코팅공정의 개요
코팅이란 web이나 substrate 위에 있는 공기를 액 상의 코팅액으로 대체하는 것을 말하고 코팅 공정은 고분자 용액, 현탁액, 콜로이드 분산 용액 등의 코팅액 이 지지체 위에 도포됨으로써 마이크로단위 이하의 액막을 만드는 공정이라 할 수 있다. 개략적인 휠름 코팅 공정의 개요도를 [그림 1]에 나타내었다. 코팅 공정의 산업적 응용 범위는 매우 넓다. 예를 들면, LCD/PDP 등과 같은 디스플레이, 자성 또는 광학 디 스크, photoresists, 고집적회로 기판, 광섬유 등의 정 보·전자산업용; 첨단 코팅에 의한 자동차·항공산업 용; 의료진단기기 등의 의료산업용; 이차전지, 연료 전지, 생촉매 휠름, 고분자 휠름, 분리막 등의 화공산 업용; 접착성 테이프, 인화용 또는 형상 휠름, 제지, 음료캔, 포장재 등의 일반 산업용 및 가정용에 이르기 까지 코팅 공정은 모든 산업의 핵심이 되는 분야라 할 수 있다.
최근 그 중요성으로 인해 코팅 분야에 대한 연구가 활발히 진행되고 있는데 생산속도를 빠르게 하면서 얇고 정밀한 코팅 제품을 생산하기 위한 최적화/안정 성 연구, 다층 휠름 및 동시 양면 코팅 제품 등과 같이 코팅의 기능성을 부여하는 신기술 개발, 환경문제를 해결하기 위한 비뉴튼성 특성의 코팅액 개발, 최적의 공정 조건을 도출하고자 하는 이론적, 실험적 연구 등 이 그것이다.
본 고에서는 현재 디스플레이산업에서 핵심 분야 중 하나로 인식되고 있는 slot 코팅 공정을 중점적으 로 기술하고자 한다(다른 코팅 공정에 대한 개요는 NICE지 22권 1호, p. 32~37에 소개되어 있다).
Slot 코팅 공정 소개
Slot 코팅 공정은 curtain, slide 코팅 등과 같이 전 계량(pre-metered) 코팅 공정의 하나로 디스플레이, 전지산업 등 코팅의 높은 정밀도와 빠른 생산공정 (e.g., 10m/s)으로 인해 전세계적으로 많이 사용되고 있는 공정의 하나이다. 전계량 코팅은 web 속도와 코 팅 두께를 미리 설정하면 공급되는 코팅액이 물질수 지식에 의해 바로 결정되는 시스템으로 용액의 물성 에 관계없이 코팅 두께를 제어할 수 있다는 장점이 있 다. 반면, forward/reverse roll, blade 코팅과 같은 후 계량(post-metered 또는 self-metered) 코팅에서는
Slot
김수연·정현욱
고려대학교 화공생명공학과, {orange, hwjung}@grtrkr.korea.ac.kr
LIQUID SUPPLY COATER DRYER/CURE
SUBSTRATE
그림 1. 코팅 공정의 개요.
Metering pump
Damper
Filter
Distribution chamber
Wet film Substrate
Roll Roll
Drying die
그림 2. Slot 코팅 공정 개요도.
최종 코팅 두께가 공정 그 자체에 의존한다. [그림 2]
에서 보는 바와 같이 slot 코팅 공정은 slot 다이를 통 하여 공급된 코팅액이 다이 lip과 web사이에서 코팅 bead를 형성한 후 web에 코팅되는 공정이다. 코팅 공 정에서 펌프는 유입되는 코팅액의 양을 조절하고, 댐 퍼는 펌프에서 발생할 수 있는 유량의 변화를 최소화 해주며, 여과기는 코팅액에 존재하는 불순물과 큰 입 자를 걸러주는 역할을 한다. 코팅액은 slot 다이 내부 에 존재하는 distribution chamber를 통해 web에 도 포되는데, 이때 다이 폭방향으로 균일한 유동을 형성 시키는 것이 안정한 코팅을 위해 중요하다.
