DOI : 10.5228/KSTP.2010.19.6.344
판 압연에서 압하력 및 장력 분포 예측 모델 개발
김용기1 · 황상무#
Development of Mathematical Model for the Prediction of Roll Force and Tension Profiles in Flat Rolling
Y. K. Kim, S. M. Hwang
(Received July 19, 2010 / Revised September 17, 2010 / Accepted October 1, 2010)
Abstract
This paper presents a precision on-line model for the prediction of the roll force and tension distributions across the strip in hot strip rolling. The approach is based on an approximate 3-D theory of rolling, and in particular, considers the effect of pre-deformation of the strip, which occurs near the roll entrance before the strip enters the bite zone. The prediction accuracy of the proposed model is examined through comparison with the predictions from the 3-D finite element models.
Key Words : Finite Element Method, 3-D Theory of Rolling, Hot Strip Rolling, Roll Force Distributions, Tension Distributions, Pre-deformation Zone
1. 서 론
열연,냉연 판 압연(flat rolling)경우 폭방향 소재 두께 프로파일(strip profile)을 계산하기 위해서 바 이트존(bite zone)에서의 정확한 압하력 분포(roll force profile)예측은 매우 중요하다. 또한 텐덤밀 (tendem mill)의 스탠드 사이에서 소재 웨이브 (wave)발생 예측을 위해 압연된 소재(strip)의 폭방 향 장력 분포(tension profile)예측 또한 매우 중요하 다. 그러나 이 두 가지의 정확한 예측을 위해 3 차원 FEM 해석 같은 복잡하고 많은 시간을 요구 하는 방법을 써야 하는 게 현실이다.
과거에 여러 개의 연구들이 제안되었는데 크게 다음과 같이 분류된다: 1) shape disturbing coefficient-based approach[1], 2) heredity coefficient- based approach[2], 3) approximate analytic approach[3- 5]. 많은 연구가 있었음에도 불구하고 경험에 의
존한 방법, 많은 가정 도입으로 인해 정확한 FEM 해석과 다소 거리가 있는 현실이다.
본 연구에서는 압하력 분포(roll force profile), 장 력 분포(tension profile)를 예측하는 새로운 모델을 제안한다. 접근방법은 소재의 바이트 영역(bite zone)이전의 소성영역인 pre-deformation 을 고려한 3 차원 소성가공이론을 근간으로 두고 있다. 제안 된 모델의 정확도는 강소성 FEM 해석 예측 값과 비교해 보도록 한다.
2. Lateral strain due to pre-deformation
3 차원 FEM 해석으로부터 Fig.1 의 경우처럼 소 재(strip)가 롤 입구(roll entrance)에 들어가기 전에 소성변형이 일어나는 것을 알 수 있다[6]. 실제 pre-deformation 는 bite zone 에서 발생하는 주 변형 에 비해 매우 작지만 본 연구에서 pre-deformation
1. 포항공과대학교 기계공학과
# 교신저자: 포항공과대학교 기계공학과, E-mail: [email protected]
Fig. 1 A definition sketch of the bite zone (l) and the pre-deformation zone (l0) in flat rolling
Fig. 2 Assumption of linear variation of the plastic strain rate in the pre-deformation zone
영역의 길이가 압하력 분포, 장력분포에 큰 영향 을 미침을 보여준다.
바이트존 길이를 l, 입측속도를 V, pre-
deformation zone 의 길이를 l0라 하자. 그림 2 에서 압연방향으로 pre-deformation zone 에서 plastic strain rate distribution 분포가 선형으로 가정하면 다음과 같이 표현된다.
( )
, '( )
'0
0 z
l z x
x xz
xz =ε ⋅
ε& & (1)
식(1)에서 압연방향의 속도는 일정하다고 보고 정리하면,
( )
xl V
l x V x l
w xz xz
∂ + ∂
∂
= ∂ 0 0 0 0
2 0
0 3
2
3 ε ε
&
& (2)
여기서 w0(x)는 roll touching line 에서 lateral strain 을 의미한다.
