Vol. 18, No. 3, 2011
DOI: 10.4150/KPMI.2011.18.3.262
금속분말사출성형법으로 제조된 WC-10Co계 초경합금 소결체의 탄소첨가량에 따른 특성변화
강상대·박동욱·권영삼a·조권구·안인섭
*
a국립경상대학교나노신소재공학부·금속재료공학과
,
b(
주)
쎄타텍The Characteristic Changes of Sintered WC-10Co Fabricated by PIM Method with Different Carbon Content
Sang Dae Kang, Dong Wook Park, Young Sam Kwona, Kwon Koo Cho, and In Shup Ahn
* School of Material Science and Engineering, i-Cube Center, Gyeongsang National University,
Jinju 660-701, Korea
a
Cetatech, Inc, TIC 296-3, Younghyun-myon, Sacheon, Gyeongnam, Korea (Received March 23, 2011; Revised April 15, 2011; Accepted May 13, 2011)
Abstract In order to investigate the microstructure and mechanical properties of WC-10 wt% Co insert tool alloy fabricated by PIM (Powder Injection Molding) process, the feedstock of WC-10 wt% and wax used as a kind of binder were mixed together by two blade mixer. After injection molding, the debinding process was carried out by two-steps. First, solvent extraction, in which the binder was eliminated by putting the specimen into normal hexane for 24 hrs at 60
oC, and subsequently thermal debinding which was conducted at 260
oC and 480
oC for 6 hrs in the mixed gas of H
2/N
2, respectively. Meantime, in order to compensate the decarburization due to hydrogen, 1.2~1.8% of carbon was added to ensure the integrity of the phase. Finally, the specimens were sintered in vacuum under different temperatures, and the relative density of 99.8% and hardness of 2100 Hv can be achieved when sintered at 1380
oC, even the TRS is lower than the conventional sintering process.
Keywords : Debinding, Tungsten carbide (WC), Sintering, Powder injection moulding (PIM)
1. 서 론
전통적인 분말야금법
(PM
법)
은 성형시압력이제품 내부까지고르게전달되지않아표면과 내부의분말 충전 밀도 차가 커져 최종 소결 후 입자의 성장이 불규칙하여 기계적특성의 저하를 유발하는 단점이있다
[1].
그러나 금속분말사출성형법은 유기 결합제를 사용함으로써 사출성형체의 높은 성형강도를 가 지기때문에금형에서분리시에 부서짐을방지할수 있으므로금형 설계상분말야금법에 비해자유롭다
.
또한 사출성형시 바렐을 통과하는 피드스탁에 온도 를가열하여슬러리상태가되어 금형에충전되는유 체의흐름을이용하여성형을하기때문에분말이결
합제에균일하게 혼합되어 있다면 성형체의 분말충
진율이거의동일하게된다
[2, 3].
그래서최근금속분말사출성형공정의지속적인연 구개발과응용이확대되고있다
.
기존의부품설계자 나 현장사용자가 분말 사출 성형기술에 사용되는 재료와형상의조합에의한부품 설계의자유도가크 다는장점을 인지하기 시작하고 있는것과 분말 사 출성형기술과 관련된 연구기관과 업체를 중심으로 응용재료의 다변화와 경제성이 있는 공정의개발에 따른것이라고 할 수 있다.
즉,
금속,
세라믹,
초경,
금속간화합물등모든분말재료에 의한
3
차원정밀 부품의제조가가능하며,
난가공재나주조불가재의경우에도 후가공이 거의필요 없는
near-net-shape
으로*Corresponding Author : [Tel : +82-55-772-1662; E-mail : [email protected]]
대량생산이가능하므로고부가가치부품을경제적으 로생산하는것에는분말사출성형기술이가장적
합하다고할수 있다
[4, 5].
일반적으로초경합금은난가공성의고경도 재료로 써절삭공구로 널리사용되어지고있다
.
초경합금은 내마모성,
내충격성,
내식성등이 우수하여 현재 가 공용공구 및광산 또는굴착용공구 및 내마모부 품으로사용되어왔으며 최근에는초고압발생용 금형 재료 등
,
그 사용 범위가 확대되고 있다[6, 7].