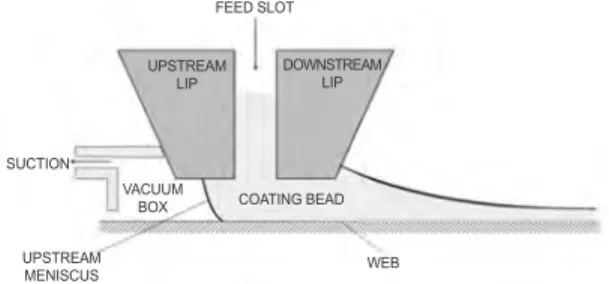
Slot coater부분을 자세히 살펴보면 [그림 3]과 같 다. 코팅액이 다이를 통해 압출되어 web에 닿으면 자 유계면(free surface)이 형성된다. 코팅액이 web과 먼저 만나는 부분의 다이를 upstream lip이라고 하며 이때 형성된 코팅액의 자유 계면을 upstream meniscus 라 한다. 반대로 다이의 중심부를 지나 코팅액이 묻어 나가는 부분의 다이를 downstream lip이라고 하며 그 부분의 자유계면을 downstream meniscus라 한다. 다 이 lip과 web사이에는 보통 50~500µm의 코팅 gap 이 설정된다. 조업시 용액은 코팅 gap을 채우게 되는 데 이 영역을 코팅 bead라 부른다. 이차원적인 측면에 서 볼 때 코팅 bead는 두개의 서로 다른 meniscus를 가지고 있다. 휠름을 형성하는 meniscus는 feed slot 의 downstream에 위치해 있고, web과 맞닿은 wetting meniscus는 feed slot의 upstream에 위치해 있다. 또한, upstream 다이 외부에 진공 장치를 설치 해 코팅 bead내에 압력 차(bead 압력)를 생기게 하여
web에 의한 점성항력(viscous drag force)과 반대 방 향으로 압력이 작용되게 한다. 이로 인해 공정은 더욱 안정하게 유지되며 공정 속도도 증가시킬 수 있게 된다.
이 공정은 단층코팅 뿐만 아니라 2~3층의 다층 코 팅에도 사용되며, 빠른 공정 속도하에서 정밀하게 코 팅 두께를 제어한다. 또한 다양한 점도의 코팅액이 적 용 가능한데, 특히 코팅이 진행되는 동안 코팅 bead가 자유 계면과 만나는 영역이 타공정에 비해 극히 작기 때문에 휘발성이 강한 용매를 사용하는 물질도 쉽게 사용될 수 있다. 용액의 점도는 1mPa·s부터 수천 Pa·s 까지 가능하여 photosensitive material, photoresist, magnetic suspension, ink, hot melt adhesive, silicon, rubber, foam, low viscosity melt of alloys, organic metal 등 실제 사용될 수 있는 용액의 종류가 매우 다 양하다. Web 속도는 0.1m/s부터 10m/s 이상까지 가 능하며, wet 상태의 최소 휠름 두께는 약 10µm의 단 위로 조절 가능하다.
Slot 코팅 연구 현황
Slot 코팅에 대한 이론적 연구는 Ruschak(1976)이 처음 시도하여 코팅 window를 예측하였고, Higgins 와 Scriven(1980)이 그 모델에 점성과 모세관력 (capillary force)에 대한 부분을 보완하였다. 이후 Sartor(1990), Gates(1999)가 이차원 Navier-Stokes 식을 이용하여 공정의 동적 거동을 모사하고 안정한 코팅 영역에 대한 결과를 제시하였다. Low flow limit 에 대한 연구는 Liu 등(1994)과 Carvalho와 Khesigi 등(2004)에 의해 수행되었고, Romero 등(2004)은 점 탄성 용액으로 확대한 이론, 실험 결과를 발표하였다.