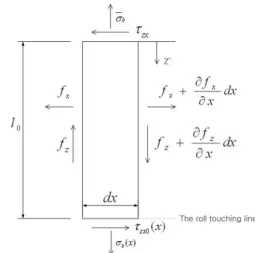
Pre-deformation 에서의 미소 폭의 힘의 평형방정 식을 표현하면 다음과 같다(Fig. 3 참조).
Fig. 3 The free body diagram of a segment of the strip in the pre-deformation zone
(
( )−)
⋅ =0∂ +
∂ x dx H
x f
b b
z σ σ (3)
여기서 σb(x)는 roll entrance 에서 후방장력 분포 (back tension distribution)를 ‘-’기호는 폭방향 average 를 뜻하고 아래내용부터 ‘-‘ 역시 평균값을 의미한다. 그리고
( )
02 0
) 1
(x H x l
fz = τzx ⋅ (4) τzx0는 roll touching line 에서 τzx의 값을 의미한 다.
식(4)를 식(3)에 대입하고, Levy-Mises 식과 pre- deformation zone 길이가 폭에 일정함을 이용해서 정리하면,
b x b
x l w
V σ σ
ε
σ =− +
) ( )
0(
0 0
. (5)
3. Lateral strain due to deformation in the bite zone
이번 장에 유도되는 내용들은 Matsumoto의 연 구에서 유래한다[3]. 마찰 고려부분을 제외하고는 큰 차이는 없다.
Fig. 4 에서 보이는 바와 같이 미소 요소(small element)에 대한 폭방향 힘의 평형식을 고려하기 로 한다. 두께방향으로 응력이 균일하다고 가정하 면 다음과 같이 표현된다.
Fig. 4 The free body diagram of a segment of the strip in the bite zone
( ) [ ] ∫
∫
− + − + − =∂
∂ 0 0
0 2 0
l x
l xz
l h x dz h dz
x σ τ τ (6)
여기서 τzx는 폭방향 마찰 응력 벡터를 의미한 다.
식(6)의 첫째 항은 다음과 같이 근사화 한다.
( ) ( )
l x x h dz x h
x
l x ∂
⋅∂
⋅
∂ ≈
∫
− ∂ σ σ0 (7)
식(6)의 둘째 항은 다음과 같이 근사화 하기 위 해서 Matsumoto 의 다음 가정을 적용한다.
( ) ( )
x z a x z b( )
xxz , = +
τ (8)
Levy-Mises 식과 바이트 존에서 전단응력 값들 을 무시하고 plane strain condition 조건을 이용해 정리하면 식(6)의 둘째 항은 다음과 같다.
( ) ( )
( )3 4 1
2 0 2
r G x k a hdz l VH V
x
u ≈
∫
−l x = ⋅ ⋅ (9)[ ]
u x{
G r r}
r lG
h xz −l = Hk ⋅ ( )⋅1− ( )⋅ )
( 4
3
1 2
τ 0 (10)
여기서,
( )
rr r r r
r r
G ⎟⎟− −
⎠
⎞
⎜⎜
⎝
⎛
−
= − −
1 tan 1
1 1
1 3 (11)
( )
( )tan 1
2 1 1 3
2 G r
r r r
r r
G ⎟⎟−
⎠
⎞
⎜⎜
⎝
⎛
−
= − − (12)
( )
11 ln 1 1
3 ⎟+
⎠
⎜ ⎞
⎝
⎛
−
= −
r r
r r
G (13)
식(6)의 셋째 항인 friction term 을 고려하기 위해 두 개의 영역을 나눴다. 하나는 backward slip zone(=φ1) 다른 하나는 forward slip zone(=φ2)이다.