하지만후가공처리가필요하지않은분말사출성 형 공법을이용하여 제조하고 있으나여러 가지 문
제점이있다
. WC-Co
계 합금에서는탄소가적정 범위에있을때는
(WC+
γ)
의 건전상영역에있지만 탄소가 부족하면
W
2C
또는 η상(Co
3W
3C)
의 복 탄화 물상이형성되기 쉽고,
탄소가많은 경우에는유리탄소가 생성된다
[8]. WC-10 wt.%Co
합금에서2
상영역이나타나는
WC
의범위는6.04~6.22 wt%C
이고,
그폭은약
0.18 wt%
이며,
한편WC
의화학양론적탄소조성은
6.12 wt%
이다.
이들유리탄소와 η상은초경합금의강도를저해하는데
,
특히 η상은Co
와복탄화물을 만들기 때문에 유효한 결합제로 작용하는
Co
의양이줄어들게되므로기계적성질에대한영향은유리탄소 보다훨씬심하다
[9].
η상은W, Co, C
의 복 탄화물로서 η1
(M
6C, Co
3W
3C)
와 η2(M
12C, Co
6W
6C)
의 조성으로 되어있다.
η상은C
량이부족 할 때 나타나지만최근 연구에 η상은C
의 양이 이론치보다낮은경우에만 생성되는것이아니라
,
유리탄소가존재하는 경우에도발생하는 경우가있다
고하였다
[10].
미립의WC-Co
분말의 경우는입자의 표면자유에너지가높아 유동성이낮으므로 장시 간의탈지와소결이요구되어지는데
,
이때탄소함량의 변화로 인하여 소결체 내부에 유리탄소 또는(Co
3W
3C)
상이생성되어기계적특성을저하시킨다[11].
따라서 본연구에서는탈지및소결과정에서일어 나는탈탄현상을고려하여탄소를첨가하지않은 시 편과 탄소 함량을 달리한시편을 금속분말사출성형 법으로제조하여 탄소함량에 따른 기계적 특성들을 비교하고
,
소결조건에따른 미세조직을관찰하여 미 세조직성장과 기계적특성의 변화에대해알아보고 자하였다.
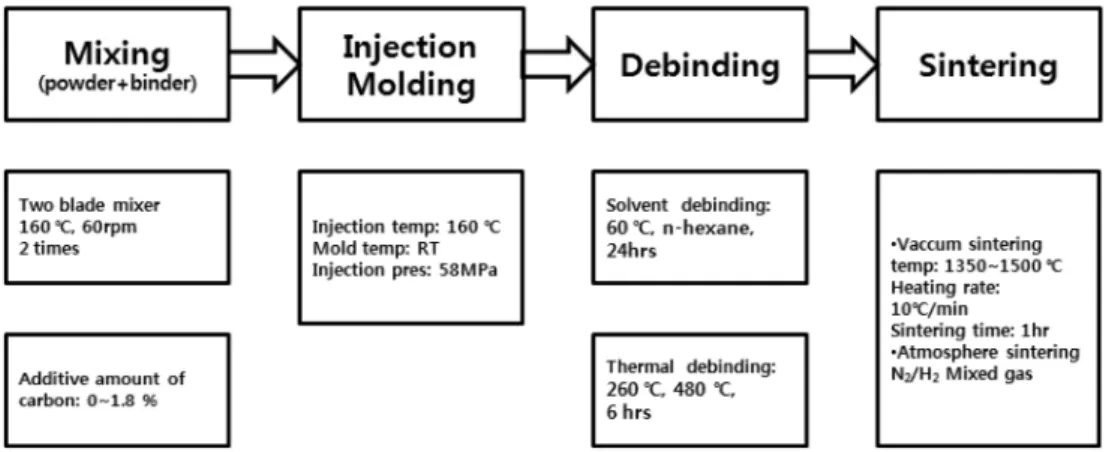
2. 실험방법
본 연구에서수행된 실험의흐름을그림
1
과같이 공정도로표현하였다.
사용된WC-Co
혼합분말은중 국 하문금속 제품이었으며,
탈지공정중에 탈탄으로 인한탄소함량의변화를고려해추가탄소함량을1.8%
까지변화시켜서원료분말을준비하였다
.
