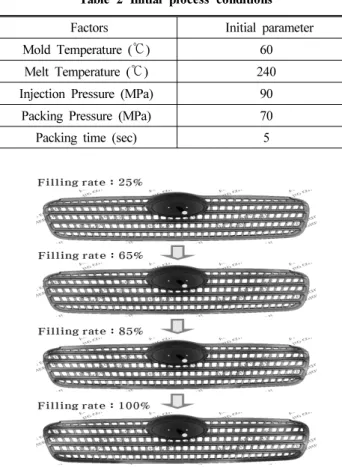
Table 2 Initial process conditions Factors Initial parameter
Mold Temperature ( ℃) 60
Melt Temperature ( ℃) 240
Injection Pressure (MPa) 90
Packing Pressure (MPa) 70
Packing time (sec) 5
Fig. 10 Flow analysis result of radiator grille Table 1 Material properties of ASA resin
Factors Properties
Density 1.07 g/cm
2Tensile strength 43.3 MPa
Yield 39.6 MPa
Hardness, Rockwell R 99.2
Modulus of elasticity 2.03 GPa 3.3 필름 고정용 핀 위치 선정
용융수지의 불균일한 거동에 의해 움직이는 인서트 필름을 금형 내에 안착시키려면 고정용 핀이 수지의 유동에 방해가 되지 않을 뿐 아니라 사출성형 후 최종 제품에 고정용 핀의 흔적이 남아서는 안 된다. 따라서 앞서 설명한 바와 같이 삽입되는 6장의 필름을 효과적으로 고정하기 위한 고정 핀의 위치를 오버랩 불량발생 빈도 가 가장 높았던 제품 측면부위로 하였으며 Fig. 9와 같이 좌우 4개 씩 총 8개의 필름 고정용 핀의 위치를 각각 설정하였다. 아울러 오버랩 불량과 같이 난류 유동에 의해 필름이 움직이는 경우에 필 름 고정용 핀의 위치는 제품의 게이트 방식과 유동패턴에 따라 최 종 설정되어야 한다.
4. 모델링 및 성형해석 결과
4.1 성형해석 조건 설정
제품 수지로는 ABS (acrylonitrile butadiene styrene) 보다 내 후성이 더욱 우수한 ASA (acrylonitrile styrene acrylate)수지를 사용하여 사출성형을 하는 동시에 수지 표면을 엠보싱 처리하여 제조하므로 흑색 도장공정을 생략할 수 있도록 하였다. 그리고 ASA 수지의 사출성형에 적합한 추천된 수지용융온도(240℃)를 사 용한 뒤, 라디에이터 그릴의 형상을 통하여 요구되는 최대 사출압 과 최대 형체력을 각각 설정하였다. 여기서 형체력(clamping force) 이란 사출성형공정 때 금형에 가해지는 사출력에 의해서 금형이 밀리는 것을 방지하기 위해서 금형을 닫아주는 힘이며, 사출력보다 는 항상 커야 한다. 또한, 사출력은 제품의 투영면적과 금형내부의 수지 압력(사출압력)의 곱으로써 구하며, 본 연구에서는 라디에이 터 그릴의 형상 자료를 성형해석 프로그램에 변환하여 입력한 뒤
계산된 추천 값으로 최종 설정하였다. 라디에이터 그릴의 성형에 사용되는 ASA수지에 대한 재료물성치는 Table 1과 같다.
4.2 공정 파라메타 설정
라디에이터 그릴과 같은 자동차 외장부품은 웰드라인에 의한 제 품 외관불량 및 수축변형을 방지하고 수지의 유동 밸런스를 좋게 하여야 한다. 라디에이터 그릴 사출성형을 위한 초기 공정조건은 기존에 플라스틱 수지에 대한 실험을 통해 최적화된 데이터를 그대 로 적용하여 Table 2와 같이 설정하였다. 특히 아래의 5가지 초기 공정조건은 라디에이터 그릴의 휨 변형에 가장 큰 영향을 미치는 인자로 설정하였다
[10-13]. 이러한 공정조건은 제품의 형상이나 게이 트, 러너시스템 등 다른 설계변수와 냉각채널의 효율 등에 의해 최 종적으로 조정하여 설정해야 한다. 따라서 고품질의 제품 성형을 위해서는 초기 공정조건에 대한 정교한 최적화가 필요하다.