최근에 공정변수, 코팅액의 물성, 다이 구조에 따른 공 정의 안정성/민감도에 대한 연구가 본 연구자에 의해 서도 진행되고 있다. 실험 결과를 살펴보면 Sartor (1990)는 전기분해법에 의한 수소기포 생성, 투명 다 이와 roll 등을 도입하여 코팅 공정의 동적 거동을 실 험적으로 관찰하였으며 Schweizer(1997)는 코팅 bead내 유동 가시화방법을 더욱 체계화하였다.
FEED SLOT
UPSTREAM WEB MENISCUS SUCTION
VACUUM
BOX COATING BEAD UPSTREAM
LIP
DOWNSTREAM LIP
그림 3. Slot 다이 구조.
주요 코팅 변수들과 동특성
코팅 공정을 안정하게 유지하기 위해서는 코팅 bead내에 작용하는 관성력, 점성력, 모세관력 그리고 외력의 상관관계를 고찰할 필요가 있다. 이를 위해서 는 코팅액의 물성, 다이의 구조, 운전 조건 등의 공정 조건을 체계적으로 분석하여야 한다. 코팅액의 유변 학적 물성 중에는 점도, 표면장력, 밀도 등이 동특성에 큰 영향을 준다(점탄성 코팅액의 경우 탄성도 주요 물성인자이나 여기서는 뉴튼성 유체만을 고려한다).
또한 코팅액이 web에 닿을 때의 접촉각, web 특성도 공정 해석에 주요 인자이다. 장비의 설계에 있어서는 다이의 기하구조와 더불어 다이 lip의 배치도 중요하 다. 이들은 코팅액의 유동과 압력 분포에 크게 영향을 미치기 때문이며 공정의 최적화를 위해 여러 형태의 다이 구조가 제안되고 있다. 예를 들면 코팅 용액의 점도가 크면 공정의 안정성을 위해 코팅 bead내 압력 차를 줄이기 위해 lip의 기울기를 변화시키기도 한다.
운전변수는 생산성을 결정짓는 web 속도를 비롯하여 휠름 두께, 공급 유량, 코팅 gap 등이 있다. 이외에도 외력으로 작용하는 전자기력 또는 upstream영역 밖 에서 가해주는 압력 강하도 고려되어야 한다. 다시 언 급하면 진공 장치를 통한 압력 강하는 코팅 bead에 작용되는 web에 의한 점성항력에 반대로 작용되어 코팅 bead내의 유동을 안정화시키는 역할을 한다. 이 러한 다양한 공정 변수들의 효과는 여러 무차원수로 표현하여 설명하는 것이 적절하다. 가장 중요한 무차 원 변수는 Capillary수라 할 수 있는데 용액의 점도, web 속도에 대한 표면장력의 비로 정의된다 . 중력과 표면장력간의 관계를 나타내는 Bond수나 관 성력과 점성력의 비인 Reynolds수는 보통 매우 작으 므로 이들의 영향은 거의 고려하지 않는다.
Slot 코팅 불안정성
휠름의 균일성에 영향을 미치는 요소는 크게 두 가 지로 구분된다. 첫번째 요소는 코팅 다이 내부에서 용 액을 분산시키는 부분이다. 용액을 공급하는 정량 펌
프와 다이 내부 구조가 코팅액이 web에 도입될 때 휠 름 폭방향으로의 균일성을 좌우한다. 두번째는 코팅 다이와 web 사이에 형성되는 코팅 bead부분이다. 이 는 upstream에서 작용하는 압력강하, web 속도, 코팅 액의 유량, 코팅 다이와 web 사이의 간격, 다이 lip 구 조, 용액의 물성 등에 의해 영향을 받는다. 성공적인 코팅을 위해서는 공정 변수가 허용 범위 내에 존재해 야 하며 이러한 영역을 코팅 window라 한다. 이 영역 을 벗어날 때 다양한 불안정성이 나타나게 되는데 [그림 4]에 몇가지 불안정성의 예를 제시하였다.
