학 술 논 문
271
3차원 지지체 제작을 위한
다중 분사체 노즐 바이오프린팅 시스템 개발
박상훈
1·김성준
1·송승준
2·최재순
1,31서울아산병원 의공학연구소, 2대림대학교 의공융합과, 3울산대학교 의과대학
Development of a Multi-nozzle Bioprinting System for 3D Scaffold Fabrication
Sanghoon Park
1, Seongjun Kim
1, Seung-Joon Song
2and Jaesoon Choi
1,31
Asan Institute for Life Sciences, Asan Medical Center
2
Daelim University College, Dept. of Convergence Biomedical Engineering
3
College of Medicine, University of Ulsan
(Manuscript received 5 October 2015; revised 21 December 2015; accepted 22 December 2015)
Abstract: The aim of this study was to develop a multi-nozzle based bioprinting system for fabrication of three- dimensional (3D) biological structure. In this study, a thermoplastic biomaterial that has relatively high mechanical stability, polycaprolactone (PCL) was used to make the 3D structure. A multi-nozzle bioprinting system was designed to dispense thermoplastic biomaterial and hydrogel simultaneously. The system that consists of 3-axes of x-y-z motion control stage and a compartment for injection syringe control mounted on the stage has been developed. Also, it has 1-axis actuator for position change of nozzle. The controllability of the printed line width with PCL was tested as a representative performance index.
Key words: Multi-nozzle, Bioprinting, Three-dimensional (3D) biological structure
I. 서 론
조직공학은 사고나 질병에 의해 소실된 조직과 장기의 기 능 복원 및 대체를 목적으로 생물학, 의학 그리고 공학이 융 합된 학문이다[1]. 이런 조직공학의 목적을 실현하기 위해 바이오프린팅(bioprinting) 기술은 대두되어 왔으며, 현재까 지도 다양한 연구가 활발히 진행 중에 있다.
현재 조직공학에서는 생체 조직의 기능 유지를 위해 세포 외 기질의 성질을 모방한 지지체(scaffold) 기반의 기술이 발 전되고 있다. 지지체는 조직을 구성하는 세포와 세포가 부착
되어 성장할 수 있는 의료용 고분자(biomedical polymer) 생체재료 그리고 세포들이 증식하거나 분화할 수 있는 화학 적/기계적 성장요인으로 이루어져 있다.
지지체의 3차원 구조를 구현하는데 사용되는 생체재료는 인공재료와 천연재료로 구분되며, 인공재료에는 대표적으로 PCL(polycaprolactone), PLA(poly(lactic acid)), PGA(poly (glycolic acid)) 등이 있다. 천연재료에는 콜라겐(collagen), 알부민(albumin) 등과 같이 단백질 성분의 재료가 있고, 알 지네이트(alginate), 히알루론산(hyaluronic acid), 키토산 (chitosan) 등과 같은 수화젤이 있다[2].
특히, 수화젤은 가장 주목 받고 있는 재료로 지지체 제작 에 많이 이용되고 있다. 일반적으로 수화젤은 물을 용매로 하는 겔 상태(gel-state)의 물질로 유체와 같은 유동성과 경 화상태를 조절할 수 있어 물과 영양분의 이동이 원활하다는 장점이 있다. 하지만, 수화젤의 경우는 그 자체가 갖는 기계 적 성질(mechanical properties)이 약하기 때문에 3차원 Corresponding Author : J aesoon Choi
Asan Institute for Life Sciences, Asan Medical Center, 88 Olympicro 43-gil, Songpa-gu, Seoul, Korea
TEL: +82-2-3010-2092 / FAX: +82-2-3010-6196 E-mail: [email protected]
이 연구는 미래창조과학부(No.2014R1A2A2A03007753) 과제의
지원을 받아 수행하였음.