원료분말의 형상은전계방출형주사현미경(FE-SEM)
을사용하여조사하였고
,
입도분석기로분말의평균입도를측정하 였다.
피드스탁을제조하기위해유기바인더와 금속분말 의균일한 혼합을두날압출형 혼합기에서
160
oC
에서
60 rpm
으로2
회에걸쳐혼합을하였다.
사용된유 기결합제는왁스(Paraffin wax; PW)
를주결합제로폴리에틸렌
(Polyethlen; PE),
폴리프로필렌(Polyprofilen;
PP),
스테아린산(Stearin acid; SA)
을 결합제로 사용하였다
.
피드스탁 제조시 분말 충진율을54 vol%
로Fig. 1. Flowchart of experimental procedure.
하여사출성형시피드스탁이호퍼에장입이 잘이루
어지도록펠렛
(pellet)
형으로제조하였다.
제조된 피드스탁을사용하여
(
주)A&C
사의유압식 수직형 사출성형장비(Ministar VMP Hydraulic 12)
로 사출성형을 하였다
.
사출시편은TRS(transverse rupture strength)
특성분석을위하여TRS
테스트시 편으로 사출하였으며 사출체의 크기는54 mm
×8 mm
×3 mm
로제조하였다.
슬러리 상태의피드스탁내에결합제의특성을 파
악하기위하여
TGA
및DSC
를 이용하여 결합제의용융온도
,
열분해 온도를 측정하였다. DSC
와TGA
분석은 아르곤 분위기에서
900
oC
까지 분당10
oC
씩 승온하며진행하였다.
위 분석으로부터 얻어진결과 를토대로 탈지조건을설정하였다.
먼저용매탈지
(solvent debinding)
공정에서분자량 이낮은왁스계바인더를제거하였다.
용매탈지공정 은60
oC
의노멀-
헥산(n-hexane)
에서24
시간동안 진행하였다
.
금속분말사출성형공정에서대부분의시간 을차지하는탈지공정동안시간대비효과적인탈지 율을알아보기위하여예비실험을통해시간에따른 용매탈지율을확인하고자성형체내의왁스계바인더 추출시간을 측정하여 시간에 따른n-hexane
에서 용 매탈지시의추출거동을알아보았다.
용매추출은탈지전의무게와 탈지 후의 무게를측정하여 무게 차 이로확인하였다
.
두 번째 탈지공정으로 열간탈지는 본 연구자들의 연구결과에서얻은최적의
2
단탈지법으로열간탈지를 시행하였다
[12].
열간탈지하는 동안의로내 분위기는 수소와 질소를
1:1
혼합비로 하여 분당200
ml
사용하였다.
탈지된시편은시편의변형을방지하고자예비소결까지 마친후
,
본소결을 진행하였다.
유기결합제를제거한시편에대한본소결은
N
2/H
2혼합가스와
0.01 torr
의 진공분위기에서소결을시행하였다
.
소결은1320~1500
oC
까지 소결온도를변화하였으며소결시 사용한플레이트는탄소였다
.
탄소함량 분석을 위해
CS
분석기를 이용하였으며,
소결시편의미세조직은광학현미경과전계방출형주 사전자현미경
(FE-SEM, Phillps Co., XL30 SFEG)
을사용하여관찰하였다
.
소결된WC-10 wt%Co
초경 합금의기계적특성을조사하고자미세경도와항절력 값을측정하였으며,
각소결체에대한자기포화도시 험은석진공업사의SJ-2000C
장비를사용하였다.
3. 결과 및 고찰
원료 분말을 입도분석기를 사용하여 평균입자 크
기를측정한결과평균입자크기는약
0.7 µm
이었다.
전계방출형주사전자현미경을통해형상과크기를확
인해본결과
,
본연구에서사용된WC-10 wt%Co
조성의초경합금분말은다각형의 형상을가지고있었으
며
EDS mapping
분석결과WC
와Co
는 응집없이균일하게혼합되어있음을확인하였으며
,
불순물들은 확인되지않았다.
