Process Development of Laser Cladding for Weld Inlay Repair of Dissimilar Metal Weld in Reactor Vessel In/Outlet Nozzles
8
0
0
전체 글
(2) 54. 조홍석 · 정광운 · 모민환 · 조기현 · 최동철 · 이장욱 · 조상범. 2. 실험 재료 및 실험 방법. Fig. 1 Repair design condition of Weld Inlay in reactor vessel In/Outlet nozzle1). 웨스팅하우스(사)에서 개발한 작업자와 장비가 노즐 내 부로 접근하는 Weld Inlay 기술의 SAFEPLAY(7), 도시바 (사)에서 개발한 수중레이저빔용접(ULBW: Underwater Laser Beam Welding)(8), 미쓰비시중공업(사)에서 개 발한 Primary, Conventional, Advanced Inlay(9) 그리고 NuVision(사)에서 개발한 기계적 응력 완화 기술(MSIP: Mechanical Stress Improvement Process)(10) 등이 있 다. Weld Inlay의 주요 특징은 Fig. 1과 같이 원자로 일 차냉각재와 접촉하는 노즐 용접부의 PWSCC에 민감 한 Alloy 600 계열 재질 일부를 제거하고, 그 위에 PWSCC에 저항성이 우수한 재료인 용가재(Alloy 690:Alloy 52M)로 최소 3 mm 이상 레이저클래딩 육성 용접하는 방법이다. 한편, 원자로 입출구 노즐 이종금 속 용접부 보수를 위한 기술은 주로 해외 기술에 국한 되어 있으며, 향후 PWSCC로 인한 국내 원전의 안전 성 확보와 높은 정비 단가로 인한 경제적 손실을 피하 기 위해서는 Weld Inlay 정비 기술 확보가 필요하다. 본 연구에서는 저입열량의 레이저클래딩 공정을 이용한 원자로 입출구 노즐 Weld Inlay 정비 기술 확 보를 위하여 오스테나이트계 스테인리스강에 대한 레이저클래딩 기초 연구를 수행하였다. 최대출력 3 kW 다이오드레이저를 이용하여 용가재별(ER309L, Alloy 52M)로 용접 변수를 변화시키면서 Melt-run 실험을 실시하여 용접 품질을 평가하였으며, 도출된. 2.1 사용 재료 본 연구의 Weld Inlay 공정 기술 개발을 위하여 사 용된 모재는 인코넬 합금의 Alloy 600과 오스테나이 트계 스테인리스강의 SA312 TP304이고, 용가재는 스테인리스강 계열의 ER309L과 인코넬 합금 계열의 Alloy 52M이며, 각 재료별에 대한 화학적 조성과 물 리적 특성은 ASME Code Sec.Ⅱ를 참조한다(11). 2.2 실험 방법 본 연구에서 수행된 레이저클래딩 실험은 Fig. 2와 같이 웨스팅하우스형 원자로 입출구 노즐 배관 직경 과 같은 Mock-up을 제작하여 자체 개발된 기구부를 Mock-up 내에 삽입하였으며(12), 접촉식 프루브(Probe) 타입의 LVDT(Linear Variable Differential Transformer) 장치를 이용하여 용접선을 사전 추적하여 데이터를 취득하였고, 용접 공정 스케쥴러 프로그램을 통하여 레이저 발진기, 와이어 피더 공급 장치, 기구부의 개 별 공정 변수들을 변화시켜가면서 실험이 수행되었 다. 클래딩 용접 공정 변수 중 초점위치, 레이저와 와이어의 이격 거리(D), Ar 쉴딩 가스 유량(Q)는 각 각 +6 mm, 1 mm, 30 L/min으로 선정하였다. 사용된 레이저출력, 용접 속도 및 와이어 송급 속도는 각각 1.3~2.4 kW, 0.6~1.5 m/min, 1.5~3.0 m/min 이내 범위 이다. 먼저, 용가재별 최적 용접 공정 변수를 도출하 기 위하여 용접 공정 변수를 변화시키면서 Melt-run 기초 실험을 수행하여 용접 품질을 평가하였다. 