4.3 사출성형해석 결과
Fig. 10 의 유동해석
[14,15]을 통해 게이트가 제품 가운데에 하나만
위치하기 때문에 라디에이터 그릴의 중심부보다는 인서트 필름이
위치하는 끝단부의 수지유동성을 보다 정밀하게 분석할 필요가 있
음을 알 수 있다. 이것은 위에서 언급한 바와 같이 플라스틱 수지가
Fig. 11 Simulation result of plastic flow near the pin
Fig. 12 Velocity vectors of plastic flow near pins
Fig. 13 Pressure distribution near pins Fig. 14 Assemble layout of the pin in the mold 필름 전면으로 역류하여 유입되는 오버랩 불량을 보다 명확하게
확인하기 위해서이다.
금형 내에 필름을 고정하기 위해서 여기서 문제가 되는 오버랩 불량이 주로 발생되는 끝단부의 필름부근 수지유동을 다음의 Fig.
11 과 같이 분석하였다.
이때의 해석결과는 초기 유동해석과는 달리 필름 위에 고정용 핀이 위치하도록 모델링 한 뒤 고정용 핀 부근의 수지유동을 확대 하여 확인하였다. 이를 통해 필름 고정용 핀 부근의 용융수지의 충 진 거동을 쉽게 알 수 있다. 아울러 Fig. 12의 속도벡터와 같이 특 정 위치의 속도를 시간대별로 관찰하여 고정용 핀 부근에서 오버랩 의 원인이 되는 수지의 역류와 와류를 확인하였다.
아울러 라디에이터 그릴 끝단부에 필름 고정용 핀을 설치하여 수 지의 불균일한 거동에 의해 움직이는 필름을 금형 내에 고정하려면 고정용 핀이 수지의 유동에 방해가 되지 않을 뿐 아니라 사출성형
후 최종 제품에 고정용 핀의 흔적이 남아 있어서는 안 된다. 따라서 필름 고정용 핀은 금형 내에 정지된 상태로 존재하는 것이 필름 고 정이라는 본연의 역할을 수행한 후에 용융수지의 유동압에 의해 자 연스럽게 후퇴하여 최종 제품에 영향을 미치지 않아야 한다
[16,17]. Fig. 13 과 같이 고정용 핀 부근의 유동압을 확인한 것으로 4개 의 고정용 핀 중에 게이트와 거리가 멀수록 유동압이 점차 낮아짐 을 알 수 있다. 이는 게이트를 통해 전달되는 사출압력이 게이트와 거리가 먼 쪽으로 점점 약하게 나타나기 때문이며, 특히 게이트로 부터 가장 거리가 먼 아래쪽의 고정용 핀은 약 9.46 MPa의 가장 낮은 유동압이 나타남을 해석을 통해서 확인 할 수 있다. 이러한 결과는 생산 현장에서 라디에이터 그릴의 시험사출 시에 4개의 고정용 핀 가운데 가장 아래쪽 핀이 위치하는 부근의 제품 외관불 량이 가장 많이 나타나는 원인에 대한 해답이 됨을 알 수 있다.
성형공정을 위한 적절한 유동압은 라디에이터 그릴의 측면에 위 치하는 8개의 고정용 핀에 균일한 압력분포를 보이는 것이 좋다.
그러나 게이트와 가장 먼 쪽의 고정용 핀 부근의 유동압이 9.46 MPa 로 가장 낮게 나타나기 때문에 용융수지에 의해서 고정용 핀 의 후퇴를 위한 유동 압력으로는 다소 부족하다는 의미이다. 이를 해결하기 위해서는 최저 유동압을 고려하여 위치가 다른 고정용 핀 모두를 용융수지에 의해 후퇴시킬 수 있도록 힘을 설정하고 제어하는 장치가 필요하다.