2 0
1 φ
φ
∫
−τ = +l xdz (14)
여기서,
(
,)
'(
i 1,2)
1
1 =
=
∫
−+Fi zi x dzφi (15)
( )
{
( )}
( , )) , ) (
(
, 2 2
i x R i z
i x i
i i
i V z V V x z
z x z V
f a x z
F − +
⋅ −
= (16)
i i
i az b
z = '+ (17)
1 2 l a zn+
= (18)
1 2 l
b = zn− (19)
2 2 zn
a =− (20)
2 2 zn
b = (21)
( ) ( )
⎟⎠
⎜ ⎞
⎝
= ⎛ p z k
z f i
2 ,1
min μ (22)
여기서 zn은 neutral point 좌표를 의미하고 p(z)는 압연방향으로 roll pressure distribution 을 의미한다.
식 (14)의 Vz, VR , Vx을 표현해보면,
(
1)
⎟2⎠
⎜ ⎞
⎝ + ⎛
−
=
≈
l r z r
V h
V VH
c c c
c
z (23)
(
s)(
c)
R f r
V V
−
= +
1
1 (24)
( ) (
s)(
c)
c c
r f l
r z r
Q − + −
⎟⎠
⎜ ⎞
⎝ + ⎛
−
= 1 1
1 1
1
2 2
( )
⎟⎠
⎜ ⎞
⎝⎛ −
⋅
−
= B
a A b kr a z Vl x Vx
4 2
, (25)
2 2
tan1
1 A
c z
z c z
A c +
− +
⎟⎟⎠
⎜⎜ ⎞
⎝
= −⎛ (26)
c l
l c l A c
− +
⎟⎟⎠
⎜⎜ ⎞
⎝
= −1⎛ 2
2 1 tan (27)
c l c B z
− +
= 21+ 21
(28)
1 2
r l
C= −r⋅ (29)
여기서 fs는 선진율(forward slip)을 의미한다.
식 (7),(10),(14)를 식(6)에 대입하면,
( ) (
1 2)
* * 2
1 σ + φ +φ
∂
= ∂ B
A x x k
u x (30)
여기서,
r G l G r
A ⋅ − ⋅
⎟⎠
⎜ ⎞
⎝⎛ −
−
=
1 2 2
*
2 3 1
3 1 2 4
(31)
r G G HK B l
⋅
⋅ −
−
=
1
* 2
1 3
8 (32)
*
A2 와B*의 x 방향 미분값을 무시하고 정리하면 roll exit 에서 lateral strain 은 다음과 같이 유도된다.
2 2 '
*
* 2
) 1
( B K x
x A
w z
∂
∂
= − σ (33) 여기서
k
z
z σ
σ ' = (34)
( )
x K( )
x K( )
xK = 1 + 2 (35)
( )
∫
−+= 1
1 2
1 '
) ( ) , , ( )
( dz
z Q
x z x Q z f a x K
i i i
i
i (36)
(
A G r l B)
r
Q =rG − ( )⋅ ⋅ )
( 3
1 2
1 (37) (38)
4. The total lateral strain
Fig. 5 에서 보여지는 것처럼 탄성변형을 무시한 두개의 인접한 streamline 의 flow rate 는 다음과 같 이 표현된다.
vhdx VHdX
dQ= = (39) 롤 출측에서의 total lateral strain 은 다음과 같이 표현된다.
( ) ( )
( )
1ln ≈ −
= vhx
x VH dX x dx
W (40)
Strip 의 속도는 폭방향으로 일정하다 가정하면,
( ) ( )
( ) ( )
1 1 ⎟−1⎠
⎜ ⎞
⎝
⎛ +Δ
−
= b
r u x h
x x H
W (41)
여기서 r는 평균 압하율, Δu는 폭퍼짐량, b 는 strip 의 폭을 의미한다.
Total strain 은 pre-deformation 에 의한 lateral strain 과 바이트 영역에서의 값과의 합이므로 다음과 같이 표현된다.