다층 육성용접은 앞에서 도출된 최적 용접 공정 변수를 바 탕으로 오스테나이트계 스테인리스강 위에 먼저 용가 재 ER309L로 1층(희생층)을 적층한 후 후속 층으로 용가재 Alloy 52M을 이용하여 2층 그리고 3층까지 육 성용접을 실시하였다. 각 층별로 제작된 용접시편의. 최적 용접 공정 변수를 바탕으로 모재인 스테인리스 강 위에 용가재 ER309L과 Alloy 52M를 적층하여 육 성용접을 수행하였다. 제작된 용접시편에 대한 용접 품질을 평가하기 위하여 액체침투탐상검사(PT), 광 학현미경(Optical Microscope) 및 SEM(Scanning Electron Microscope)을 이용한 용접비드면 조직 관찰 그리고 EDS(Energy Dispersive X-ray Spectrometer) 분 석을 통한 Alloy 52M 용착금속부의 Cr 함유량 평가 등을 수행하였다.. Transaction of the KPVP, Vol. 11, No. 1. Fig. 2 Repair design condition of Weld Inlay in reactor vessel In/Outlet nozzle(1).
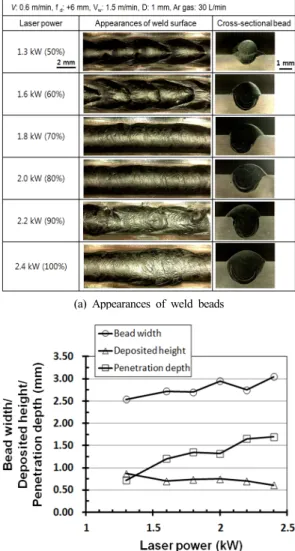
(3) 원자로 입출구 노즐 이종금속 용접부 Weld Inlay 레이저 클래딩 공정 개발. 55. 용접 품질을 평가하기 위하여 PT 시험을 이용한 결 함 지시 검사, OM 또는 SEM을 이용한 절단된 용접 비드면의 용접 특성 및 결함 유무 확인 등을 수행하 였고, 마지막으로 Weld Inlay 용접 시 ASME Code Case N-766 기술기준에서 요구하는 용착된 모든 용 접금속부(Alloy 52M)가 24% 이상의 Cr 함유량을 만 족하고 있는지 EDS 분석을 통하여 평가하였다.. 3. 실험 결과 및 고찰 3.1 용가재 ER309L의 Melt-run 실험 결과 1층 희생층으로 적용되는 용가재 ER309L의 최적 용접 공정 변수를 도출하기 위하여 모재 Alloy 600 위에 용접 공정 변수를 변화시키면서 레이저클래딩 실험을 수행하였다. Fig. 3은 레이저출력 변화에 따. (a) Appearances of weld beads. 른 레이저클래딩 실험 시 얻은 용접부 표면의 용접 비드면 외관 사진과 용접 품질 결과를 나타낸 것이 다. 사용된 용접 속도와 와이어 송급 속도는 각각 0.6 m/min과 1.5 m/min 이다. 그 결과, 레이저출력이 1.3 kW에서 2.4 kW로 증가할 경우, 레이저입열량 증 가와 함께 용접비드폭은 2.54 mm에서 3.05 mm로 넓 어졌으며, 용입 깊이는 0.72 mm에서 1.69 mm로 깊 어짐을 확인하였다. 반면, 적층 높이는 0.87 mm에서 0.61 mm로 상대적으로낮아지는 경향이 나타났으며, 이는 레이저출력 증가에 따른 용융풀 내 용융금속량 증가와 용접선 수직 방향으로 퍼지는 유동(Melt flow) 때문으로 사료된다. 한편, 레이저출력 1.3과 1.6 kW의 경우, 용접비드 형상이 양호하지 않았으며, 레이저입열량 저하로 인하여 용가재 미용융에 따른 용접부 표면 위에 험. (b) Welding results at laser powers. Fig. 3 Effect of weldability on laser powers during laser cladding with filler wire of ER309L. 핑(Humping) 비드가 발생됨을 확인하였다. 레이저. 결과, 와이어 송급 속도 증가 시, 용접비드폭과 용입. 출력 2 kW의 경우, 용접비드는 특이할 만한 결함. 깊이는 큰 변동이 없음을 확인하였고, 적층 높이는. 없이 양호한 용접 품질을 얻을 수 있었다. 