5. 인서트 필름 안착 시스템 제어
5.1 필름 고정용 핀 시스템 설계
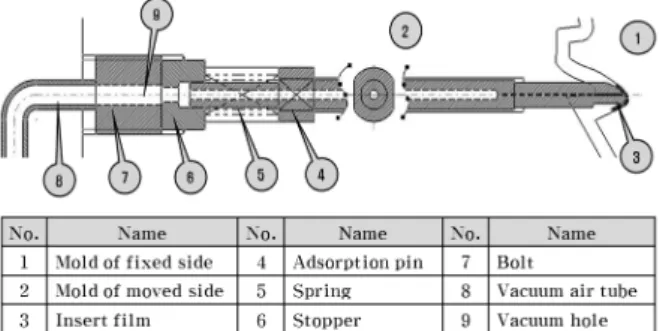
앞서 확인된 고정용 핀 부근의 용융수지 유동패턴과 압력분포 를 통하여 인서트 필름을 고정한 뒤 수지의 유동압에 의해 스스로 후퇴하는 구조를 가진 인서트 필름 안착 시스템을 개발하였다.
Fig. 14 는 금형 내에 위치하는 필름 고정용 핀의 세부 조립도로써 설정된 스프링력에 의해 필름이 금형 안쪽에 고정될 수 있도록 구성하였다.
아울러 용융수지의 유동압에 의해 고정용 핀이 후퇴할 수 있는
거리를 후퇴 고정(stopper) 장치에 의해 최대 2 mm 정도로 제한하
Fig. 18 Drawings of assembled injection mold Fig. 15 Control methods of fixing pin
Fig. 16 Spring force diagram of the pin
Fig. 17 Pressure distributions before the end of fill 0.26s 고 필름과 접촉하는 고정용 핀의 형상은 필름 면과 정확히 맞닿도 록 고려하였다. 또한 고정용 핀의 직경은 용융 수지의 거동에 최소 한의 영향을 주도록 고려되었다.
따라서 고정용 핀을 제어하는 방법으로 Fig. 15와 같은 형태로 성형압력 및 스프링에 의해 작동되는 방식으로 용융수지의 유동 압력에 의해 스프링이 자동으로 작동되고 제어되는 비교적 구조가 간단한 구조로 제작하였다. 이를 통하여 사출성형 시 용융수지의 유동압에 의해 왕복운동을 하는 스프링시스템을 구축하였다.
5.2 필름 고정용 핀 시스템 제어
필름 고정을 위해 설정하는 스프링력이 크면 클수록 인서트 필름 은 고정용 핀에 완전히 접족되어 금형 안쪽 강력하게 밀착된다. 그 러나 과도하게 큰 스프링력은 필름 표면에 무리한 압력을 가해 변 형을 일으키며, 용융수지의 유동압에 의해 쉽게 후퇴되어야 할 핀 의 움직임을 제한하게 된다. 따라서 스프링력은 수지의 유동압과
고정용 핀 끝의 움직임을 고려하여 설정한다. Fig. 16은 고정용 핀 의 스프링력을 나타낸 것으로 유동압에 의해 고정용 핀이 후퇴하는 데 충분한 힘은 아래의 식과 같이 표현할 수 있다. 이는 수지 유동 압에 의해 핀이 받는 힘(P
p) 은 스프링력(P
s) 과 마찰력(P
f) 의 합보다 커야 용융수지의 유동압에 의해 고정용 핀이 후퇴함을 의미한다.