Fig. 5 A diagram showing that width spread occurs not only in the bite zone but also in the pre- deformation zone
' ln ' ln '
ln dX
dx dX
dX dX
dx = + (42)
( )
x w( ) ( )
x wxW = 0 + (43) 식(5),(33)를 식(43)에 대입하면,
0 ) ( ) ( ) ' ( )
( 2 1* 2
2
1 + − =
∂
∂ A xT x W x
x x
T σz (44)
여기서,
) ( ) ( 1
) ) (
( *
* 2
1 B x K x
x x A
T = − (45)
) ( ' ) ( ' )
2(x x x
T =−σb +σb (46) l r
x l A1* 0
3 ) 8
( = (47)
5. Relationbetween σz'
( )
x and b( )
x σ '식 (44)에서 σb'
( )
x 값을 알 수 없기 때문에 해를 구할 수 없다. 이런 이유로 Kwak [8] 이 제안한 이론을 고려하기로 한다.이 이론에서 roll force 는 다음과 같이 구해진다.
(
abtb aftf)
F
F= *1+ + (48)
여기서 F*은 장력이 없을 때 roll force 값이고 tf, tb는 무차원화된 전후방 장력값이다. 그리고 ab, af
는 roll geometry 와 friction coefficient 의 함수 값이 다. 자세한 내용은 참고논문[8]을 참조하면 된다.
F*값에 관해 Kim [9]이 주장한 내용을 보면,
(
s r)
g l k
F*= ⋅ ⋅ μ, , (49) 식(48)을 3 차원으로 확대해보면 strip 의 폭방향 압하력 분포(roll force distribution)은 다음과 같이 구해질 수 있다.
( )
x F{
a( ) ( )
xt x a( ) ( )
xt x}
F = *1+ b b + f f (50)
k 값은 식 (48),(49)로 부터 구할 수 있다.
) 3
, , (
/ T
l r s g
b
k Ft −
= ⋅
μ (51)
( )
b f( )
fb sr a sr
a
T μ σ μ, , σ
3 , 2
3 , 2
3= + (52)
이제 Kwak[8]이 주장한 선진율(forward slip)과 전후방 장력(front and back tension)의 관계를 보면,
h t H t f
fs− s*= f − b (53)
여기서 fs*는 장력이 없을 때 선진율을 의미한 다.
식 (52)의 3 차원 확대해서 보면 strip 의 폭방향 으로 선진율은 거의 일정하기 때문에 우측항은 일정하다고 볼 수 있다.
( ) ( )
b gf a
h x H t x
t − = (54)
여기서
h t H t
ag= f − b (55)
바이트 존에서의 가정을 이용하면 roll force distribution 은 다음과 같이 표현된다.
( )
x l(
k)
lF =−σy⋅ = −σz ⋅ (56) 식(54),(56)를 식(50)에 대입하면,
( )
x D( )
x z( )
x D( )
xb
* 2
*
1 '
' =− ⋅σ +
σ (57)
여기서
( )
5 4*
1(x) T x T
D = ⋅ (58)
( )
x{
T T( )
x}
r agT x
D = + − 1− ⋅
2 ) 3
( 4 5 6
*
2 (59)
( )
( ) 1 ( )2 1 3
4 a x r a x
r x
T
f
b − +
= − (60)
) , , (
1
5 g sr
T = μ (61)
( )
1 ( ) 16 x = −r⋅ab x ⋅ag−
T (62)
6. A new model
폭방향 압하력, 장력 분포를 예측하는 수학적 모델식은 다음과 같이 표현된다.
지배방정식:
식(40),(57)을 식(44)에 대입하면,
( )
x g( )
x dx fd
z
z'+ '=
2
2σ σ (63)
여기서,
( )
1** 1
* 2
1 *
D A A
K x B
f = − ⋅ (64)
( ) {
A(
D)
T( )
x}
A K x B
g b 7
'
* 2
*
* 1 2
1 *
+
− −
= σ (65)
( ) ( )
( ) ( )
1 1 17 ⎟−
⎠
⎜ ⎞
⎝
⎛ Δ
+
−
= b
r u x h
x x H
T (66)
경계조건:
0 at ' 0
=
= x
dx
dσz (67)
at 2 2
' 1 b
x
z = =
σ (68)
Constraint:
' 2 2
2 / 0
* 2
*
1 b
D dx
b D b
z
b≈− + ⋅
⋅σ
∫
σ (69)모델 유도는 끝났고 계산 순서는 다음과 같다.