그러나,. 0.75 mm ∼ 1.42 mm로 점진적으로 증가함을 알 수. 레이저출력 2 kW 이상에서는 과도한 레이저입열량. 있었다. 용접부 표면 비드면 상태는 전체적으로 특. 에 따라 용접비드형상이 불안정하게 생성되었으며,. 이할 만한 결함 없이 양호함을 확인하였다.. 부분적으로 스페터(spatter)와 불균질 표면이 생성. 레이저출력과 와이어 송급 속도가 동일한 조건 하 에서 용접 속도가 용접 품질에 미치는 영향을 조사하 였다. Fig. 5는 용접 속도 변화에 따른 용접 품질 결. 되었다. 레이저출력과 용접속도가 동일한 조건 하에서 와 이어 송급 속도가 용접 품질에 미치는 영향을 조사 접 품질 결과를 나타낸 것이다. 사용된 레이저출력. 과를 나타낸 것이다. 사용된 레이저출력과 와이어 송 급 속도는 각각 2 kW와 1.5 m/min 이다. 그 결과, 용 접 속도 0.6 m/min에서 용접부 표면의 용접비드 형상이. 과 용접 속도는 각각 2 kW와 0.6 m/min 이다. 관찰. 가장 양호하게 나타났으나, 0.8 m/min 이상에서는 용. 하였다. Fig. 4는 와이어 송급 속도 변화에 따른 용. 한국압력기기공학회 논문집 제11권 제1호 2015년 6월.
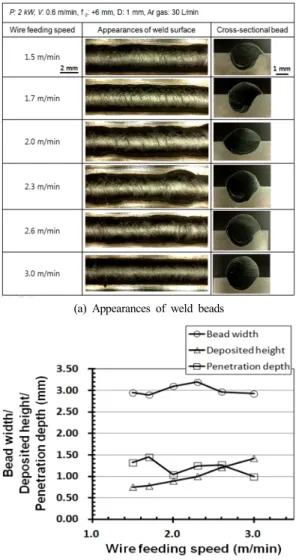
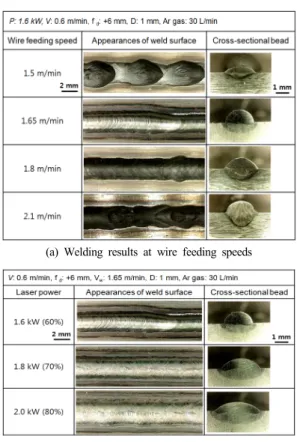
(4) 56. 조홍석 · 정광운 · 모민환 · 조기현 · 최동철 · 이장욱 · 조상범. 가재가 연속적으로 용융되어 용착되지 않고 부분적 으로 불균질한 험핑 비드가 형성됨을 확인하였다. 앞 에서 얻은 결과로부터, 용가재 ER309L를 이용한 레 이저클래딩 실험 시 레이저출력 2 kW, 용접 속도 0.6 m/min, 와이어 송급 속도 1.5 m/min 조건에서 우 수한 용접 품질을 얻을 수 있음을 확인하였으며, 이 조건에서 멀티패스를 통한 오버랩(overlap) 용접 가 능성을 확인하기 위해 초층(1 layer) 레이저클래딩 실험을 실시하였다. 그 결과, Fig. 6과 같이 적층 높 이 약 1 mm 정도의 용접비드를 가지는 오버랩용접 이 가능하였으며, 용접비드면 표면 위에는 특이할 만한 용접 결함이 발견되지 않았다.. (a) Appearances of weld beads. (b) Welding results at wire feeding speeds. Fig. 4 Effect of weldability on wire feeding speeds during laser cladding with filler wire of ER309L. Transaction of the KPVP, Vol. 11, No. 1. 3.2 용가재 Alloy 52M의 Melt-run 실험 결과 2층과 3층에 적층할 용가재 Alloy 52M에 대한 최적 용접 공정 변수를 도출하기 위하여 모재 Alloy 600 위 에 레이저클래딩 실험을 실시하였다. Fig. 7(a)는 와이 어 송급 속도 변화에 따른 용접 품질 결과를 나타낸 것이다. 사용된 레이저출력과 용접 속도는 각각 1.6 kW와 0.6 m/min 이다. 와이어 송급 속도 1.5 m/min에 서 용접부 표면의 용접비드면 관찰 결과, 용가재 공급 량 부족으로 인한 험핑 비드가 형성되어 있음을 확인 하였다. 와이어 송급 속도 1.65와 1.8 m/min의 경 우에서는 비교적 양호한 용접비드면이 생성되었으 며, 용접비드폭/적층 높이는 각각 2.59 mm/0.76 mm,. Fig. 5 Effect of weldability on welding speeds during laser cladding with filler wire of ER309L. Fig. 6 Appearance of weld bead obtained from laser cladding with filler wire of ER309L (overlap: 50%, 9 passes).