272
구조의 지지체를 제작하고 제작된 형태를 유지하는데 한계 가 있다[3,4]. 수화젤의 약한 기계적 성질은 많은 연구에서 지지체의 형태가 2차원 구조로 제한되었던 점을 설명해 준 다. 이런 제한점을 해결하기 위해서 많은 연구자들은 PCL 과 같은 고체 상태(solid-state)의 재료를 수화젤과 혼용해서 사용하는 것을 추천한다. PCL은 상대적으로 높은 기계적 성질을 가지고 있어 3차원 지지체의 형태를 유지하는데 적 합하다[5,6].
본 연구에서는 열가소성 재료인 PCL과 수화젤의 혼용을 위해 적층(layer-by-layer) 용착(deposition) 기술을 기반으 로 한 다중 분사체 바이오프린팅 시스템을 개발하였고, 4축 분사체 노즐 중 PCL 프린팅을 위한 축만을 구동하여 싱글 라인 테스트(single line test)를 수행하였다. 또한 실제 3 차원 구조의 지지체를 제작함으로써 시스템의 성능을 검증 하였다.
II. 연구 방법
1. 프린팅 재료 및 조건
본 연구에서는 3차원 구조의 지지체 제작을 위하여 인공 재료인 PCL (molecular weight = 45,000; Sigma-Aldrich, St Louis, Mo, U.S.A.) 을 사용하였고, PCL의 프린팅을 위 해 적용된 기본적인 온도와 공기압 조건은 각각 125
oC와 400kPa 이다.
2. 다중 분사체 노즐 바이오프린팅 시스템
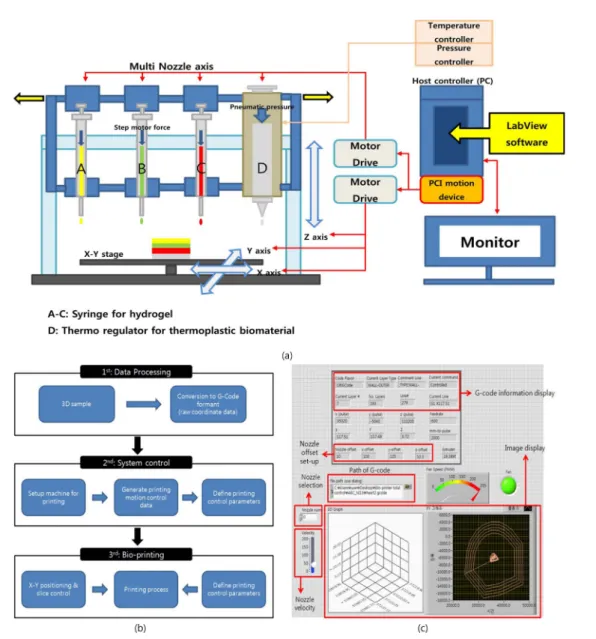
본 연구에서 개발된 시스템은 그림 1(a)와 같이 크게 3차 원 프린팅 시스템과 이를 구동하기 위한 전용의 구동 드라 이버 그리고 시스템 제어를 위한 워크스테이션(PC) 및 소프 트웨어(LabVIEW
TM, National Instrument Co., U.S.A.) 로 구성된다.
그림 1(b)는 본 연구에서 개발 개발된 고유개념의 다중 분 사체 노즐 구조를 나타내며, PCL의 융해 및 압출을 위한 온 도 제어기(TCU-02, Musashi Engineering, Inc., Japan) 와 디스펜서(ML-808GX, Musashi Engineering, Inc., Japan) 를 적용하였다. 또한, 균일하고 미세한 패터닝(pat- terning) 을 위해 스테인레스(stainless) 시린지(SSY-50C, Musashi Engineering, Inc., Japan) 와 정밀 솔리드 노즐 (SHN-0.2N, Musashi Engineering, Inc., Japan) 을 사용 하였고, 마이크로리터(µl) 단위의 용량을 가진 시린지를 적 용 할 수 있도록 제작하여 수화젤의 사용을 용이하게 하였 다. 개발된 시스템은 총 8축(공간상 목적점: 3축, 노즐: 4축, 노즐 교체: 1축)의 프린팅 시스템이며, 각 분사체 노즐 축은 정밀한 구동 및 제어를 위해 마이크로 스텝핑(stepping)이 가능한 스텝모터(KH42JM2-851, JapanServoMotor Inc.,
Japan) 를 적용하였다. 3차원 공간의 움직임을 구현하기 위 해서 x-y 2차원의 움직임을 위한 1축 액츄에이터(LX2605, Misumi, Japan) 2 개와 노즐 군(총 4축)의 높이 조절을 위한 스텝모터(KH42JM2-851, JapanServoMotor Inc., Japan) 를 적용하였다. PCL과 수화젤의 혼용을 위한 분사체 노즐 교체 축에는 단축 로봇(RS206B-C1-N, Misumi, Japan)이 적용되었다.