Nodulose meniscus는 upstream meniscus가 upstream die 끝 부분에서 swell되는 현상을 말한다.
이 상태에서 upstream의 압력을 더 낮추게 되면 leaking이 발생한다.
Leaking은 코팅 bead에 있는 용액의 일부가 진공 장치로 유실되는 불안정성을 의미한다. 이는 미리 계 량된 코팅 용액의 손실을 의미하며, 최종 휠름의 코팅 두께를 예측할 수 없게 한다. Bead breakup은 낮은 압력강하 또는 빠른 web 속도 조건에서 주로 발생한 다. Web 속도가 빨라짐에 따라 upstream meniscus 가 feed slot의 출구 방향으로 이동하게 되고, 결국 downstream 영역을 침범하여 air entrainment 등을 유발시켜 휠름에 결점을 생기게 한다. 이 경우 여러 형태의 불안정성을 보여주는데 barring은 web의 진
Leaking Barring
Ribbing Rivulet
그림 4. Slot 코팅 공정에서 발생하는 다양한 불안정성.
행방향으로 코팅 두께의 주기적 변화를 나타내며 다 이 lip과 web사이 간격이 클 때 주로 발생한다.
Ribbing은 web의 폭방향으로 코팅 두께가 주기적으 로 변하는 불안정성이고 air finger와 연관된다. Web 속도를 더욱 증가시키면 web 표면이 부분적으로 드 러나는 rivulet으로 발전한다.
코팅window 분석
유입되는 코팅액을 미리 계량하였어도 web에 도포 되는 휠름의 두께가 일정하게 유지되는 것은 아니다.
모든 코팅 공정에서는 휠름의 균일성에 영향을 미치 는 다양한 형태의 외란이 존재한다. 예를 들어, web의 폭방향으로의 흐름과 비정상상태 흐름은 그것이 매우 작다고 하여도 휠름 두께에 큰 영향을 미칠 수 있다.
안정한 코팅을 위해서는 코팅 bead내에 이차원 정상 상태의 유동이 유지되어야 한다. 코팅 bead가 이차원 정상상태가 될 때의 안정한 설계, 운전, 물성변수 영역 을 operability coating window라 부른다. 휠름에 결 함을 유발하는 유동을 피하기 위해 공정은 최적화된 영역 안에서 조업되어야 하기 때문에 이론적/실험적으 로 코팅 window를 규명하는 것이 무엇보다 중요하다.
코팅 bead 내 유동과 여러 defect는 실험과 이론적 모사를 통해 예측가능하다. 우선 실험적으로 코팅 공 정에 관한 정보를 효과적으로 얻을 수 있는 방법은 유
동가시화 장비를 이용하여 코팅 bead내 동특성을 직 접 관찰하는 것이다. Durst 등(1998)은 자유계면의 위치와 유선을 관찰하기 위해 알루미늄 박편을 추적 자로 사용하여 비디오카메라로 코팅공정의 유동을 촬 영하였다. 또한 Sartor(1990)는 염료나 전기분해 장치 를 장착하여 수소 기포를 발생시켜 단층 혹은 다층 slot 코팅에서의 유동을 분석한 결과를 보고하였다.
이러한 실험적 관찰로부터 불안정성을 구분하여 설 정된 코팅 window의 예가 [그림 5(A)]에 나타나 있 다([그림 5(B)]의 이론적 결과는 다음 절에 기술되 어 있다). 이 경우 bead 압력차를 가하지 않은 상태에 서 유량과 web 속도에 대해서 코팅 window를 도시 한 것으로 코팅 gap이 커짐에 따라 안정한 코팅 영역 이 작아짐을 볼 수 있다. 이와 같은 방법으로 다양한 공정변수에 따라 안정성 결과를 조사하면 최적의 코 팅 window를 설정할 수 있을 것이다.