(5) 원자로 입출구 노즐 이종금속 용접부 Weld Inlay 레이저 클래딩 공정 개발. 57. 2.75 mm/0.96 mm 를 나타내었다. 이들 중 용접 품질 이 가장 양호한 조건인 와이어 송급속도 1.65 m/min 에서 레이저출력을 증가시키면서 용접 실험을 수행 하였다. Fig. 7(b)는 레이저출력 변화에 따른 용접 품 질 결과를 나타낸 것이다. 그 결과, 레이저출력 1.8 kW에서 용접비드폭 2.98 mm, 적층높이 0.86 mm의 용접비드면을 얻었으며, 특이할 만한 용접 결함이 없는 품질을 얻을 수 있었다. 앞에서 얻은 결과 중 용접 품질이 가장 우수한 조건인 레이저출력 1.8 kW, 용접 속도 0.6 m/min, 와이어 송급 속도 1.65 m/min의 조건에서 초층에 대한 레이저클래딩 오버 랩용접을 실시한 결과, Fig. 8과 같이 적층 높이 약 1.22 mm 정도의 용접비드면을 얻었으며, 용접비드 면 표면 위를 육안 검사 결과 특이할 만한 용접 결함. (a) Welding results at wire feeding speeds. 이 발견되지 않음을 확인하였다.. 3.3 SA312 TP304와 ER309L, Alloy 52M의 다층 육성용접 결과 Table 1과 같이 3.1과 3.2절에서 얻은 용가재별 최 적 용접 공정 변수를 기준으로 모재 SA312 TP304와 용가재 ER309L(1층) 그리고 후속 층으로 Alloy 52M(2층, 2+3층)의 레이저클래딩 다층용접 실험을 수행한 후 제작된 용접시편에 대한 용접성 평가를 실시하였다. Fig. 9는 각 층별 레이저클래딩 다층용 접 후 용접부 표면 외관 사진을 나타낸 것이다. 그 결과, 용가재 ER309L의 초층에 대한 레이저클래딩 용접의 경우, 적층 높이 약 1 mm의 용접부 표면 위 에 특이할 만한 용접결함이 발견되지 않았으며 양호 한 용접 품질을 얻을 수 있었다. 용가재 Alloy 52M을 이용한 후속 층 레이저클래딩 다층용접의 경우, 두 번 째 층과 세 번째 층의 적층 높이는 각각 약 2.22 mm 와 3.51 mm 이었으며 용가재 ER309L의 초층 위에 용 착되어 육성용접은 이루어졌지만 부분적으로 용접 부 표면이 좋지 않음을 확인하였다. 이러한 이유는, 용접기구부 회전축(R축)의 용접방향 이동 시 제어 구동이 원활하지 않아 다층용접 시 용융금속이. (b) Welding results at laser powers. Fig. 7 Effect of weldability on welding process parameters during laser cladding with filler wire of Alloy 52M. Fig. 8 Appearance of weld bead obtained from laser cladding with filler wire of Alloy 52M (overlap: 50%, 16 passes). Table 1 Optimum welding conditions obtained from single pass welding with two filler wires Laser power. Welding speed. Wire feeding sped. ER309L. 2 kW. 0.6 m/min. 1.5 m/min. Alloy 52M. 1.8 kW. 0.6 m/min. 1.65 m/min. Fig. 9 Appearances of weld specimens for each layer after laser cladding. 한국압력기기공학회 논문집 제11권 제1호 2015년 6월.