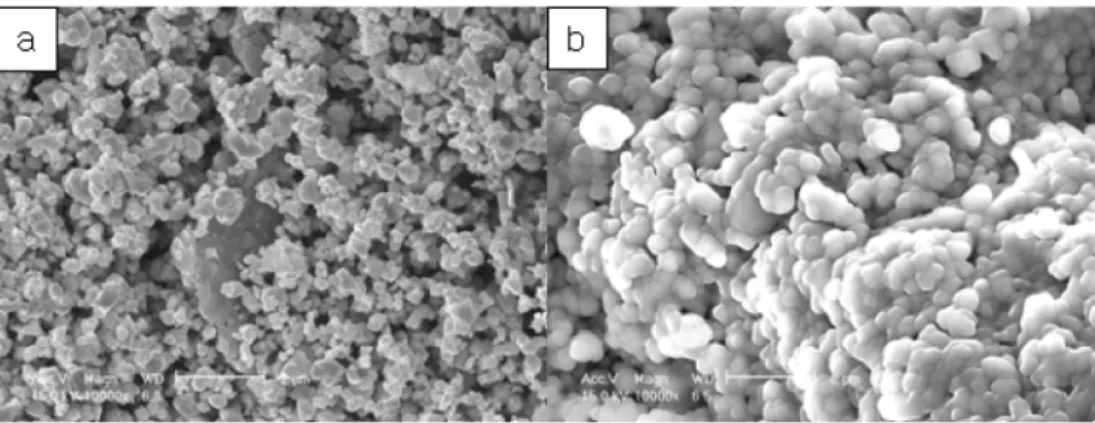
본 연구에서 사용한 유기 결합제와 두날 압출형 혼합기로혼합한피드스탁을전계방출형주사현미경 으로확인한결과 그림
2
와 같이입자에 골고루 잘도포되어있는것을확인할수있었다
.
균일한혼합상태는시편의함몰이나 변형 등 최종 제품의결함 을방지하기때문에매우중요한부분이다
.
노멀
-
헥산에서24
시간동안용매탈지한시편을이Fig. 2. FE-SEM images of (a) initial powder and (b) feed stock.
용하여
TGA
분석을시행한결과그림3
에서 보여주 는바와같이24
시간탈지후에도미량의 왁스계바 인더가남아있는것으로판단되지만잔존하는왁스 는열간탈지시제거될것으로예상하였다.
용매탈지 공정으로 저분자량의 왁스 결합제가 제 거된자리에 기공이생기고이러한 기공은시편내 부에 존재하는 기타 유기결합제가 열간탈지로 인해 기화될때 방출통로의역할을 할수있다
.
본 연구에서의 열간탈지프로그램은피드스탁 제 조시 혼합한 고분자 유기 결합제의 열분해 특성에 맞춰 설정하였다
.
본 연구에서 사용된 결합제는 파 라핀왁스,
폴리에틸레,
폴리프로필렌으로 저분자량 의 결합제인 파라핀 왁스는 용매탈지 공정을 통해90%
이상 제거 되었음이본 연구자들에 의해 밝혀졌다
[12].
따라서 열간탈지 공정은 그림4
와 같이260
oC
에서6
시간 동안탈지를 한 후 다시480
oC
에 서6
시간 동안 탈지를 하였고,
탈지 후 시편의 변 형은관찰되지않았다.
또한예비소결후 시편을파쇄하여
DSC
분석으로 탈지가완전히이루어졌음을확인하였다
.
추가탄소 함량을 변화시켜서 예비소결된 시편을
1500
oC
까지 본 소결을 시행하여 시편의 자기포화도 를측정한결과를그림5
에나타내었다.
그림에서보 여주는바와같이탄소를첨가하지않은시편에서는WC-10Co
조성의 건전상 영역이 나오는150~160
Ga
에 못미치는110 Ga
범위로 확인되었다.
이러한낮은자기포화도값은낮은탄소함량으로
Co
에W
이 고용되어 삼원계 복탄화물상인 상이 존재할것으로Fig. 3. TGA analysis of paraffin wax; (a) feedstock and (b) after solvent debinding.
Fig. 4. Thermal debinding process.
Fig. 5. Magnetic saturation related with sintering temper- ature at different amount of carbon added specimens.