적절한 l /0 l을 가정하고 식(50)으로부터 k 값을 구하고 조건식(69)을 만족하도록 Δu를 조정하여 식 (63)를 푼다. 식(56)에 대입하여 폭방향 압하력 을 구하고 식(57)으로부터 후방장력 분포를 식(54) 으로부터 전방장력 분포를 구하게 된다.
7. 결과 및 토의
제안된 모델의 검증을 위해 강소성 유한요소해석 (rigid-plastic finite element simulation)을 수행하였고 work roll 은 강체라 가정하였다[5]. 재료는 Shida[8]
식을 이용하였고 탄소함량은 0.1%, 압연온도는 1000℃로 수행하였다.
첫 번째로 strip의 입측두께 40mm 폭 1200mm 입측 크라운 0μm에서 출측두께 24.37mm, 출측 크 라운 0μm 인 공정조건을 고려해본다. Fig. 6은 본 모델이 예측하는 압하력 분포가 FEM과 매우 일 치함을 보여주고 이때 l /0 l값은0.0184을 썼다. Fig.
7은 전,후방 장력 분포를 나타내는데 역시 모델과 FEM해석결과가 잘 일치함을 보여준다.
두 번째로 strip의 입측두께 1.176mm 폭 1350mm 입측 크라운 0μm에서 출측두께 1.0mm, 출측 크라 운 30μm 인 공정조건을 고려해본다. Fig. 8,9는 모 델과 FEM해석결과를 보여주는데 역시 매우 잘 일치함을 알수있고 이때의 l /0 l값은0.095을 썼다.
그러면 각 압연 공정조건에 어떤 l /0 l 값을 대 입해야 하는 문제가 발생하게 된다. 위의 결과 예 처럼 많은 FEM 해석으로부터 l /0 l 는 rolling geometry에 매우 민감함을 알 수 있었고 다음과 같이 함수 형태로 표현할 수 있게 됐다.
(
r rc)
l f
l0 = Δ / (70)
여기서 rc는 strip 센터에서의 압하율을 의미한다.
( )
∫
−=
Δ /2
0
2 b
c dx
r b r
r (71)
Fig. 6 Comparison of the predicted roll force profile, FEM and the present model, with l /0 l=0.0184.
Entry thickness=40mm, exit thickness=24.37mm, strip width=1200mm, work roll diameter
=782mm, with 0 um entry and exit strip crown
Fig. 7 Comparison of the predicted tension profile, FEM and the present model, with l /0 l = 0.0184. Entry thickness=40mm, exit thickness
=24.37mm, strip width=1200mm, work roll diameter=782mm, with 0 μm entry and exit strip crown. A rigid work roll is used
Fig. 8 Comparison of the predicted roll force profile, FEM and the present model, with l /0 l= 0.095.
Entry thickness=1.176mm, exit thickness=1.0 mm, strip width=1350mm, work roll diameter
=600mm, with 0 μm entry strip crown and 30 μm exit strip crown
Fig. 10 으로부터 rolling condition 에 관계없이 정 확한 압하력, 장력분포를 예측하기 위한 적절한
l
l /0 는 Δr /rc에 독립적으로 의존함을 알 수 있다.
Fig. 11 은 rc
Δr / 이 증가할 때 l /0 l도 증가한다는 것을 보여준다. 이 결과들은 strip 의 non-uniform 정도가 증가함에 pre-deformation 의 정도 역시 증 가함을 의미하고 pre-deformation 은 roll touching line 에서의 velocity discontinuity 를 피하기 위해 불 가피하다고 말할 수 있다.