유동해석을 통하여 확인된 바와 같이 각각의 필름 고정용 핀까지 용융수지가 도달하는 시간이 다르다. 특히 중앙 게이트에서 가장 거리가 먼 고정용 핀은 수지가 필름을 덮으며 채워지기 직전까지 머문 뒤 후퇴동작을 해야만 오버랩 불량 없이 필름을 금형 내에 고정시킬 수 있다. Fig. 17은 고정용 핀 부근까지 용융수지가 접근 하는 시점의 유동압을 성형해석을 통해서 나타낸 것으로 수지의 충전이 완전히 이루어지기 0.26초 전의 유동 압력이다. 따라서 완 전히 충전되기 직전에 고정용 핌이 후퇴하기 알맞은 시점이며 순간 유동 압력으로 확인된 1.842~2.867 MPa 사이의 값을 고정용 핀 을 후퇴시키기 위한 최적의 압력으로 간주한다. 즉, 고정용 핀 주위 의 압력이 약 2 MPa에 이를 때 자동적으로 후퇴동작을 하도록 스 프링력을 각각 설정하였다. 덧붙여 고정용 핀이 적절한 시점에 용 융수지의 유동압에 의해 쉽게 후퇴할 수 있도록 핀 끝의 형상을 가공하는 것도 중요하다. 즉, 용융수지의 유동방향에 수직방향으로 고정용 핀 끝을 가공하여 유동압을 잘 받을 수 있도록 한다.
6. 금형제작 및 시험사출
6.1 금형가공 및 인서트 핀 조립
금형을 제작할 때는 제품의 수축과 관련하여 중요한 고려사항은 게이트의 크기와 위치, 냉각 방법, 구조적 강도이다. 앞서 해석에 의해 설정된 게이트사양이나 냉각 방법을 통하여 금형을 최종 제작 하였다. Fig. 18은 설계된 사출 금형의 설계도를 나타낸 것이다.
금형 제작은 Fig. 19와 같이 CNC (computerized numerical
control) 가공, EDM (electric discharge machine) 가공을 각각
거친 뒤 사상공정을 통해 금형의 표면을 매끄럽게 최종 가공하여
조립한다. 아울러 필름 고정용 핀은 이동 측 금형에 스프링력을 설
정하여 조립하였다.
Fig. 22 Product result
Fig. 23 Metal film on front side
Fig. 24 Holes on back side by fixing pin Fig. 19 Two part of injection mold
Fig. 20 Fixing of film by robots
Fig. 21 Assemble drawing of pin and films 6.2 시험사출 준비과정
먼저 금형에 삽입될 필름을 Fig. 20과 같이 이송 로봇에서 발생 되는 진공에어를 통해 흡착시킨다. 로봇에 흡착된 필름은 고정 측 금형으로 이동하여 금형 면에 밀착 고정된다.
금형 내부의 고정용 핀이 인서트 필름을 고정하는 모습은 Fig.
21 과 같이 예상할 수 있으며, 이동 측 금형이 닫힌 뒤 사출된 용융 수지의 유동압에 의하여 고정용 핀은 후퇴되고, 그 사이를 수지가 채우게 되어 일정한 두께를 가지는 최종의 필름 인서트 사출성형 제품이 만들어지게 된다.
6.3 시험사출 결과
필름 고정용 핀이 적용된 사출금형을 사용하여 라디에이터 그릴 을 실제로 시험 사출하였다. 시험사출 결과 라디에이터 그릴에서 인서트 필름 위로 용융수지가 역류되어 나타나는 오버랩 불량 없이 Fig. 22 와 같이 성형되었음을 확인하였다.
또한, 기존에 오버랩 불량이 발생하던 라디에이터 그릴의 가장자 리를 살펴보면 Fig. 23과 같이 수지의 역류에 의해 필름 전면으로 용융수지가 덮는 현상이 나타나지 않음을 알 수 있다. 이는 스프링
력에 의해 제어되는 고정용 핀이 금형 벽면에 필름을 정확하게 안 착시켰다는 것을 알 수 있다.