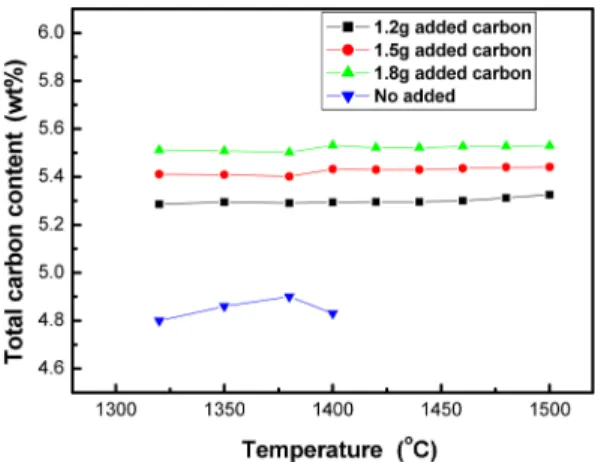
Fig. 6. The relation between total carbon content and sin-
tering temperature with carbon contents.
판단된다
.
이 시편에 대한 정확한 탄소함량을 탄소 분석기를 이용하여 분석한결과 그림6
에서 보여주는 바와 같이 이론적 탄소 총함량인
5.517 wt%
에못미치는
4.8~4.9 wt%
범위에서나타났다.
이와같이 탄소함량이 낮은 이유는시편의 열간탈 지 과정에서 결함이없는 시편을만들기위해 장시 간 수소에 방출하여 탈지한 결과 탈탄현상이 일어 나 탄소함량이 낮아진 것으로 판단된다
.
추가적으 로 탄소를첨가하여 소결한시편은 첨가함량에따라
, 1.2%(1.2 g)
첨가한 시편에서140 Ga
범위로자기포화도 값이 확인되었고
,
탄소를1.5%(1.5 g)
첨가한 시편에서는
150 Ga
범위에서자기포화도 값 이 확인되었다.
또1.8% (1.8 g)
탄소를 첨가한 시편에서는160 Ga
를 상회하는자기포화도 값이확 인되었다.
탄소함량 분석 결과 그림과 같이 소결온 도에는 관계없이 탄소첨가량에 따라서 점차적으로 탄소함량이 높아지는 경향을 확인할 수 있었다.
그림
7
은 탄소 첨가량을 달리하여 제조된 시편을 최종소결까지진행한후시편을 연마하고에칭하여 광학현미경으로 시편 표면 미세조직을 관찰해본 결 과의사진이다.
탄소첨가량이많은시편일수록점점 상이줄어드는것을확인할수있었고 이러한결과 를토대로시편의 탄소함량이높아짐에따라건전상 영역이확대된것으로해석가능하다.
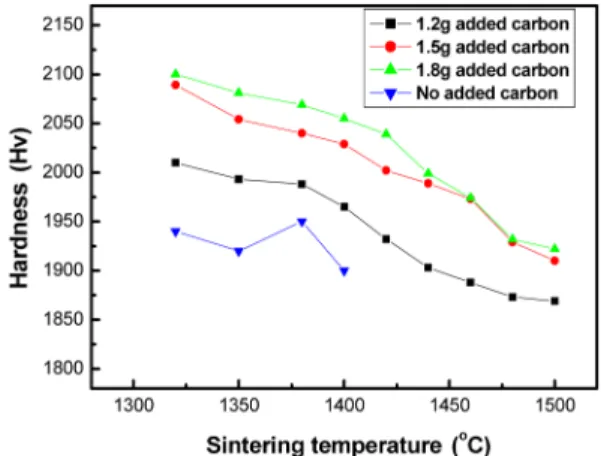
그림8
은탄소첨가량을달리하여제조한시편에 대해서경도특성 을조사해본결과를보여주고있다
.
탄소를첨가하지 않은시편보다 탄소를첨가한 시편에서첨가량에따 라경도값이 높은것을확인할수 있었다.
소결온도1380
oC
를 기준으로 탄소를 첨가하지 않은 시편에서평균 경도값이
1940 Hv
이었던 것에 비해 탄소를1.2%
첨가한 시편에서는2010 Hv, 1.5%
첨가한시편 은2080 Hv, 1.8%
첨가한 시편에서 약2100 Hv
로 확인되었다.
소결온도가 높아질수록 경도값이 다소Fig. 7. Optical micrographs of η phase; (a) (b) no carbon added (c) 1.2%, (d) 1.5%, and (e) 1.8% carbon added.