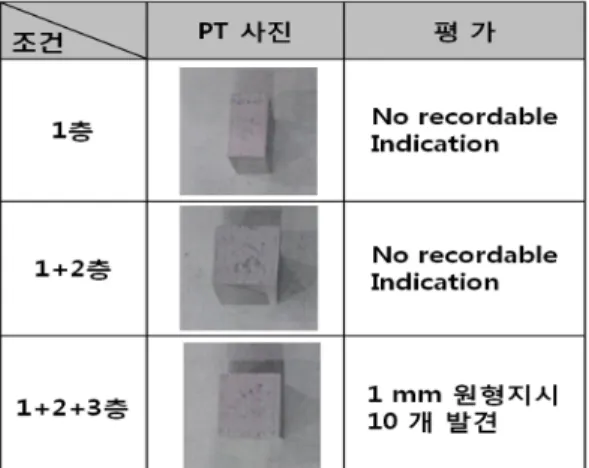
(6) 58. 조홍석 · 정광운 · 모민환 · 조기현 · 최동철 · 이장욱 · 조상범. 균질하게 응고되지 않았으며, 용접부 표면 위 용접선 추적을 위한 LVDT 사양이 용착된 용접금속 높이 0.5 mm 이상의 경우에 대해서 추적 능력을 상실하여 제 기능을 발휘하지 못했던 것으로 확인되었다. 다음은, 각 층별 용접시편의 특정 부분만을 채취하여 PT 시험 을 Fig. 10과 같이 실시하였다. PT 시험 결과, 1층과 1+2 층에서는 특이할 만한 결함지시가 발견되지 않았으며, 1+2+3층에서는 직경 1 mm 크기의 원형지시가 다수 발 견되었으나 ASME Code Sec.Ⅲ NB-5350 합격기준에 합격하였음을 확인하였다. Fig. 11은 초층, 두 번째 층, 세 번째 층의 용접시편에 대한 절단면의 용접비드 형. (a) first layer. 상과 매크로 조직 사진을 나타낸 것이다. 절단면 용접 비드 관찰 결과, 초층, 두 번째 층, 세 번째 층 용접시편 모두 용접비드 간 용착이 잘 생성되어 있었으며, 균열 이나 기공 같은 용접 결함이 발견되지 않았다. 다음은, Weld Inlay 용접 시 ASME Code Case N-766 기술기준에서 요구하는 인코넬 합금 재질 (Alloy 690: Alloy 52M)로 용착된 모든 용착금속부에 서의 Cr 함유량 만족 여부를 확인하기 위하여 제작 된 용접시편의 용접열영향부 근처 영역에 대하여 SEM을 이용한 미세 조직 관찰과 EDS 분석을 통한 Cr 함유량을 평가하였다. Fig. 12(a)와 12(b)는 두 번 째 층 용접시편에 대한 미세조직 관찰과 EDS 분석. (b) second layer. 결과이다. 1층과 2층 사이의 용접금속부에서의 EDS 분석 결과, Fe, Ni, Cr의 합금 원소들이 주로 발견되 었으며, 특히 Fe 원소의 경우 2층의 Alloy 52M 용접 금속부 하단에 Fe 원소가 존재하는 것으로 보아 ER309L 용가재와 Alloy 52M이 잘 희석되어 응고됨을 확인 할 수 있었다. 