아울러, 필름을 고정하는 핀이 수지의 유동압에 의해 자연스럽게 후퇴되어야만 라디에이터 그릴 제품이 원하는 형상을 가지게 되는 데 Fig. 24와 같이 고정용 핀이 위치했던 곳에 필름의 색상이 나타 나지 않는 것으로 확인되고 있다. 이는 고정용 핀이 필름을 고정한 뒤 유동압에 의해 완전하게 후퇴되어 제품이 원하는 두께를 가지게 되었음을 의미한다. 또한 시험사출 결과 라디에이터 그릴의 총 공 정시간은 로봇에 의한 필름장착 시간을 포함하여 개당 약 45 s가 소요되었다.
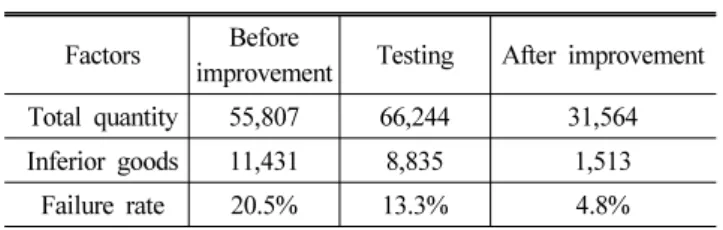
이를 통하여 Table 3과 같이 기존에 20.5% 가까이 나타났던 오
Table 3 Failure rate & quantity Factors Before
improvement Testing After improvement Total quantity 55,807 66,244 31,564 Inferior goods 11,431 8,835 1,513
Failure rate 20.5% 13.3% 4.8%
버랩 불량률을 필름 고정용 핀 적용을 통해 4.8%까지 감소시킬 수 있었다.
7. 결 론
본 연구에서는 필름을 금형 내에 삽입 후 용융 수지를 주입하는 필름 일체형 사출성형 공정에서 필름 위로 용융수지가 역류되어 발생하는 성형불량을 해결하기 위하여 금형 내에 필름을 고정하는 핀(Fixing pin)시스템을 제안하였다. 이를 통하여 용융수지의 불균 일한 거동에 의해 발생하는 필름 주변의 오버랩 문제를 개선하였으 며, 다음과 같은 결론을 얻을 수 있었다.
오버랩 불량을 해결하기 위하여 유동해석을 통한 필름 고정용 핀 주변의 유동 패턴과 압력 차이를 확인하였다. 이를 통해 핀 주변 에 용융수지에 와류 등 불균일 거동이 나타남을 알 수 있었으며, 금형 내부의 부분적인 유동압 차이에 의해인서트 필름의 안착이 이루어 지지 않음을 확인하였다.
또한, 고정용 핀 주변의 유동패턴에 따라 필름 고정용 핀이 유동 압을 가장 효과적으로 전달받을 수 있도록 구조를 설계하였고 해석 을 통해 얻은 고정용 핀 주변의 유동 압력에 맞춰 필름 고정용 핀을 제어되는 장치를 제시하였다.
이를 통하여 필름 고정용 핀 시스템 적용을 통하여 자동차 라디 에이터 그릴의 양산에서 발생되는 오버랩 불량률을 20.5%에서 4.8% 로 감소시킬 수 있었다.
References
![Fig. 4 Examples of overlap problem in radiator grill관심과 투자를 기울이고 있다.따라서 본 연구에서는 자동차 부품의 외관 품질을 위해 기존에 적용되었던 도금, 도장공정을 거치지 않고 용융수지 주입 전 금형 내에 금속광택의 필름을 삽입하여 제조하는 필름 인서트 사출성형 공정을 적용하고, 삽입된 필름을 금형 내부에 안착시켜 성형불량을 최소화하는 필름고정 시스템[6,7]을 구성하여 성형과정에서 발생하는 오버랩 불량을 최](https://thumb-ap.123doks.com/thumbv2/123dokinfo/5116420.576339/2.892.474.812.972.1118/grill관심과-연구에서는-적용되었던-도장공정을-금속광택의-성형불량을-최소화하는-성형과정에서.webp)