실험적으로 얻어진 코팅 공정의 동특성 및 안정성 을 이론적으로 비교 검증하였다. Higgines와 Scriven (1980)에 의해 처음 제안된 viscocapillary모델은 slot 코팅 공정에 대한 정상상태 분석, bead 압력과 web 속도에 따른 코팅 window, 다양한 외란에 대한 민감 도 분석에 잘 적용된다. 이 모델은 Navier-Stokes식 으로부터 다음과 같은 몇 가지 가정을 사용하여 간단 하게 유도된다. 첫째, downstream static contact line
Bead break-up Bead break-up
Uniform Uniform
Leaking
Leaking
Web speed (m/s) Web speed (m/s)
Inlet speed (m/s) Inlet speed (m/s)
Gap=200µm
Gap=300µm Gap=200µm
Gap=300µm 0.15
0.10
0.05
0.00
0.15
0.10
0.05
0.0 0.1 0.2 0.000.0 0.1 0.2
그림 5. (A) 실험과 (B) 이론으로부터 설정된 코팅 window의 비교.
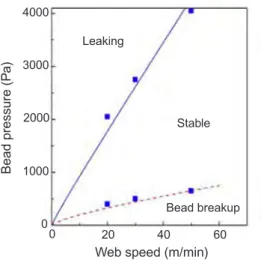
이 die edge에 고정된다. 둘째, upstream meniscus는 구의 일부로 가정한다. 셋째, 모델에서 적용된 Landau-Levich식은 낮은 Capillary수(Ca<1)에서 잘 맞는다. 넷째, 코팅 bead내 유동은 Couette 유동과 Poiseuille 유동의 결합으로 rectilinear하다. 마지막으 로 관성의 영향은 무시한다. 이러한 많은 가정에도 불 구하고 viscocapillary모델은 코팅 bead내 유동과 압 력이 여러 공정조건에 의해 어떻게 분포되는지를 잘 묘사해 준다. [그림 6]은 이 모델로 예측된 일반적인 코팅 window의 예를 보여주고 있다. Bead 압력과 web 속도하에서 leaking, stable, bead breakup영역 이 구분되며(각각 직선과 점선으로 구분됨) web speed가 증가할수록 안정한 압력범위가 넓어짐을 확 인할 수 있다(심벌은 이차원 수치모사에 의한 결과로 다음 절에서 설명한다).
또한, 코팅 공정의 동특석 분석을 위해 상용 프로그 램인 FLOW-3D 등을 이용할 수 있다. FLOW-3D는 유체의 동특성 분석을 위해 FVM(finite volume method)을 기반으로 짜여진, 자유계면을 갖는 코팅 유동을 해석하기에 유용한 소프트웨어이다. [그림 7]
은 FLOW-3D로 예측된 코팅 bead내 유동 결과로서 일정한 압력 조건하에 web 속도가 증가될 때의 거동
을 차례로 보여준다. 즉, web 속도가 증가함에 따라 leaking, stable, bead breakup 상태를 나타낸다.
이러한 이차원 수치결과로부터 Capillary수가 작을 때는 일차원 모델과 거의 같은 코팅 window를 제시 함을 확인하였다[그림 6의 심벌]. 또한, 이론적 결과 가 실험을 통해 얻은 결과와 거의 일치함을 증명하였 다[그림 5(B)].
주파수 응답(frequency response)
공정이 안정한 영역에서 조업된다 하더라도 예기치 않은 외란에 의해 생산성이나 품질이 저하될 우려가 있다. 그러므로, 민감도(sensitivity) 분석을 통해 여러 외란 중 어느 외란이 공정에 더 민감하게 영향을 주는 지 고찰하는 것이 중요하다. 주파수 응답이란 일정한 진폭과 주파수를 갖는 주기적인 외란이 계에 도입되 었을 때 최종 변수가 어떤 진폭과 위상차를 가지고 변 화하는지를 살펴보는 대표적인 민감도 분석 방법이다.