그리고, Fig. 12(b)의 점 P1과 P2의. (c) third layer. Fig. 11 Appearances of weld beads at cross section of weld specimens. Cr 함유량은 각각 24.79%와 25.47% 이었으며 이 값 은 Weld Inlay 용접 시 ASME Code에서 요구하는 새롭게 용착된 인코넬 합금 재질의 용착금속부는. Fig. 10 Evaluation results through PT test. Transaction of the KPVP, Vol. 11, No. 1. 24% 이상의 Cr 함유량 기준을 만족하는 것으로 확 인되었으며, 또한 Fig. 13의 세 번째 층 Alloy 52M 용접금속부에 대한 EDS 분석 결과에서도 마찬가지 로 코드 기준을 만족하는 것으로 확인되었다..
(7) 원자로 입출구 노즐 이종금속 용접부 Weld Inlay 레이저 클래딩 공정 개발. (a) SEM photo of cross section. 59. (b) EDS results. Fig. 12 SEM photo and EDS results between first layer and second layer subjected to laser cladding. (a) OM photo. (b) SEM photo. (c) EDS results. Fig. 13 Photos of cross-sectional weld bead and EDS results. 4. 결 론 본 연구에서는 원자로 입출구 노즐 이종금속 용접 부 Weld Inlay 예방정비를 위한 오스테나이트계 스 테인리스강 레이저 클래딩 공정 개발을 위하여 실험 적 연구를 수행하였으며, 다음과 같은 결론을 도출 하였다. 1) 용가재 ER309L에 대한 레이저클래딩 단층 용접. 실험 결과, 레이저출력 2 kW, 용접속도 0.6 m/min, 와이어 송급속도 1.5 m/min에서 용접 결함이 없는 최적 용접 공정 조건을 얻었으며, 용접비드폭과 적 층 높이는 각각 2.95 mm와 0.75 mm 이었다. 2) 용가재 Alloy 52M에 대한 레이저클래딩 단층 실험 결과, 레이저출력 1.8 kW, 용접속도 0.6 m/min, 와이어 송급속도 1.65 m/min에서 용접 결함이 없는 최적 용접 공정 조건을 얻었으며, 용접비드폭과 적. 한국압력기기공학회 논문집 제11권 제1호 2015년 6월.