3. 모션 제어 시스템
본 연구에서 개발된 바이오프린팅 시스템에는 각 축의 개 별 구동 및 제어를 위해 자체 개발한 모션 제어 시스템을 적용하였다. 단층 형태 제작을 위한 2차원 평면 움직임과 적 층 형태 제작을 위한 상하 방향 움직임을 위한 제어기를 각 각 적용하였다. 또한 총 4축의 분사체 노즐의 구동 및 제어 를 위한 제어기가 포함된다. 그림 2(a)에 나타낸 것과 같이 LabVIEW
TM소프트웨어 환경과의 인터페이스를 위하여 별 도의 모션제어 모듈(PCI-7344, -7390, National Instru- ment Co., U.S.A.) 을 적용하였으며, 소프트웨어의 제어 명 령에 따라 각 축의 스텝모터 구동 및 제어를 위한 신호를
그림 1. (a) 다중 분사체 노즐 바이오프린팅 시스템, (b) 다중 분사체 노즐 시스템의 구조.Fig. 1. (a) A multi-nozzle bioprinting system, (b) A structure of multi-nozzle system.
273
각 스텝모터 전용 드라이버에 전달한다.
그림 2(b)는 시스템의 전체적인 흐름도를 나타낸다. 소프 트웨어 환경에서는 G-code 형식의 좌표 데이터를 인식하여 3 차원의 모션 제어를 위한 구동 모터의 위치 변화 값으로 변환되고, 이는 LabVIEW
TM소프트웨어에서 제공하는 NI Motion Assistant
TM(National Instrument Co., U.S.A.) 를 적용하여 변환하였다. 2차원 평면상에서는 이동 경로와 프린팅 경로를 구분하여 제어 신호를 전달하고, z축 방향에 대해서는 상하 방향 움직임을 위한 별도의 제어 신호를 전 달한다.
그림 2(c)는 사용자 인터페이스 및 디스플레이 화면을 나 타낸다. 이를 통해 시스템의 초기 위치, 각 축의 속도 등을 제어할 수 있고, 프린팅되는 결과물에 대한 시각적인 정보
를 확인할 수 있다.
4. 시스템 성능 평가
본 연구에서 개발된 다중 분사체 노즐 바이오프린팅 시스 템의 성능 검증을 위한 실험을 수행하였다. 첫 번째 실험으 로, 총 4축의 분사체 노즐 축 중에서 PCL 분사체 노즐 축 을 이용한 싱글 라인 테스트(single line test)를 수행하였 다. 실험방법으로는 공기압, 노즐의 내경 그리고 x-y 스테 이지의 속도를 달리하여 적용하고 각 조건의 조합에 따라 프린팅되는 PCL 라인의 폭을 10회 측정하였다. 각 조건의 조합은 그림 3에서 확인할 수 있다. 두 번째 실험은 본 연 구에서 사용된 PCL의 특성에 맞는 프린팅 제어 파라미터 및 외부 입력 조건에 대해 파악하고 그림 4와 같이 실제 3
그림 2. (a) 다중 분사체 노즐 바이오프린팅 시스템의 구성도, (b) 제어 소프트웨어 구조 블록도 및 (c) 사용자 인터페이스.Fig. 2. (a) A schematic diagram, (b) the control software structure diagram and (c) the user interface of a multi-nozzle bioprinting system.