Fig. 9 Comparison of the predicted tension profile, FEM and the present model with l /0 l= 0.095.
Entry thickness=1.176mm, exit thickness=1.0 mm, strip width=1350mm, work roll diameter
=600mm, with 0 μm entry strip crown and 30 μm exit strip crown
Fig.10 Comparison of the roll force profile, FEM and the present model. Rolling conditions are; case 1: H=20mm, h=16mm, width=1200mm, roll dia. = 600mm, strip crown=120μm, and case2:
H=1.176mm, h=1.0mm, width=1350mm, roll dia. = 600mm, strip crown=5.27μm. It is to be noted that Δr /rc= 0.01 for case1 as well as for case 2. Also to be noted is that l /0 l= 0.0315 is assumed for both cases
8. 결론
열간 압연에서 strip profile 과 flatness 의 정확한 컨트롤을 위해 압하력과 장력분포 예측은 매우 중요하다. Pre-deformation zone 과 그것의 폭퍼짐 영
Fig.11 Comparison of the roll force profile, FEM and the present model. Rolling conditions are; case 1: H=4mm, h=3mm, width=1200mm, roll dia.
=600mm, strip crown=0μm, case2: H=4mm, h=3mm, width=1200mm, roll dia.=600mm, strip crown=30μm, and case3: H=4mm, h=3mm, width=1200mm, roll dia.=600mm, strip crown=120μm. It is to be noted that
rc
Δr / = 0 for case 1, Δr /rc= 0.01 for case 2, and Δr /rc= 0.04 for case 3. Also to be noted is that l /0 l= 0.0184 for case 1, l /0 l=0.032 for case 2, and l /0 l=0.0723 for case 3
향 그리고 폭방향 변형률 분포를 고려함으로써 예측정확도 측면에서 놀랄만한 개선이 이룰 수 있게 됐다. 정확한 압하력, 장력 분포예측을 위한
l
l /0 값의 선택에 대해, 본 연구에서는 l /0 l 는 strip 의 폭방향 압하율 분포에 관계있음을 보였고 이에 관한 실험식 개발을 향후 과제로 남기게 되 었다.
참 고 문 헌
[1] K. Ohe, Y. Morimoto, S. Kajiura, T. ujino, S. Simada, K. Anraku, A. Mizuta, N. Kim, 1994, Development of shape control in plate rolling, 6th Int. Rolling Conf., Dusseldorf, June 20-22, pp. 78~ 85.
[2] Y. Hori, Y. Mizutani, T. Ogawa, K. Nishioka, 1994, Plate shape and crown control technology on pair cross mill, 6th Int. Rolling Conf., Dusseldorf, June 20-22, pp. 93~100.
[3] H. Matsumoto, 1991, 2-dimensional lateral-material- flow model reduced from 3-dimensional theory for flat rolling, ISIJ International, Vol. 31, pp. 550~558.
[4] W. C. F. Hessenberg, R. B. Sims, 1951, The effect of tension on torque and roll force in cold strip rolling, Journal of the Iron and Steel Institute, June, pp.
155~164
[5] T. H. Kim, W. H. Lee, S. M. Hwang, 2003, An integrated FE process model for the prediction of strip profile in flat rolling, ISIJ International, Vol. 43, pp. 1947~1956.
[6] W. J. Kwak, Y. H. Kim, J. H. Lee, S. M. Hwang, 2002, A precision on-line model for the prediction of roll force and roll power in hot strip rolling, Metall. Mater. Trans. A, Vol. 33A, pp. 3255~3272.
[7] S. H. Kim, J. H. Lee, W. J. Kwak, S. M. Hwang, 2005, Dimensional Analysis of hot strip rolling for on- line prediction of thermo-mechanical behavior of roll- strip system, ISIJ International, Vol. 45, pp. 199~208.
[8] S. Shida, 1969, J. Jpn. Soc. Technol. Plasticity, Vol.
20, pp. 610~617.