(8) 60. 조홍석 · 정광운 · 모민환 · 조기현 · 최동철 · 이장욱 · 조상범. 층 높이는 각각 2.98 mm와 0.86 mm 이었다. 3) 오스테나이트계 스테인리스강(SA312 TP304)과 용가재 ER309L, Alloy 52M에 대한 레이저클래딩 다층육 성용접 실험 결과, 초층(SA312+ER309L), 두 번째 층 (SA312+ER309L+Alloy 52M), 세 번째 층(SA312+ER309L +Alloy 52M+Alloy 52M)에 대한 레이저클래딩 용접시 편 제작이 가능하였으며, 용접부 표면 및 절단면 용 접비 드에서 특이할 만한 용접 결함이 발견되지 않 았다. 4) 각 층별 용접시편에 대한 PT 시험 결과, 특이할 만한 결함 지시가 발견되지 않았으며, ASME Code Sec.Ⅲ 합격기준을 모두 만족하였다. 5) 세 번째 층 용접시편에 대하여 Alloy 52M 층별 Cr 함유량을 평가한 결과, Weld Inlay 용접시 ASME Code Case N-766에서 요구하는 인코넬 합금 용가재 로 용착되는 모든 층의 용착금속부는 24% 이상의 Cr 함유량을 만족해야 한다는 기준을 충분히 만족하 고 있음을 확인하였다.. 참고문헌 (1) ASME, 2008, "Nickel Alloy Reactor Coolant Inlay and Onlay for Mitigation of PWR Full Penetration Circumferential Nickel Alloy Dissimilar Metal Welds in Class 1 Items," ASME B&PV Sec.XI, Code Case N-766. (2) EPRI, 2006, "Review of stress corrosion cracking of alloys 182 and 82 in PWR primary water service", EPRI MRP-220. (3) EPRI, 2004, "Welding residual and operating stressesin PWR alloy 182 butt welds", EPRI MRP-106. (4) EPRI, 2004, "Crack growth rates for evaluating water stress corrosion cracking(PWSCC) of alloy 82, 182,. Transaction of the KPVP, Vol. 11, No. 1. and 132 welds", EPRI MRP-115. (5) Zhang, X. D., Ashida, E., Shono, S. and Matsuda,F., 2006, "Effect of shielding conditions of local drycavity on weld quality in underwater Nd:YAG welding", J. Mater. Proc. Tech., Vol. 174, pp. 34-41. (6) Cho, H. S., Park, I. K. and Jung, K. W., 2015, "Theeffect of ultrasonic nano crystal surface modificationfor mitigation of the residual stress after weld inlay on the alloy 82/182 dissimilar metal welds of reactor vessel in/outlet nozzle", J. Weld. & Join., Vol. 33, No. 2, pp. 40-46. (7) Kreitman, P. and Kroes, A., 2007, "RPV inlet/outletnozzle repair (SAFEPLAYⓇ)", EPRI PWSCC Workshop. (8) Hino, T., Tamura, M., Tanaka, Y., Kouno, W., Makino,Y., Kawano, S. and Matsunaga, K., 2009, "Development of underwater laser cladding and underwater laser seal welding techniques for reactor components", J. Power and Energy Sys., Vol. 3, No. 1, pp. 51-59. (9) Kobayashi, Y., 2012, "Advanced INLAY system forinlet/outlet nozzles of RV for preventive maintenanceagainst Alloy 600 PWSCC in Japanese PWR plants", Int. Boiling Water Reactor and Pressuried Water Reactor Materials Reliability Conference and Exhibit Show 2012. (10) EPRI, 2006 "Mechanical stress improvement process(MSIP) implementation and performance experience for PWR applications", EPRI MRP-121 (11) ASME, 2010, "Materials," ASME B&PV Sec.II, Part A, C, 2010 Edition. (12) Cho, H. S., Cho, K. H., Mo, M. H., Lee, J. W. and Chang, K. S., 2012, "Technology development of weld inlay system for RV nozzles," Proceedings of 2012 KPVP Annual Conference, pp. 149-150..
(9)
수치

+3

관련 문서
It considers the energy use of the different components that are involved in the distribution and viewing of video content: data centres and content delivery networks
After first field tests, we expect electric passenger drones or eVTOL aircraft (short for electric vertical take-off and landing) to start providing commercial mobility
1 John Owen, Justification by Faith Alone, in The Works of John Owen, ed. John Bolt, trans. Scott Clark, "Do This and Live: Christ's Active Obedience as the
including 2 billion tons coking coal and 10.1 billion including 2 billion tons coking coal and 10.1 billion.. tons
In this study, we developed a noble biotransformation reactor for α-ketoglutarate production using enzyme aggregated nanofiber reactor, micro reactor, monolith
This study the changes in structure and mechanical characteristics by the analysis on mechanical characteristics of the welding part and the post weld
In order to investigate the effects of process parameters on qualities of the drilled hole quantitatively, laser drilling experiments were carried out using
Through this analysis, the residual stress of the high tensile steel fillet weld was measured, and the reliability of numerical simulation was secured by