274
차원 구조의 지지체 제작을 위한 실험을 수행하였다.
III. 결 과
측정된 PCL 라인 폭을 일원배치 분산분석(one-way
ANOVA) 을 통해 분석한 결과 그림 3(a)과 같이 노즐의 내 경과 공기압에 비례하고, x-y 스테이지 속도에 반비례하여 그 폭이 유의한 차이로 감소하는 것을 확인하였다(p < 0.05).
하지만, x-y 스테이지 속도 250 mm/min에서 노즐 내경 150 µm의 경우 공기압에 대한 유의한 차이는 없었다. 그림 3(b) 에서 확인할 수 있듯이 최대 155.8 µm, 최소 24.4 µm 의 PCL 라인을 프린팅할 수 있었고, x-y 스테이지 속도 300 mm/min 이상 또는 노즐 내경 100 µm 이하의 조건에서는 균일하지 않은 PCL 라인이 프린팅 되는 것을 확인하였다.
그림 4는 PCL을 이용해 제작한 지지체를 나타내며, 적용 된 조건으로는 400kPa의 공기압과 200 µm 내경의 노즐 그 리고 x-y 스테이지 속도 100 mm/min를 적용하였다. 그림 에서와 같이 균일한 크기의 격자 형태와 적층 구조를 갖는 3 차원 구조의 지지체를 제작할 수 있었다.
IV. 고찰 및 결론
바이오프린팅 기술은 적층 방식의 조형술을 조직공학에 접목하고, 이를 통해 생체적합성 물질을 프린팅 하는 기술 이다. 이러한 바이오프린팅 기술은 상용 잉크젯 프린터를 기 반으로 한 3차원 잉크젯 프린팅 기술과 쾌속 조형술 기반의 프린팅 기술로 분류된다[7-8]. 잉크젯 프린팅 기술은 빠르고, 다루기 쉽고, 저렴하며 기존의 상용 잉크젯 프린터를 기반 으로 적층 구조를 위한 별도의 높이 조절 장치를 추가하고, 잉크 대신 생체적합성 물질이 포함된 ‘바이오 잉크’ 를 카 트리지에 적용하면 바로 사용이 가능한 구조적인 장점이 있
그림 4. PCL을 이용해 제작된 3차원 구조의 지지체.Fig. 4. The fabricated scaffold of three-dimensional structure with PCL.
그림 3. 다중 분사체 바이오프린팅 시스템을 이용한 PCL 싱글 라인 테스트. (a) x-y 스테이지의 속도, 공기압 그리고 노즐 내경에 따른 PCL 라인의 폭(P300-400: 300kPa, 400kPa의 공기압 / N15-20:
150µm 그리고 200 µm의 노즐 내경). (b) 프린팅된 PCL 라인의 예(기준자: 200 µm).
Fig. 3. A single line test results of PCL by a multi-nozzle bioprinting system. (a) Line widths of PCL with the velocity of x-y stage, pressure and nozzle size (P300-400: pneumatic pressure of 300kPa and 400kPa / N15-20: nozzle size of 150 µm and 200 µm). (b) Example of extruded PCL lines(scale bar: 200µm).
275 다. 하지만, 고형(solide)의 인공장기를 제작하기 위한 고농
도 세포의 사용에는 한계가 있고[9], x축 또는 y축의 직선 운동만을 하기 때문에 움직임에 있어서도 제한이 있다. 이 와는 대조적으로 쾌속 조형 기술을 기반으로 하는 바이오프 린팅 시스템은 상대적으로 고가이며, 컴퓨터 기술 기반의 제 어 시스템이 별도로 필요하다는 단점이 있지만, 다양한 크 기의 세포를 포함한 생체적합성 물질을 프린팅할 수 있고, x-y 축의 움직임을 동시적으로 제어할 수 있어 원하는 형태 의 프린팅을 수행할 수 있다. 따라서, 본 연구에서는 이러한 기술을 바탕으로 고유 개념의 다중 분사체 바이오프린팅 시 스템을 개발하였다.