Fig. 8. The relation between hardness result and sintering
temperature at different carbon added WC-10%Co.
낮아지는 것은 미세조직이 성장하여 시편의 경도값 을 낮추는것으로 사료된다
.
그림9
는 탄소 첨가량 에 따른항절력테스트 결과의변화에대해 보여주 고 있다.
항절력 테스트결과에서도 탄소를 첨가한 시편에서 첨가량에 따라 항절력 값이 높아지고 있음을알수 있었다
.
상은초경합금의 기계적특성을 저하시키는데,
경도와항절력모두에서 탄소를첨가 하지않은 시편의경우 탄소를첨가한시편보다 낮 은결과를 얻었음을확인할 수 있었다.
또한소결온 도가높아짐에따라미세조직의성장으로경도와항 절력 특성에 영향을 주는 것 또한 확인할 수 있었다
.
하지만타 연구논문결과[12]
등에 비해항절력결과는 다소 낮은 것을 알 수 있는데 이것은 소결 후시편의 수축이진행되었지만내부에 존재하는미 세기공에 의해항절력 값이다소 낮게나온 것으로 판단되며
,
또한 항절력 시험을 위해 시편을 와이어 컷팅법으로가공하였는데 이때 시편의항절력 값에 영향을주는 인자가 발생된것으로 판단된다.
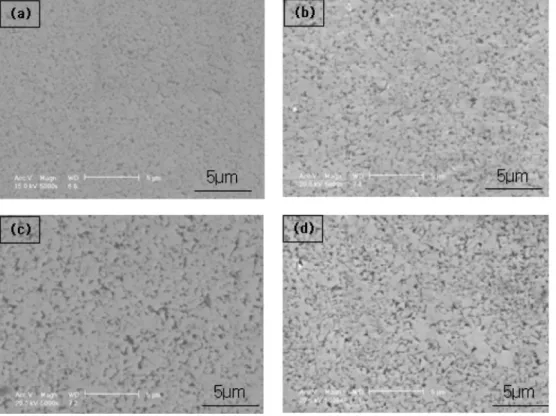
그림
10
에서보여주는바와같이전계방출형주사 전자현미경으로 미세조직을 관찰해본 결과 소결 온 도가 높아질수록 입자가 성장하는 경향을 확인하였 고,
이러한입자성장은경도값의 저하를초래하였지만 치밀화에 의한인성 향상은항절력 증가에영향 을미친것으로판단된다
.
Fig. 9. TRS curves of WC-10%Co containing different amount of carbon with sintering temperature.
Fig. 10. Micrographs of WC-10 wt.% Co containing 1.8 wt.% carbon sintered at difference temperature; (a) 1380
oC, (b)
1420
oC, (c) 1460
oC, and (d) 1500
oC.
4. 결 론
금속분말사출성형 공법으로 제조한
WC-10wt.%Co
초경합금시편을제조하여소결조건을달리하여특성 을알아본결과다음과같은결론을얻을수있었다
.
탄소첨가량을달리하여시편을 제조하고소결후 탄소함량을분석해본결과탄소를첨가하지않은시 편에서는열간탈지과정에서장시간사용한수소가스 로인하여자기포화도가
110 Ga
로 건전상영역이존재하는
155
에서165 Ga
에 훨씬 못 미치는 결과가나왔다
.
하지만탄소첨가량을 달리하여 첨가한시편 에서는탄소첨가량에 따라 자기포화도 값과 탄소함 량이 증가하였고 이에 따라 미세조직에서도 건전상 조직영역이확대되었다.
항절력결과와경도특성은 시편의 탄소함량에 따라서 큰 차이를 보였으며,
1380
oC
에서 소결한 시편들을 비교하면 탄소 첨가하지 않은시편에서
1940 Hv,
탄소함량을1.8%
첨가한시편에서
2100 Hv
로 탄소함량부족으로 생성되는3
원계 복합탄화물상이 시편의 기계적 특성을 저해하 는요인으로작용한것을확인할수 있었다
.
감사의 글
본 연구는교육과학기술부와한국연구재단의지역
혁신인력양성사업으로수행된연구결과임