본 공정에서의 민감도 분석을 위해 고려될 수 있는 외 란은 bead 압력, web 속도, 유량, 코팅 gap 등이고 최 종 변수는 코팅 두께이다. 이러한 주파수 응답 결과는 시간의존적인 연속식이 추가된 일차원 viscocapillary 식으로부터 쉽게 계산되어진다.
4000
3000
2000
1000
00 20 40 60
Leaking
Stable
Bead breakup
Bead pressure (Pa)
Web speed (m/min)
그림 6. 코팅 window(실선과 점선: 일차원 viscocapillary model, 심벌: 이차원 모델).
그림 7. FLOW-3D로 예측된 코팅 bead내 유동(위에서부 터 web 속도를 증가시킴으로써 leaking, stable, bead breakup 현상을 보여줌).
[그림 8]은 대표적인 주파수 응답 결과의 예로 [그 림 8(A)]는 web 속도에 5%의 진폭 변화를 갖는 주 기 외란이 도입되었을 때 여러 주파수에 따른 코팅 두 께의 변화를 나타낸다. 외란의 주파수가 커짐에 따라 최종 코팅 두께의 진폭변화가 작아짐을 알 수 있다.
[그림 8(B)]는 bead 압력에 외란이 도입된 경우 세 가지 다이 구조(upstream/downstream 영역에서의 코팅 gap이 동일한 standard형, upstream 영역에서 의 gap이 큰 overbite형, upstream 영역에서의 gap이 작은 underbite형)에 따른 코팅 두께의 민감도를 나 타낸다. Underbite 구조가 이 외란에 대해서 가장 덜 민감함를 볼 수 있다. 하지만 외란의 종류에 따라 민
감도 결과는 달라지므로 다양한 외란에 대한 체계적 인 분석이 요구된다. 이렇듯 민감도 분석을 통해서 공 정에 가장 민감하게 영향을 주는 인자를 찾고 제어하 는 기술은 최적의 코팅 window를 도출하는데 있어 필수 사항이다.
지금까지 slot 코팅 공정의 개요, 동특성, 안정성, 민 감도에 관해 간단하게 소개하였다. 이 공정을 포함한 코팅 공정 분야, 이와 연관된 코팅액 제조, 건조공정, web handling 기술 개발 등에 대한 국내 많은 연구자 들의 관심과 연구가 국가 발전을 이끌 성장동력이 될 수 있음을 강조하면서 글을 맺도록 한다.
Web speed (m/s) Bead pressure (Pa)
Film thickness / downstream gap Film thickness / downstream gap
0.50 (5.01% change) (4.85%)
(3.64%)
0.50
0.48 0.48
0.46
0.46
0.44 0.65 0.70 -2100 -2000 -1900
ω=20 ω=100
ω=500
ω=500
Standard Overbite Underbite
(A) (B)
그림 8. (A) Web 속도에 다양한 주파수를 갖는 외란이 도입되었을 때(진폭변화=5%) 코팅 두께의 변화,
(B) Bead 압력에 외란(진폭변화=5%, 주파수=500)이 도입되었을 때 다양한 다이 구조에 따른 코팅 두께의 변화.
문 형 대
브레인시스템(주), [email protected]
서론
IT산업의 발달에 따라 디스플레이, PCB, 반도체 시 장은 확대 일로에 있으며 국가 경쟁력 제고를 위한 전 략상품으로 많은 투자가 이루어지고 있다. 이들 제품 을 위한 제조공정에는 많은 미세 패턴 형성기술이 사
용되고 있다.
잉크젯 기술은 이제까지의 OA용 컬러프리터가 주 요한 응용분야였지만 최근에는 IT 및 NT, BT 분야 의 마이크로 패터닝 공정에의 응용이 활발히 검토되 고 있다. 잉크젯 기술의 적용이 가능한 대표적인 응용