본 연구에서 개발된 바이오 프린팅 시스템은 세포를 포함 할 수 있는 생체적합성 물질로 가장 보편적으로 사용되는 수화젤의 제한점을 해결하고, 함께 혼용할 수 있는 시스템 을 개발하였다. 개발된 시스템의 성능을 확인하기 위해 PCL 을 이용한 싱글 라인 테스트 실험을 수행한 결과 다양한 크 기와 형태의 지지체 제작 가능성을 확인 하였고, 이를 적용 하여 실제 3차원 구조의 지지체를 제작하였다.
본 연구는 고유 개념의 다중 분사체 구조의 바이오프린팅 시스템을 개발하고, 세포를 포함한 생체적합성 물질을 기반 으로 3차원 구조의 인공장기 제작을 위한 적용성을 검증하 기 위한 연구이다. 본 연구를 통하여 개발된 바이오프린팅 시스템 및 자동제어 기술은 손상된 장기 및 조직을 재건하 기 위한 기술로서 발전 가능성을 기대할 수 있다.
추후, 본 연구에서 개발된 다중 분사체 바이오프린팅 시 스템을 기반으로 세포를 포함한 다양한 물질을 이용하여 실 제 장기 모델 제작을 위한 연구가 필요하며, 인공 장기 제작 후 동물 실험을 통한 연구가 뒷받침 되어 실제 임상적용에 대한 가능성을 확인해야 할 것이다.
References
[1] W. D. Kim, S. A. Park, J. H. Lee, “3D Bioprinting Technologies for Custom Fabrication of Tissue Scaffold,” Bioin Special Zine, vol. 21, 2011.
[2] K. H. Kim, “Biomedical Polymer Materials,” KISTI Report, 2007.
[3] N. E. Fedorovich, I. Swennen, Girones, J. L. Mononi, C.A.
van Blitterswijk, E. Schacht, J. Alblas and W. J. Dhert,
“Evaluation of photocrosslinked Lutrol hydrogel for tissue printing applications,” Biomacromolecules, vol. 10, pp.
1689-1696, 2009.
[4] N. E. Fedorovich, J. R. De Wijn, A. J. Verbout, J. Alblas and W. J. Dhert, “Three-dimensional fiber deposition of cell- laden, viable, patterned constructs for bone tissue printing,”
Tissue Eng., vol. 14, pp. 127-133, 2008.
[5] N. E. Fedorovich, W. Schuurman, H. M. Wijnberg, H. J.
Prins, P. R. van Weeren, J. Malda and W. J. Dhert, “Biofab- rication of osteochondral tissue equivalents by printing topo- logically defined, cell-laden hydrogel scaffolds,” Tissue Eng., vol. 18, pp. 33-44, 2012.
[6] R. Censi, W. Schuurman, J. Malda, G. di Dato, P. E. Burgis- ser, W. J. A. Dhert, C. F. van Nostrum, di Martino, T. Ver- monden and W. E. Hennink, “A printable photopoly- merizable thermosensitive (HPMAm-lactage)-PEG hydrogel for tissue engineering,” Adv. Funct. Mater., vol. 21, pp.
1833-1842, 2011.
[7] Boland T., Xu T., Damon B., and Cui X., “Application of ink- jet printing to tissue engineering,” Biotechnol J., vol. 1, pp.
910-917, 2006.
[8] Maher P. S., Keatch R. P., and Donnelly K., “Characterisation of rapid prototyping techniques for studies in cell behavior,”
Rapid Prototyping Journal, vol. 16, pp. 116-123, 2010.
[9] Jakab K., Norotte C., Marga F., Murphy K., Novakovic G. V., and Forgacs G, “Tissue engineering by self-assembly and bio- printing of living cells,” Biofabrication, vol. 2, 022001(1499), 2010.